Download as pdf or txt
You might also like
- CAEDPDocument2 pagesCAEDPDurgaprasad DhanivireddyNo ratings yet
- Torque Arm Shape OptimizationDocument8 pagesTorque Arm Shape OptimizationJay MalaneyNo ratings yet
- A Project Report On Equity Analysis On Indian IT Sector DasdDocument101 pagesA Project Report On Equity Analysis On Indian IT Sector DasdRamawatar Tawaniya100% (1)
- Simulation Lab ManualDocument60 pagesSimulation Lab Manualvensesfrank100% (1)
- Camd Lab ManualDocument95 pagesCamd Lab ManualK.S.HARIHARANNo ratings yet
- Metalwork: University of Cambridge International Examinations General Certificate of Education Ordinary LevelDocument12 pagesMetalwork: University of Cambridge International Examinations General Certificate of Education Ordinary Levelmstudy123456No ratings yet
- Camd Lab Manual17Document50 pagesCamd Lab Manual17Kavi ArasuNo ratings yet
- Cama Lab1Document63 pagesCama Lab1pachieduNo ratings yet
- Part-B1-Petrol Engine Connecting RodDocument5 pagesPart-B1-Petrol Engine Connecting RodN Dhanunjaya Rao BorraNo ratings yet
- Project 1 PDFDocument70 pagesProject 1 PDFBrian Freeman100% (3)
- ED7111Document117 pagesED7111palaniappan_pandianNo ratings yet
- Design Lab (18MEL77) Updated ManualDocument57 pagesDesign Lab (18MEL77) Updated ManualSagar SagNo ratings yet
- Autocad Lab ManualDocument84 pagesAutocad Lab ManualRaghu RamNo ratings yet
- Ce 8381som Lab ManualDocument31 pagesCe 8381som Lab ManualAERO JPR50% (2)
- PPT4. PlasticityIITKDocument70 pagesPPT4. PlasticityIITKKartik Shankar KumbhareNo ratings yet
- .NG Mec 224 Properties of Mat TheoryDocument73 pages.NG Mec 224 Properties of Mat TheoryYusuf taiwoNo ratings yet
- Computer Aided Machine DrawingDocument16 pagesComputer Aided Machine DrawingAmit Bhagure0% (1)
- Jntuk M Tech r16 Cad Cam SyllabusDocument29 pagesJntuk M Tech r16 Cad Cam Syllabusvenkata100% (1)
- 2 4-Kom PDFDocument90 pages2 4-Kom PDFpiocasmirNo ratings yet
- Modelling and Analysis 1Document35 pagesModelling and Analysis 1Larry SmithNo ratings yet
- Connecting RodDocument57 pagesConnecting RodNaveenprakashNo ratings yet
- Kinematics and Dynamics of Machinery Lab ManualDocument63 pagesKinematics and Dynamics of Machinery Lab ManualsaranNo ratings yet
- CONSTRUCT Assembly Drawing 8Document24 pagesCONSTRUCT Assembly Drawing 8JOSEPH ONGNo ratings yet
- MT 8711 Cad Lab Univ QP Set 1Document9 pagesMT 8711 Cad Lab Univ QP Set 1Gopinath NNo ratings yet
- MD r19 - Part - B PPT NewDocument42 pagesMD r19 - Part - B PPT Newashok junapudiNo ratings yet
- Design and Analysis of Composite Drive ShaftDocument8 pagesDesign and Analysis of Composite Drive Shaftmesfin DemiseNo ratings yet
- Review of Design and Analysis of PistonDocument4 pagesReview of Design and Analysis of PistonEditor IJTSRDNo ratings yet
- Composite Leaf SpringDocument23 pagesComposite Leaf SpringVijay AnandNo ratings yet
- Safi Ss1 l9 Bolted Connections 26-03-2022Document86 pagesSafi Ss1 l9 Bolted Connections 26-03-2022esamalnhari77No ratings yet
- 3D Modeling of Crankshaft Using Catia Software: Chapter-1Document33 pages3D Modeling of Crankshaft Using Catia Software: Chapter-1naveen mylapilli0% (1)
- Flange Coupling Lab PDFDocument25 pagesFlange Coupling Lab PDFAli Raza MalikNo ratings yet
