
Property Metric Unit Standard Unit: Properties of Saturated Steam - SI Units
Property Metric Unit Standard Unit: Properties of Saturated Steam - SI Units
You might also like
- Mcquarrie and Simon Physical Chemistry Solutions Manual PDFPDF CompressDocument4 pagesMcquarrie and Simon Physical Chemistry Solutions Manual PDFPDF CompressLuis Felipe0% (2)
- Wps 141 PA #5Document2 pagesWps 141 PA #5cosmo5555No ratings yet
- Numerical Sound Synthesis: Finite Difference Schemes and Simulation in Musical AcousticsFrom EverandNumerical Sound Synthesis: Finite Difference Schemes and Simulation in Musical AcousticsNo ratings yet
- SSPC CS 29 PDFDocument5 pagesSSPC CS 29 PDFGaapchu100% (1)
- Greenwood Earnshaw Chemistry of The ElementsDocument4 pagesGreenwood Earnshaw Chemistry of The ElementsemreNo ratings yet
- Boiler CalculationDocument27 pagesBoiler CalculationProcess EngineerNo ratings yet
- Steam TableDocument6 pagesSteam TableAdityaNo ratings yet
- Steam Table (Moran & Shapiro)Document8 pagesSteam Table (Moran & Shapiro)Sajjad KhanNo ratings yet
- Steam Table - Onkar SinghDocument23 pagesSteam Table - Onkar Singhmanoj kumar mahapatraNo ratings yet
- Water and Steam Table-SinghDocument20 pagesWater and Steam Table-SinghNam NguyễnNo ratings yet
- Steam TablesDocument20 pagesSteam Tablesajitsamal456No ratings yet
- Tugas Ke-6 - Firda AdeliaDocument10 pagesTugas Ke-6 - Firda AdeliaAmalia FitriyanaNo ratings yet
- CDB 4323 Assignment 2Document7 pagesCDB 4323 Assignment 2Muhammad AnwarNo ratings yet
- SteamDocument3 pagesSteamDo BuiNo ratings yet
- Steam Table 5Document1 pageSteam Table 5TheoNo ratings yet
- Babcock & Wilcox Steam TablesDocument5 pagesBabcock & Wilcox Steam Tablesnum0067No ratings yet
- Packed Stripper SizingDocument16 pagesPacked Stripper SizingAriesNo ratings yet
- Packed Stripper SizingDocument16 pagesPacked Stripper SizingAriesNo ratings yet
- Steam & Steam TrapsDocument71 pagesSteam & Steam TrapsMuzaffarNo ratings yet
- Steam Table 4Document1 pageSteam Table 4TheoNo ratings yet
- Steam TablesDocument12 pagesSteam Tablesgrumpyfecker1988No ratings yet
- Tables Thermodynamiques EauDocument4 pagesTables Thermodynamiques EaucilekkoksuNo ratings yet
- Appendix C Steam TablesDocument8 pagesAppendix C Steam TablesWin Alfalah Nasution100% (1)
- Saturated SteamDocument3 pagesSaturated SteamViet DangNo ratings yet
- Tablas de Conversion y TermodinamicasDocument12 pagesTablas de Conversion y TermodinamicasDANIELA . GUERRA ARIZANo ratings yet
- Tx69299app PDFDocument9 pagesTx69299app PDFZachariah JosephNo ratings yet
- R-134A Properites - Si Units: (C) (Bar) (KG/M) (KG/M) (KJ/KG) (KJ/KG) (KJ/ (KGK) ) (KJ/ (KGK) )Document7 pagesR-134A Properites - Si Units: (C) (Bar) (KG/M) (KG/M) (KJ/KG) (KJ/KG) (KJ/ (KGK) ) (KJ/ (KGK) )Greg FelizartaNo ratings yet
- Nist Chemistry WebbookDocument2 pagesNist Chemistry WebbookSudhan KumarNo ratings yet
- Physical Properties of Liquid Water: Waterproperties - Doc Page 1 of 5Document5 pagesPhysical Properties of Liquid Water: Waterproperties - Doc Page 1 of 5ghulammohyuddinNo ratings yet
- Tablas Transferencia de MasaDocument25 pagesTablas Transferencia de MasaEdwin GuillénNo ratings yet
- Physical Properties of Gases and Liquids: AppendixDocument13 pagesPhysical Properties of Gases and Liquids: AppendixMarcos Vinicius KonopkaNo ratings yet
- Steam Tables (Rajput)Document21 pagesSteam Tables (Rajput)saifNo ratings yet
