Download as docx, pdf, or txt
You might also like
- Epson - B300 B500DN B310N B510DN PDFDocument208 pagesEpson - B300 B500DN B310N B510DN PDFIon Ionut50% (2)
- SECTION 02891 Traffic Signs Rev 0Document37 pagesSECTION 02891 Traffic Signs Rev 0Azhar Ali67% (3)
- Weld Repair ProcedureDocument51 pagesWeld Repair Proceduremohd as shahiddin jafriNo ratings yet
- Heat Straightening ProcedureDocument3 pagesHeat Straightening ProcedurerzsoltNo ratings yet
- P91 WPSDocument6 pagesP91 WPSPepe SagitarioNo ratings yet
- SECTION 07720 Roof Accessories Rev 0Document22 pagesSECTION 07720 Roof Accessories Rev 0Azhar AliNo ratings yet
- Eco Flo Leathercraft Dyeing Finishing GuideDocument8 pagesEco Flo Leathercraft Dyeing Finishing GuideCawton Mentor100% (1)
- Complete List of Project Report PDFDocument166 pagesComplete List of Project Report PDFRaghuvaran SmartNo ratings yet
- Welder Qualification Procedure PDFDocument13 pagesWelder Qualification Procedure PDFEngineersEDGE Coimbatore0% (1)
- Welding Qualification: by L D PoyyaraDocument45 pagesWelding Qualification: by L D PoyyaraAshish GhadiyaNo ratings yet
- 331 Heat Treatment: ASME B31.3-2012Document4 pages331 Heat Treatment: ASME B31.3-2012Stephen RajNo ratings yet
- Root Gap and Root Face For Diff Wall ThicknessDocument18 pagesRoot Gap and Root Face For Diff Wall ThicknesspipinguserNo ratings yet
- Visual Inspection of Weld Joints Welding and NDTDocument7 pagesVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- Welding Procedure SpecificationDocument30 pagesWelding Procedure Specificationrahman196011100% (1)
- A WPS Is A Document That Describes How Welding Is To Be Carried Out in ProductionDocument3 pagesA WPS Is A Document That Describes How Welding Is To Be Carried Out in Productionukavathekar100% (1)
- Storage Handling Recommendations For ConDocument7 pagesStorage Handling Recommendations For ConAmir Reza RashidfarokhiNo ratings yet
- Weld Repair Rate - MFJO542Document2 pagesWeld Repair Rate - MFJO542Salahuddin Farooqui100% (1)
- Risks in Facility Build Quality and Project Handover: What Happened?Document3 pagesRisks in Facility Build Quality and Project Handover: What Happened?musaismail8863No ratings yet
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- How To Write A Welding Procedure SpecificationDocument14 pagesHow To Write A Welding Procedure Specificationnizam1372100% (2)
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Welder TrainingDocument13 pagesWelder Trainingויליאם סן מרמיגיוסNo ratings yet
- Saes T 744 PDFDocument4 pagesSaes T 744 PDFabdullah sahibNo ratings yet
- Flame Straightening S355Document9 pagesFlame Straightening S355Anonymous oI04sS100% (1)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Asme Sec 9Document12 pagesAsme Sec 9ckkashyap0007No ratings yet
- D7029 - Inspection Release Note FormatDocument2 pagesD7029 - Inspection Release Note Formatnisha_khan100% (1)
- API Welding ProceduresDocument69 pagesAPI Welding ProceduresStephen Boodoo100% (3)
- Post Weld Treatment Procedure For Piping Spools (Abj) KN Rev-2Document15 pagesPost Weld Treatment Procedure For Piping Spools (Abj) KN Rev-2williamsenNo ratings yet
- How To Write A Welding Procedure Specification (WPS) PDFDocument16 pagesHow To Write A Welding Procedure Specification (WPS) PDFLudi D. LunarNo ratings yet
- Fcaw NC IiDocument59 pagesFcaw NC IiAnskey berthomeNo ratings yet
- Welder Operator TrainingDocument22 pagesWelder Operator TrainingsniperiNo ratings yet
- Painting & Inspection FormatDocument1 pagePainting & Inspection FormatABEC Trombay siteNo ratings yet
- Duties Before WeldingDocument1 pageDuties Before WeldingMuhammed ThanzeelNo ratings yet
- Distortion Prevent and ControlDocument14 pagesDistortion Prevent and ControlTheAnh TranNo ratings yet
- Gtaw NC Ii TR PDFDocument62 pagesGtaw NC Ii TR PDFRocz RocoNo ratings yet
