Download as docx, pdf, or txt
You might also like
- Method Statment For Fiber Optic Testing & TerminationDocument7 pagesMethod Statment For Fiber Optic Testing & TerminationAnis Badshah86% (7)
- Problems Fluidmechanics300507Document35 pagesProblems Fluidmechanics300507Noh Ellie60% (5)
- Analog To Digital Conversion Lab SolutionDocument11 pagesAnalog To Digital Conversion Lab SolutionSafia SohailNo ratings yet
- Installation & Maintenance FOCDocument184 pagesInstallation & Maintenance FOCMahaletchemy BaluNo ratings yet
- 13 5Document5 pages13 5jaiganeshv1991No ratings yet
- 1.SRT Instruction Manual201108Document54 pages1.SRT Instruction Manual201108Daniel Milosevski100% (1)
- Spliceing FiberDocument3 pagesSpliceing FiberjavedpakNo ratings yet
- What Is Fusion Splicing?: Mechanical Splice Products HereDocument9 pagesWhat Is Fusion Splicing?: Mechanical Splice Products HerekumarsachinguptaNo ratings yet
- Fiber Optic Splicing GuideDocument5 pagesFiber Optic Splicing GuideCucu Tok Sagor100% (1)
- Splicing Optical Fiber CableDocument25 pagesSplicing Optical Fiber Cableafareenkhan100% (1)
- PAMDocument11 pagesPAMMarco Alejandro Teran AguilarNo ratings yet
- Fibertronics - Fusion Splicing Training ManualDocument21 pagesFibertronics - Fusion Splicing Training ManualVENKATESH KAMATHNo ratings yet
- Fiber Optics: By: Engr. Syed Asad AliDocument20 pagesFiber Optics: By: Engr. Syed Asad Alisyedasad114No ratings yet
- Aerial-Fiber-Cable Laying Procedure PDFDocument49 pagesAerial-Fiber-Cable Laying Procedure PDFTuppiNo ratings yet
- Features: FM Transmitter Module Mkt5BDocument5 pagesFeatures: FM Transmitter Module Mkt5BAhmed Sherif CupoNo ratings yet
- GPON Fundamentals 11-06-09 FinalDocument270 pagesGPON Fundamentals 11-06-09 FinalcedepcNo ratings yet
- Optical Fiber Communications - Unit 1 - ASRaoDocument28 pagesOptical Fiber Communications - Unit 1 - ASRaoAllanki Sanyasi RaoNo ratings yet
- AFL Aerial Fiber Optic CableDocument56 pagesAFL Aerial Fiber Optic CableAshok KumarNo ratings yet
- Vermeer Falcon f2Document2 pagesVermeer Falcon f2Movison AustinNo ratings yet
- Assignment 1 ECE-354 Communication System II: S o o S o oDocument1 pageAssignment 1 ECE-354 Communication System II: S o o S o oBharadwaj KotamarthiNo ratings yet
- Experiment No 14Document2 pagesExperiment No 14JUNAIDAHMAD603No ratings yet
- 11-Fiber Optics2Document10 pages11-Fiber Optics2Jesther LiwagNo ratings yet
- A Report On Band Bass Filter (BPF) 2 - 221104 - 192612Document13 pagesA Report On Band Bass Filter (BPF) 2 - 221104 - 192612md7mdNo ratings yet
- Multivibrator Manual PDFDocument73 pagesMultivibrator Manual PDFAvijitRoyNo ratings yet
- DSP-ICT3105 - Lec01Document19 pagesDSP-ICT3105 - Lec01Jaber Al NahianNo ratings yet
- Ofclii 3Document6 pagesOfclii 3محمد الساعديNo ratings yet
- Internship Report On City Link Builders MitruDocument8 pagesInternship Report On City Link Builders MitruSahibzada Ahmed MubashirNo ratings yet
- T18B Optical Fibre Hardware Connectors, Couplers and SplicesDocument2 pagesT18B Optical Fibre Hardware Connectors, Couplers and SpliceslvsaruNo ratings yet
- Single Fiber Fusion Splicing: Application NoteDocument8 pagesSingle Fiber Fusion Splicing: Application NoteShaik EsubNo ratings yet
- Chapter 9Document6 pagesChapter 9Nandhini PNo ratings yet
- Fusion Splicing PDFDocument3 pagesFusion Splicing PDFsksfirst100% (1)
- OFC PPT - 3 ASRaoDocument71 pagesOFC PPT - 3 ASRaoAllanki Sanyasi RaoNo ratings yet