- Zone Limit Curve:P: PDS-EM6005-01-PE-MAR-9967199.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2Document2 pagesZone Limit Curve:P: PDS-EM6005-01-PE-MAR-9967199.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2truong nguyenNo ratings yet
- Absolute PressureDocument2 pagesAbsolute PressureAnonymous AyDvqgNo ratings yet
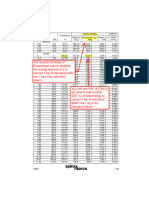
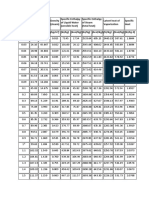
- Properties of Saturated Steam - SI UnitsDocument10 pagesProperties of Saturated Steam - SI UnitsAayan ChakravortyNo ratings yet
- 4 Saturation Properties For Steam (Pressure Table 2) (2 - 22 - 2009)Document1 page4 Saturation Properties For Steam (Pressure Table 2) (2 - 22 - 2009)habibi alwicuteNo ratings yet
- SteamtableDocument15 pagesSteamtableSreenath M. G.No ratings yet
- A.5 Steam and Water Tables: B. G. LiptákDocument8 pagesA.5 Steam and Water Tables: B. G. LiptákjigjigawNo ratings yet
- Properties of Saturated Steam - Pressure in BarDocument6 pagesProperties of Saturated Steam - Pressure in BarJuan ContrerasNo ratings yet
- HG Properties Table 2016 PDFDocument19 pagesHG Properties Table 2016 PDFMario LeonoNo ratings yet
- Zone Limit Curve:P: PDS-EM6001-01-PE-MAR-9967183.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2Document2 pagesZone Limit Curve:P: PDS-EM6001-01-PE-MAR-9967183.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2truong nguyenNo ratings yet
- Instruction Sheet: S-Series Hydraulic Torque WrenchesDocument7 pagesInstruction Sheet: S-Series Hydraulic Torque WrenchesJacinto PujotaNo ratings yet
- Property Tables and Charts-8-16Document9 pagesProperty Tables and Charts-8-16Xiao XiNo ratings yet
- Steam Table For Saturated Steam: (Continued)Document1 pageSteam Table For Saturated Steam: (Continued)ChristianGuerreroNo ratings yet
- A.5 Steam and Water Tables: © 2002 by Béla G. LiptákDocument8 pagesA.5 Steam and Water Tables: © 2002 by Béla G. LiptákramkrishnaNo ratings yet
- Steam/Condensate & Water Engineering DataDocument27 pagesSteam/Condensate & Water Engineering DataWalter SchamberNo ratings yet
- (Bar) (C) (M /KG) (KG/M) (KJ/KG) (Kcal/kg) (KJ/KG) (Kcal/kg) (KJ/KG) (Kcal/kg) (KJ/KG K)Document3 pages(Bar) (C) (M /KG) (KG/M) (KJ/KG) (Kcal/kg) (KJ/KG) (Kcal/kg) (KJ/KG) (Kcal/kg) (KJ/KG K)contactamit_shahNo ratings yet
- Steam TableDocument1 pageSteam TablemoinNo ratings yet
- PhysicsDocument2 pagesPhysicsTiaraNo ratings yet
- Water Property Table 2Document9 pagesWater Property Table 2Šhëënà de LeonNo ratings yet
- TablasDocument6 pagesTablasDanielaNo ratings yet
- Steam and Condensate PipingDocument10 pagesSteam and Condensate PipingKadine HurtadoNo ratings yet
- Opteon Xp10 Thermo Properties SiDocument15 pagesOpteon Xp10 Thermo Properties SiBatyr SarsenovNo ratings yet
- Steam Table From R.K. Rajput-EngineeringThermodynamics 3rd Ed (2007)Document21 pagesSteam Table From R.K. Rajput-EngineeringThermodynamics 3rd Ed (2007)raviNo ratings yet
- Borgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFDocument2 pagesBorgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFBryan Acosta AnguloNo ratings yet
- Borgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFDocument2 pagesBorgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFBryan Acosta AnguloNo ratings yet
- Palm Oil & Saturated Steam PropertiesDocument4 pagesPalm Oil & Saturated Steam PropertiesStefanusNo ratings yet
- Table A2 A5Document9 pagesTable A2 A5고대윤No ratings yet
