
(786111951) (U1j-Of - Rwi) Lec15
(786111951) (U1j-Of - Rwi) Lec15
You might also like
- RE10, RG8, RF8 SeriesDocument330 pagesRE10, RG8, RF8 Seriesanggie93% (58)
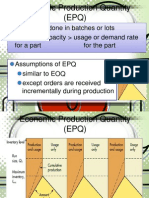
- Economic Production Quantity (EPQ)Document54 pagesEconomic Production Quantity (EPQ)Bryan Joseph Jumawid100% (3)
- Inventory ModelsDocument9 pagesInventory ModelshavillaNo ratings yet
- Design Build and Assess Composite Hub Bar For Gyroplane Application GYRATEDocument30 pagesDesign Build and Assess Composite Hub Bar For Gyroplane Application GYRATEvictorNo ratings yet
- Unemployment in IndiaDocument21 pagesUnemployment in IndiaSagar Nawale73% (37)
- Inventory ControlDocument17 pagesInventory ControlL'ingénieur Mohamed AlsaghierNo ratings yet
- Inventory 1Document10 pagesInventory 1singarajusarathNo ratings yet
- OMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationDocument42 pagesOMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationMr. JahirNo ratings yet
- 03 - IE3120 EOQ Models HandoutDocument47 pages03 - IE3120 EOQ Models HandoutGabrielNo ratings yet
- Lec09 PDFDocument27 pagesLec09 PDFalb3rtnetNo ratings yet
- Lecture Series6 - EOQInvModelsDocument54 pagesLecture Series6 - EOQInvModelsrohithvijaykumarNo ratings yet
- Economic Order QuantityDocument4 pagesEconomic Order QuantityhakikNo ratings yet
- Ch14 Inventory13Document22 pagesCh14 Inventory13ndc6105058No ratings yet
- 8 Inventory SystemDocument48 pages8 Inventory SystemPollyNo ratings yet
- Cycle InventoryDocument13 pagesCycle InventoryUmang ZehenNo ratings yet
- Inventory Control 5Document5 pagesInventory Control 5Sajith AttingalNo ratings yet
- 8 Inventory SystemsDocument48 pages8 Inventory SystemsAngeline Nicole RegaladoNo ratings yet
- EBTM365 Handout 08Document8 pagesEBTM365 Handout 08Nirav PatelNo ratings yet
- InventoryDocument68 pagesInventorySubhronil BoseNo ratings yet
- Chapter 11 Inventory Models 11.1 Basic Concepts in Inventory PlanningDocument24 pagesChapter 11 Inventory Models 11.1 Basic Concepts in Inventory PlanningRohan PalNo ratings yet
- Module 4Document42 pagesModule 4Gagan Deep SinghNo ratings yet
- Inventory Management and Risk Pooling PDFDocument107 pagesInventory Management and Risk Pooling PDF笨小孩100% (2)
- Inventory ControlDocument7 pagesInventory Controlandov9No ratings yet
- The Production Qauntity ModelDocument21 pagesThe Production Qauntity ModelVibhor AggarwalNo ratings yet
- Economic Order QuantityDocument15 pagesEconomic Order QuantityJyoti kohliNo ratings yet
- EOQDocument31 pagesEOQTarang SolaniNo ratings yet
- Assignment 4 EoqDocument6 pagesAssignment 4 EoqPiyush BhandariNo ratings yet
- Silo - Tips Deterministic Inventory ModelsDocument20 pagesSilo - Tips Deterministic Inventory ModelsGwena AnneNo ratings yet
- EOQ Model: Economic Order QuantityDocument21 pagesEOQ Model: Economic Order Quantityrzia809No ratings yet
- Eoq Model: Economic Order QuantityDocument18 pagesEoq Model: Economic Order QuantityarunsanskritiNo ratings yet
- 02 Inventory Management EOQDocument17 pages02 Inventory Management EOQGAYATRI K SHENOY IPM 2017-22 BatchNo ratings yet
- Managing Stock, Considering Alternative Sourcing ArrangementsDocument60 pagesManaging Stock, Considering Alternative Sourcing Arrangementsabdul rehmanNo ratings yet
