Download as pdf or txt
You might also like
- General Ship KnowledgeDocument7 pagesGeneral Ship Knowledgezalads100% (3)
- CH - 2.3 Buttress Dam PDFDocument35 pagesCH - 2.3 Buttress Dam PDFHadush TadesseNo ratings yet
- Maintenance of Inert GasDocument1 pageMaintenance of Inert GasFarihna JoseNo ratings yet
- Tsinker1997 Chapter PiledWaterfrontStructuresDocument184 pagesTsinker1997 Chapter PiledWaterfrontStructuresvuxuandung84No ratings yet
- Floating Precast Concrete Docks - tcm77-1305758Document3 pagesFloating Precast Concrete Docks - tcm77-1305758Ahmad BalahNo ratings yet
- Pile Foundations NotesDocument11 pagesPile Foundations NotesPutinNo ratings yet
- 2008 Design of Concrete Armour Layers Muttray Et AlDocument17 pages2008 Design of Concrete Armour Layers Muttray Et AlsushmithakalkaniNo ratings yet
- Chapter Four-Pile FoundationDocument32 pagesChapter Four-Pile FoundationMerihun MekonnenNo ratings yet
- Microsoft PowerPointDocument11 pagesMicrosoft PowerPointah7508421No ratings yet
- QUAYSDocument4 pagesQUAYSNirmal PonnambalamNo ratings yet
- Unit-Iii Coffer Dams and Caissons-1Document29 pagesUnit-Iii Coffer Dams and Caissons-1Abuye HD100% (1)
- Design and Construction of Jetties: ,' .E!.tyllDocument19 pagesDesign and Construction of Jetties: ,' .E!.tyllGeorge Opar100% (3)
- Buckling Considerations in Pile DesignDocument9 pagesBuckling Considerations in Pile DesignTrong TranNo ratings yet
- Buckling Considerations in Pile DesignDocument9 pagesBuckling Considerations in Pile DesignNguyen Manh HungNo ratings yet
- Giroud 2010 Cazzuffi Giroud Scuero VaschettiDocument50 pagesGiroud 2010 Cazzuffi Giroud Scuero VaschetticengizNo ratings yet
- Coastal Protection StructuresDocument34 pagesCoastal Protection StructuresAditya pamungkasNo ratings yet
- Isfog 2005 PDFDocument9 pagesIsfog 2005 PDFshahramk80No ratings yet
- Breakwaters and Rubble Mound Structure Design, 2-17-00Document26 pagesBreakwaters and Rubble Mound Structure Design, 2-17-00MichaeluiMichaeluiNo ratings yet
- ch1 Framing SystemDocument12 pagesch1 Framing Systemموبليات حسين المصريNo ratings yet
- Coastal Shoreline Defence StructuresDocument19 pagesCoastal Shoreline Defence StructuresdjajadjajaNo ratings yet
- Buckling Considerations in Pile DesignDocument9 pagesBuckling Considerations in Pile DesignGerry RyanNo ratings yet
- Coffer Dams ReportDocument20 pagesCoffer Dams ReportSubbaReddyNo ratings yet
- 08cofferdams 170808054441Document63 pages08cofferdams 170808054441Charan Tej RudralaNo ratings yet
- Piers GFDocument4 pagesPiers GFseshuNo ratings yet
- 7-4. Filter Design: EM 1110-2-2300 30 Jul 04Document9 pages7-4. Filter Design: EM 1110-2-2300 30 Jul 04eka nur fitriyanaNo ratings yet
- Self-Taught Education Unit: Coastal Shoreline Defense StructuresDocument19 pagesSelf-Taught Education Unit: Coastal Shoreline Defense StructuresMarshall BravestarNo ratings yet
- Floating StructureDocument9 pagesFloating StructureWolfnkom NkomNo ratings yet
- Cazzuffi - Geomembrana em BarragensDocument49 pagesCazzuffi - Geomembrana em BarragenstgsdaysNo ratings yet
- Quay Design Methods PDFDocument26 pagesQuay Design Methods PDFdndudcNo ratings yet
- Submarine PipelineDocument10 pagesSubmarine Pipelinepiping stressNo ratings yet
- Pile FoundationDocument17 pagesPile FoundationShivaliSamNo ratings yet
- Seismic Performance of Improved Pile-To-Wharf Deck ConnectionsDocument19 pagesSeismic Performance of Improved Pile-To-Wharf Deck Connectionsdaniel bergerNo ratings yet
- C-9 Fender SystemDocument31 pagesC-9 Fender Systemanupbhansali2004No ratings yet
- Very Large Floating StructuresDocument30 pagesVery Large Floating Structuresinrang4No ratings yet
- 6 Gravity Platforms PDFDocument42 pages6 Gravity Platforms PDFmctimlimNo ratings yet
- Manhole CoverDocument6 pagesManhole CoverMaria SarwatNo ratings yet
- Chapter 3: Design Principles of Embankment DamsDocument14 pagesChapter 3: Design Principles of Embankment DamsRefisa JiruNo ratings yet
- Lecture Notes Framing SystemDocument8 pagesLecture Notes Framing Systembswalimbe0% (1)