- Machine Drawing PDFDocument8 pagesMachine Drawing PDFBv Rajesh RëälNo ratings yet
- Solutions: Time: 3 Hours Max. Marks: 75Document4 pagesSolutions: Time: 3 Hours Max. Marks: 75prasaad08No ratings yet
- MosDocument42 pagesMosSajjan Kumar100% (2)
- Design and Analysis of Connecting Rod For Different Material Using Ansys Workbench 16.2Document27 pagesDesign and Analysis of Connecting Rod For Different Material Using Ansys Workbench 16.2MahmoudHelalNo ratings yet
- Oldham CouplingDocument5 pagesOldham CouplingArsh 837No ratings yet
- Assembly Modeling ProcedureDocument2 pagesAssembly Modeling ProcedureKailas Sree ChandranNo ratings yet
- Design LabDocument76 pagesDesign LabRajath AcharyaNo ratings yet
- Lecture 6 Design of The Crankshaft: ResearchDocument22 pagesLecture 6 Design of The Crankshaft: Researchsujay nayak0% (1)
- Mod 7 Book 7 Engineering DrawingDocument48 pagesMod 7 Book 7 Engineering Drawingranjit prasadNo ratings yet
- Surface EngineeringDocument43 pagesSurface Engineering10rajNo ratings yet
- Gear TrainsDocument27 pagesGear TrainsThahir ShahNo ratings yet
- Topology OptimizationDocument40 pagesTopology OptimizationjeorgeNo ratings yet
- Technical Drawings For Toaster Automata 1Document8 pagesTechnical Drawings For Toaster Automata 1api-371765117No ratings yet
- Design and Fabrication Ofoldham CouplingDocument25 pagesDesign and Fabrication Ofoldham CouplingSanjeev Kumar0% (1)
- Ansys Project WorkDocument24 pagesAnsys Project Workvicky120950% (2)
- FM & HM Lab Lab ManualDocument75 pagesFM & HM Lab Lab ManualRajib DasNo ratings yet
- ME8491 Engineering Metallurgy COURSE PLANDocument4 pagesME8491 Engineering Metallurgy COURSE PLANKarthick NNo ratings yet
- ME8492 Kinematics of Machinery 03 - by LearnEngineering - inDocument76 pagesME8492 Kinematics of Machinery 03 - by LearnEngineering - inPrasanna SekarNo ratings yet
- NC2270 - Workshop Practice L2 Nov QP 2010Document5 pagesNC2270 - Workshop Practice L2 Nov QP 2010Ipfi Thanks100% (1)
- Machine Drawing - Sleeve and Cotter Joint, Socket and Spigot Joint and Knuckle Joint PDFDocument6 pagesMachine Drawing - Sleeve and Cotter Joint, Socket and Spigot Joint and Knuckle Joint PDFsutha_me20098282100% (1)
- 2.design and Analysis of Connecting RodDocument52 pages2.design and Analysis of Connecting RodNaresh DamaNo ratings yet
- MMD Lecture Notes PDFDocument133 pagesMMD Lecture Notes PDFMukund singhNo ratings yet
- Gear Box Design Project Two: Faculity of Mechanical and Industrial EngineeringDocument131 pagesGear Box Design Project Two: Faculity of Mechanical and Industrial Engineeringnigusu sisayNo ratings yet
- Design and Analysis of Five Cylinder Radial EngineDocument3 pagesDesign and Analysis of Five Cylinder Radial EngineAhmed Nawaz100% (1)
- Sample Question Paper Mechanical Engineering MeasurementsDocument4 pagesSample Question Paper Mechanical Engineering MeasurementsAbhishek SakatNo ratings yet
- Micro Structural and Corrosion Characteristics of Aerospace Grade AlloysDocument13 pagesMicro Structural and Corrosion Characteristics of Aerospace Grade AlloysFurquan KhanNo ratings yet
- Electropolishing of 316L Stainless Steel For Anticorrosion PassivationDocument5 pagesElectropolishing of 316L Stainless Steel For Anticorrosion PassivationGia Minh Tieu TuNo ratings yet