- Independent Demand Inventory Management: by 2 Edition © Wiley 2005 Powerpoint Presentation by R.B. Clough - UnhDocument38 pagesIndependent Demand Inventory Management: by 2 Edition © Wiley 2005 Powerpoint Presentation by R.B. Clough - UnhSaurav ShawNo ratings yet
- InventoryDocument69 pagesInventoryPriya PintoNo ratings yet
- Special Inventory MGMT ModelsDocument42 pagesSpecial Inventory MGMT ModelsPradeep SethiaNo ratings yet
- Inventory ManagementDocument20 pagesInventory ManagementBhawna JaggiNo ratings yet
- Classification of MaterialsDocument35 pagesClassification of Materials28ihaNo ratings yet
- Chapter Five: Inventory Cost Control ModelDocument28 pagesChapter Five: Inventory Cost Control ModelEthiopian Ayele SeyfeNo ratings yet
- Chapter 10 Inentory Models 2Document24 pagesChapter 10 Inentory Models 2C CNo ratings yet
- Topics To Be Covered: Introduction Single Item - Deterministic Models - Purchase Inventory Models WithDocument13 pagesTopics To Be Covered: Introduction Single Item - Deterministic Models - Purchase Inventory Models WithRama RajuNo ratings yet
- Inventory Model: by The End of This Topic, You Should Be Able ToDocument14 pagesInventory Model: by The End of This Topic, You Should Be Able ToHaider Abdul QadirNo ratings yet
- Traditional Inventory Models For Independent Demand: Lecture By: DrarsinghDocument37 pagesTraditional Inventory Models For Independent Demand: Lecture By: DrarsinghGADHANo ratings yet
- Inventory Management: Operations Management Dr. Ron LembkeDocument61 pagesInventory Management: Operations Management Dr. Ron LembkeFredolanderNo ratings yet
- Inventory EoqDocument32 pagesInventory EoqIng. Evans A ONo ratings yet
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- Inventory and EOQDocument21 pagesInventory and EOQArun SudarshanNo ratings yet
- Lead Time: Zahid AnwarDocument17 pagesLead Time: Zahid AnwarMarwa MajeedNo ratings yet
- Modeling Issues and Some Inventory TerminologyDocument29 pagesModeling Issues and Some Inventory TerminologyAbhay PoddarNo ratings yet
- Deterministic Model in The Context of Inventory ManagementDocument13 pagesDeterministic Model in The Context of Inventory ManagementLynel Jane BajarNo ratings yet
- Various Inventory Costs: - Holding / - Ordering Costs - Purchase Costs - Total CostDocument28 pagesVarious Inventory Costs: - Holding / - Ordering Costs - Purchase Costs - Total CostAditya Dashputre100% (2)
- OR PresentationDocument19 pagesOR PresentationKiran MittalNo ratings yet
- EOQ 11112022 090101pmDocument64 pagesEOQ 11112022 090101pmSyed Mobbashir Hassan RizviNo ratings yet
- Review of InventoryDocument36 pagesReview of InventoryraqibappNo ratings yet
- June 2013 Inventory ManagementDocument68 pagesJune 2013 Inventory ManagementShasank JalanNo ratings yet
- EOQDocument19 pagesEOQHary FandeliNo ratings yet
- EOQ and ABC Analysis: Economic Order QuantityDocument21 pagesEOQ and ABC Analysis: Economic Order QuantityHitesh Kumar SharmaNo ratings yet
- Inventory Control: A LotDocument14 pagesInventory Control: A LotSonal MestryNo ratings yet
- Inventory Control Models: EOQ ModelDocument19 pagesInventory Control Models: EOQ ModelSarvesh GuptaNo ratings yet
- CASE 1: Without Considering Deterioration Rate by HML AnalysisDocument7 pagesCASE 1: Without Considering Deterioration Rate by HML AnalysisAnusha MeesalaNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Production and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesFrom EverandProduction and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesNo ratings yet
