Download as pdf or txt
You might also like
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerFrom EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerRating: 5 out of 5 stars5/5 (1)
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Two Step Spiral Pipe ManufacturingDocument4 pagesTwo Step Spiral Pipe ManufacturingEagle SpiritNo ratings yet
- Penstock TaquesiDocument46 pagesPenstock TaquesidelucchirobertoNo ratings yet
- Complee MedidoresDocument35 pagesComplee MedidoresHarold Jose Medrano MoralesNo ratings yet
- Victaulic CatalogueDocument51 pagesVictaulic Cataloguehtaboada2008No ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Common Etchants PDFDocument2 pagesCommon Etchants PDFAndiniPermanaNo ratings yet
- Greatest Engineering Achievements of The 20th Century PDFDocument7 pagesGreatest Engineering Achievements of The 20th Century PDFArianna IsabelleNo ratings yet
- 634515782532305000Document137 pages634515782532305000Norisk NanungNo ratings yet
- YytrfDocument54 pagesYytrfpratikchothani866No ratings yet
- Aistech Nieuwe Lijn TataDocument4 pagesAistech Nieuwe Lijn Tatayannick.honingsNo ratings yet
- Blakeborough DesuperheatersDocument12 pagesBlakeborough DesuperheatersthiruvilanNo ratings yet
- Arvedi GroupDocument21 pagesArvedi GroupLujeinbiciNo ratings yet
- Transformador Pad Mounted ABBDocument12 pagesTransformador Pad Mounted ABBJuan E Torres MNo ratings yet
- Unicor 2Document52 pagesUnicor 2Lam Ch100% (1)
- Shur JointDocument132 pagesShur JointCleiton Rodrigues100% (1)
- P StockDocument9 pagesP StockJoe Mari CapaNo ratings yet
- Vatech SB6-2YDocument4 pagesVatech SB6-2YAlexander GuzmánNo ratings yet
- Shurjoint Catalog2008Document131 pagesShurjoint Catalog2008pdiagne1No ratings yet
- Marcegaglia Forli Plant en SlideDocument19 pagesMarcegaglia Forli Plant en SlidelucidbaseNo ratings yet
- Steel Manual: Contets: 1-Part OneDocument46 pagesSteel Manual: Contets: 1-Part Onemega87_2000No ratings yet
- Penstock Taquesi PDFDocument46 pagesPenstock Taquesi PDFjorgeomensorNo ratings yet
- Steel Tube and Pipe ManufacturingDocument63 pagesSteel Tube and Pipe ManufacturingBudy Sinaga100% (1)
- CP Range: Redefining Flow ControlDocument8 pagesCP Range: Redefining Flow ControlSmootherNo ratings yet
- HAZ Cast-In ChannelDocument40 pagesHAZ Cast-In Channelaristo_onan2546No ratings yet
- Nipon Steel and SumimotoDocument16 pagesNipon Steel and SumimotoAda TopanNo ratings yet
- Engineering - Component Manufacturing, Testing & Technology TransferDocument11 pagesEngineering - Component Manufacturing, Testing & Technology TransferRajendra PrasadNo ratings yet
- PV Pipe Leaflet (20-10)Document2 pagesPV Pipe Leaflet (20-10)KyNo ratings yet
- Technical Catalogue (Imperial) HSC Casing PDFDocument100 pagesTechnical Catalogue (Imperial) HSC Casing PDFsouthernorNo ratings yet
- Quikcoup Catalogue 2011 6.01Document56 pagesQuikcoup Catalogue 2011 6.01desters1120No ratings yet
