Download as pdf or txt
You might also like
- Normas NES M1019Document12 pagesNormas NES M1019Margarita Torres FloresNo ratings yet
- MMR - Weekly 29 Jan 2024Document20 pagesMMR - Weekly 29 Jan 2024dishukadam06100% (1)
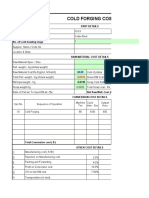
- 94.cold Forging Cost Estimation SheetDocument5 pages94.cold Forging Cost Estimation SheetVenkateswaran venkateswaranNo ratings yet
- Tonnage CalculationDocument3 pagesTonnage CalculationEmba MadrasNo ratings yet
- BIW Nomenclature and MaterialsDocument7 pagesBIW Nomenclature and MaterialsRawendrraw Kuri0% (1)
- Bolt Nuts MFG ProcessDocument5 pagesBolt Nuts MFG Processscribddadu100% (1)
- Casting Cost EstimationDocument3 pagesCasting Cost EstimationSreenath S KallaaraNo ratings yet
- EA Plasma, Laser, OxyfuelDocument5 pagesEA Plasma, Laser, OxyfuelSaravanan VelayuthamNo ratings yet
- Design and Analysis of Progressive Tool For An Automobile ComponentDocument9 pagesDesign and Analysis of Progressive Tool For An Automobile ComponentAnna100% (1)
- IPD Costing PDFDocument10 pagesIPD Costing PDFSaddy DipoNo ratings yet
- 09 Strip LayoutDocument28 pages09 Strip LayoutvivekNo ratings yet
- LPDC Flow SimulationDocument5 pagesLPDC Flow SimulationDavid JendraNo ratings yet
- Final ReportDocument25 pagesFinal ReportAdil SaleemNo ratings yet
- 20me702 - Process Planning and Cost Estimation Unit 5 2023-24Document65 pages20me702 - Process Planning and Cost Estimation Unit 5 2023-24CAD With RaoNo ratings yet
- Project: TML (Emc) : Part No 1A014117 Customer TMLDocument2 pagesProject: TML (Emc) : Part No 1A014117 Customer TMLShrikant YashNo ratings yet
- CTM Mold Design Standards PDFDocument43 pagesCTM Mold Design Standards PDFDini ViruNo ratings yet
- Broach and Form ToolDocument20 pagesBroach and Form Toolsonu kumarNo ratings yet
- Clutch HSG Casting CostingDocument18 pagesClutch HSG Casting CostingAjay DeshpandeNo ratings yet
- How To Calculate The Tonnage of Die Casting MachineDocument2 pagesHow To Calculate The Tonnage of Die Casting MachineRafał LesiczkaNo ratings yet
- Compound Die PDFDocument4 pagesCompound Die PDFNhan Le100% (1)
- Misumi Press Die StandardDocument72 pagesMisumi Press Die StandardthanhvutsmvnNo ratings yet
- IV ReportDocument22 pagesIV ReportMuhammad Zulhilmi0% (1)
- Casting TolerancesDocument1 pageCasting TolerancesKumaraswamy ViswanathanNo ratings yet
- Production of Automotive Components: Jerome GDocument24 pagesProduction of Automotive Components: Jerome GMr. Jerome Nithin Gladson100% (1)
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385No ratings yet
- Mould BaseDocument8 pagesMould BaseMould Base ManufacturerNo ratings yet
- Asa - Injection Mould Component Cost EstimationDocument7 pagesAsa - Injection Mould Component Cost EstimationVenkateswaran venkateswaranNo ratings yet
- Stock Strip LayoutDocument3 pagesStock Strip LayoutSwaran Singh67% (3)
- Solder Paste LiteratureDocument1 pageSolder Paste LiteraturescmeswarNo ratings yet
- Mold Material: H13 P20 Mirror Polish Texture H13 P20Document1 pageMold Material: H13 P20 Mirror Polish Texture H13 P20Jyoti KaleNo ratings yet
- 17.0 Compression MouldDocument54 pages17.0 Compression MouldMd ShareefNo ratings yet
- Cold and Hot Stamping Dies eDocument12 pagesCold and Hot Stamping Dies eajaygupta.af3919No ratings yet
- Cost Analysis and Cost Reduction of ForgingsDocument16 pagesCost Analysis and Cost Reduction of ForgingsHans wilsonNo ratings yet
- Axle Costing Sheet Format 1Document6 pagesAxle Costing Sheet Format 1Brain TeaserNo ratings yet
- NTTF Press Tool Standards Ebook GeneralDocument207 pagesNTTF Press Tool Standards Ebook GeneralRagunathan G100% (1)