- CAPITALGAINS 3rdsep PDFDocument202 pagesCAPITALGAINS 3rdsep PDFPhani Kumar SomarajupalliNo ratings yet
- Jis G3101Document14 pagesJis G3101Hưng Ngô50% (2)
- Revised 2021 Magna Carta For Ho & HoaDocument416 pagesRevised 2021 Magna Carta For Ho & HoaLiezl Tizon Columnas100% (5)
- GeoVancouver2016 - Vazaios Vlachopoulos DiederichsDocument8 pagesGeoVancouver2016 - Vazaios Vlachopoulos DiederichsIoannis VazaiosNo ratings yet
- Unix Lab Manual Part B PDFDocument12 pagesUnix Lab Manual Part B PDFManoj BENo ratings yet
- Project Management: 3.1. ESTIMATE OF COSTS AND DURATION ............................................. ......... 1Document29 pagesProject Management: 3.1. ESTIMATE OF COSTS AND DURATION ............................................. ......... 1mohamed bangouraNo ratings yet
- New Yorker (1987-10-26 - Oct 26, 1987)Document150 pagesNew Yorker (1987-10-26 - Oct 26, 1987)JOSÉ KNo ratings yet
- IRTCDocument385 pagesIRTCSatyakam MishraNo ratings yet
- Project Management and Its Effects of Quality Control in ConstructionDocument5 pagesProject Management and Its Effects of Quality Control in Constructionbotch100% (3)
- Seqrite Endpoint Security EPS Administrator GuideDocument187 pagesSeqrite Endpoint Security EPS Administrator GuideSopan sonarNo ratings yet
- School Enrollment System AbstractDocument3 pagesSchool Enrollment System AbstractsunnyNo ratings yet
- Chap04 Test BankDocument47 pagesChap04 Test BankJacob MullerNo ratings yet
- Sands of TimeDocument211 pagesSands of TimebetutzNo ratings yet
- 1 - Definition and Importance of Specification Writing - NewDocument16 pages1 - Definition and Importance of Specification Writing - Newprajoshi62No ratings yet
- TDC Book Parte6Document44 pagesTDC Book Parte6QUARCISSUSNo ratings yet
- BillPayment FormDocument2 pagesBillPayment FormThúy An Nguyễn100% (1)
- HP - HSTNS PL11 - PS 2122 1CDocument11 pagesHP - HSTNS PL11 - PS 2122 1CStephen SoosaiNo ratings yet
- Synopsis On NCC Management SystemDocument6 pagesSynopsis On NCC Management Systemarun kaushikNo ratings yet
- Registration of SocietyDocument6 pagesRegistration of SocietyDeepak AroraNo ratings yet
- Essar Steel-Defaulting On Debt RepaymentDocument9 pagesEssar Steel-Defaulting On Debt RepaymentSudani Ankit100% (1)
- SVAN 956 User ManualDocument195 pagesSVAN 956 User Manualalin.butunoi865No ratings yet
- ICWAI Inter Direct Tax Solved June 2011Document15 pagesICWAI Inter Direct Tax Solved June 2011rk_rkaushikNo ratings yet
- Introduction To SAP SD - ConditionsDocument17 pagesIntroduction To SAP SD - ConditionspipocaazulNo ratings yet
- Commodore 64 Fun and Games (1984)Document196 pagesCommodore 64 Fun and Games (1984)Delfin ButlonosyNo ratings yet
- Genset PDFDocument63 pagesGenset PDFkartik kapoorNo ratings yet
- Holacracy - The New Management System: October 2016Document11 pagesHolacracy - The New Management System: October 2016Alejandro VilladaNo ratings yet
- LG PVC Ls100H: Straight PVC: Extrusion GradeDocument1 pageLG PVC Ls100H: Straight PVC: Extrusion GradeJhon Angel Molina LeonNo ratings yet



















































