- AWS List of Welding CodesDocument16 pagesAWS List of Welding CodesLee Chong EeNo ratings yet
- Welding InspectionDocument132 pagesWelding InspectionEnrique TaviraNo ratings yet
- Fabrication ProcedureDocument3 pagesFabrication ProcedureAndreMarcel100% (1)
- Spec - WeldingDocument6 pagesSpec - Weldingprasad_kcpNo ratings yet
- Weld Log PDFDocument1 pageWeld Log PDFDeniz AydinNo ratings yet
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- Preheat and Interpass TempDocument2 pagesPreheat and Interpass TempUche UrchNo ratings yet
- Material Traceability ProcedureDocument12 pagesMaterial Traceability Procedureqamar qateebNo ratings yet
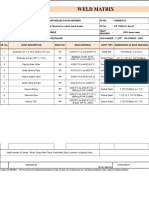
- Weld Matrix - PAGE 1&2Document20 pagesWeld Matrix - PAGE 1&2abdulgafoor54No ratings yet
- Arc-Air Gouging (Air - Carbon Arc Gouging) PDFDocument1 pageArc-Air Gouging (Air - Carbon Arc Gouging) PDFcarlosNo ratings yet
- Weld RepairsDocument40 pagesWeld Repairsவிஷ்ணு ராஜசெல்வன்No ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingviswamanojNo ratings yet
- WEP For Steel Structure WorkDocument8 pagesWEP For Steel Structure WorkpalashNo ratings yet
- Variables For Wps/Welder Qualification Variable WPS Welder: ParagDocument2 pagesVariables For Wps/Welder Qualification Variable WPS Welder: Paragahmed sobhyNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- Procedure QualificationDocument68 pagesProcedure QualificationParvee K Nakwal100% (1)
- Critical Anomalies EN1090Document2 pagesCritical Anomalies EN1090davidemolNo ratings yet
- Welding Procedure Specification-1Document8 pagesWelding Procedure Specification-1Suresh Rathod100% (2)
- Weld Map & TracebilityDocument2 pagesWeld Map & TracebilityvinothNo ratings yet
- ASME 9 Multi Process Welding Procedures QW200Document2 pagesASME 9 Multi Process Welding Procedures QW200Teodor EzaruNo ratings yet
- Pipeline Support1Document18 pagesPipeline Support1Mohamed RishaNo ratings yet
- Technics Offshore Engineering Pte LTD: Material & Weld Traceability RecordDocument17 pagesTechnics Offshore Engineering Pte LTD: Material & Weld Traceability RecordHanuman RaoNo ratings yet
- Pipework Pretest Checklist (Empty)Document1 pagePipework Pretest Checklist (Empty)Jorge Garcia100% (1)
- MS For Hydro Test ModDocument7 pagesMS For Hydro Test ModIbrahim KhanNo ratings yet
- Installation and Energization of LV PanelsDocument7 pagesInstallation and Energization of LV Panelsmidhun muraliNo ratings yet
- MS For HVAC Ducting Installation and PipingDocument18 pagesMS For HVAC Ducting Installation and PipingProject enghvacNo ratings yet
- Aluminium HVAC Duct Installation Method StatementDocument9 pagesAluminium HVAC Duct Installation Method Statementtumelo makgabutlaneNo ratings yet
- Method Statement - MS PipingDocument13 pagesMethod Statement - MS PipingAnish KumarNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAzhar AliNo ratings yet
- SECTION 07910 Preformed Joint Seals Rev 0Document16 pagesSECTION 07910 Preformed Joint Seals Rev 0Azhar AliNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument2 pagesInspection & Testing Requirements Scope:: Test and Inspection PerAzhar AliNo ratings yet
- SECTION 13111 Impressed Current CP of Submerged and Buried Metallic Structures Rev 0Document33 pagesSECTION 13111 Impressed Current CP of Submerged and Buried Metallic Structures Rev 0Azhar Ali100% (1)
- SECTION 13100 Lightning Protection Rev 0Document16 pagesSECTION 13100 Lightning Protection Rev 0Azhar AliNo ratings yet
- SECTION 13430 Boxes, Panels and Control Centers Rev 0Document19 pagesSECTION 13430 Boxes, Panels and Control Centers Rev 0Azhar AliNo ratings yet
- SECTION 13420 Instruments Rev 0Document43 pagesSECTION 13420 Instruments Rev 0Azhar AliNo ratings yet
