Download as pdf or txt
You might also like
- How CPRS WorksDocument19 pagesHow CPRS WorksAnonymous i3xDz4TNo ratings yet
- Biological Treatment WastewaterDocument183 pagesBiological Treatment WastewaterAgentia Imobiliara InterestNo ratings yet
- TorayDocument8 pagesTorayWildan Novaldi IrawanNo ratings yet
- Anaerobic Digestion - Collins GavinDocument152 pagesAnaerobic Digestion - Collins Gavinivmc1985100% (1)
- Fixed Bed ReactorDocument63 pagesFixed Bed ReactorVishal Goswami100% (1)
- ASPEN Design of Vap-Liq Separator EdtDocument6 pagesASPEN Design of Vap-Liq Separator EdtethanNo ratings yet
- Fundamentals of Biological Wastewater Treatment - PrefaceDocument4 pagesFundamentals of Biological Wastewater Treatment - Prefaceabhi_nddNo ratings yet
- Advanced Chlor Alkali Electrolyzer With Cover Page v2Document101 pagesAdvanced Chlor Alkali Electrolyzer With Cover Page v2pmarteeneNo ratings yet
- DOWEXDocument93 pagesDOWEXjose antonio daza cedeñoNo ratings yet
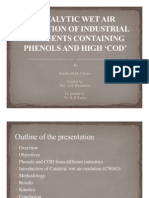
- Wet Air OxidationDocument42 pagesWet Air OxidationSiddharth ChoksiNo ratings yet
- 2010 SMR ClarifierDocument60 pages2010 SMR ClarifierRohan Kakde100% (1)
- Practical Guide To The Optimisation of Chemical Dosing, Coagulation, Flocculation and ClarificationDocument5 pagesPractical Guide To The Optimisation of Chemical Dosing, Coagulation, Flocculation and ClarificationAdit JuliansyahNo ratings yet
- Coalesce RDocument4 pagesCoalesce Rrieza_fNo ratings yet
- Forward Osmosis System AnalysisDocument27 pagesForward Osmosis System AnalysisSyed Muztuza AliNo ratings yet
- Millipore MicrofiltrationDocument8 pagesMillipore MicrofiltrationMichael McNeelyNo ratings yet
- 10.6. Liquid-Liquid Separation: 10.6.1. Decanters (Settlers)Document6 pages10.6. Liquid-Liquid Separation: 10.6.1. Decanters (Settlers)ashishkapoorsrmNo ratings yet
- Exploration & Production: TechnologyDocument36 pagesExploration & Production: Technologyidzham78No ratings yet
- Atmospheric CO2 To MethanolDocument16 pagesAtmospheric CO2 To MethanolMUTHU KESHAV KNo ratings yet
- D3860 Determination of Adsorptive Capacity of Activated Carbon by Aqueous Phase Isotherm TechniqueDocument4 pagesD3860 Determination of Adsorptive Capacity of Activated Carbon by Aqueous Phase Isotherm TechniqueLaura Torres ArtunduagaNo ratings yet
- Ultrafiltration For Oily Industrial Water: Separation Dynamics Paper SeriesDocument13 pagesUltrafiltration For Oily Industrial Water: Separation Dynamics Paper SeriesböhmitNo ratings yet
- Gas Sweetening and Processing FieldDocument6 pagesGas Sweetening and Processing FieldEdwin AguilarNo ratings yet
- Griffin LanzaTech - 20 July 2011 MASDocument17 pagesGriffin LanzaTech - 20 July 2011 MASNitin ThakurNo ratings yet
- Membrane MBR - Depliant 1Document8 pagesMembrane MBR - Depliant 1gsaviNo ratings yet
- Anaerobic Biological Wastewater TreatmentDocument4 pagesAnaerobic Biological Wastewater TreatmentKhalilRoumaniNo ratings yet
- PuROMax Commercial RO Instructions 2015Document49 pagesPuROMax Commercial RO Instructions 2015Jcc ChoNo ratings yet
- Concepts of GCDocument187 pagesConcepts of GCanoiring55No ratings yet
- What Does Choke Valve MeanDocument5 pagesWhat Does Choke Valve MeanWael_Barakat_3179No ratings yet
- Water Treatment For HemodialysisDocument3 pagesWater Treatment For Hemodialysismisya23No ratings yet
- CECO Filters - Ammonium Nitrate Applications ManualDocument35 pagesCECO Filters - Ammonium Nitrate Applications ManualabsahkahNo ratings yet
- Amberjet 4200 DatasheetDocument2 pagesAmberjet 4200 DatasheetXiaLUNo ratings yet
- TDM User GuideDocument133 pagesTDM User Guidemfruge7No ratings yet
- Understanding On Line Amperometric Chlorine MeasurementsDocument15 pagesUnderstanding On Line Amperometric Chlorine MeasurementsAndrea GómezNo ratings yet
- Melt CrystallizationDocument10 pagesMelt Crystallizationarsh19706636No ratings yet