Download as docx, pdf, or txt
You might also like
- RE10, RG8, RF8 SeriesDocument330 pagesRE10, RG8, RF8 Seriesanggie93% (58)
- Economic Production Quantity (EPQ)Document54 pagesEconomic Production Quantity (EPQ)Bryan Joseph Jumawid100% (3)
- Inventory ModelsDocument9 pagesInventory ModelshavillaNo ratings yet
- Design Build and Assess Composite Hub Bar For Gyroplane Application GYRATEDocument30 pagesDesign Build and Assess Composite Hub Bar For Gyroplane Application GYRATEvictorNo ratings yet
- Unemployment in IndiaDocument21 pagesUnemployment in IndiaSagar Nawale73% (37)
- Inventory ControlDocument17 pagesInventory ControlL'ingénieur Mohamed AlsaghierNo ratings yet
- Inventory 1Document10 pagesInventory 1singarajusarathNo ratings yet
- OMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationDocument42 pagesOMT 8604 Logistics in Supply Chain Management: Master of Business AdministrationMr. JahirNo ratings yet
- 03 - IE3120 EOQ Models HandoutDocument47 pages03 - IE3120 EOQ Models HandoutGabrielNo ratings yet
- Lec09 PDFDocument27 pagesLec09 PDFalb3rtnetNo ratings yet
- Lecture Series6 - EOQInvModelsDocument54 pagesLecture Series6 - EOQInvModelsrohithvijaykumarNo ratings yet
- Economic Order QuantityDocument4 pagesEconomic Order QuantityhakikNo ratings yet
- Ch14 Inventory13Document22 pagesCh14 Inventory13ndc6105058No ratings yet
- 8 Inventory SystemDocument48 pages8 Inventory SystemPollyNo ratings yet
- Cycle InventoryDocument13 pagesCycle InventoryUmang ZehenNo ratings yet
- Inventory Control 5Document5 pagesInventory Control 5Sajith AttingalNo ratings yet
- 8 Inventory SystemsDocument48 pages8 Inventory SystemsAngeline Nicole RegaladoNo ratings yet
- EBTM365 Handout 08Document8 pagesEBTM365 Handout 08Nirav PatelNo ratings yet
- InventoryDocument68 pagesInventorySubhronil BoseNo ratings yet
- Chapter 11 Inventory Models 11.1 Basic Concepts in Inventory PlanningDocument24 pagesChapter 11 Inventory Models 11.1 Basic Concepts in Inventory PlanningRohan PalNo ratings yet
- Module 4Document42 pagesModule 4Gagan Deep SinghNo ratings yet
- Inventory Management and Risk Pooling PDFDocument107 pagesInventory Management and Risk Pooling PDF笨小孩100% (2)
- Inventory ControlDocument7 pagesInventory Controlandov9No ratings yet
- The Production Qauntity ModelDocument21 pagesThe Production Qauntity ModelVibhor AggarwalNo ratings yet
- Economic Order QuantityDocument15 pagesEconomic Order QuantityJyoti kohliNo ratings yet
- EOQDocument31 pagesEOQTarang SolaniNo ratings yet
- Assignment 4 EoqDocument6 pagesAssignment 4 EoqPiyush BhandariNo ratings yet
- Silo - Tips Deterministic Inventory ModelsDocument20 pagesSilo - Tips Deterministic Inventory ModelsGwena AnneNo ratings yet
- EOQ Model: Economic Order QuantityDocument21 pagesEOQ Model: Economic Order Quantityrzia809No ratings yet
- Eoq Model: Economic Order QuantityDocument18 pagesEoq Model: Economic Order QuantityarunsanskritiNo ratings yet
- 02 Inventory Management EOQDocument17 pages02 Inventory Management EOQGAYATRI K SHENOY IPM 2017-22 BatchNo ratings yet
- Managing Stock, Considering Alternative Sourcing ArrangementsDocument60 pagesManaging Stock, Considering Alternative Sourcing Arrangementsabdul rehmanNo ratings yet