- SECTION 13440 Indicators, Recorders & Controllers Rev 0Document18 pagesSECTION 13440 Indicators, Recorders & Controllers Rev 0Azhar AliNo ratings yet
- SECTION 13850 Detection and Alarm Rev 0Document25 pagesSECTION 13850 Detection and Alarm Rev 0Azhar AliNo ratings yet
- SECTION 02880 Play Field Equipment & Structures Rev 0Document30 pagesSECTION 02880 Play Field Equipment & Structures Rev 0Azhar AliNo ratings yet
- SECTION 13860 Fire Detection and Alarm System Rev 0Document13 pagesSECTION 13860 Fire Detection and Alarm System Rev 0Azhar AliNo ratings yet
- Guidelines For Cleaning of Quenching SystemDocument8 pagesGuidelines For Cleaning of Quenching SystemJOSUÉ EFRAÍN CRUZ PORRASNo ratings yet
- Metals PresentationDocument15 pagesMetals Presentationsujit_sekharNo ratings yet
- Comparação Das Emissões de Gases de Efeito Estufa em Uma Cooperativa de Reciclagem de MateriaisDocument20 pagesComparação Das Emissões de Gases de Efeito Estufa em Uma Cooperativa de Reciclagem de MateriaisJoao Inacio Bezerra da silvaNo ratings yet
- CerartsantoDocument6 pagesCerartsantoLucia Sueli Taguchi100% (1)
- Technical Design Guide For FRP Composite Products and Parts: Techniques & TechnologiesDocument25 pagesTechnical Design Guide For FRP Composite Products and Parts: Techniques & TechnologiesvikasNo ratings yet
- Final Exam - BTE 3620 Sem I 0910Document7 pagesFinal Exam - BTE 3620 Sem I 0910areeb_hussainNo ratings yet
- Harley Davidson MX250 - Owners Manual - 1978Document32 pagesHarley Davidson MX250 - Owners Manual - 1978joeyhd100% (1)
- Wire Race Bearings As Roller Bearings: Light Bearings For InnovationDocument8 pagesWire Race Bearings As Roller Bearings: Light Bearings For Innovationkizzie1No ratings yet
- GPL121000 PDFDocument2 pagesGPL121000 PDFPaul RasmussenNo ratings yet
- Cooling & Sealing Air System DescriptionDocument12 pagesCooling & Sealing Air System DescriptionParmeshwar Nath Tripathi100% (2)
- 5004wc Erthmstr 1700-2500 Ops Pub 04-09Document98 pages5004wc Erthmstr 1700-2500 Ops Pub 04-09api-251294932No ratings yet
- Catalogca1000sheets 1284478623Document5 pagesCatalogca1000sheets 1284478623Tapas JenaNo ratings yet
- SolidwovendatasheetDocument1 pageSolidwovendatasheetjonodo89No ratings yet
- How To Repair A Broken Anchor BoltDocument3 pagesHow To Repair A Broken Anchor BoltfostbarrNo ratings yet
- Kensteel Cable Tray & LadderDocument48 pagesKensteel Cable Tray & LadderlimresNo ratings yet
- Activator 100 T 3 (Fast-Slow) SL NO 2Document7 pagesActivator 100 T 3 (Fast-Slow) SL NO 2Vivek EkboteNo ratings yet
- Chapter 2: Limit State Design of Beams For Flexure: General Data On Concrete and SteelDocument27 pagesChapter 2: Limit State Design of Beams For Flexure: General Data On Concrete and SteelAntenehNo ratings yet
- (Backup) Boreas Catalogue1 PDFDocument92 pages(Backup) Boreas Catalogue1 PDFAmyt SrivastavNo ratings yet
- CH - 3 Cast IronDocument21 pagesCH - 3 Cast IronMechanical BSIET100% (1)
- What Is Waste PollutionDocument1 pageWhat Is Waste Pollutionclassic it zoneNo ratings yet
- Air Quality Control SystemsDocument24 pagesAir Quality Control SystemsSupakint SuteepichatpuntNo ratings yet
- Applied Hydraulic Engineering - Lecture Notes, Study Material and Important Questions, AnswersDocument5 pagesApplied Hydraulic Engineering - Lecture Notes, Study Material and Important Questions, AnswersM.V. TVNo ratings yet
- Road RollersDocument29 pagesRoad RollersThomas Wayne100% (1)
- Manual Aire Acondicionado HaierDocument48 pagesManual Aire Acondicionado Haierjguerrero.067100% (3)
- Exxsol Heptane Product Safety SummaryDocument3 pagesExxsol Heptane Product Safety SummaryhemajsuryaNo ratings yet
- RWO Folder Oily Water SepDocument4 pagesRWO Folder Oily Water SepErwin Paulian SihombingNo ratings yet
- AFE OR: Product BulletinDocument2 pagesAFE OR: Product BulletinyfcozNo ratings yet