Download as pdf or txt
You might also like
- MAT E 202 - Final Exam NotesDocument16 pagesMAT E 202 - Final Exam NotesjordhonNo ratings yet
- Automation & Metal Forming Lab ManualDocument37 pagesAutomation & Metal Forming Lab ManualHari Haran100% (4)
- Wisdom From TD Jakes FREEDocument224 pagesWisdom From TD Jakes FREEayodeji78100% (3)
- Work Hardening DislocationsDocument14 pagesWork Hardening DislocationsAlhaega AnadaNo ratings yet
- Work Hardening DislocationsDocument14 pagesWork Hardening DislocationsAlhaega AnadaNo ratings yet
- L13 14 FractureDocument53 pagesL13 14 Fracturemailnewaz967750% (2)
- MT 550 COMMINUTION Grinding 2022.23Document49 pagesMT 550 COMMINUTION Grinding 2022.23RASCOR VADERNo ratings yet
- Fracture Mech ReportDocument14 pagesFracture Mech Reportus35471No ratings yet
- CH.4 Strengthening MechanismsDocument50 pagesCH.4 Strengthening MechanismsEmad SaeedNo ratings yet
- SAW OverlaysDocument13 pagesSAW OverlaysSengupta VivekNo ratings yet
- Ch-10 Compatibility ModeDocument51 pagesCh-10 Compatibility Modedreamgurl9011No ratings yet
- Lab. 2 - Strengthing Materials by Cold WorkingDocument4 pagesLab. 2 - Strengthing Materials by Cold WorkingDonNo ratings yet
- MSE 3300-Lecture Note 12-Chapter 07 Dislocation and Strengthening MechanismsDocument30 pagesMSE 3300-Lecture Note 12-Chapter 07 Dislocation and Strengthening MechanismsChuongNo ratings yet
- APSC 279 Introduction To Lab 2: Deformation and RecrystallizationDocument10 pagesAPSC 279 Introduction To Lab 2: Deformation and RecrystallizationJackNo ratings yet
- Randl 2018Document8 pagesRandl 2018isabela erenoNo ratings yet
- Rolling Report (Production)Document27 pagesRolling Report (Production)AhmedHassen7100% (8)
- Material ScienceDocument13 pagesMaterial ScienceolingxjcNo ratings yet
- Rolling Nov2011Document47 pagesRolling Nov2011Navin LiverpoolNo ratings yet
- Manufacturing Process: Turbo IEGDocument17 pagesManufacturing Process: Turbo IEGYousef AltarawnehNo ratings yet
- ME3252 Chapter 2 NotesDocument5 pagesME3252 Chapter 2 NotesAsffaq MuhdNo ratings yet
- Lecture 12Document8 pagesLecture 12Mechanical ZombieNo ratings yet
- Frictional MechanicsDocument68 pagesFrictional Mechanicschirag sahgalNo ratings yet
- Topic 2 - Thermal Treatment Methods To Strengthen MetalDocument38 pagesTopic 2 - Thermal Treatment Methods To Strengthen MetalAndroi ManobNo ratings yet
- Chapter 4-Bulk Deformation ProcessesDocument38 pagesChapter 4-Bulk Deformation ProcessesG. Dancer GhNo ratings yet
- Mechanical Properties of Nano MaterialsDocument34 pagesMechanical Properties of Nano MaterialsAnkit VermaNo ratings yet
- Strengthening Mechanisms 1Document27 pagesStrengthening Mechanisms 1Najam Ul QadirNo ratings yet
- Material TechnologyDocument46 pagesMaterial TechnologyVarunNo ratings yet
- Impact Test Ravi Agarwal 09003017 Group GDocument8 pagesImpact Test Ravi Agarwal 09003017 Group GRavi Agarwal100% (1)
- Impact .. To End of CH2Document7 pagesImpact .. To End of CH2Yousef AltarawnehNo ratings yet
- Bisalloy: Bunge Industrial Steels Pty. LimitedDocument65 pagesBisalloy: Bunge Industrial Steels Pty. Limitedramaus100% (1)
