Download as pdf or txt
You might also like
- Leslie Feinberg - Drag King Dreams-Carroll & Graf Publishers (2006)Document324 pagesLeslie Feinberg - Drag King Dreams-Carroll & Graf Publishers (2006)ce100% (3)
- Blade Steels Bohler T671Document8 pagesBlade Steels Bohler T671PS Pinturas pinturasNo ratings yet
- HW 1Document3 pagesHW 1Yashanshu GautamNo ratings yet
- Simulation of Case DepthDocument8 pagesSimulation of Case DepthyanuarNo ratings yet
- International Communications in Heat and Mass TransferDocument7 pagesInternational Communications in Heat and Mass TransferJacob KuriachenNo ratings yet
- Modeling Solidification Microstructures of Steel Round Billets Obtained by Continuous CastingDocument6 pagesModeling Solidification Microstructures of Steel Round Billets Obtained by Continuous CastingmbgepNo ratings yet
- Retained Austenite and PittingDocument6 pagesRetained Austenite and PittingSuhaib AshrafNo ratings yet
- Damage Analysis of Catalyst Tube of Reformer FurnaceDocument9 pagesDamage Analysis of Catalyst Tube of Reformer FurnaceAnonymous xmSWrWbUKGNo ratings yet
- Rapid Determination Steel-Making: of CarbonDocument4 pagesRapid Determination Steel-Making: of CarbontabibkarimNo ratings yet
- The Diffusivity of Hydrogen in NB Stabilized Stainless SteelDocument6 pagesThe Diffusivity of Hydrogen in NB Stabilized Stainless Steelmehrshad_mjNo ratings yet
- 55 - Isijint 2015 253 PDFDocument5 pages55 - Isijint 2015 253 PDFMohammed Salah FahimNo ratings yet
- Preparation and Characterization of Peroxo Titanic Acid Solution Using TiclDocument6 pagesPreparation and Characterization of Peroxo Titanic Acid Solution Using TiclThanh ThủyNo ratings yet
- Hot Filament Assisted CVD of Titanium Nitride FilmsDocument6 pagesHot Filament Assisted CVD of Titanium Nitride FilmsMagui Ros MonNo ratings yet
- EPRI Atlas of Steamside Oxide ObservationsDocument12 pagesEPRI Atlas of Steamside Oxide Observationsekrem turan100% (2)
- Friction and Wear of Electroless NiP and NiP+PTFE CoatingsDocument7 pagesFriction and Wear of Electroless NiP and NiP+PTFE CoatingsJosé Emilio Román de AndaNo ratings yet
- Microstructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsDocument6 pagesMicrostructure and Cavitation Erosion Behavior of WC-Co-Cr Coating On 1Cr18Ni9Ti Stainless Steel by HVOF Thermal Spraying 2012 International Journal of Refractory MetalsastronotusNo ratings yet
- Decarburization Kinetics During Annealingil.44.618Document5 pagesDecarburization Kinetics During Annealingil.44.618Suvro ChakrabortyNo ratings yet
- Thermal Conductivity of Multiwalled Carbon NanotubesDocument6 pagesThermal Conductivity of Multiwalled Carbon NanotubesAyad DariNo ratings yet
- Effect of Different Types of Nozzles On Swirling Flow Development and Shell Growth Behavior in A Bloom Casting MoldDocument10 pagesEffect of Different Types of Nozzles On Swirling Flow Development and Shell Growth Behavior in A Bloom Casting MoldJJNo ratings yet
- The Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelDocument8 pagesThe Influence of Niobium and Aging Treatment in The 18% Ni Maraging SteelGopala Rao ThellaputtaNo ratings yet
- Diffusion Bonding of Commercially Pure Titanium To 304Document7 pagesDiffusion Bonding of Commercially Pure Titanium To 3042022353017No ratings yet
- Mechanical and Tribological Properties of Tungsten Carbide Sputtered CoatingsDocument4 pagesMechanical and Tribological Properties of Tungsten Carbide Sputtered CoatingsJigar M. UpadhyayNo ratings yet
- Enhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingDocument19 pagesEnhancement of Mechanical Properties of Low Carbon Dual Phase Steel Via Natural AgingMoin ANo ratings yet
- Effects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthDocument11 pagesEffects of Inoculation On The Pearlitic Gray Cast Iron With High Thermal Conductivity and Tensile StrengthLilian Jefferson MalavaziNo ratings yet
- Daniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekDocument8 pagesDaniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekJigar M. UpadhyayNo ratings yet
- Shot Peening SSDocument23 pagesShot Peening SSnitbabhishekNo ratings yet
- Carbonitriding of Low-And Medium-Carbon Steels in Fluidized BedDocument4 pagesCarbonitriding of Low-And Medium-Carbon Steels in Fluidized BedSinhro018No ratings yet