- Term Odin A MicaDocument9 pagesTerm Odin A MicaJorgeIgnacioNo ratings yet
- United States Census Figures Back to 1630From EverandUnited States Census Figures Back to 1630No ratings yet
- Notification: Petroleum and Natural Gas Regulatory BoardDocument9 pagesNotification: Petroleum and Natural Gas Regulatory BoardGaapchuNo ratings yet
- Crane Code of PracticeDocument67 pagesCrane Code of PracticeGaapchuNo ratings yet
- SSPC CS 36Document5 pagesSSPC CS 36Gaapchu0% (1)
- Jaso C103 1995 (En)Document11 pagesJaso C103 1995 (En)GaapchuNo ratings yet
- Guidelines For Implementation of The Inspection, Measuring and Test Equipment Requirements in Reference To The Iso 9000:2000 Series StandardsDocument11 pagesGuidelines For Implementation of The Inspection, Measuring and Test Equipment Requirements in Reference To The Iso 9000:2000 Series StandardsGaapchuNo ratings yet
- STD 184 PDFDocument27 pagesSTD 184 PDFGaapchuNo ratings yet
- Project We Like: Bhanu Pratap Singh ADMISSION NO.-HPGD/AP19/0788. Batch - April 2019Document57 pagesProject We Like: Bhanu Pratap Singh ADMISSION NO.-HPGD/AP19/0788. Batch - April 2019Gaapchu100% (1)
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- HVAC - Duct ConstructionDocument75 pagesHVAC - Duct ConstructionGaapchu100% (2)
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Calibration: World Centre For Materials Joining TechnologyDocument36 pagesTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Calibration: World Centre For Materials Joining TechnologyGaapchuNo ratings yet
- A Prior To Erection (Rotating Equipments) : 2 Calibration of Testing / Checking EquipmentsDocument4 pagesA Prior To Erection (Rotating Equipments) : 2 Calibration of Testing / Checking EquipmentsGaapchu100% (2)
- Hydro Testing ProcedureDocument12 pagesHydro Testing ProcedureGaapchuNo ratings yet
- RT InterpretationDocument10 pagesRT InterpretationoomoomNo ratings yet
- Boiler & Pressure Vessel Safety: To Provide Guidance For The Safe Operation and Maintenance of Pressure VesselsDocument11 pagesBoiler & Pressure Vessel Safety: To Provide Guidance For The Safe Operation and Maintenance of Pressure VesselsGaapchu100% (2)
- LPG GAS Bank Calculation SampleDocument1 pageLPG GAS Bank Calculation SampleVasanth Kumar VNo ratings yet
- Diagonal RelationshipDocument16 pagesDiagonal RelationshipBaiye RandolfNo ratings yet
- Pressure Vessel HandbookDocument494 pagesPressure Vessel HandbookmiguelmtzgroNo ratings yet
- Solved ISRO Scientist or Engineer Mechanical 2009 Paper With SolutionsDocument21 pagesSolved ISRO Scientist or Engineer Mechanical 2009 Paper With SolutionsAB RanaNo ratings yet
- 6-Translocation in The PhloemDocument35 pages6-Translocation in The PhloemSultanah Khaidoo-AubdoollahNo ratings yet
- AnswersDocument5 pagesAnswers22 shantanu kapadnisNo ratings yet
- Detailing Rules & Special Dimensioning Rules in Eurocode 8Document5 pagesDetailing Rules & Special Dimensioning Rules in Eurocode 8Mehdi KashaniNo ratings yet
- Cyclone SeparateDocument5 pagesCyclone SeparateAMARESH BADIGERNo ratings yet
- Bansal Test Solidstate PDFDocument10 pagesBansal Test Solidstate PDFTarun Gupta100% (1)
- Titration of Iodine With Standard Thisulphate SolutionDocument3 pagesTitration of Iodine With Standard Thisulphate Solutiondhungelsubhash8154No ratings yet
- Activity 1 in PpeDocument4 pagesActivity 1 in PpeJenny Mae Pomeda100% (1)
