Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- International Paper in Malaysia (မြန္တုိ႔၏ရုိးရာအိမ္)Document14 pagesInternational Paper in Malaysia (မြန္တုိ႔၏ရုိးရာအိမ္)chitoo100% (3)
- CIB Report 24 Tolerances On Blemishes of ConcreteDocument4 pagesCIB Report 24 Tolerances On Blemishes of ConcreteKhaled NassarNo ratings yet
- Rate Analysis For RCCDocument1 pageRate Analysis For RCCAGEI UNo ratings yet
- Design of One-Way SlabDocument4 pagesDesign of One-Way SlabAnton_Young_1962No ratings yet
- Online Test For The JDE CourseDocument4 pagesOnline Test For The JDE Courseyedida viswanadhNo ratings yet
- Annexure-I SP's Response On Architectural Items Issue Raised by AFCONS Vide Letter DT 18.6.18Document2 pagesAnnexure-I SP's Response On Architectural Items Issue Raised by AFCONS Vide Letter DT 18.6.18Gibbs PerNo ratings yet
- Design and Drawing of RC Structures: Dr. G.S.SureshDocument48 pagesDesign and Drawing of RC Structures: Dr. G.S.SureshDouglas Au Yeung0% (1)
- Design Steps For DRB PDFDocument2 pagesDesign Steps For DRB PDFSabbir Hossain RoneyNo ratings yet
- Structural Shapes DimensionsDocument10 pagesStructural Shapes DimensionsJoey ScomaNo ratings yet
- Non-Sway Frame - Solution by Moment Distribution MethodDocument4 pagesNon-Sway Frame - Solution by Moment Distribution Methodਤਨ੍ਹਾ ਰਾਜੀਵ ਮਾਯੂਸNo ratings yet
- Mogadishu hotel-COLUMN-9 PDFDocument1 pageMogadishu hotel-COLUMN-9 PDFDaniel OkereNo ratings yet
- Design of Splicing of RafterDocument3 pagesDesign of Splicing of Rafterkeerthivasan_mrvNo ratings yet
- Dayton Street PavingDocument2 pagesDayton Street PavingAnonymous DyzkF1inINo ratings yet
- T.K Group of Industries: "Wooden Floor & Wooden Tiles"Document8 pagesT.K Group of Industries: "Wooden Floor & Wooden Tiles"Aminul Haque PavelNo ratings yet
- White Topping As A Rehabilitation Method On PavementsDocument30 pagesWhite Topping As A Rehabilitation Method On PavementsShahir ShrNo ratings yet
- Schedule of Rates Building Works Vol I 2017Document407 pagesSchedule of Rates Building Works Vol I 2017TarunPatra0% (1)
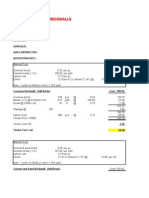
- Build Up Rate Format - BrickwallDocument2 pagesBuild Up Rate Format - BrickwallFaiz Ahmad88% (16)
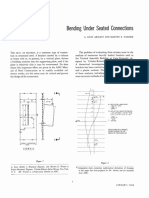
- Curved BeamsDocument27 pagesCurved Beamshussain adelNo ratings yet
- EC Drive - EC PlusDocument21 pagesEC Drive - EC PlusMohammed FarhanNo ratings yet
- Summary of Rain Water Leakage Report - 07.11.2023Document3 pagesSummary of Rain Water Leakage Report - 07.11.2023Siva SankarNo ratings yet
- Introduction About Steel FiberDocument25 pagesIntroduction About Steel FiberVirupakshappa C Koti100% (4)
- Summer Training Report: Open Air TheatreDocument29 pagesSummer Training Report: Open Air Theatresushil kumarNo ratings yet
- FlooringDocument17 pagesFlooringAsfak KhanNo ratings yet
- Excel Worksheet SamplesDocument20 pagesExcel Worksheet Samplesmora2870% (2)
- Cofferdam 2019 PDFDocument29 pagesCofferdam 2019 PDFaditya paranjapeNo ratings yet
- Fab Steel Mahuva - IsmbDocument2 pagesFab Steel Mahuva - IsmbHarsh BhavsarNo ratings yet
- Plate 2Document7 pagesPlate 2Jose Paulo GemperleNo ratings yet
- 02 1 001Document5 pages02 1 001cmkohNo ratings yet
- RHS BeamDocument3 pagesRHS Beamkkgc100% (1)
- Kekuatan Balok Bentang 2 MDocument2 pagesKekuatan Balok Bentang 2 MTKGA22Muhammad Chandra Ar RakhaNo ratings yet