Download as pdf or txt
You might also like
- BI1202-I Flex Focus Service ManualDocument135 pagesBI1202-I Flex Focus Service ManualПавел Геннадьевич100% (2)
- Lycoming GPU Reinforcement Propeller Flange by John Thorp From Sport Aviation 1971 04Document2 pagesLycoming GPU Reinforcement Propeller Flange by John Thorp From Sport Aviation 1971 04Charles KussNo ratings yet
- Cameron U Ram BopDocument29 pagesCameron U Ram BopAnaruzzaman SheikhNo ratings yet
- Hammer V20GSDocument59 pagesHammer V20GSDavid CeronNo ratings yet
- ManualDocument4 pagesManualMano Negra100% (1)
- Montagem C7.1 Engine 320D2 L ExcavatorDocument9 pagesMontagem C7.1 Engine 320D2 L ExcavatorRafa SantosNo ratings yet
- Bo016t06 Moonroof Stuck Bo016t06 Moonroof Stuck Bo016t06 Moonroof Stuck Bo016t06 Moonroof StuckDocument10 pagesBo016t06 Moonroof Stuck Bo016t06 Moonroof Stuck Bo016t06 Moonroof Stuck Bo016t06 Moonroof StuckVicenteRocabadoNo ratings yet
- Cylinder Head - Install: Desmontagem e MontagemDocument10 pagesCylinder Head - Install: Desmontagem e MontagemTatiano BrolloNo ratings yet
- KAT-B-1510 SKR Edition4 en 12-10Document0 pagesKAT-B-1510 SKR Edition4 en 12-10Muhammad Ikhsan RahadianNo ratings yet
- 320D2 Excavator XBA00001-UP (MACHINE) POWERED BY C7.1 Engine (M0065912 - 13) - Systems & ComponentsDocument8 pages320D2 Excavator XBA00001-UP (MACHINE) POWERED BY C7.1 Engine (M0065912 - 13) - Systems & ComponentsYudi setiawanNo ratings yet
- Removal Refitting Variable Geometry Turbocharger GARETTDocument6 pagesRemoval Refitting Variable Geometry Turbocharger GARETTiliecNo ratings yet
- Acura TSX Sport Wagon L4-2.4L 2011 Timing Chain: Service and RepairDocument11 pagesAcura TSX Sport Wagon L4-2.4L 2011 Timing Chain: Service and RepairCarlos Gunter Tamayo MoralesNo ratings yet
- Install PistonDocument6 pagesInstall PistonSteven Y.MNo ratings yet
- For Preparation: Fuel Pump RemovalDocument8 pagesFor Preparation: Fuel Pump RemovalZoli BorbelyNo ratings yet
- 27100-C Air PadsDocument16 pages27100-C Air PadsJason MaNo ratings yet
- Inst Manual CeilingFloorDocument16 pagesInst Manual CeilingFloorANDERSON HERRERANo ratings yet
- Service Manual: VCR Mechanism UnitDocument34 pagesService Manual: VCR Mechanism UnitcobrabrNo ratings yet
- 011-Repl of Kiln Shell Under TyreDocument32 pages011-Repl of Kiln Shell Under Tyremkpq100% (4)
- Boletín de Servicio NissanDocument14 pagesBoletín de Servicio NissanJuan Fernando Ortiz MedelNo ratings yet
- 320C Assemble Final DriveDocument15 pages320C Assemble Final DriveLuis ValenzuelaNo ratings yet
- John Deere CT322 Compact Track Loader Service Repair Manual (TM2152)Document17 pagesJohn Deere CT322 Compact Track Loader Service Repair Manual (TM2152)laopaodunNo ratings yet
- Caterpillar Cat 216B3 Skid Steer Loader (Prefix HR2) Service Repair Manual (HR200001 and Up)Document25 pagesCaterpillar Cat 216B3 Skid Steer Loader (Prefix HR2) Service Repair Manual (HR200001 and Up)rpoy9396615No ratings yet
- Technical Info 02 2008b AD Hub ReplacementDocument11 pagesTechnical Info 02 2008b AD Hub ReplacementRafa DiazNo ratings yet
- Part Number RD2105 04-06 Scion Xa 04-06 Scion XB 1.5L 4 CylDocument4 pagesPart Number RD2105 04-06 Scion Xa 04-06 Scion XB 1.5L 4 CylHarshal PatelNo ratings yet