- Purohit Pipes Industries CatalougeDocument19 pagesPurohit Pipes Industries Catalougepandey12udayNo ratings yet
- Saw FabrikaDocument54 pagesSaw Fabrikafriendy4u007No ratings yet
- 0751 VICTAULIC in Mechanical PipingDocument17 pages0751 VICTAULIC in Mechanical PipingsyafiqNo ratings yet
- Overview of BHELDocument8 pagesOverview of BHELRahul KashyapNo ratings yet
- Catalogue TPCO PipeDocument14 pagesCatalogue TPCO PipeVeky PamintuNo ratings yet
- Surface Mining PresentationDocument66 pagesSurface Mining PresentationXena Nurraini Anun CakranegaraNo ratings yet
- Model"Dc": Dual Chamber Orifice FittingDocument13 pagesModel"Dc": Dual Chamber Orifice FittingFrankNo ratings yet
- EPD Padana Tubi Black Carbon Steel Tube ENDocument16 pagesEPD Padana Tubi Black Carbon Steel Tube ENBruno MarquesNo ratings yet
- ASCO Miniature Valve Products (AV017R5)Document96 pagesASCO Miniature Valve Products (AV017R5)vasudeva yasasNo ratings yet
- Rainwater Systems: Design and Installation GuideDocument22 pagesRainwater Systems: Design and Installation GuideGELIGNITENo ratings yet
- Volume - 4Document72 pagesVolume - 4Arunkumar AdikesavanNo ratings yet
- Steel Tube and PipeDocument63 pagesSteel Tube and PipeHasan AhmedNo ratings yet
- Al Mulla - DUCT CatalogueDocument20 pagesAl Mulla - DUCT Cataloguemohammed mustafaNo ratings yet
- CH 16Document59 pagesCH 16mustafam1No ratings yet
- Pressure Drop Equivalent Length of Pipes and Fittings - Engineers EdgeDocument2 pagesPressure Drop Equivalent Length of Pipes and Fittings - Engineers EdgeallovidNo ratings yet
- C6MKII - Fluid Friction MeasurementsDocument6 pagesC6MKII - Fluid Friction MeasurementsRaja Doubts0% (1)
- SankarsuganDocument29 pagesSankarsuganRaguldevNo ratings yet
- Power Liquid Filled Single Phase Padmounted Transformers: IndustrialDocument12 pagesPower Liquid Filled Single Phase Padmounted Transformers: IndustrialArturoMoreiraNo ratings yet
- Catalogo VictaulicDocument188 pagesCatalogo VictaulicCarlos JiménezNo ratings yet
- BHEL InternDocument29 pagesBHEL InternRatan SinghNo ratings yet
- Polyethylene Corrugated Duct (PEC) and HDPE Ducts: For Power & TelecommunicationDocument20 pagesPolyethylene Corrugated Duct (PEC) and HDPE Ducts: For Power & TelecommunicationthoufiqNo ratings yet
- RMT VM Catalogue 2010Document36 pagesRMT VM Catalogue 2010Joel GarciaNo ratings yet
- G-103 Cat Gral VictaulicDocument204 pagesG-103 Cat Gral VictaulicAnibal MoralesNo ratings yet
- Kuwait Oil Company (Kusrncu) : Specification NumberDocument9 pagesKuwait Oil Company (Kusrncu) : Specification Numbernpwal100% (1)
- Presentation Hot TappingDocument59 pagesPresentation Hot TappingSagar Naduvinamani83% (6)
- Blakeborough Choke ValveDocument12 pagesBlakeborough Choke ValveWalid Ben HuseinNo ratings yet
- Machines, Tools and Methods of Automobile ManufactureFrom EverandMachines, Tools and Methods of Automobile ManufactureRating: 4 out of 5 stars4/5 (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- FM Approvals Certification MarksDocument3 pagesFM Approvals Certification MarksAndiniPermanaNo ratings yet