- 3 Actividad Puentes - SoteloDocument5 pages3 Actividad Puentes - SotelojulianNo ratings yet
- Guidance On The Design of Berthing Structures Related To The Ship ThrustersDocument11 pagesGuidance On The Design of Berthing Structures Related To The Ship ThrustersarbenustunNo ratings yet
- Tank Liquid Impact: 17.1 GeneralDocument34 pagesTank Liquid Impact: 17.1 Generalvaibhavd123No ratings yet
- Buckling Considerations in Pile Design: October 2005Document9 pagesBuckling Considerations in Pile Design: October 2005shashank sharmaNo ratings yet
- Design and Construction of Offshore Wind Turbine FoundationsDocument4 pagesDesign and Construction of Offshore Wind Turbine FoundationsKeith EvansNo ratings yet
- Hydraulic Structure Handout (Complete)Document137 pagesHydraulic Structure Handout (Complete)Abdanur JihadNo ratings yet
- Sheet piles wall: يلع دمحم رماع رساي ةعبارلا ةلحرملا Group-B - ةيئاسملا ةساردللDocument5 pagesSheet piles wall: يلع دمحم رماع رساي ةعبارلا ةلحرملا Group-B - ةيئاسملا ةساردللYaseer AmerNo ratings yet
- Water StopperDocument6 pagesWater StopperMF YousufNo ratings yet
- Building ConstructionDocument27 pagesBuilding ConstructionMelaku DinkuNo ratings yet
- 005 Type of Piles and Pile MaterialsDocument35 pages005 Type of Piles and Pile Materialsarulsujin75% (4)
- Chapter 1Document3 pagesChapter 1shaik saifulla lNo ratings yet
- Seminar ReportDocument20 pagesSeminar ReportTanmoy Chandra100% (2)
- Buckling Consideration in Pile Design ISFOG 2005Document9 pagesBuckling Consideration in Pile Design ISFOG 2005111111No ratings yet
- Advanced Foundations NotesDocument14 pagesAdvanced Foundations NotesJay SayNo ratings yet
- What Is Pile Foundation? Its Types, Uses, DesignDocument10 pagesWhat Is Pile Foundation? Its Types, Uses, DesignRAMPALLI GATTAIAHNo ratings yet
- Centroid NotesDocument8 pagesCentroid NotesSupritha KNo ratings yet
- Permanently Floating Structures: 13.1 GeneralDocument20 pagesPermanently Floating Structures: 13.1 Generaly_596688032No ratings yet
- 01 Flat Bottom BoatsDocument51 pages01 Flat Bottom BoatsAlex Woto100% (2)
- CENG 6606 HSII - 1 Embankment DamsDocument26 pagesCENG 6606 HSII - 1 Embankment DamsKenenisa BultiNo ratings yet
- Transactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Reinforced Concrete Pier ConstructionFrom EverandTransactions of the American Society of Civil Engineers, vol. LXX, Dec. 1910 Reinforced Concrete Pier ConstructionNo ratings yet
- Erosion in Geomechanics Applied to Dams and LeveesFrom EverandErosion in Geomechanics Applied to Dams and LeveesStephane BonelliNo ratings yet
- Tanker General QuestionsDocument10 pagesTanker General QuestionsFarihna JoseNo ratings yet
- What Is Dry-Docking and Why Do We Do IT?: Step-By-Step: A Glimpse Into The Dry-Docking ProcessDocument2 pagesWhat Is Dry-Docking and Why Do We Do IT?: Step-By-Step: A Glimpse Into The Dry-Docking ProcessFarihna JoseNo ratings yet
- Pisos de VinylDocument1 pagePisos de VinylFarihna JoseNo ratings yet
- Inspeccion Interna Tanques de Lastre Drydock ReglasDocument3 pagesInspeccion Interna Tanques de Lastre Drydock ReglasFarihna JoseNo ratings yet
- Docking Survey Valve InspectionDocument9 pagesDocking Survey Valve InspectionFarihna JoseNo ratings yet
- Glamox Lamparas Mariteam - CatalogDocument87 pagesGlamox Lamparas Mariteam - CatalogFarihna JoseNo ratings yet
- BALPURE - Ballast Water FilterDocument2 pagesBALPURE - Ballast Water FilterFarihna JoseNo ratings yet
- Related Specifications & Applications For Common Cast Copper AlloysDocument2 pagesRelated Specifications & Applications For Common Cast Copper AlloysFarihna JoseNo ratings yet
- Karachi ShipyardDocument7 pagesKarachi ShipyardFarihna JoseNo ratings yet
- The National Shipbuilding Research Program: 1987 Ship Production SymposiumDocument20 pagesThe National Shipbuilding Research Program: 1987 Ship Production SymposiumFarihna JoseNo ratings yet
- Conversion de Un Petrolero en Un FpsoDocument17 pagesConversion de Un Petrolero en Un FpsoFarihna JoseNo ratings yet