- Splicing in Optical Fibre CommunicationDocument9 pagesSplicing in Optical Fibre CommunicationchocolateNo ratings yet
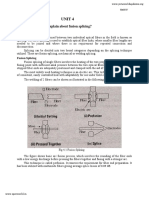
- Unit 4: 1. What Is Splicing? Explain About Fusion Splicing? AnsDocument16 pagesUnit 4: 1. What Is Splicing? Explain About Fusion Splicing? AnsGaurav MehraNo ratings yet
- Fusion SplicingDocument23 pagesFusion SplicingRoni SharmaNo ratings yet
- Light Wave CommunicationDocument105 pagesLight Wave CommunicationVargheseMartinNo ratings yet
- Fibre Fusion Splicing England ScotlandDocument4 pagesFibre Fusion Splicing England ScotlandAmir SalahNo ratings yet
- Fiber Joints & Joint LossesDocument29 pagesFiber Joints & Joint Lossesrashiborgohain100% (1)
- Fiber Optic SplicingDocument4 pagesFiber Optic SplicingJahanzeb Ali KhanNo ratings yet
- Optical Communications U4Document16 pagesOptical Communications U4anmolNo ratings yet
- 1 MergedDocument13 pages1 MergedkhjhjhNo ratings yet
- Study Fusion Splicing MachineDocument19 pagesStudy Fusion Splicing MachineLalita GargNo ratings yet
- Presentation Fiber Splicing-TestingDocument88 pagesPresentation Fiber Splicing-TestingphilNo ratings yet
- Unit IiDocument61 pagesUnit Iiwohomen914No ratings yet
- Method Statment For Fiber Optic Testing TerminationDocument6 pagesMethod Statment For Fiber Optic Testing TerminationBento BoxNo ratings yet
- UNIT.5.Fiber Couplers and ConnectorsDocument52 pagesUNIT.5.Fiber Couplers and ConnectorsNandan GowdaNo ratings yet
- Optical Fibre CommunicationDocument35 pagesOptical Fibre CommunicationSreejith Rajeev R100% (1)
- Manzano, Jan Christopher N - CableActivity - Net101Document2 pagesManzano, Jan Christopher N - CableActivity - Net101jaspher.manzano0721No ratings yet
- ch5 SolutionDocument11 pagesch5 Solutionfatimah.albadiri.ms9No ratings yet
- Optical Fiber Connections Joints and CouplersDocument25 pagesOptical Fiber Connections Joints and Couplerscarthik19100% (1)
- Optical FiberDocument47 pagesOptical FiberAbhijith S.SNo ratings yet
- CH-5 Optical Connectors PDFDocument31 pagesCH-5 Optical Connectors PDFNaser MahmudNo ratings yet
- Optical Fibre Fusion Splicing: Factors That Are Possible Affecting The Signal QualityDocument10 pagesOptical Fibre Fusion Splicing: Factors That Are Possible Affecting The Signal QualityFrancis WapsNo ratings yet
- Coc2 Lo1Document44 pagesCoc2 Lo1api-556424124No ratings yet
- Unit-3 English Word File 11th ClassDocument33 pagesUnit-3 English Word File 11th ClassrajindertelecomnsqfNo ratings yet
- Optical Fiber CommunicationsDocument63 pagesOptical Fiber CommunicationssamdearNo ratings yet
- Field Test Procedure For Optical Fibre LinkDocument11 pagesField Test Procedure For Optical Fibre LinkCedric NibaNo ratings yet
- Splicer SDocument18 pagesSplicer SJRonald85No ratings yet
- Cleaning MethodsDocument7 pagesCleaning MethodsJose Paulino Soria OliverosNo ratings yet
- Op Com SeminarDocument16 pagesOp Com Seminarmuskan sNo ratings yet
- Optical Fiber Connections Joints and CouplersDocument25 pagesOptical Fiber Connections Joints and CouplersQaisar NadeemNo ratings yet
- AW10724 REV 3 Fibre Cabling AdviceDocument24 pagesAW10724 REV 3 Fibre Cabling Advicecarlosf_6No ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- Optical Source - Laser: (Absorption)Document4 pagesOptical Source - Laser: (Absorption)Safia SohailNo ratings yet