- Solidification of SteelDocument7 pagesSolidification of SteelDan Pascu100% (1)
- Diat HTT Lect 22 To 24Document13 pagesDiat HTT Lect 22 To 24prakush01975225403No ratings yet
- Microstructure and Pitting Corrosion in Simulated Heat-Affected Zones of Duplex Stainless SteelsDocument10 pagesMicrostructure and Pitting Corrosion in Simulated Heat-Affected Zones of Duplex Stainless Steelslorena14No ratings yet
- Comparative Tribological Study of Air Plasma Sprayed WC-12%Co Coating Versus Conventional Hard Chromium Electrodeposit 2010 Tribology InternationalDocument5 pagesComparative Tribological Study of Air Plasma Sprayed WC-12%Co Coating Versus Conventional Hard Chromium Electrodeposit 2010 Tribology InternationalastronotusNo ratings yet
- Decarb Report (Mate Junior Series)Document10 pagesDecarb Report (Mate Junior Series)Dillon LynchNo ratings yet
- 49 2 Philadelphia 10-04 1148Document3 pages49 2 Philadelphia 10-04 1148Niraj_Singh_988No ratings yet
- Internal Stress in A Cured Epoxy Resin System: C. Brahatheeswaran and V. B. GuptaDocument6 pagesInternal Stress in A Cured Epoxy Resin System: C. Brahatheeswaran and V. B. GuptasasidharkanthetiNo ratings yet
- Nominal Moment Capacity of Box Reinforced Concrete Beams Exposed To FireDocument14 pagesNominal Moment Capacity of Box Reinforced Concrete Beams Exposed To FireReivax50No ratings yet
- Corrosion and Chloride TestDocument4 pagesCorrosion and Chloride Testsita ram JatNo ratings yet
- Materials Letters: Yuwen Liu, Yongping Pu, Zixiong SunDocument4 pagesMaterials Letters: Yuwen Liu, Yongping Pu, Zixiong SunSamah SamahNo ratings yet
- AT7 MabaoDocument26 pagesAT7 MabaoMichael Alex MabaoNo ratings yet
- 6104Document7 pages6104Raman DeepNo ratings yet
- Effects of Calcination Conditions On The Properties of LimeDocument15 pagesEffects of Calcination Conditions On The Properties of Limealexander_suarez_19No ratings yet
- Diffusion and Carburizing-1 PDFDocument33 pagesDiffusion and Carburizing-1 PDFSabine BroschNo ratings yet
- Evaporation of TitaniumDocument11 pagesEvaporation of Titaniumnandza99No ratings yet
- The Influences of Alloy Elements On The Carburized Layer in Steels Using Vacuum Carburization in An Acetylene AtmosphereDocument7 pagesThe Influences of Alloy Elements On The Carburized Layer in Steels Using Vacuum Carburization in An Acetylene AtmosphereSumit KumarNo ratings yet
- HT (Tute Sheets)Document8 pagesHT (Tute Sheets)Jagdeep PundirNo ratings yet
- Cooling Rate Effects On The As-Cast Titanium Nitride Precipitation Size Distribution in A Low-Carbon SteelDocument8 pagesCooling Rate Effects On The As-Cast Titanium Nitride Precipitation Size Distribution in A Low-Carbon SteelYasser TawfikNo ratings yet
- Jurnal Kelompok 1Document10 pagesJurnal Kelompok 1Agy RandhikoNo ratings yet
- Research On The Silicon Carbide Layer of Coated Fuel ParticlesDocument5 pagesResearch On The Silicon Carbide Layer of Coated Fuel Particlesankitmanwal08No ratings yet
- Ix-C-1066-16 Banno PDFDocument11 pagesIx-C-1066-16 Banno PDFClaude BouillotNo ratings yet
- Artigo Com Dados NH4NO3Document16 pagesArtigo Com Dados NH4NO3rsseneNo ratings yet
- Heat Flux Density and Heat Transfer Coefficient Between Steel Melt and Metallic SubstratesDocument7 pagesHeat Flux Density and Heat Transfer Coefficient Between Steel Melt and Metallic Substratesremote controlNo ratings yet
- Stretch - Angeability of A High-Strength TRIP Type Bainitic SheetDocument7 pagesStretch - Angeability of A High-Strength TRIP Type Bainitic SheetKhomasan JumpasriNo ratings yet
- Eutectic ViscosityDocument3 pagesEutectic ViscosityThermos DewaraNo ratings yet
- Corrsion P110 Casing CO2 Saturated (2015)Document14 pagesCorrsion P110 Casing CO2 Saturated (2015)Alex VianaNo ratings yet
- Electrochemical Impedance Study On Galvanized Steel Corrosion Under Cyclic Wet-Dry Conditions - in Uence of Time of WetnessDocument13 pagesElectrochemical Impedance Study On Galvanized Steel Corrosion Under Cyclic Wet-Dry Conditions - in Uence of Time of WetnessVanessa Rios NolayaNo ratings yet
- Kim 2018Document26 pagesKim 2018Muhammad Rizki Gorbyandi NadiNo ratings yet
- Temperature Field Calculation and Analysis Within Steel Tube Reinforced ColumnsDocument6 pagesTemperature Field Calculation and Analysis Within Steel Tube Reinforced ColumnsBatepola BacNo ratings yet