- Lecture Notes-Bioreactor Design and Operation-1Document19 pagesLecture Notes-Bioreactor Design and Operation-1lazytinku100% (1)
- Chemistry Viva QuestionsDocument3 pagesChemistry Viva QuestionsShivamNo ratings yet
- Ep9.0 03 507Document4 pagesEp9.0 03 507Tiana JovanovicNo ratings yet
- Pid Area 280Document21 pagesPid Area 280ATALAYNo ratings yet
- Carbon Black - EncapsulationDocument10 pagesCarbon Black - EncapsulationWaltoy DinizNo ratings yet
- Preparation of Highly Pure Thorium Nitrate Via Thorium Sulfate and Thorium PeroxideDocument4 pagesPreparation of Highly Pure Thorium Nitrate Via Thorium Sulfate and Thorium PeroxideGyan PrameswaraNo ratings yet
- FCD 450-10Document2 pagesFCD 450-10MohammedFaisalGirachNo ratings yet
- Lecture Planner - Organic Chemistry - Prayas FastrackDocument2 pagesLecture Planner - Organic Chemistry - Prayas FastrackNIKHIL PATNAIKNo ratings yet
- Whittle K., Howgate P. - Glossary of Fish TechnologyDocument63 pagesWhittle K., Howgate P. - Glossary of Fish TechnologyResourcesNo ratings yet
- Get The Most From Your Fired HeaterDocument7 pagesGet The Most From Your Fired Heaterquercitron_7100% (1)
- Soalan KimiaDocument6 pagesSoalan KimiaFatimah Abdul RahmanNo ratings yet
- Study Material For Current Electricity - StudymaterialDocument12 pagesStudy Material For Current Electricity - StudymaterialCrownKartik9No ratings yet
- Internal - Valeo Protective Engine CoolantDocument23 pagesInternal - Valeo Protective Engine CoolantFery NimeNo ratings yet
- 1 s2.0 S0950061813008076 MainDocument9 pages1 s2.0 S0950061813008076 MainAINA SAMNo ratings yet
- Fatigue Testing - Ignacio ArtamendiDocument26 pagesFatigue Testing - Ignacio ArtamendiRoque3RNo ratings yet
- 1 s2.0 S0378775320310120 MainDocument26 pages1 s2.0 S0378775320310120 MainRishabh KumarNo ratings yet







































































































Download as doc, pdf, or txt
You might also like
- Mcquarrie and Simon Physical Chemistry Solutions Manual PDFPDF CompressDocument4 pagesMcquarrie and Simon Physical Chemistry Solutions Manual PDFPDF CompressLuis Felipe0% (2)
- Wps 141 PA #5Document2 pagesWps 141 PA #5cosmo5555No ratings yet
- Numerical Sound Synthesis: Finite Difference Schemes and Simulation in Musical AcousticsFrom EverandNumerical Sound Synthesis: Finite Difference Schemes and Simulation in Musical AcousticsNo ratings yet
- SSPC CS 29 PDFDocument5 pagesSSPC CS 29 PDFGaapchu100% (1)
- Greenwood Earnshaw Chemistry of The ElementsDocument4 pagesGreenwood Earnshaw Chemistry of The ElementsemreNo ratings yet
- Boiler CalculationDocument27 pagesBoiler CalculationProcess EngineerNo ratings yet
- Steam TableDocument6 pagesSteam TableAdityaNo ratings yet
- Steam Table (Moran & Shapiro)Document8 pagesSteam Table (Moran & Shapiro)Sajjad KhanNo ratings yet
- Steam Table - Onkar SinghDocument23 pagesSteam Table - Onkar Singhmanoj kumar mahapatraNo ratings yet
- Water and Steam Table-SinghDocument20 pagesWater and Steam Table-SinghNam NguyễnNo ratings yet
- Steam TablesDocument20 pagesSteam Tablesajitsamal456No ratings yet
- Tugas Ke-6 - Firda AdeliaDocument10 pagesTugas Ke-6 - Firda AdeliaAmalia FitriyanaNo ratings yet
- CDB 4323 Assignment 2Document7 pagesCDB 4323 Assignment 2Muhammad AnwarNo ratings yet
- SteamDocument3 pagesSteamDo BuiNo ratings yet
- Steam Table 5Document1 pageSteam Table 5TheoNo ratings yet
- Babcock & Wilcox Steam TablesDocument5 pagesBabcock & Wilcox Steam Tablesnum0067No ratings yet