- Independent Demand Inventory Management: by 2 Edition © Wiley 2005 Powerpoint Presentation by R.B. Clough - UnhDocument38 pagesIndependent Demand Inventory Management: by 2 Edition © Wiley 2005 Powerpoint Presentation by R.B. Clough - UnhSaurav ShawNo ratings yet
- InventoryDocument69 pagesInventoryPriya PintoNo ratings yet
- Special Inventory MGMT ModelsDocument42 pagesSpecial Inventory MGMT ModelsPradeep SethiaNo ratings yet
- Inventory ManagementDocument20 pagesInventory ManagementBhawna JaggiNo ratings yet
- Classification of MaterialsDocument35 pagesClassification of Materials28ihaNo ratings yet
- Chapter Five: Inventory Cost Control ModelDocument28 pagesChapter Five: Inventory Cost Control ModelEthiopian Ayele SeyfeNo ratings yet
- Chapter 10 Inentory Models 2Document24 pagesChapter 10 Inentory Models 2C CNo ratings yet
- Topics To Be Covered: Introduction Single Item - Deterministic Models - Purchase Inventory Models WithDocument13 pagesTopics To Be Covered: Introduction Single Item - Deterministic Models - Purchase Inventory Models WithRama RajuNo ratings yet
- Inventory Model: by The End of This Topic, You Should Be Able ToDocument14 pagesInventory Model: by The End of This Topic, You Should Be Able ToHaider Abdul QadirNo ratings yet
- Traditional Inventory Models For Independent Demand: Lecture By: DrarsinghDocument37 pagesTraditional Inventory Models For Independent Demand: Lecture By: DrarsinghGADHANo ratings yet
- Inventory Management: Operations Management Dr. Ron LembkeDocument61 pagesInventory Management: Operations Management Dr. Ron LembkeFredolanderNo ratings yet
- Inventory EoqDocument32 pagesInventory EoqIng. Evans A ONo ratings yet
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- CHAPTER 11 Inventory ModelDocument24 pagesCHAPTER 11 Inventory ModelmulunehNo ratings yet
- Inventory and EOQDocument21 pagesInventory and EOQArun SudarshanNo ratings yet
- Lead Time: Zahid AnwarDocument17 pagesLead Time: Zahid AnwarMarwa MajeedNo ratings yet
- Modeling Issues and Some Inventory TerminologyDocument29 pagesModeling Issues and Some Inventory TerminologyAbhay PoddarNo ratings yet
- Deterministic Model in The Context of Inventory ManagementDocument13 pagesDeterministic Model in The Context of Inventory ManagementLynel Jane BajarNo ratings yet
- Various Inventory Costs: - Holding / - Ordering Costs - Purchase Costs - Total CostDocument28 pagesVarious Inventory Costs: - Holding / - Ordering Costs - Purchase Costs - Total CostAditya Dashputre100% (2)
- OR PresentationDocument19 pagesOR PresentationKiran MittalNo ratings yet
- EOQ 11112022 090101pmDocument64 pagesEOQ 11112022 090101pmSyed Mobbashir Hassan RizviNo ratings yet
- Review of InventoryDocument36 pagesReview of InventoryraqibappNo ratings yet
- June 2013 Inventory ManagementDocument68 pagesJune 2013 Inventory ManagementShasank JalanNo ratings yet
- EOQDocument19 pagesEOQHary FandeliNo ratings yet
- EOQ and ABC Analysis: Economic Order QuantityDocument21 pagesEOQ and ABC Analysis: Economic Order QuantityHitesh Kumar SharmaNo ratings yet
- Inventory Control: A LotDocument14 pagesInventory Control: A LotSonal MestryNo ratings yet
- Inventory Control Models: EOQ ModelDocument19 pagesInventory Control Models: EOQ ModelSarvesh GuptaNo ratings yet
- CASE 1: Without Considering Deterioration Rate by HML AnalysisDocument7 pagesCASE 1: Without Considering Deterioration Rate by HML AnalysisAnusha MeesalaNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume INo ratings yet