- Hari Tanggal N K 19000 0 589000 1 11400 939000 2 26600 3 41800 5 79800 Income (/hari) 6 95000 7 117800 Save (/hari) 133000Document2 pagesHari Tanggal N K 19000 0 589000 1 11400 939000 2 26600 3 41800 5 79800 Income (/hari) 6 95000 7 117800 Save (/hari) 133000AndiniPermanaNo ratings yet
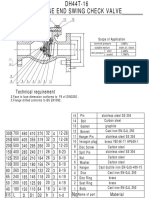
- Flanged End Swing Check Valves DIN3202 F6Document2 pagesFlanged End Swing Check Valves DIN3202 F6AndiniPermanaNo ratings yet
- Abd El Rahman Et - AlDocument11 pagesAbd El Rahman Et - AlAndiniPermanaNo ratings yet
- Tabel Toleransi: UNTUK POROS (Table 5.4, Ref. To NSK) Diameter (MM) TOLERANSI (0.001mm) Over Incl. MIN MAXDocument1 pageTabel Toleransi: UNTUK POROS (Table 5.4, Ref. To NSK) Diameter (MM) TOLERANSI (0.001mm) Over Incl. MIN MAXAndiniPermanaNo ratings yet
- Effect of Pass Schedule On Cross-Sectional Shapes of Circular Seamless Pipes Reshaped Into Square Shapes by Hot Roll Sizing MillDocument6 pagesEffect of Pass Schedule On Cross-Sectional Shapes of Circular Seamless Pipes Reshaped Into Square Shapes by Hot Roll Sizing MillAndiniPermanaNo ratings yet
- Permit To Work PolicyDocument5 pagesPermit To Work PolicyAndiniPermanaNo ratings yet
- CCT Vanadis 60 PDFDocument1 pageCCT Vanadis 60 PDFAndiniPermanaNo ratings yet
- CCT Vanadis 60Document1 pageCCT Vanadis 60AndiniPermanaNo ratings yet
- CCT Vanadis 23Document1 pageCCT Vanadis 23AndiniPermanaNo ratings yet
- Uddeholm C Si MN CR Mo V W Ni Co P S: Vanadis 4Document1 pageUddeholm C Si MN CR Mo V W Ni Co P S: Vanadis 4AndiniPermanaNo ratings yet
- Uddeholm C Si MN CR Mo V W Ni Co P S: Vidar SupremeDocument1 pageUddeholm C Si MN CR Mo V W Ni Co P S: Vidar SupremeAndiniPermanaNo ratings yet
- Uddeholm C Si MN CR Mo V W Ni Co P S: ToughtemDocument1 pageUddeholm C Si MN CR Mo V W Ni Co P S: ToughtemAndiniPermanaNo ratings yet
- CCT Orvar Supreme PDFDocument1 pageCCT Orvar Supreme PDFAndiniPermanaNo ratings yet
- Uddeholm C Si MN CR Mo V W Ni Co P S: Impax SupremeDocument1 pageUddeholm C Si MN CR Mo V W Ni Co P S: Impax SupremeAndiniPermanaNo ratings yet
- Uddeholm C Si MN CR Mo V W Ni Co P S: Orvar SupremeDocument1 pageUddeholm C Si MN CR Mo V W Ni Co P S: Orvar SupremeAndiniPermanaNo ratings yet
- Uddeholm C Si MN CR Mo V W Ni Co P S: ElmaxDocument1 pageUddeholm C Si MN CR Mo V W Ni Co P S: ElmaxAndiniPermanaNo ratings yet
- Uddeholm C Si MN CR Mo V W Ni Co P S: GraneDocument1 pageUddeholm C Si MN CR Mo V W Ni Co P S: GraneAndiniPermanaNo ratings yet
- Uddeholm C Si MN CR Mo V W Ni Co P S: DievarDocument1 pageUddeholm C Si MN CR Mo V W Ni Co P S: DievarAndiniPermanaNo ratings yet
- Uddeholm C Si MN CR Mo V W Ni Co P S: CompaxDocument1 pageUddeholm C Si MN CR Mo V W Ni Co P S: CompaxAndiniPermanaNo ratings yet
- CCT Chipper VikingDocument1 pageCCT Chipper VikingAndiniPermanaNo ratings yet