- Packed Stripper SizingDocument16 pagesPacked Stripper SizingAriesNo ratings yet
- Packed Stripper SizingDocument16 pagesPacked Stripper SizingAriesNo ratings yet
- Steam & Steam TrapsDocument71 pagesSteam & Steam TrapsMuzaffarNo ratings yet
- Steam Table 4Document1 pageSteam Table 4TheoNo ratings yet
- Steam TablesDocument12 pagesSteam Tablesgrumpyfecker1988No ratings yet
- Tables Thermodynamiques EauDocument4 pagesTables Thermodynamiques EaucilekkoksuNo ratings yet
- Appendix C Steam TablesDocument8 pagesAppendix C Steam TablesWin Alfalah Nasution100% (1)
- Saturated SteamDocument3 pagesSaturated SteamViet DangNo ratings yet
- Tablas de Conversion y TermodinamicasDocument12 pagesTablas de Conversion y TermodinamicasDANIELA . GUERRA ARIZANo ratings yet
- Tx69299app PDFDocument9 pagesTx69299app PDFZachariah JosephNo ratings yet
- R-134A Properites - Si Units: (C) (Bar) (KG/M) (KG/M) (KJ/KG) (KJ/KG) (KJ/ (KGK) ) (KJ/ (KGK) )Document7 pagesR-134A Properites - Si Units: (C) (Bar) (KG/M) (KG/M) (KJ/KG) (KJ/KG) (KJ/ (KGK) ) (KJ/ (KGK) )Greg FelizartaNo ratings yet
- Nist Chemistry WebbookDocument2 pagesNist Chemistry WebbookSudhan KumarNo ratings yet
- Physical Properties of Liquid Water: Waterproperties - Doc Page 1 of 5Document5 pagesPhysical Properties of Liquid Water: Waterproperties - Doc Page 1 of 5ghulammohyuddinNo ratings yet
- Tablas Transferencia de MasaDocument25 pagesTablas Transferencia de MasaEdwin GuillénNo ratings yet
- Physical Properties of Gases and Liquids: AppendixDocument13 pagesPhysical Properties of Gases and Liquids: AppendixMarcos Vinicius KonopkaNo ratings yet
- Steam Tables (Rajput)Document21 pagesSteam Tables (Rajput)saifNo ratings yet
- Zone Limit Curve:P: PDS-EM6005-01-PE-MAR-9967199.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2Document2 pagesZone Limit Curve:P: PDS-EM6005-01-PE-MAR-9967199.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2truong nguyenNo ratings yet
- Absolute PressureDocument2 pagesAbsolute PressureAnonymous AyDvqgNo ratings yet
- Properties of Saturated Steam - SI UnitsDocument10 pagesProperties of Saturated Steam - SI UnitsAayan ChakravortyNo ratings yet
- 4 Saturation Properties For Steam (Pressure Table 2) (2 - 22 - 2009)Document1 page4 Saturation Properties For Steam (Pressure Table 2) (2 - 22 - 2009)habibi alwicuteNo ratings yet
- SteamtableDocument15 pagesSteamtableSreenath M. G.No ratings yet
- A.5 Steam and Water Tables: B. G. LiptákDocument8 pagesA.5 Steam and Water Tables: B. G. LiptákjigjigawNo ratings yet
- Properties of Saturated Steam - Pressure in BarDocument6 pagesProperties of Saturated Steam - Pressure in BarJuan ContrerasNo ratings yet
- HG Properties Table 2016 PDFDocument19 pagesHG Properties Table 2016 PDFMario LeonoNo ratings yet
- Zone Limit Curve:P: PDS-EM6001-01-PE-MAR-9967183.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2Document2 pagesZone Limit Curve:P: PDS-EM6001-01-PE-MAR-9967183.pdf © 2020 Caterpillar All Rights Reserved Page 1 of 2truong nguyenNo ratings yet
- Instruction Sheet: S-Series Hydraulic Torque WrenchesDocument7 pagesInstruction Sheet: S-Series Hydraulic Torque WrenchesJacinto PujotaNo ratings yet
- Property Tables and Charts-8-16Document9 pagesProperty Tables and Charts-8-16Xiao XiNo ratings yet
- Steam Table For Saturated Steam: (Continued)Document1 pageSteam Table For Saturated Steam: (Continued)ChristianGuerreroNo ratings yet