- Hydrogen Compressor Flange Bolts FailureDocument8 pagesHydrogen Compressor Flange Bolts FailurePablo ScottNo ratings yet
- 1ZVN460100-C Operation ManualDocument206 pages1ZVN460100-C Operation Manualmetha.d8070100% (1)
- Clorius Controls 3-Way Control Valves TYPE Soft Seated: Nodular Cast Iron, DN 80 - 300 MM InstructionsDocument29 pagesClorius Controls 3-Way Control Valves TYPE Soft Seated: Nodular Cast Iron, DN 80 - 300 MM InstructionsromanNo ratings yet
- 2016.06.20 GNZYQ Poor Boy Degasser ManualDocument14 pages2016.06.20 GNZYQ Poor Boy Degasser ManualGeorge100% (2)
- Instalação - Motor 3054Document5 pagesInstalação - Motor 3054carlos nogueiraNo ratings yet
- UC-3000 3inch ManualDocument16 pagesUC-3000 3inch ManualwortserNo ratings yet
- 300-5617 Cooler DisassemblyDocument6 pages300-5617 Cooler Disassemblyharikrishnanpd3327No ratings yet
- Pistons and Connecting Rods - DisassembleDocument4 pagesPistons and Connecting Rods - Disassembleeshopmanual limaNo ratings yet
- Installation ManualDocument12 pagesInstallation ManualalrounderNo ratings yet
- Opel Corsa Aircon InstallationDocument18 pagesOpel Corsa Aircon InstallationJohan DiscoBiscuit PrinslooNo ratings yet
- ENP-562 CNG Field Service Bulletin Foam Cap Dome Installation RepairDocument9 pagesENP-562 CNG Field Service Bulletin Foam Cap Dome Installation RepaireparodiesNo ratings yet
- SERVICE ALERT #387 Automatic Drain Wear KitDocument5 pagesSERVICE ALERT #387 Automatic Drain Wear KitvaleryNo ratings yet
- Injector InstalacionDocument6 pagesInjector Instalacionjose luis herreraNo ratings yet
- Pistons and Connecting Rods - AssembleDocument5 pagesPistons and Connecting Rods - Assembleeshopmanual limaNo ratings yet
- Pistao e Biela - c9 - 01Document4 pagesPistao e Biela - c9 - 01Victor NoschangNo ratings yet
- CA-009 Production Evolution and Grounding CheckDocument12 pagesCA-009 Production Evolution and Grounding CheckErico RodrguesNo ratings yet
- Cylinder Blok c4Document7 pagesCylinder Blok c4lilikNo ratings yet
- Sd-Egrd-6.7c-07 (6.7l 07-09' Cummins Egr Delete)Document12 pagesSd-Egrd-6.7c-07 (6.7l 07-09' Cummins Egr Delete)Angel FraustoNo ratings yet
- 26 418Document6 pages26 418ari_prasNo ratings yet
- Recall No. 970Document15 pagesRecall No. 970Johann SGNo ratings yet
- Pistons and Connecting Rods - InstallDocument4 pagesPistons and Connecting Rods - InstallPutra Jawa100% (1)
- Lý thuyết màng thẩm thấu ngược (tiếng Anh)Document111 pagesLý thuyết màng thẩm thấu ngược (tiếng Anh)BajaminhNo ratings yet
- Liquid Turbine Flowmeter User ManualDocument16 pagesLiquid Turbine Flowmeter User ManualJorge RamosNo ratings yet
- Cat 3176c Montagem Da Cabeça.Document7 pagesCat 3176c Montagem Da Cabeça.César PérezNo ratings yet
- F16 AvionDocument26 pagesF16 AvionJuan Carlos AlvaradoNo ratings yet
- Cone CrusherDocument9 pagesCone Crushermahaveen100% (1)
- 04-11 GM Colorado / Canyon 2WD / 4WD 4" Suspension Lift Installation InstructionsDocument10 pages04-11 GM Colorado / Canyon 2WD / 4WD 4" Suspension Lift Installation Instructionstrimoca_234178616No ratings yet
- Cylinder Head - Install: Disassembly and AssemblyDocument8 pagesCylinder Head - Install: Disassembly and Assemblyhocine gherbiNo ratings yet