- Theory of HovercraftDocument10 pagesTheory of Hovercraftसुमित शर्माNo ratings yet
- Koemmerling Brochure 8 PagesDocument8 pagesKoemmerling Brochure 8 Pagesnasareyan1No ratings yet
- Siemens Monticello ComplaintDocument205 pagesSiemens Monticello Complaintthe kingfishNo ratings yet
- Advanced Atomic StructureDocument6 pagesAdvanced Atomic Structurek_chilukuriNo ratings yet
- Bpsu Header FooterDocument20 pagesBpsu Header FooterWilson Domingo Lazarte0% (1)
- 2005 Mendoza Pranic FacialDocument4 pages2005 Mendoza Pranic FacialRaghu100% (1)
- Asphalt Pump 5 26Document2 pagesAsphalt Pump 5 26pietrofracassiNo ratings yet
- Tidal PowerDocument12 pagesTidal PowerOpenTalkNo ratings yet
- QW 5110Document9 pagesQW 5110AminNo ratings yet
- Fundamentals of SpectrophotometryDocument56 pagesFundamentals of SpectrophotometryNORMA PATRICIA SANCHEZ LONDOÑO100% (1)
- 2 - MPR-3 4 Series Register TableDocument14 pages2 - MPR-3 4 Series Register TableHabineza RemyNo ratings yet
- F3 Chem Et3 QNDocument7 pagesF3 Chem Et3 QNBenjamin mwanikiNo ratings yet
- 9701 Chemistry Data Booklet 2016 (Revised)Document23 pages9701 Chemistry Data Booklet 2016 (Revised)historic.dude3.14No ratings yet
- 38-Hydraulic Design of Reservoir Outlet WorksDocument201 pages38-Hydraulic Design of Reservoir Outlet WorksAbdi RahimianNo ratings yet
- Dairy Land OVPDocument2 pagesDairy Land OVPkisan singhNo ratings yet
- Transportation Portfolio by Sapa Building System - ENDocument26 pagesTransportation Portfolio by Sapa Building System - ENSapa Building SystemNo ratings yet
- Info Iec61215-1 (ed2.0.RLV) enDocument26 pagesInfo Iec61215-1 (ed2.0.RLV) entarunrana7737No ratings yet
- Cooperative A UsDocument6 pagesCooperative A UscjethmalaniNo ratings yet
- Assignment On Bata India LTD: Presented by A.Ch - Kalyani (M.B.A)Document20 pagesAssignment On Bata India LTD: Presented by A.Ch - Kalyani (M.B.A)sanafatemaNo ratings yet
- 083 Moan Dynamic Analysis Wind TurbineDocument24 pages083 Moan Dynamic Analysis Wind TurbineAnonymous AbGkmW9No ratings yet
- Manual PSAT PDFDocument260 pagesManual PSAT PDFCan Mert KalaycıNo ratings yet
- Step by Step Procedure in Considering Lighting LayoutDocument9 pagesStep by Step Procedure in Considering Lighting Layoutestoy estoyNo ratings yet
- Multi-Parametric Instrument: Installation ManualDocument38 pagesMulti-Parametric Instrument: Installation ManualPaula SilvaNo ratings yet
- NSICDocument2 pagesNSICStar ExhibitionsNo ratings yet
- AP Chem 2 WorksheetDocument9 pagesAP Chem 2 WorksheetJane IvanovaNo ratings yet
- Report-Biogas and Syngas UpgradingDocument97 pagesReport-Biogas and Syngas UpgradingKhong Yu NengNo ratings yet
- Injection Cream: Technical Information Sheet Article No. 0709Document2 pagesInjection Cream: Technical Information Sheet Article No. 0709wassimmahfouzNo ratings yet
- ChaptergtolDocument168 pagesChaptergtolIra Jane LosañezNo ratings yet
- Charger and SwapingDocument40 pagesCharger and SwapingvelukpNo ratings yet