- Conversion Tanker A FsoDocument15 pagesConversion Tanker A FsoFarihna Jose100% (1)
- Astm A285Document1 pageAstm A285Farihna JoseNo ratings yet
- Reference Values For Ship Pollution DNVDocument59 pagesReference Values For Ship Pollution DNVFarihna JoseNo ratings yet
- Conversion de Un Petrolero en Un FpsoDocument17 pagesConversion de Un Petrolero en Un FpsoFarihna JoseNo ratings yet
- Lennox Landmark BrochureDocument6 pagesLennox Landmark Brochurecalidad_bogotaNo ratings yet
- Tabla de Tuberia Asme B 36 10 PDFDocument32 pagesTabla de Tuberia Asme B 36 10 PDFGustavo XochihuaNo ratings yet
- Use of Steam and Co2 As Activating AgentsDocument9 pagesUse of Steam and Co2 As Activating AgentsvinodNo ratings yet
- Bomb SamplerDocument2 pagesBomb SamplerSaravana Vijayan RNo ratings yet
- Handbook of ElectromotorDocument16 pagesHandbook of ElectromotorfrdnNo ratings yet
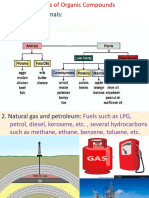
- Sources and Uses of Organic Compounds 3Document13 pagesSources and Uses of Organic Compounds 3Arjun SunarNo ratings yet
- Concrete Pavement RepairDocument10 pagesConcrete Pavement Repairgorafd449No ratings yet
- Pyrus Pyrifolia Fruit Peel As Sustainable Source For Spherical and Porous Network Based Nanocellulose Synthesis Via-One Hydrolysis SystemDocument53 pagesPyrus Pyrifolia Fruit Peel As Sustainable Source For Spherical and Porous Network Based Nanocellulose Synthesis Via-One Hydrolysis SystemRiri Atria PratiwiNo ratings yet
- E-Fep 1683199536432Document2 pagesE-Fep 1683199536432Victor OkwuolisaNo ratings yet
- PolyurethaneDocument4 pagesPolyurethaneWan ArifNo ratings yet
- Science Lesson Week 2 and 3Document26 pagesScience Lesson Week 2 and 3Rodgen GerasolNo ratings yet
- Steel Pipes C1 C2Document1 pageSteel Pipes C1 C2arya asusNo ratings yet
- Lockfix Ep PDFDocument2 pagesLockfix Ep PDFRuwan AberathnaNo ratings yet
- Toilet Floor PlanDocument1 pageToilet Floor PlanFahmie SuhaimiNo ratings yet
- Purification of Transformer Oil in Pt. PJB Up Paiton: January 2016Document5 pagesPurification of Transformer Oil in Pt. PJB Up Paiton: January 2016Venkataramanan SNo ratings yet
- C391E078-Parts TOCVDocument32 pagesC391E078-Parts TOCVAnderson SilvaNo ratings yet
- Cause and Effect Diagram Measurement Materials Method: Quality ToolsDocument3 pagesCause and Effect Diagram Measurement Materials Method: Quality ToolsRaj SekarNo ratings yet
- General Design Principles For Structural Design Formulae PDFDocument24 pagesGeneral Design Principles For Structural Design Formulae PDFkfarav100% (1)
- Amazon Standard Ambient Mini-VRF 20190130Document106 pagesAmazon Standard Ambient Mini-VRF 20190130saqib ismailNo ratings yet
- Study On Sealing Performance of Packer Rubber Based On Stress Relaxation ExperimentDocument13 pagesStudy On Sealing Performance of Packer Rubber Based On Stress Relaxation ExperimentEhsan AbarghooeiNo ratings yet
- Spinning MillsDocument29 pagesSpinning MillsBDU - GrihayanNo ratings yet
- Talon Bsre2-1 Eng - Utilities C2a3Document3 pagesTalon Bsre2-1 Eng - Utilities C2a3Kimberly Joy TalonNo ratings yet
- Pm6501 Mass Transfer I SyllabusDocument2 pagesPm6501 Mass Transfer I SyllabusSampathkumar MtechNo ratings yet
- Bands Dossier RaychemRPGDocument78 pagesBands Dossier RaychemRPGTrujillo TrujilloNo ratings yet
- Cobra Wire & Cable's Marine CatalogDocument11 pagesCobra Wire & Cable's Marine CataloggerardNo ratings yet
- Division 06 Wood and Plastic SECTION 06100 Rough CarpentryDocument5 pagesDivision 06 Wood and Plastic SECTION 06100 Rough CarpentryAngel Mendez RoaringNo ratings yet
- FW171Document9 pagesFW171Chinmoy DholeNo ratings yet
- 2 Kontrolleri ATS 021 enDocument36 pages2 Kontrolleri ATS 021 enFranky Roi SiahaanNo ratings yet
- Openair Rotary Actuators With Spring Return Gca 1: Technical BasicsDocument36 pagesOpenair Rotary Actuators With Spring Return Gca 1: Technical Basicse-genieclimatique.comNo ratings yet
- Temp Control of ExtruderDocument15 pagesTemp Control of ExtruderMoksh PrasadNo ratings yet