- Effect of Zincate Treatment On Adhesion of Electroless Nickel-Phosphorus Coating For Commercial Pure AluminumDocument6 pagesEffect of Zincate Treatment On Adhesion of Electroless Nickel-Phosphorus Coating For Commercial Pure AluminumJosé Emilio Román de AndaNo ratings yet
- Optimization of Spray Pyrolysis Zirconia Coatings On Aluminized SteelDocument5 pagesOptimization of Spray Pyrolysis Zirconia Coatings On Aluminized SteeltetetonNo ratings yet
- Compendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)From EverandCompendium of Atomic Alkali Resistant Optical Thin Films, Diffusion and Electrical Mobility in Diode Pumped Alkali Lasers (DPALs)No ratings yet
- Jan 2023 Course List - Computer Science and EngineeringDocument3 pagesJan 2023 Course List - Computer Science and EngineeringBharat VinjamuriNo ratings yet
- Module 1 - Session - 1 - Intro To AIDocument18 pagesModule 1 - Session - 1 - Intro To AIBharat VinjamuriNo ratings yet
- Book Exhibition Books-2022-2023Document1 pageBook Exhibition Books-2022-2023Bharat VinjamuriNo ratings yet
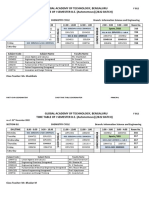
- 20-11-22 - Time Table-Chemistry Cycle PDFDocument7 pages20-11-22 - Time Table-Chemistry Cycle PDFBharat VinjamuriNo ratings yet
- LOR MR - Bharath VDocument1 pageLOR MR - Bharath VBharat VinjamuriNo ratings yet
- 2022 First Semester Scheme Syllabus CV Stream Physics CycleDocument17 pages2022 First Semester Scheme Syllabus CV Stream Physics CycleBharat VinjamuriNo ratings yet
- Artificial Neural Network Prediction of Cu-Al O Composite Properties Prepared by Powder Metallurgy MethodDocument5 pagesArtificial Neural Network Prediction of Cu-Al O Composite Properties Prepared by Powder Metallurgy MethodBharat VinjamuriNo ratings yet
- Information-Machine ToolsDocument21 pagesInformation-Machine ToolsBharat VinjamuriNo ratings yet
- 1 s2.0 S2238785418301467 MainDocument22 pages1 s2.0 S2238785418301467 MainBharat VinjamuriNo ratings yet
- Global Academy of Technology Department of Mechanical EngineeringDocument2 pagesGlobal Academy of Technology Department of Mechanical EngineeringBharat VinjamuriNo ratings yet
- National Board of Accreditation: Pro-Forma For Pre-Qualifiers TIER-II InstitutionsDocument9 pagesNational Board of Accreditation: Pro-Forma For Pre-Qualifiers TIER-II InstitutionsBharat Vinjamuri100% (1)
- CAPA For IA 2018-19Document2 pagesCAPA For IA 2018-19Bharat VinjamuriNo ratings yet
- Implementation of TQM in The Automotive SMEsDocument3 pagesImplementation of TQM in The Automotive SMEsBharat VinjamuriNo ratings yet
- Lic Visit 2018Document22 pagesLic Visit 2018Bharat VinjamuriNo ratings yet
- CrosswordDocument2 pagesCrosswordBharat VinjamuriNo ratings yet
- Rolling Contact Wear StudiesDocument236 pagesRolling Contact Wear StudiesBharat VinjamuriNo ratings yet
- Selection of Non Traditional Machining ProcessDocument2 pagesSelection of Non Traditional Machining ProcessBharat VinjamuriNo ratings yet
- Tea AccountDocument1 pageTea AccountBharat VinjamuriNo ratings yet
- SeeNC Mill ProgramsDocument4 pagesSeeNC Mill ProgramsBharat VinjamuriNo ratings yet
- Non Traditional Machines DEC09Jan.10Document1 pageNon Traditional Machines DEC09Jan.10Bharat VinjamuriNo ratings yet