- Cylinder Head - Install: Disassembly and AssemblyDocument8 pagesCylinder Head - Install: Disassembly and AssemblySaeed KazemiNo ratings yet
- International Distribution Bulletin No: CHALL 13/10 Section 10-0095 Issue: 1 Date: May 2010Document10 pagesInternational Distribution Bulletin No: CHALL 13/10 Section 10-0095 Issue: 1 Date: May 2010Messi EmetievNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- Vibration InstrucationDocument12 pagesVibration Instrucationzain140No ratings yet
- AEI602Document34 pagesAEI602zain140No ratings yet
- Belts Specification Final Serial 1Document21 pagesBelts Specification Final Serial 1zain140No ratings yet
- Ch03 WeldingDocument19 pagesCh03 Weldingzain140No ratings yet
- Rejected BeltsDocument1 pageRejected Beltszain140No ratings yet
- 5002F Series: Features Base ModelDocument6 pages5002F Series: Features Base Modelzain140No ratings yet
- In Situ BalancingDocument30 pagesIn Situ Balancingzain140No ratings yet
- Cassida Fluid GLDocument4 pagesCassida Fluid GLzain140No ratings yet
- Series: Positive Displacement Blowers & Vacuum PumpsDocument12 pagesSeries: Positive Displacement Blowers & Vacuum Pumpszain140No ratings yet
- EL65-2P (999 m3h - 450 Mbar)Document9 pagesEL65-2P (999 m3h - 450 Mbar)zain140No ratings yet
- Kiln Readings 23 06 17Document4 pagesKiln Readings 23 06 17zain140No ratings yet
- Shell CorenaS3 R 46Document6 pagesShell CorenaS3 R 46zain140No ratings yet
- Thatta Cement Company Limited: Daily Compressor Log SheetDocument4 pagesThatta Cement Company Limited: Daily Compressor Log Sheetzain140No ratings yet
- Thatta Cement Company Limited: Daily Vibration / Temperature Report of Main EquipmentDocument4 pagesThatta Cement Company Limited: Daily Vibration / Temperature Report of Main Equipmentzain140No ratings yet
- Compressor Oil Comparison PDFDocument21 pagesCompressor Oil Comparison PDFzain140No ratings yet
- Shut Down Progress Report Raw Mill:: Patch Work On Holes of Classifier Casing Was Carried OutDocument7 pagesShut Down Progress Report Raw Mill:: Patch Work On Holes of Classifier Casing Was Carried Outzain140No ratings yet
- Cement Mills Inspection ReportDocument4 pagesCement Mills Inspection Reportzain140No ratings yet
- Thatta Cement Company LTD Thatta Mechanical Department Daily Activity ReportDocument4 pagesThatta Cement Company LTD Thatta Mechanical Department Daily Activity Reportzain140No ratings yet
- Thatta Cement Company LTD Thatta Mechanical Department Daily Activity ReportDocument2 pagesThatta Cement Company LTD Thatta Mechanical Department Daily Activity Reportzain140No ratings yet
- Mech. Leave Status For Oct. 2016.Document6 pagesMech. Leave Status For Oct. 2016.zain140No ratings yet
- Rotary KilnDocument57 pagesRotary Kilnzain140No ratings yet
- Main Burner Unitherm M.A.S. Alignment: Thatta Cement Company LimitedDocument13 pagesMain Burner Unitherm M.A.S. Alignment: Thatta Cement Company Limitedzain140100% (1)
- MotivationDocument2 pagesMotivationzain140No ratings yet
- Voltage Drop and Sizing of Electrical CableDocument5 pagesVoltage Drop and Sizing of Electrical CableAnonymous 9feJpOwNo ratings yet