- How To Compute Tonnage RequirementsDocument5 pagesHow To Compute Tonnage RequirementsPrabhat SharmaNo ratings yet
- Activity Based Costing - SFSADocument29 pagesActivity Based Costing - SFSAmecaunidos7771No ratings yet
- Stamping Die Solution Overview Updated 01142011Document36 pagesStamping Die Solution Overview Updated 01142011HerberPerazaNo ratings yet
- ProjectDocument32 pagesProjectRiken MangukiyaNo ratings yet
- Unit - Iv: Milling MachineDocument74 pagesUnit - Iv: Milling MachineDevarakonda KondayyaNo ratings yet
- Manufacturing Process - CastingDocument81 pagesManufacturing Process - CastingArnab HazraNo ratings yet
- Piercing Process Cost CalculationDocument3 pagesPiercing Process Cost CalculationVenkateswaran venkateswaranNo ratings yet
- Machine Cost & Set Up TimeDocument11 pagesMachine Cost & Set Up TimeGanesh SunderNo ratings yet
- Microsoft Word - Molding Notes Rev 03Document43 pagesMicrosoft Word - Molding Notes Rev 03Panir Selvam Periannan100% (1)
- Aluminum Alloy Specification'Document12 pagesAluminum Alloy Specification'ArjunNo ratings yet
- Calculation of Hourly Rate For Laser Cutting Machine - 500W Input of Data Calculations. Yearly Work Capacity 4800Document2 pagesCalculation of Hourly Rate For Laser Cutting Machine - 500W Input of Data Calculations. Yearly Work Capacity 4800Susheel Shukla100% (1)
- Unit 3 MCQ MPDocument11 pagesUnit 3 MCQ MPSandip AwaghadeNo ratings yet
- Casting Its TypesDocument84 pagesCasting Its Typesanmanjunath086No ratings yet
- Expendable Mold CastingDocument18 pagesExpendable Mold CastingCheeragNo ratings yet
- Basic Heat TreatmentDocument8 pagesBasic Heat TreatmentAnonymous VRspXsmNo ratings yet
- Abhishek Kansara Resume 2Document3 pagesAbhishek Kansara Resume 2HariNo ratings yet
- 18 Compression and Transfer MoldingDocument20 pages18 Compression and Transfer Moldingsuhas deshpande100% (2)
- Incremental Forming in Tailor Welded BlanksDocument24 pagesIncremental Forming in Tailor Welded BlanksSitanshu S0% (1)
- Forging Process PDFDocument15 pagesForging Process PDFSantoshNo ratings yet
- Gravity and Low Pressure Die Casting of AluminiumDocument11 pagesGravity and Low Pressure Die Casting of AluminiumKrishna Mohan T.RNo ratings yet
- Partcost With Freight Table Rev. 7Document3 pagesPartcost With Freight Table Rev. 7RJLockNo ratings yet
- 04 421 40033 Clutch CoverDocument1 page04 421 40033 Clutch CoverPress TechNo ratings yet
- Metal FormingDocument111 pagesMetal FormingPradyumnaSadgirNo ratings yet
- CH 25Document19 pagesCH 25Shanawar AzamNo ratings yet
- CH 21Document5 pagesCH 21Mr.vijay VaddiNo ratings yet
- Self Tapping ScrewDocument12 pagesSelf Tapping Screwsanjay_lingotNo ratings yet
- Aluminium Pressure Die CastingDocument11 pagesAluminium Pressure Die CastingMarcos100% (1)
- 9BUX FRT Components 1 PartDocument4 pages9BUX FRT Components 1 PartRawendrraw KuriNo ratings yet
- Prototype-Sheet - Metal Checking Fixture-Gage Construction Standards PDFDocument25 pagesPrototype-Sheet - Metal Checking Fixture-Gage Construction Standards PDFRawendrraw Kuri0% (1)
- Biw NotesDocument15 pagesBiw NotesRawendrraw KuriNo ratings yet
- L25 - Tool Design 1Document47 pagesL25 - Tool Design 1Jee LegaspiNo ratings yet
- Roland Berger Global Automotive Stamping Study e 20170210Document39 pagesRoland Berger Global Automotive Stamping Study e 20170210Rawendrraw KuriNo ratings yet
- 8D Corrective Action & Root Cause AnalysisDocument95 pages8D Corrective Action & Root Cause AnalysisRawendrraw KuriNo ratings yet
- Types of FEA AnalysisDocument5 pagesTypes of FEA AnalysisRawendrraw KuriNo ratings yet
- 3 Axis Mill Machining in CATIA TutorialDocument24 pages3 Axis Mill Machining in CATIA TutorialAlexandru PrecupNo ratings yet