- Bachmann Sheehan 71: and TR Lzs-A 7-Pregnadiene-3Document4 pagesBachmann Sheehan 71: and TR Lzs-A 7-Pregnadiene-3wakanda foreverNo ratings yet
- Lys Ark Rusten 2010Document26 pagesLys Ark Rusten 2010mbsahgNo ratings yet
- GBH Enterprises, LTD.: GBHE-PEG-RXT-806Document7 pagesGBH Enterprises, LTD.: GBHE-PEG-RXT-806Sankar SasmalNo ratings yet
- Colloidal Silica Removal in Coagulation - PubMed MobileDocument1 pageColloidal Silica Removal in Coagulation - PubMed MobileSandeep MishraNo ratings yet
- Drilling Formulas Calculation Sheet Verson 1.3Document189 pagesDrilling Formulas Calculation Sheet Verson 1.3Manosay IgnatiusNo ratings yet
- CES - Safe Handling of ChlorosilanesDocument26 pagesCES - Safe Handling of ChlorosilanesWilliam ChangNo ratings yet
- Tittel: A/S Norske Shell E&P Ormen LangeDocument15 pagesTittel: A/S Norske Shell E&P Ormen LangeArchanaa RaghuramanNo ratings yet
- Thesis M. DaftaribesheliDocument170 pagesThesis M. Daftaribesheliindramani100% (1)
- Rev 2 Tank Volumen Calculation SheetsDocument11 pagesRev 2 Tank Volumen Calculation SheetsAb de VriesNo ratings yet
- Packed Bed2Document61 pagesPacked Bed2rvsingh100% (4)
- Aqua BaseDocument8 pagesAqua BasejpfamiliabNo ratings yet
- Taste Masking by Ion Exchange Resin and Its New Applications A ReviewDocument16 pagesTaste Masking by Ion Exchange Resin and Its New Applications A ReviewNhonPhanThanhNo ratings yet
- Hosokawa Micron Develop Mikro ACM Mills For Processing High Fat Content Cocoa or Other Sticky Food ProductsDocument1 pageHosokawa Micron Develop Mikro ACM Mills For Processing High Fat Content Cocoa or Other Sticky Food ProductsRaza Un NabiNo ratings yet
- Reverse Osmosis: Pavanmandapaka Asst. Professor Dept. of Civil & Envt. Engg. Upes, DehradunDocument21 pagesReverse Osmosis: Pavanmandapaka Asst. Professor Dept. of Civil & Envt. Engg. Upes, DehradunKetan BajajNo ratings yet
- DEMCON Method (For Evaluating Demulsifier Performance)Document17 pagesDEMCON Method (For Evaluating Demulsifier Performance)odracir091865No ratings yet
- CPVCDocument3 pagesCPVCGraceNo ratings yet
- DESULFURIZATIONDocument58 pagesDESULFURIZATIONMukul GoyalNo ratings yet
- Catrdige Filter Cost Chang OutDocument4 pagesCatrdige Filter Cost Chang OutmigelNo ratings yet
- Ceca Newsletter April 2012Document1 pageCeca Newsletter April 2012ghasem_726990287No ratings yet
- Growth Kinetics of Oleaginous Yeast, Rhodosporidium Toruloides, in High Salinity ConditionDocument79 pagesGrowth Kinetics of Oleaginous Yeast, Rhodosporidium Toruloides, in High Salinity ConditionShimme7No ratings yet
- 1.3 Coriollis PDFDocument12 pages1.3 Coriollis PDFAsahel NuñezNo ratings yet
- Mono BeltDocument4 pagesMono BeltAlexandru IgnatNo ratings yet
- BORSIG Membrane Technology GMBH EDocument52 pagesBORSIG Membrane Technology GMBH Estalindcunha1No ratings yet
- BREAXIT Emulsion Breakers: Oilfield Separation TechnologiesDocument8 pagesBREAXIT Emulsion Breakers: Oilfield Separation TechnologiesptstradingNo ratings yet
- KVTBrochure 19122012 PDFDocument12 pagesKVTBrochure 19122012 PDFvb_pol@yahooNo ratings yet
- Submerged OverviewDocument3 pagesSubmerged OverviewkapasomiraNo ratings yet
- 57 240.0 SingleDualSealStandardsDocument4 pages57 240.0 SingleDualSealStandardsstuntmanzNo ratings yet
- FIN CatalogDocument2 pagesFIN CatalogstuntmanzNo ratings yet
- Reindl PDFDocument6 pagesReindl PDFstuntmanzNo ratings yet
- Aace Classification SystemDocument11 pagesAace Classification SystemstuntmanzNo ratings yet
- Design of Compressor Suction Scrubbers - Noijen - ClintonDocument44 pagesDesign of Compressor Suction Scrubbers - Noijen - ClintonNirma Afrisanti KinasihNo ratings yet
- The History of SRMDocument9 pagesThe History of SRMstuntmanzNo ratings yet
- Model: Smartstat: Feature Table - Thermostat ModeDocument1 pageModel: Smartstat: Feature Table - Thermostat ModestuntmanzNo ratings yet