- Appliance Specific Load Management SystemDocument11 pagesAppliance Specific Load Management SystemSafia SohailNo ratings yet
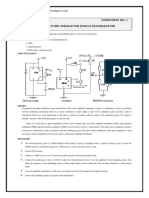
- Experiment No: 01 Voltage Controlled OscillatorDocument7 pagesExperiment No: 01 Voltage Controlled OscillatorSafia SohailNo ratings yet
- CBSE XII Chemistry Project Study The Diffusion of Solids in LiquidsDocument10 pagesCBSE XII Chemistry Project Study The Diffusion of Solids in LiquidsVibhu Vishnu YashaNo ratings yet
- ChemicalDocument2 pagesChemicaldalton2004No ratings yet
- 21CrMoV5 7Document2 pages21CrMoV5 7zamporpsNo ratings yet
- Ebook Chemical Principles 7Th Edition Zumdahl Test Bank Full Chapter PDFDocument44 pagesEbook Chemical Principles 7Th Edition Zumdahl Test Bank Full Chapter PDFJaniceMarqueznxed100% (14)
- Bty187 FINAL DRAFT - Compressed PDFDocument23 pagesBty187 FINAL DRAFT - Compressed PDFGarima AnandNo ratings yet
- Topic 1Document53 pagesTopic 1dixn__No ratings yet
- MSDS Ben Nye Spirit GumDocument2 pagesMSDS Ben Nye Spirit GumZsuzsanna Kurucz0% (1)
- Consumer Behaviour of The Detergent Powder in KanpurDocument65 pagesConsumer Behaviour of The Detergent Powder in Kanpursantosh kumar mauryaNo ratings yet
- H-85325-5, TraSys 420Document2 pagesH-85325-5, TraSys 420zouhy0442No ratings yet
- Hs diagramHDstaaendeDocument5 pagesHs diagramHDstaaendevjakovljevicNo ratings yet
- Resources Bearing Bearing Isolator FamilyDocument4 pagesResources Bearing Bearing Isolator FamilySuresh Kumar MittapalliNo ratings yet
- Phase Envelope Plotting: EzthermoDocument9 pagesPhase Envelope Plotting: EzthermoSaeed AbdNo ratings yet
- Weathering & SoilsDocument70 pagesWeathering & SoilsEkala XuhalxNo ratings yet
- Codes & Standards For Natural GasDocument13 pagesCodes & Standards For Natural Gasharikrishnanpd3327No ratings yet
- 7 Magnetic Forces Materials InductanceDocument34 pages7 Magnetic Forces Materials InductanceVienNgocQuang100% (1)
- Activated Carbon FilterDocument12 pagesActivated Carbon Filterthirumalai100% (1)
- Simulation of Cathodic Protection System Using Matlab: March 2013Document14 pagesSimulation of Cathodic Protection System Using Matlab: March 2013adnantanNo ratings yet
- The Structural Design of Petronas Twin TowerDocument18 pagesThe Structural Design of Petronas Twin Toweramirriyyah75% (4)
- Quiz 1B With Title UlitDocument12 pagesQuiz 1B With Title UlitRnm ZltaNo ratings yet
- Gravimetric AnalysisDocument7 pagesGravimetric AnalysisKemani CampbellNo ratings yet
- Filters-Regulators and LubricatorsDocument16 pagesFilters-Regulators and LubricatorsEliasNo ratings yet
- Linear InterpolationDocument6 pagesLinear Interpolationstephen jamesNo ratings yet
- 577-Article Text-1026-1-10-20190104Document9 pages577-Article Text-1026-1-10-20190104dewan niarNo ratings yet
- Experiment Number06Document5 pagesExperiment Number06Towfiq Hossain TaskuNo ratings yet
- Bonding To Enamel and DentinDocument35 pagesBonding To Enamel and Dentinarh1361No ratings yet
- Osmosis in Potato StripsDocument2 pagesOsmosis in Potato StripsBritneyNo ratings yet
- Tks 324 Cyclone and Hydrocylone-07Document29 pagesTks 324 Cyclone and Hydrocylone-07Arosyidin Ayef0% (1)
- Prelim Exam in Forensic Chemistry: Our Lady of Mercy College College of Criminology Borongan City, Eastern SamarDocument6 pagesPrelim Exam in Forensic Chemistry: Our Lady of Mercy College College of Criminology Borongan City, Eastern SamarRufino NadonzaNo ratings yet