- TI Format LEDVANCE - Performance Solar StreetlightDocument7 pagesTI Format LEDVANCE - Performance Solar StreetlightSeno W. CahyadiNo ratings yet
- Sp232een Cpu Link BeltDocument15 pagesSp232een Cpu Link BeltjoseNo ratings yet
- Installation Directions For The Rotary HookDocument5 pagesInstallation Directions For The Rotary HookjoecentroneNo ratings yet
- Pipe For Chassis: M. M. Engg. College Team Moltres ESVC030Document11 pagesPipe For Chassis: M. M. Engg. College Team Moltres ESVC030pankajNo ratings yet
- SchneiderDocument46 pagesSchneiderTareq JildehNo ratings yet
- Data SheetDocument8 pagesData Sheetabolfazl1393No ratings yet
- 4 Current Transformer Requirements: (AP) 6 Application NotesDocument9 pages4 Current Transformer Requirements: (AP) 6 Application Notesraj_ritu_aNo ratings yet
- IRJET V5I4179 With Cover Page v2Document9 pagesIRJET V5I4179 With Cover Page v2yifiyyfyi bhvxhddfiNo ratings yet
- Government of India Ministry of Road Transport Highways (Transport Division)Document4 pagesGovernment of India Ministry of Road Transport Highways (Transport Division)Amol DeshmukhNo ratings yet
- Cyloid vs. Harmonic EfficiencyDocument6 pagesCyloid vs. Harmonic EfficiencyRavi KumarNo ratings yet
- Datasheet Painel Solar 360W KuMax CS3U PDocument2 pagesDatasheet Painel Solar 360W KuMax CS3U PDenis SilvaNo ratings yet
- LPP-30-W4-DS-202-R Rev.4 Instrument Air Dryer Package Unit Data SheetDocument4 pagesLPP-30-W4-DS-202-R Rev.4 Instrument Air Dryer Package Unit Data SheetNyssaMaurillaNo ratings yet
- Mock Defense Parcon 1Document19 pagesMock Defense Parcon 1Nash Gemar Braga EvangelistaNo ratings yet
- Smart Energy MeterDocument19 pagesSmart Energy MeterKarthik SD100% (2)
- Laptop Hard Drive Circuit Board RepairDocument33 pagesLaptop Hard Drive Circuit Board Repairz4rm4r80% (20)
- TL Sf1005d&Tl Sf1008d DatasheetDocument4 pagesTL Sf1005d&Tl Sf1008d DatasheetMarko PoloNo ratings yet
- Benteq Top DriveDocument6 pagesBenteq Top DriveWaleed Barakat MariaNo ratings yet
- Foxtam PFRDocument1 pageFoxtam PFRindikuma100% (1)
- Manual de PartesTransmisiones AllisonDocument652 pagesManual de PartesTransmisiones AllisonFreddy Guallichico100% (22)
- HD6433522 Dsa0087746 PDFDocument455 pagesHD6433522 Dsa0087746 PDFCarlos ChiaraNo ratings yet
- Panel Schedule (UDH)Document43 pagesPanel Schedule (UDH)Asif SajwaniNo ratings yet
- Asus Rog Gu502du Rev2.1Document104 pagesAsus Rog Gu502du Rev2.1Павел В. (Bis Nival - IrBis Snow)No ratings yet
- Sewage: Vag Hade Flap ValveDocument4 pagesSewage: Vag Hade Flap ValveAhmedRamadanNo ratings yet
- SL25 Atlas Scissor Lift ManualDocument34 pagesSL25 Atlas Scissor Lift ManualBảo Toàn LêNo ratings yet
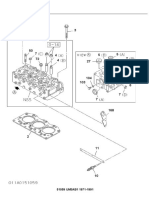
- Um3ab1 Cylinder HeadDocument2 pagesUm3ab1 Cylinder HeadBurik8100% (1)
- Original 47.32 47.32 2.21 7.89 18.93 0.00 0.00 22.87 1.26 3.94 7.89 0.47 5.21 1.42 2.05 22.08 0.47 0.00 2.84 0.00 Have Seal Kit, Dont Sell SingleDocument4 pagesOriginal 47.32 47.32 2.21 7.89 18.93 0.00 0.00 22.87 1.26 3.94 7.89 0.47 5.21 1.42 2.05 22.08 0.47 0.00 2.84 0.00 Have Seal Kit, Dont Sell SingleAdithya RangkutiNo ratings yet
- 11100409579876Document74 pages11100409579876marciobarppNo ratings yet