- A.5 Steam and Water Tables: © 2002 by Béla G. LiptákDocument8 pagesA.5 Steam and Water Tables: © 2002 by Béla G. LiptákramkrishnaNo ratings yet
- Steam/Condensate & Water Engineering DataDocument27 pagesSteam/Condensate & Water Engineering DataWalter SchamberNo ratings yet
- (Bar) (C) (M /KG) (KG/M) (KJ/KG) (Kcal/kg) (KJ/KG) (Kcal/kg) (KJ/KG) (Kcal/kg) (KJ/KG K)Document3 pages(Bar) (C) (M /KG) (KG/M) (KJ/KG) (Kcal/kg) (KJ/KG) (Kcal/kg) (KJ/KG) (Kcal/kg) (KJ/KG K)contactamit_shahNo ratings yet
- Steam TableDocument1 pageSteam TablemoinNo ratings yet
- PhysicsDocument2 pagesPhysicsTiaraNo ratings yet
- Water Property Table 2Document9 pagesWater Property Table 2Šhëënà de LeonNo ratings yet
- TablasDocument6 pagesTablasDanielaNo ratings yet
- Steam and Condensate PipingDocument10 pagesSteam and Condensate PipingKadine HurtadoNo ratings yet
- Opteon Xp10 Thermo Properties SiDocument15 pagesOpteon Xp10 Thermo Properties SiBatyr SarsenovNo ratings yet
- Steam Table From R.K. Rajput-EngineeringThermodynamics 3rd Ed (2007)Document21 pagesSteam Table From R.K. Rajput-EngineeringThermodynamics 3rd Ed (2007)raviNo ratings yet
- Borgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFDocument2 pagesBorgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFBryan Acosta AnguloNo ratings yet
- Borgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFDocument2 pagesBorgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFBryan Acosta AnguloNo ratings yet
- Palm Oil & Saturated Steam PropertiesDocument4 pagesPalm Oil & Saturated Steam PropertiesStefanusNo ratings yet
- Table A2 A5Document9 pagesTable A2 A5고대윤No ratings yet
- Term Odin A MicaDocument9 pagesTerm Odin A MicaJorgeIgnacioNo ratings yet
- United States Census Figures Back to 1630From EverandUnited States Census Figures Back to 1630No ratings yet
- Notification: Petroleum and Natural Gas Regulatory BoardDocument9 pagesNotification: Petroleum and Natural Gas Regulatory BoardGaapchuNo ratings yet
- Crane Code of PracticeDocument67 pagesCrane Code of PracticeGaapchuNo ratings yet
- SSPC CS 36Document5 pagesSSPC CS 36Gaapchu0% (1)
- Jaso C103 1995 (En)Document11 pagesJaso C103 1995 (En)GaapchuNo ratings yet
- Guidelines For Implementation of The Inspection, Measuring and Test Equipment Requirements in Reference To The Iso 9000:2000 Series StandardsDocument11 pagesGuidelines For Implementation of The Inspection, Measuring and Test Equipment Requirements in Reference To The Iso 9000:2000 Series StandardsGaapchuNo ratings yet
- STD 184 PDFDocument27 pagesSTD 184 PDFGaapchuNo ratings yet
- Project We Like: Bhanu Pratap Singh ADMISSION NO.-HPGD/AP19/0788. Batch - April 2019Document57 pagesProject We Like: Bhanu Pratap Singh ADMISSION NO.-HPGD/AP19/0788. Batch - April 2019Gaapchu100% (1)
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- HVAC - Duct ConstructionDocument75 pagesHVAC - Duct ConstructionGaapchu100% (2)
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Calibration: World Centre For Materials Joining TechnologyDocument36 pagesTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Calibration: World Centre For Materials Joining TechnologyGaapchuNo ratings yet
- A Prior To Erection (Rotating Equipments) : 2 Calibration of Testing / Checking EquipmentsDocument4 pagesA Prior To Erection (Rotating Equipments) : 2 Calibration of Testing / Checking EquipmentsGaapchu100% (2)