- Critical Cooling Rate On Carbide Precipitation During Quenching of Austenitic Manganese SteelDocument5 pagesCritical Cooling Rate On Carbide Precipitation During Quenching of Austenitic Manganese SteelDavid KingNo ratings yet
- Atomic Layer Deposition of TiO2 From Tetrakis (Dimethylamino) Titanium and H2ODocument7 pagesAtomic Layer Deposition of TiO2 From Tetrakis (Dimethylamino) Titanium and H2OAilinJlsNo ratings yet
- l2 160608204411Document8 pagesl2 160608204411Gustavo DalPaiNo ratings yet
- Decarburization of 1095 SteelDocument8 pagesDecarburization of 1095 SteelNash AndersonNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Chemsheets KS3 040 Density 2Document2 pagesChemsheets KS3 040 Density 2PopDV-SquaredNo ratings yet
- 2021 Thesis (2) - 1Document41 pages2021 Thesis (2) - 1Heman BouloNo ratings yet
- Nursing Care of The Community CHP 7Document20 pagesNursing Care of The Community CHP 7marissaNo ratings yet
- Sonia Research ProposalDocument59 pagesSonia Research Proposalmullamuskaan95No ratings yet
- Procedure Cum Check List: Gujarat State Petroleum Corporation LimitedDocument17 pagesProcedure Cum Check List: Gujarat State Petroleum Corporation LimitedDanny BoysieNo ratings yet
- Reportable in The Supreme Court of India Criminal Appellate Jurisdiction Criminal Appeal NO. 615 of 2020 (Arising Out of SLP (CRL.) No.8260/2018)Document38 pagesReportable in The Supreme Court of India Criminal Appellate Jurisdiction Criminal Appeal NO. 615 of 2020 (Arising Out of SLP (CRL.) No.8260/2018)GunjeetNo ratings yet
- Fire Prevention Plan TemplateDocument19 pagesFire Prevention Plan Templatekhalid najjarNo ratings yet
- Gas Pressure Regulator Series 240Pl: Serving The Gas Industry WorldwideDocument11 pagesGas Pressure Regulator Series 240Pl: Serving The Gas Industry WorldwideSandro RuizNo ratings yet
- Diagnostic Fault Codes: Quick Reference GuideDocument2 pagesDiagnostic Fault Codes: Quick Reference GuideJavier VillelaNo ratings yet
- Bicycle Repair ManualDocument162 pagesBicycle Repair Manualrazvancc89% (9)
- KamcoDocument27 pagesKamcoAnn JosephNo ratings yet
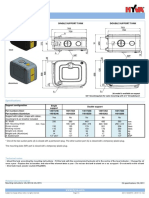
- Hyva Oil Tank: Single Support Tank Double Support TankDocument4 pagesHyva Oil Tank: Single Support Tank Double Support TankPutera Bumi NusantaraNo ratings yet
- Criminal Law Omission EssayDocument9 pagesCriminal Law Omission EssayCynthiaNo ratings yet
- Indemnity Bond With SuretyDocument3 pagesIndemnity Bond With SuretyJnanaranjan PadhanNo ratings yet
- Chapter 15 IMSMDocument42 pagesChapter 15 IMSMjthemansmith1No ratings yet
- Death RoadDocument12 pagesDeath RoadRodrigo Salgueiro LlanosNo ratings yet
- Republic of The Philippines University Town, Northern Samar Website: EmailDocument5 pagesRepublic of The Philippines University Town, Northern Samar Website: EmailCzarina Mae Quinones TadeoNo ratings yet
- CobasDocument145 pagesCobasAugia Nur IftihatunnisaNo ratings yet
- Coevolution of Hosts and ParasitesDocument5 pagesCoevolution of Hosts and ParasitesAshok KoyiNo ratings yet
- P I Iso TP M v13 enDocument6 pagesP I Iso TP M v13 enPedro SepúlvedaNo ratings yet
- GENED 200 ItemsDocument235 pagesGENED 200 ItemsBRIAN100% (1)
- Checklist For T&C of Chemical Fire Suppression SystemDocument2 pagesChecklist For T&C of Chemical Fire Suppression Systembeho2000No ratings yet
- Snowball SamplingDocument3 pagesSnowball SamplingHamza ChNo ratings yet
- Chapter 1 ThermochemistryDocument78 pagesChapter 1 Thermochemistrymikki11No ratings yet
- Salvador Sanchez Complaint SignedDocument2 pagesSalvador Sanchez Complaint SignedStephen LoiaconiNo ratings yet
- Heridity: Table of SpecificationsDocument8 pagesHeridity: Table of SpecificationsJoseph GratilNo ratings yet
- Parasites and Mental IllnessDocument2 pagesParasites and Mental IllnessLoveLessNo ratings yet
- Unfuck Your Anilingus - How To Keep Your Oral Butt Sex Classy - Faith G Harper - 2022 - Microcosm Publishing - 9781648411618 - Anna's ArchiveDocument28 pagesUnfuck Your Anilingus - How To Keep Your Oral Butt Sex Classy - Faith G Harper - 2022 - Microcosm Publishing - 9781648411618 - Anna's Archiverhy4kjgqx6No ratings yet
- ETP Plant AsignmentDocument11 pagesETP Plant AsignmentFzUsman100% (2)