Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- (BS EN 1443 - 2003) - Chimneys. General Requirements.Document24 pages(BS EN 1443 - 2003) - Chimneys. General Requirements.Ehsan AmirpourNo ratings yet
- Manual UniflairDocument56 pagesManual UniflairjuenkykyNo ratings yet
- Strut and Tie ModellingNew AS 3600 ProvisionsDocument27 pagesStrut and Tie ModellingNew AS 3600 ProvisionsVincent Teng100% (1)
- 6141 Ecomax Bi Rev (1409)Document2 pages6141 Ecomax Bi Rev (1409)Trịnh Minh KhoaNo ratings yet
- Cardboard RuinsDocument9 pagesCardboard Ruinswildboar66100% (3)
- Economics Study Passages For ExamDocument66 pagesEconomics Study Passages For ExamPaul JonsanNo ratings yet
- FTX-G Technical DataDocument9 pagesFTX-G Technical DatajackwpsoNo ratings yet
- Fire Protection Piping Installation and Testing Feb 12 2014Document105 pagesFire Protection Piping Installation and Testing Feb 12 2014walitedisonNo ratings yet
- Materials Receiving Inspection: Training ExcellenceDocument39 pagesMaterials Receiving Inspection: Training ExcellenceMuhammad Bilal ArifNo ratings yet
- Cesc Cable JointsDocument15 pagesCesc Cable Jointsjoydeep_d3232No ratings yet
- MC Quay Daikin Midea: Split Duct Split Wall Split Duct Split Wall Split Duct Split WallDocument3 pagesMC Quay Daikin Midea: Split Duct Split Wall Split Duct Split Wall Split Duct Split WallsatriapNo ratings yet
- Types of Casting and InspectionDocument5 pagesTypes of Casting and InspectionSahal T YousephNo ratings yet
- Receiving DeliveriesDocument3 pagesReceiving DeliveriesklutgringNo ratings yet
- Present LabDocument15 pagesPresent LabAnaNo ratings yet
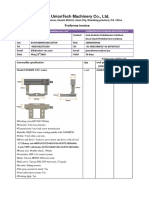
- Jinan Uniontech Machinery Co., LTD.: Proforma InvoiceDocument2 pagesJinan Uniontech Machinery Co., LTD.: Proforma InvoiceJosé PeNo ratings yet
- .NG Mec 224 Properties of Mat TheoryDocument73 pages.NG Mec 224 Properties of Mat TheoryYusuf taiwoNo ratings yet
- Light Thyristor LTTDocument6 pagesLight Thyristor LTTEamon BussyNo ratings yet
- Study of Mechanical Properties of Aluminium Based Hybrid Metal Matrix CompositesDocument7 pagesStudy of Mechanical Properties of Aluminium Based Hybrid Metal Matrix CompositesVenkata DineshNo ratings yet
- Physico Chemical Analysis of Ceramic Industries Wastewater in Khurja District, Uttar Pradesh IndiaDocument4 pagesPhysico Chemical Analysis of Ceramic Industries Wastewater in Khurja District, Uttar Pradesh IndiaEditor IJTSRDNo ratings yet
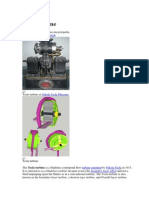
- Tesla TurbineDocument11 pagesTesla TurbineLucy TyasNo ratings yet
- Thermal Vacuum System ManualDocument19 pagesThermal Vacuum System ManualCCESARPLNo ratings yet
- Cellulose Acetate Butyrate Molding and Extrusion Compounds: Standard Specification ForDocument5 pagesCellulose Acetate Butyrate Molding and Extrusion Compounds: Standard Specification Formukhkhalid6288No ratings yet
- Flex Head para RociadoresDocument2 pagesFlex Head para RociadoresjoravicaNo ratings yet
- ME Circular ClarifiersDocument5 pagesME Circular ClarifiersLien NguyenNo ratings yet
- 155-01ppr - MAN Alpha CPPDocument16 pages155-01ppr - MAN Alpha CPPhpss77No ratings yet
- CodiciMeccanografici Tessuti PDFDocument3 pagesCodiciMeccanografici Tessuti PDFLucio IaalussiNo ratings yet
- Product Catalogue - Jakson PDFDocument2 pagesProduct Catalogue - Jakson PDFhiralalnhpc100% (2)
- Variable Refrigerant Flow (VRF) Systems: Ir. Dr. Sam C. M. HuiDocument54 pagesVariable Refrigerant Flow (VRF) Systems: Ir. Dr. Sam C. M. HuiS Amit Rao100% (1)
- Midea Ventilokonvektori 2016Document32 pagesMidea Ventilokonvektori 2016bzvzNo ratings yet