- Hydro Testing ProcedureDocument12 pagesHydro Testing ProcedureGaapchuNo ratings yet
- RT InterpretationDocument10 pagesRT InterpretationoomoomNo ratings yet
- Boiler & Pressure Vessel Safety: To Provide Guidance For The Safe Operation and Maintenance of Pressure VesselsDocument11 pagesBoiler & Pressure Vessel Safety: To Provide Guidance For The Safe Operation and Maintenance of Pressure VesselsGaapchu100% (2)
- LPG GAS Bank Calculation SampleDocument1 pageLPG GAS Bank Calculation SampleVasanth Kumar VNo ratings yet
- Diagonal RelationshipDocument16 pagesDiagonal RelationshipBaiye RandolfNo ratings yet
- Pressure Vessel HandbookDocument494 pagesPressure Vessel HandbookmiguelmtzgroNo ratings yet
- Solved ISRO Scientist or Engineer Mechanical 2009 Paper With SolutionsDocument21 pagesSolved ISRO Scientist or Engineer Mechanical 2009 Paper With SolutionsAB RanaNo ratings yet
- 6-Translocation in The PhloemDocument35 pages6-Translocation in The PhloemSultanah Khaidoo-AubdoollahNo ratings yet
- AnswersDocument5 pagesAnswers22 shantanu kapadnisNo ratings yet
- Detailing Rules & Special Dimensioning Rules in Eurocode 8Document5 pagesDetailing Rules & Special Dimensioning Rules in Eurocode 8Mehdi KashaniNo ratings yet
- Cyclone SeparateDocument5 pagesCyclone SeparateAMARESH BADIGERNo ratings yet
- Bansal Test Solidstate PDFDocument10 pagesBansal Test Solidstate PDFTarun Gupta100% (1)
- Titration of Iodine With Standard Thisulphate SolutionDocument3 pagesTitration of Iodine With Standard Thisulphate Solutiondhungelsubhash8154No ratings yet
- Activity 1 in PpeDocument4 pagesActivity 1 in PpeJenny Mae Pomeda100% (1)
- Lecture Notes-Bioreactor Design and Operation-1Document19 pagesLecture Notes-Bioreactor Design and Operation-1lazytinku100% (1)
- Chemistry Viva QuestionsDocument3 pagesChemistry Viva QuestionsShivamNo ratings yet
- Ep9.0 03 507Document4 pagesEp9.0 03 507Tiana JovanovicNo ratings yet
- Pid Area 280Document21 pagesPid Area 280ATALAYNo ratings yet
- Carbon Black - EncapsulationDocument10 pagesCarbon Black - EncapsulationWaltoy DinizNo ratings yet
- Preparation of Highly Pure Thorium Nitrate Via Thorium Sulfate and Thorium PeroxideDocument4 pagesPreparation of Highly Pure Thorium Nitrate Via Thorium Sulfate and Thorium PeroxideGyan PrameswaraNo ratings yet
- FCD 450-10Document2 pagesFCD 450-10MohammedFaisalGirachNo ratings yet
- Lecture Planner - Organic Chemistry - Prayas FastrackDocument2 pagesLecture Planner - Organic Chemistry - Prayas FastrackNIKHIL PATNAIKNo ratings yet
- Whittle K., Howgate P. - Glossary of Fish TechnologyDocument63 pagesWhittle K., Howgate P. - Glossary of Fish TechnologyResourcesNo ratings yet
- Get The Most From Your Fired HeaterDocument7 pagesGet The Most From Your Fired Heaterquercitron_7100% (1)
- Soalan KimiaDocument6 pagesSoalan KimiaFatimah Abdul RahmanNo ratings yet
- Study Material For Current Electricity - StudymaterialDocument12 pagesStudy Material For Current Electricity - StudymaterialCrownKartik9No ratings yet
- Internal - Valeo Protective Engine CoolantDocument23 pagesInternal - Valeo Protective Engine CoolantFery NimeNo ratings yet
- 1 s2.0 S0950061813008076 MainDocument9 pages1 s2.0 S0950061813008076 MainAINA SAMNo ratings yet
- Fatigue Testing - Ignacio ArtamendiDocument26 pagesFatigue Testing - Ignacio ArtamendiRoque3RNo ratings yet
- 1 s2.0 S0378775320310120 MainDocument26 pages1 s2.0 S0378775320310120 MainRishabh KumarNo ratings yet