- Materials 2: DR Philip HarrisonDocument20 pagesMaterials 2: DR Philip Harrisonownage prank2No ratings yet
- Properties of Anchor Grouts in A Confined State A D Barley Ice Conference London March 1997Document10 pagesProperties of Anchor Grouts in A Confined State A D Barley Ice Conference London March 1997Kenny CasillaNo ratings yet
- Special Features of Friction Hardening of Austenitic Steel With Unstable G-PhaseDocument3 pagesSpecial Features of Friction Hardening of Austenitic Steel With Unstable G-PhaseSinhro018No ratings yet
- Chapter 3 MFG IIDocument145 pagesChapter 3 MFG IITiliksew Wudie Assabe100% (1)
- Chapter Outline: Failure: Principles of Fracture MechanicsDocument34 pagesChapter Outline: Failure: Principles of Fracture MechanicsAldrin BendalNo ratings yet
- Fracture, Macroscopic&Microscopic AspectsDocument36 pagesFracture, Macroscopic&Microscopic AspectsKarla IxchelNo ratings yet
- Deep BeamDocument9 pagesDeep BeamDeana WhiteNo ratings yet
- FormingDocument10 pagesFormingYashwanth D RNo ratings yet
- 10 Mechanical Properties 2020Document23 pages10 Mechanical Properties 2020nadliriNo ratings yet
- Dislocations and StrenghteningDocument19 pagesDislocations and StrenghteningAmber WilliamsNo ratings yet
- BMC-3.Ferrous&Non-Ferrous MaterialsDocument20 pagesBMC-3.Ferrous&Non-Ferrous MaterialsMeenu Priya100% (1)
- ME136P-2 Experiment 1.3 AporaDocument6 pagesME136P-2 Experiment 1.3 AporaErol Josef AporaNo ratings yet
- CE 4312 Lecture Part 1Document58 pagesCE 4312 Lecture Part 1Saifaah IslamNo ratings yet
- Machinapility of MetalDocument10 pagesMachinapility of MetalAnonymous 4onNcl7No ratings yet
- Chapter Outline: Failure Fracture: How Do Materials Break?Document9 pagesChapter Outline: Failure Fracture: How Do Materials Break?Anonymous T02GVGzBNo ratings yet
- Hardening or Strenghening 16Document16 pagesHardening or Strenghening 16Sakib RafeeNo ratings yet
- Chapter 13 Lecture - Rolling ProcessDocument66 pagesChapter 13 Lecture - Rolling Processabd altwierNo ratings yet
- Failure of MaterialsDocument34 pagesFailure of MaterialsvinayprasadskNo ratings yet
- CH 13Document34 pagesCH 13ACC SHNo ratings yet
- Chapter 8 Failure Analysis and PreventionDocument76 pagesChapter 8 Failure Analysis and Preventionminh_bk0101100% (1)
- Chem 3Document16 pagesChem 3Nicholas Bonn SingNo ratings yet
- Unit 3Document55 pagesUnit 3AMAN SINGHNo ratings yet
- Ultimate Punching Shear Strength Analysis of Slab-Column ConnectionsDocument13 pagesUltimate Punching Shear Strength Analysis of Slab-Column ConnectionssamannikNo ratings yet
- Dislocations and Strengthening Mechanisms: Module-6Document29 pagesDislocations and Strengthening Mechanisms: Module-6Baskar ManiNo ratings yet
- Introdution To Concrete and Concrete Materials (Concrete Technology)Document25 pagesIntrodution To Concrete and Concrete Materials (Concrete Technology)Shuvanjan Dahal100% (1)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- Flexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsFrom EverandFlexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsSean M. GarnerNo ratings yet
- Rock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesFrom EverandRock Blasting - A Practical Treatise On The Means Employed In Blasting Rocks For Industrial PurposesNo ratings yet
