Download as docx, pdf, or txt
You might also like
- Fundamentals of Vehicle Dynamics by Thomas D GillespieDocument99 pagesFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- Resistance and Special WeldingDocument24 pagesResistance and Special WeldingKBSMANITNo ratings yet
- DIY Bench Top Tubing BenderDocument17 pagesDIY Bench Top Tubing BenderMalcolm DiamondNo ratings yet
- Mac Pricelist 0810Document72 pagesMac Pricelist 0810rich475100% (1)
- CH 5Document49 pagesCH 5MuhammadMansoorGoharNo ratings yet
- Experiment No 02: AIM To Study Resistance Welding & Its SetupDocument6 pagesExperiment No 02: AIM To Study Resistance Welding & Its Setuprahul9981759900No ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- Chapter 3-Electric WeldingDocument32 pagesChapter 3-Electric WeldingAMAR CHAND MEENANo ratings yet
- UeetDocument21 pagesUeetIts FickNo ratings yet
- Electric Welding: Some of The Advantages of Welding AreDocument11 pagesElectric Welding: Some of The Advantages of Welding ArePriyadarshi MNo ratings yet
- Electric WeldingDocument19 pagesElectric WeldingRaghupatruni SowmyaNo ratings yet
- 6 Electric WeldingDocument19 pages6 Electric WeldingSujan MajiNo ratings yet
- Resistance Welding Qs and AsDocument7 pagesResistance Welding Qs and AssoliddreamsNo ratings yet
- Electric WeldingDocument56 pagesElectric WeldingKilaru Sai KiranNo ratings yet
- MT - 2Document15 pagesMT - 2Arnav PandeyNo ratings yet
- Electric WeldingDocument19 pagesElectric WeldingAnonymous e3XZzQNo ratings yet
- Welding Technology Unit 6008Document10 pagesWelding Technology Unit 6008loganathanNo ratings yet
- Electric Resistance WeldingDocument30 pagesElectric Resistance WeldingSenthil KumarNo ratings yet
- "Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityDocument10 pages"Spot Welding": Mindanao University of Science and Technology C.M. Recto Avenue, Lapasan, Cagayan de Oro CityAcerz VillagraciaNo ratings yet
- Resistance WeldingDocument18 pagesResistance WeldingAnand JainNo ratings yet
- WWS Group An Introduction To Manual Metal Arc Stick WeldingDocument11 pagesWWS Group An Introduction To Manual Metal Arc Stick WeldingnamkvalNo ratings yet
- Electro Mechanical PartDocument18 pagesElectro Mechanical Partmahendra161024No ratings yet
- Resistance and Special Welding.0001Document100 pagesResistance and Special Welding.0001KKNo ratings yet
- Spot Welding BasicDocument6 pagesSpot Welding BasicPaulNo ratings yet
- Resistance WeldingDocument13 pagesResistance WeldingAashishSethiNo ratings yet
- Unit 4 Lesson 4Document7 pagesUnit 4 Lesson 4mahmoud yarahmadiNo ratings yet
- Resistance WeldingDocument21 pagesResistance WeldingAyush KumarNo ratings yet
- Notes-22 7Document20 pagesNotes-22 7Dan JonNo ratings yet
- Continental Institute of Engineering & Technology: Welding ShopDocument8 pagesContinental Institute of Engineering & Technology: Welding ShopAjay RanaNo ratings yet
- 3-2 Spot WeldingDocument29 pages3-2 Spot WeldingNaram AppannaNo ratings yet
- Arc Welding SessionalDocument13 pagesArc Welding Sessionalnehar shubheschaNo ratings yet
- PPAC Module - III Welding-1Document14 pagesPPAC Module - III Welding-1Albin DonyNo ratings yet
- Amta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesDocument132 pagesAmta5 6 Applying Shielded Metal Arc Welding Smaw TechniquesSaurav Kumaar GuptaNo ratings yet
- Lab Session 04 - Arc WeldingDocument6 pagesLab Session 04 - Arc WeldingZaid BaigNo ratings yet
- Arc Welding Refers To A Group Of: SolderingDocument12 pagesArc Welding Refers To A Group Of: SolderingBhushan VermaNo ratings yet
- Ultrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryDocument6 pagesUltrasonic Non-Destructive Evaluation For Spot Welding in The Automotive IndustryCarlos MusellaNo ratings yet
- Fundamentals of Electric Resistance WeldingDocument40 pagesFundamentals of Electric Resistance WeldingRajkumar ArumugamNo ratings yet
- Welding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Document14 pagesWelding: Training Partner-Chameli Devi Group of Institutions, Indore QP Name-Welding Technician Lavel-4Bouzaida MaherNo ratings yet
- Electric Welding ProcessesDocument19 pagesElectric Welding ProcessesUnzillahNo ratings yet
- Welding Processes & Welding Defects: Welding Metallurgy Kanchan KumarDocument74 pagesWelding Processes & Welding Defects: Welding Metallurgy Kanchan KumarsubhaNo ratings yet
