Download as pdf or txt
You might also like
- Izrada Rostilja 40X28X10Document8 pagesIzrada Rostilja 40X28X10as0% (1)
- Ispitni Katalog Za Kontrolne Ispite - ElektroinstalaterDocument10 pagesIspitni Katalog Za Kontrolne Ispite - Elektroinstalaterdk_madNo ratings yet
- WPS 15609 1Document3 pagesWPS 15609 1Krle91No ratings yet
- Seminarski RadDocument14 pagesSeminarski RadjosipNo ratings yet
- Potrebno Teoretsko Znanje Za Zavarivače Prema en Iso 9606-5Document2 pagesPotrebno Teoretsko Znanje Za Zavarivače Prema en Iso 9606-5Domagoj IvekovicNo ratings yet
- WPS PrimjerDocument2 pagesWPS PrimjerAdmir TalicNo ratings yet
- EN ISO 3834-3 - AmarDocument23 pagesEN ISO 3834-3 - AmarAmmar ČabaravdićNo ratings yet
- Specifikacija Postupka Zavarivanja 04/2013-2Document1 pageSpecifikacija Postupka Zavarivanja 04/2013-2Marko MillaNo ratings yet
- Osiguravanje Kvalitete WPSDocument39 pagesOsiguravanje Kvalitete WPSmartinuskaNo ratings yet
- Toplotni Aparati I UredjajiDocument13 pagesToplotni Aparati I UredjajiarminburgicNo ratings yet
- 02 09 2008 Poziv NormeDocument2 pages02 09 2008 Poziv NormeLauren GarciaNo ratings yet
- Kontrolni Proračun Posude PritisakDocument5 pagesKontrolni Proračun Posude PritisakMašinac InženjerNo ratings yet
- Standard Kod ZavarivanjaDocument6 pagesStandard Kod ZavarivanjaToni PoleNo ratings yet
- 1090Document110 pages1090Petar PavićNo ratings yet
- Aldin Đananović Seminarski RadDocument3 pagesAldin Đananović Seminarski RadAldin Almedina ĐananovićNo ratings yet
- Iec 60079-5Document21 pagesIec 60079-5Edin MujanovićNo ratings yet
- Organizacija OdrzavanjaDocument37 pagesOrganizacija OdrzavanjasamosamojaNo ratings yet
- Elektro - PRORACUNIDocument52 pagesElektro - PRORACUNIDjula FeldeshiNo ratings yet
- Projektiranje TehnologijaDocument7 pagesProjektiranje TehnologijaDenis Drljepan-MihociNo ratings yet
- En 287-1 PojednostavljenoDocument1 pageEn 287-1 PojednostavljenoBranko Ferenčak100% (1)
- Skript Druga ParDocument8 pagesSkript Druga ParRamiz TurićNo ratings yet
- Projektiranje Tehnologija - Zavarivanje - PitanjaDocument3 pagesProjektiranje Tehnologija - Zavarivanje - PitanjaRlyIdkNo ratings yet
- Projek TehnologijDocument3 pagesProjek TehnologijRlyIdkNo ratings yet
- Montaža Proizvoda-Dio ZavarivanjeDocument19 pagesMontaža Proizvoda-Dio ZavarivanjeGogo P100% (1)
- Seminar Praksa PODLOGA PDFDocument12 pagesSeminar Praksa PODLOGA PDFMarijan PavkićNo ratings yet
- 36 Valnea 2xDocument18 pages36 Valnea 2xЈовичић НиколаNo ratings yet
- Aldin PezićDocument40 pagesAldin PezićElma Smajic100% (1)
- Projektni Zadatak Zavarivanje GasovodaDocument30 pagesProjektni Zadatak Zavarivanje GasovodaEsmir ĐozoNo ratings yet
- Predavanja 1Document76 pagesPredavanja 1prevrtljivacNo ratings yet
- Izrada Projekta Iskaz MaterijalaDocument43 pagesIzrada Projekta Iskaz MaterijalaEdin LissicaNo ratings yet