- Production and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesFrom EverandProduction and Maintenance Optimization Problems: Logistic Constraints and Leasing Warranty ServicesNo ratings yet
- CAPITALGAINS 3rdsep PDFDocument202 pagesCAPITALGAINS 3rdsep PDFPhani Kumar SomarajupalliNo ratings yet
- Jis G3101Document14 pagesJis G3101Hưng Ngô50% (2)
- Revised 2021 Magna Carta For Ho & HoaDocument416 pagesRevised 2021 Magna Carta For Ho & HoaLiezl Tizon Columnas100% (5)
- GeoVancouver2016 - Vazaios Vlachopoulos DiederichsDocument8 pagesGeoVancouver2016 - Vazaios Vlachopoulos DiederichsIoannis VazaiosNo ratings yet
- Unix Lab Manual Part B PDFDocument12 pagesUnix Lab Manual Part B PDFManoj BENo ratings yet
- Project Management: 3.1. ESTIMATE OF COSTS AND DURATION ............................................. ......... 1Document29 pagesProject Management: 3.1. ESTIMATE OF COSTS AND DURATION ............................................. ......... 1mohamed bangouraNo ratings yet
- New Yorker (1987-10-26 - Oct 26, 1987)Document150 pagesNew Yorker (1987-10-26 - Oct 26, 1987)JOSÉ KNo ratings yet
- IRTCDocument385 pagesIRTCSatyakam MishraNo ratings yet
- Project Management and Its Effects of Quality Control in ConstructionDocument5 pagesProject Management and Its Effects of Quality Control in Constructionbotch100% (3)
- Seqrite Endpoint Security EPS Administrator GuideDocument187 pagesSeqrite Endpoint Security EPS Administrator GuideSopan sonarNo ratings yet
- School Enrollment System AbstractDocument3 pagesSchool Enrollment System AbstractsunnyNo ratings yet
- Chap04 Test BankDocument47 pagesChap04 Test BankJacob MullerNo ratings yet
- Sands of TimeDocument211 pagesSands of TimebetutzNo ratings yet
- 1 - Definition and Importance of Specification Writing - NewDocument16 pages1 - Definition and Importance of Specification Writing - Newprajoshi62No ratings yet
- TDC Book Parte6Document44 pagesTDC Book Parte6QUARCISSUSNo ratings yet
- BillPayment FormDocument2 pagesBillPayment FormThúy An Nguyễn100% (1)
- HP - HSTNS PL11 - PS 2122 1CDocument11 pagesHP - HSTNS PL11 - PS 2122 1CStephen SoosaiNo ratings yet
- Synopsis On NCC Management SystemDocument6 pagesSynopsis On NCC Management Systemarun kaushikNo ratings yet
- Registration of SocietyDocument6 pagesRegistration of SocietyDeepak AroraNo ratings yet
- Essar Steel-Defaulting On Debt RepaymentDocument9 pagesEssar Steel-Defaulting On Debt RepaymentSudani Ankit100% (1)
- SVAN 956 User ManualDocument195 pagesSVAN 956 User Manualalin.butunoi865No ratings yet
- ICWAI Inter Direct Tax Solved June 2011Document15 pagesICWAI Inter Direct Tax Solved June 2011rk_rkaushikNo ratings yet
- Introduction To SAP SD - ConditionsDocument17 pagesIntroduction To SAP SD - ConditionspipocaazulNo ratings yet
- Commodore 64 Fun and Games (1984)Document196 pagesCommodore 64 Fun and Games (1984)Delfin ButlonosyNo ratings yet
- Genset PDFDocument63 pagesGenset PDFkartik kapoorNo ratings yet
- Holacracy - The New Management System: October 2016Document11 pagesHolacracy - The New Management System: October 2016Alejandro VilladaNo ratings yet
- LG PVC Ls100H: Straight PVC: Extrusion GradeDocument1 pageLG PVC Ls100H: Straight PVC: Extrusion GradeJhon Angel Molina LeonNo ratings yet