- Submerge Arc WeldingDocument7 pagesSubmerge Arc WeldingUsman Saeed KianiNo ratings yet
- Smaw and Tig WeldingDocument46 pagesSmaw and Tig WeldingRajesh Kumar Ravi100% (1)
- Resistance Welding ProcessesDocument63 pagesResistance Welding ProcessesJay DaveNo ratings yet
- Seam Welding MachineDocument63 pagesSeam Welding MachinemboomiNo ratings yet
- Arc WeldingDocument73 pagesArc WeldingAzaad MaverickNo ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- Spot Welding Process LabDocument4 pagesSpot Welding Process Labjunaid gujratiNo ratings yet
- Resis Weld 28 May 09Document22 pagesResis Weld 28 May 09skumarNo ratings yet
- Spot & TIG WeldingDocument17 pagesSpot & TIG WeldingMostafizur Rahman SobujNo ratings yet
- WELDINGDocument94 pagesWELDINGharshaNo ratings yet
- Lec 7Document28 pagesLec 7Omar AssalNo ratings yet
- Expt 5 Welding ShopDocument6 pagesExpt 5 Welding Shopvivoyseries21No ratings yet
- Arc Welding in DetailDocument34 pagesArc Welding in DetailSohen PatelNo ratings yet
- Welding Technology: Department of Mechanical Engineering National Institute of Technology RaipurDocument66 pagesWelding Technology: Department of Mechanical Engineering National Institute of Technology RaipuryashNo ratings yet
- Submerged Arc WeldingDocument11 pagesSubmerged Arc Weldingmiteshpatel191No ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- Literature Survey: Weldability of MaterialsDocument15 pagesLiterature Survey: Weldability of MaterialsEng-Mohammed Abu NuktaNo ratings yet
- 2 WeldingDocument24 pages2 WeldingpriyanshuvraoNo ratings yet
- An Essential Guide to Electronic Material Surfaces and InterfacesFrom EverandAn Essential Guide to Electronic Material Surfaces and InterfacesNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Unit-4 Unconventional Manufacturing ProcessDocument18 pagesUnit-4 Unconventional Manufacturing Processbrijkishor201767% (3)
- Din 931 PDFDocument2 pagesDin 931 PDFsorinenngNo ratings yet
- Dice Vault - PARAGONDocument5 pagesDice Vault - PARAGONWolfcreed87No ratings yet
- Catalogue Black&Decker - 2014Document102 pagesCatalogue Black&Decker - 2014ZorbanfrNo ratings yet
- CIG WELD Deposition Rate PDFDocument7 pagesCIG WELD Deposition Rate PDFgitaNo ratings yet
- C. AnvilDocument8 pagesC. AnvilJade Carlo AntonioNo ratings yet
- Specification Sheet For RCD Drill BitDocument6 pagesSpecification Sheet For RCD Drill Bitmevice63No ratings yet
- VSM Metal Brochure ENDocument12 pagesVSM Metal Brochure ENforough sardarzadehNo ratings yet
- Automotive Transmission-ShaftDocument7 pagesAutomotive Transmission-Shaftfileuse.fNo ratings yet
- Pescador Hidraulico MecanicoDocument1 pagePescador Hidraulico MecanicoElderNo ratings yet
- Machine Tool DrillingDocument17 pagesMachine Tool DrillingomkardashetwarNo ratings yet
- Gap Preparation and AlignmentDocument16 pagesGap Preparation and AlignmentRadoi OlteanuNo ratings yet
- Module Handbook Mechanical - 2Document198 pagesModule Handbook Mechanical - 2Pratik RautNo ratings yet
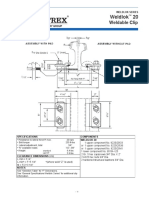
- Weldlok 20Document2 pagesWeldlok 20Nicolas DelpNo ratings yet
- Turning Process PDFDocument41 pagesTurning Process PDFAakunoori Ganesh100% (1)
- BMP Paper With SolutionDocument58 pagesBMP Paper With SolutionAtul GaurNo ratings yet
- Franks Cabot - Q02 - 11 de 17 - FRONT - SUSPENSION PDFDocument5 pagesFranks Cabot - Q02 - 11 de 17 - FRONT - SUSPENSION PDFcarlospais2100% (2)
- Types of ThreadDocument13 pagesTypes of ThreadK.S.MAYILVAGHANANNo ratings yet
- Bolt Action 3Document10 pagesBolt Action 3browar444100% (3)
- MEC Lowrider Rack InstallationDocument2 pagesMEC Lowrider Rack InstallationtruepeersNo ratings yet
- Hot LockDocument36 pagesHot LockcasalasNo ratings yet
- Equivalent Grades of Gray Iron, Ductile Iron, SG Iron, Nodular Graphite IronDocument2 pagesEquivalent Grades of Gray Iron, Ductile Iron, SG Iron, Nodular Graphite IronNagarjun ReddyNo ratings yet
- History: Parts DescriptionDocument9 pagesHistory: Parts DescriptionClaudiu RotariuNo ratings yet
- 07 Rawlbolts Plugs AnchorsDocument1 page07 Rawlbolts Plugs AnchorsLincolnNo ratings yet
- Astm A 563 2014Document9 pagesAstm A 563 2014Marlonnog100% (2)
- Lathe MachineMP IDocument44 pagesLathe MachineMP IMetalAnand ChelliahNo ratings yet
- 07 Rawlbolts Plugs AnchorsDocument1 page07 Rawlbolts Plugs AnchorsLincolnNo ratings yet
- TDC 6 388Document3 pagesTDC 6 388sonnu151No ratings yet