- Design of BIW Welding FixturesDocument3 pagesDesign of BIW Welding FixturesRawendrraw KuriNo ratings yet
- Tri Axis DiesDocument5 pagesTri Axis DiesRawendrraw KuriNo ratings yet
- Blanking: Blanking of Austenitic Stainless SteelDocument18 pagesBlanking: Blanking of Austenitic Stainless SteelRawendrraw KuriNo ratings yet
- Vdrl/Sts Test: Sample TypeDocument3 pagesVdrl/Sts Test: Sample TypeRawendrraw KuriNo ratings yet
- Reverse Engineering Procedure by RavindraDocument3 pagesReverse Engineering Procedure by RavindraRawendrraw KuriNo ratings yet
- Textbook of Machine Design by R.S.khurMI and J.K.guptA (Tortuka)Document3 pagesTextbook of Machine Design by R.S.khurMI and J.K.guptA (Tortuka)Sln RjNo ratings yet
- Salinan Dari ROX MOB EXPDocument47 pagesSalinan Dari ROX MOB EXPSanrio YulisNo ratings yet
- Corrosion and Heat Resistant Nickel AlloysDocument14 pagesCorrosion and Heat Resistant Nickel AlloysWahid Muhamad Furkon Rahmatulloh100% (1)
- Table of Total Emissivity: MetalsDocument2 pagesTable of Total Emissivity: MetalsSeetha0% (1)
- Question Papers Metallurgy and Material Science Jntu Previous YearsDocument9 pagesQuestion Papers Metallurgy and Material Science Jntu Previous YearsAtul GaurNo ratings yet
- Sentinel Comics The Roleplaying Game Unity Character BookletDocument8 pagesSentinel Comics The Roleplaying Game Unity Character BookletFábio MoraesNo ratings yet
- Thesis 101Document12 pagesThesis 101Harvey MugarNo ratings yet
- Density Worksheet ChallengingDocument1 pageDensity Worksheet Challengingjavier2110martinezNo ratings yet
- Ceramics NotesDocument24 pagesCeramics NotesAshwit KumarNo ratings yet
- Magical MaterialsDocument5 pagesMagical Materialsburningbright50% (2)
- MDSP Set 6Document78 pagesMDSP Set 6Dhin TolentinoNo ratings yet
- Johnson 1989Document6 pagesJohnson 1989giulioNo ratings yet
- AIGA 021 - 05 Oxygen Pipeline SystemsDocument74 pagesAIGA 021 - 05 Oxygen Pipeline SystemsRamesh RameshvdNo ratings yet
- Biocompatible Dental MaterialsDocument12 pagesBiocompatible Dental MaterialsAryant Dentia RNo ratings yet
- Cast Iron Pipes FailuresDocument11 pagesCast Iron Pipes FailuresZuberYousufNo ratings yet
- Euro Tech Maritime Academy Class TestDocument3 pagesEuro Tech Maritime Academy Class TestSTUDENTS OF DOE CUSATNo ratings yet
- Management 14th Edition Robbins Test BankDocument35 pagesManagement 14th Edition Robbins Test Bankpauldiamondwe8100% (35)
- Beuchat Et Al 2004 San CristobalDocument24 pagesBeuchat Et Al 2004 San CristobalEli Santiago AnccoNo ratings yet
- Astakhov 2013 Cutting TribologyDocument66 pagesAstakhov 2013 Cutting TribologyFatih Hayati Çakır100% (2)
- Electrochemistry of CorrosionDocument14 pagesElectrochemistry of Corrosionsl73No ratings yet
- The Degradation of Oil Painted Copper SuDocument11 pagesThe Degradation of Oil Painted Copper SuLeslie Zuñiga BecerraNo ratings yet
- ISM3 Conference ProgrammeDocument6 pagesISM3 Conference Programmeno-w-hereNo ratings yet
- Allot RopesDocument6 pagesAllot RopesAmira katkhudaNo ratings yet
- Swissma: PAM Northern Chapter Half Day Seminar 20 May 2017Document117 pagesSwissma: PAM Northern Chapter Half Day Seminar 20 May 2017Shrimp HeadNo ratings yet
- SET D MachineDocument8 pagesSET D Machinelance galorportNo ratings yet
- Rapid Microwave Sintering of Carbon Nanotube-Filled AZ61Document8 pagesRapid Microwave Sintering of Carbon Nanotube-Filled AZ61vitorassuenaNo ratings yet
- Thermal Expansion For The MetalsDocument15 pagesThermal Expansion For The MetalsJuan OchoaNo ratings yet
- NIST Properties of Copper at Cryogenic TemperaturesDocument872 pagesNIST Properties of Copper at Cryogenic Temperaturesjohndoe_218446No ratings yet
- AlloysDocument4 pagesAlloysM.zuhair asifNo ratings yet