- 18.02.2013. P4 MeđunarodniDocument6 pages18.02.2013. P4 MeđunarodniKarlo ČorhodžićNo ratings yet
- KFK PrezentacijaDocument31 pagesKFK PrezentacijaZvonimir Maravilla ĐikićNo ratings yet
- Planiranje I Priprema Proizvodnje1Document9 pagesPlaniranje I Priprema Proizvodnje1karolinamujicNo ratings yet
- Namjestaj GradacacDocument8 pagesNamjestaj Gradacacelvedin_besicNo ratings yet
- Konstrukcije I Proračuni 2014Document43 pagesKonstrukcije I Proračuni 2014Nikola MilovanovićNo ratings yet
- Iec 60079-17Document40 pagesIec 60079-17Edin MujanovićNo ratings yet
- 1 Elektro UnutrasnjeDocument75 pages1 Elektro Unutrasnjesamir.menzil.eckNo ratings yet
- Strojarske InstalacijeDocument62 pagesStrojarske InstalacijeMateja VelimirNo ratings yet
- GPZ-P 507 (2007) Održavanje Sustava Katodne ZaštiteDocument7 pagesGPZ-P 507 (2007) Održavanje Sustava Katodne ZaštiteRinnoNo ratings yet
- Troskovnik Vodovodnog MaterijalaDocument7 pagesTroskovnik Vodovodnog MaterijalaMihailo RudicNo ratings yet
- Strojarsko NazivljeDocument54 pagesStrojarsko NazivljeKarate Savez Osječko-baranjske ŽupanijeNo ratings yet
- Specifikacija Postupka Zavarivanja PrimjerDocument2 pagesSpecifikacija Postupka Zavarivanja PrimjerMislav ĆužeNo ratings yet
- Određivanje Broja ProlazaDocument8 pagesOdređivanje Broja ProlazaAnnie Todd100% (1)
- SANDRA VUCIC Dipl - Ing Stroj. Rekonstrukcija Postrojenja LDPE DINA OmišaljDocument43 pagesSANDRA VUCIC Dipl - Ing Stroj. Rekonstrukcija Postrojenja LDPE DINA OmišaljTomislav SedlarNo ratings yet
- Sendizimir CinkDocument8 pagesSendizimir CinkSrdjanftn91No ratings yet
- Vargoterm CijeviDocument24 pagesVargoterm CijevidarejxNo ratings yet
- Iec 60079-7Document82 pagesIec 60079-7Edin MujanovićNo ratings yet
- Callefi Odzračni LončićiDocument2 pagesCallefi Odzračni Lončićic131508No ratings yet
- Franke Slavina BAT 471 1 NiskotlacnaDocument8 pagesFranke Slavina BAT 471 1 Niskotlacnac131508No ratings yet
- Gripit Tiple Za Gipsane PločeDocument2 pagesGripit Tiple Za Gipsane Pločec131508No ratings yet
- Energetska Ucinkovitost RITEH-PBZDocument8 pagesEnergetska Ucinkovitost RITEH-PBZc131508No ratings yet
- Helex PILDocument4 pagesHelex PILc131508No ratings yet
- Montaža Ugradbene PećniceDocument24 pagesMontaža Ugradbene Pećnicec131508No ratings yet
- TG 1 2 2007 Horvatic Kontinuirana Regulacija Tlaka Vode U Cjevovodu Koristenjem Centrifugalne Crpke Napajane Iz Frekvencijskog Pretvaraca PDFDocument3 pagesTG 1 2 2007 Horvatic Kontinuirana Regulacija Tlaka Vode U Cjevovodu Koristenjem Centrifugalne Crpke Napajane Iz Frekvencijskog Pretvaraca PDFc131508No ratings yet
- HoldingDocument2 pagesHoldingc131508No ratings yet
- DZ ZP 201105270947440Document3 pagesDZ ZP 201105270947440denerys2507986No ratings yet
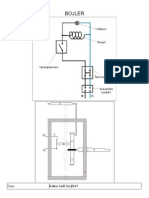
- BOJLERDocument2 pagesBOJLERc131508No ratings yet