- ASTM D8210 - 19bDocument13 pagesASTM D8210 - 19bmancjaNo ratings yet
- Asmaa Mamdouh CVDocument1 pageAsmaa Mamdouh CVAsmaa MamdouhNo ratings yet
- 1 6 Assignment Classifying Polygons 1Document6 pages1 6 Assignment Classifying Polygons 1TeaNo ratings yet
- New AccountDocument1 pageNew Account1144abdurrahmanNo ratings yet
- Nissan Sentra ECMDocument11 pagesNissan Sentra ECMSalvador Manuel Rocha CastilloNo ratings yet
- 044.QTRE409 - International Human Resource ManagementDocument11 pages044.QTRE409 - International Human Resource ManagementDo Minh Gia AnNo ratings yet
- GenMath Module 5 Week 5Document15 pagesGenMath Module 5 Week 5Immanuel CañecaNo ratings yet
- Comm 130 PortfolioDocument23 pagesComm 130 PortfolioSami MossNo ratings yet
- Cost Leadership Porter Generic StrategiesDocument7 pagesCost Leadership Porter Generic StrategiesRamar MurugasenNo ratings yet
- CaneToadsKakadu 2Document3 pagesCaneToadsKakadu 2Matheesha RajapakseNo ratings yet
- Chapter 1 3 THESISDocument64 pagesChapter 1 3 THESISLyka Cartagena-Pandili Manalo-CabelloNo ratings yet
- Arlegui Seminar RoomDocument1 pageArlegui Seminar RoomGEMMA PEPITONo ratings yet
- Huffman Coding - Base of JPEG Image CompressionDocument13 pagesHuffman Coding - Base of JPEG Image CompressionFikaduNo ratings yet
- Cell Structure & Cell OrganisationDocument35 pagesCell Structure & Cell OrganisationNaida Mohd SalehNo ratings yet
- Gershwin George Rhapsody in Blue For Sax Quartet 64734Document113 pagesGershwin George Rhapsody in Blue For Sax Quartet 64734Jessica HowardNo ratings yet
- Essay Wise ChildrenDocument2 pagesEssay Wise ChildrenCarolina MariangelesNo ratings yet
- SBAS35029500001ENED002Document20 pagesSBAS35029500001ENED002unklekoNo ratings yet
- Parent Involvement in Education: Kathleen Cotton and Karen Reed WikelundDocument17 pagesParent Involvement in Education: Kathleen Cotton and Karen Reed WikelundMohsin khaliqNo ratings yet
- BlueStack Platform Marketing PlanDocument10 pagesBlueStack Platform Marketing PlanFıratcan KütükNo ratings yet
- ParthoDocument2 pagesParthoDhiraj SherlliyaNo ratings yet
- Federal University OtuokeDocument5 pagesFederal University OtuokeeteleruthNo ratings yet
- HMT (U4)Document23 pagesHMT (U4)maniNo ratings yet
- Tle 7-1st Periodic TestDocument2 pagesTle 7-1st Periodic TestReymart TumanguilNo ratings yet
- English in Common 2b Split Student Book With Activebook and Workbook Volume 2 Part 2Document26 pagesEnglish in Common 2b Split Student Book With Activebook and Workbook Volume 2 Part 2Pancho NohalesNo ratings yet
- SBT Sekolah Berprestasi Tinggi (HPS) High Performing SchoolsDocument14 pagesSBT Sekolah Berprestasi Tinggi (HPS) High Performing SchoolsAminNo ratings yet
- Shahetal.2022 TecGeomorpJhelumDocument21 pagesShahetal.2022 TecGeomorpJhelumAyesha EjazNo ratings yet
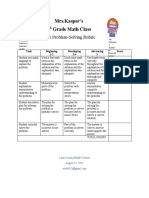
- Problemsolving RubricDocument1 pageProblemsolving Rubricapi-560491685No ratings yet
- Part UhxDocument51 pagesPart UhxSaif Eddine MJNo ratings yet
- Sword of DestinyDocument435 pagesSword of DestinyJailouise Perez100% (1)