- Molecular Diagnostics Proposal: International University-Vietnam National University School of BiotechnologyDocument27 pagesMolecular Diagnostics Proposal: International University-Vietnam National University School of BiotechnologyGia HoàngNo ratings yet
- Supramundane Greek HyperkosmioiDocument2 pagesSupramundane Greek HyperkosmioiFelipe AguirreNo ratings yet
- RandomDocument1,919 pagesRandomNajmul Puda Pappadam50% (2)
- G10-Science QTR 1Document5 pagesG10-Science QTR 1Leah Ampis Orcullo100% (1)
- Itachi - Bright Light Chapter 4Document21 pagesItachi - Bright Light Chapter 4Koji ChoqueticllaNo ratings yet
- Open Mind Teacher's BookDocument88 pagesOpen Mind Teacher's BookEduardo AmparoNo ratings yet
- The Work Motivation Level of Employees Working Under North Eastern Coal FieldDocument21 pagesThe Work Motivation Level of Employees Working Under North Eastern Coal FieldChayanika SaikiaNo ratings yet
- Geography Sba FinalDocument22 pagesGeography Sba FinalPreciousNo ratings yet
- Department of Education School Form 8 Learner's Basic Health and Nutrition Report (SF8)Document12 pagesDepartment of Education School Form 8 Learner's Basic Health and Nutrition Report (SF8)Jonathan CalaguiNo ratings yet
- STS Week 5-6 Human Person Flourishing in Terms of S&T PDFDocument24 pagesSTS Week 5-6 Human Person Flourishing in Terms of S&T PDFLawrence YusiNo ratings yet
- Nursing Science and Profession: As An ArtDocument45 pagesNursing Science and Profession: As An ArtHans TrishaNo ratings yet
- SM Project Report - P&GDocument22 pagesSM Project Report - P&GNikhil AjwaniNo ratings yet
- Internal Control PSA315Document8 pagesInternal Control PSA315John Lexter Macalber100% (1)
- VijayawadaDocument62 pagesVijayawadakeerthiNo ratings yet
- Syllabus Debate PDFDocument5 pagesSyllabus Debate PDFJeicel Ann BarairoNo ratings yet
- STPDocument18 pagesSTPworldontopNo ratings yet
- Practice Questions and SolutionsDocument7 pagesPractice Questions and SolutionsLiy TehNo ratings yet
- RealVNC Enterprise Edition 4Document2 pagesRealVNC Enterprise Edition 4fannybrawijayaNo ratings yet
- Islamic Studies Grade 08Document342 pagesIslamic Studies Grade 08Aamir67% (3)
- The-Upanisads - Commentary of Madhavacharya PDFDocument348 pagesThe-Upanisads - Commentary of Madhavacharya PDFMax AlejandroNo ratings yet
- Financial Performance Analysis of Nepal Doorsanchar Comapany LimitedDocument23 pagesFinancial Performance Analysis of Nepal Doorsanchar Comapany LimitedLarisha PandeyNo ratings yet
- Focus2 2E Workbook Answers PDFDocument1 pageFocus2 2E Workbook Answers PDFРоксоляна Бубон0% (1)
- MIUX529C: Military SpecificationDocument17 pagesMIUX529C: Military SpecificationJhan Carlos RamosNo ratings yet
- Data Science CourseDocument3 pagesData Science CourseAvijit MannaNo ratings yet
- Right and Wrong in Writing Test Cases.v4 PublicDocument64 pagesRight and Wrong in Writing Test Cases.v4 PublicAnil KanchiNo ratings yet
- Assignment 4 of PPCDocument1 pageAssignment 4 of PPCEvelyn PengNo ratings yet
- 71 75 PBDocument63 pages71 75 PBJoey FalaNo ratings yet
- Desert Explorer1Document44 pagesDesert Explorer1Wes ChambersNo ratings yet
- Learning Outcome 6: Explain How Branding Applies Virtually EverythingDocument6 pagesLearning Outcome 6: Explain How Branding Applies Virtually EverythingJade PascualNo ratings yet