- Astm f1155 1998Document25 pagesAstm f1155 1998nerissaloveNo ratings yet
- Sa 7930Document2 pagesSa 7930stuntmanzNo ratings yet
- Offshore Kurz SolarDocument28 pagesOffshore Kurz Solarstuntmanz100% (1)
- ct2201505 DLDocument100 pagesct2201505 DLstuntmanzNo ratings yet
- SteamlocDocument8 pagesSteamlocstuntmanzNo ratings yet
- BW Inside CiscoDocument3 pagesBW Inside CiscoMunkhbayar BaadgaiNo ratings yet
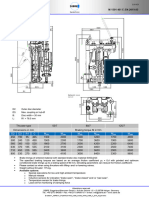
- Gas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11ADocument4 pagesGas Pressure Reducing: Gas Pressure Reducing & Shut-Off Valve & Shut-Off Valve Series 71P11A Series 71P11AĐình Sơn HoàngNo ratings yet
- Data Sheet USB5 II 2019 05 ENDocument1 pageData Sheet USB5 II 2019 05 ENJanne LaineNo ratings yet
- Straumann Product Catalogue 2018 2019Document260 pagesStraumann Product Catalogue 2018 2019kllasikalleNo ratings yet
- Schiavi Enc Met Page015Document1 pageSchiavi Enc Met Page015Adel AdelNo ratings yet
- Tac85 11Document32 pagesTac85 11TateNo ratings yet
- Quarter 3 - Las No. 1 (Week 5-7) Active Recreation (Street and Hip-Hop Dances) (Pe10Pf-Iiia-H-39, Pe10Pf-Lllc-H-45)Document11 pagesQuarter 3 - Las No. 1 (Week 5-7) Active Recreation (Street and Hip-Hop Dances) (Pe10Pf-Iiia-H-39, Pe10Pf-Lllc-H-45)hakkensNo ratings yet
- Edible Oil - Case StudyDocument8 pagesEdible Oil - Case StudyVansh Raj GautamNo ratings yet
- UntitledDocument4 pagesUntitleddwky KrnwnNo ratings yet
- UVU Jungle Marathon 2012 BookDocument41 pagesUVU Jungle Marathon 2012 BookGerhard FlatzNo ratings yet
- Asma G.SDocument5 pagesAsma G.SAfia FaheemNo ratings yet
- Everlast INTERVAL TRAINING ROUND TIMER PDFDocument1 pageEverlast INTERVAL TRAINING ROUND TIMER PDFanniaanniaNo ratings yet
- Gds Manual Flo2d ProDocument182 pagesGds Manual Flo2d ProbycmNo ratings yet
- SCM and TQM: by Junaid ShaheedDocument8 pagesSCM and TQM: by Junaid ShaheedjunaidsNo ratings yet
- Recycling Hexane and EtOAcDocument1 pageRecycling Hexane and EtOAcjmiscNo ratings yet
- Tiny Talk 2 Teacher's BookDocument15 pagesTiny Talk 2 Teacher's BookAtena RaeisiNo ratings yet
- BDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPDocument2 pagesBDA 542 V3 - powerCON TRUE 1 TOP - NAC3MX-W-TOPluis manuelNo ratings yet
- TSB-1139 8SC Wiring DiagramDocument2 pagesTSB-1139 8SC Wiring Diagramxavier marsNo ratings yet
- Anjana Seminar SlideshareDocument38 pagesAnjana Seminar SlideshareAnjana kpNo ratings yet
- BSD-GL-HAL-HMS-100 - (Terms & Definitions)Document42 pagesBSD-GL-HAL-HMS-100 - (Terms & Definitions)Eduard GadzhievNo ratings yet
- Background of Philippine Art and Literature in Romantic RealismDocument2 pagesBackground of Philippine Art and Literature in Romantic RealismRaldz CoyocaNo ratings yet
- Anthropological Thought Session by DR G. VivekanandaDocument277 pagesAnthropological Thought Session by DR G. Vivekanandahamtum7861No ratings yet
- Final Firefly Reading & Writing AnswerDocument70 pagesFinal Firefly Reading & Writing AnswerVamshidhar ReddyNo ratings yet
- CD Dye RD0005Document7 pagesCD Dye RD0005Juan CarlosNo ratings yet
- Premium HC: 120 Halfcell Monocrystalline High Performance Solar ModuleDocument2 pagesPremium HC: 120 Halfcell Monocrystalline High Performance Solar ModuleMujahed Al-HamatiNo ratings yet
- Brochure Keor S GBDocument8 pagesBrochure Keor S GBFernando CespedesNo ratings yet
- Is-Cal01 Design Carbon Accounting On Site Rev.02Document6 pagesIs-Cal01 Design Carbon Accounting On Site Rev.02shoba9945No ratings yet
- Md. Rizwanur Rahman - CVDocument4 pagesMd. Rizwanur Rahman - CVHimelNo ratings yet
- W8 Module08 Meaning and Relevance of History Presentation 1Document22 pagesW8 Module08 Meaning and Relevance of History Presentation 1Jessa UdtohanNo ratings yet
- AbseilingDocument12 pagesAbseilingMurah Rezeki Cikgu WafiNo ratings yet