Download as docx, pdf, or txt
You might also like
- Opera Cloud User ManualDocument1,018 pagesOpera Cloud User ManualRooban GNo ratings yet
- Anxious in LoveDocument17 pagesAnxious in LoveNew Harbinger Publications80% (5)
- What Is Decarbonization ?: Main Engine Decarb Preparation, Procedure & Commissioning Sumit NarayanDocument3 pagesWhat Is Decarbonization ?: Main Engine Decarb Preparation, Procedure & Commissioning Sumit NarayanManisha100% (1)
- Project Proposal On Design and Modelling and Development Of: Submission DateDocument24 pagesProject Proposal On Design and Modelling and Development Of: Submission DatemuseNo ratings yet
- Centrifugal CastingDocument21 pagesCentrifugal Castingadwankarparag50% (2)
- Centrifugal CastingDocument10 pagesCentrifugal CastingRavi Joshi50% (2)
- Semi-Centrifugal Casting: An Extensive Analysis: Technical ReportDocument10 pagesSemi-Centrifugal Casting: An Extensive Analysis: Technical ReportS. R. OvhalNo ratings yet
- Centrifugal Casting Method PPTDocument2 pagesCentrifugal Casting Method PPTAyush PandeyNo ratings yet
- of Centrifugal Casting ProcessDocument14 pagesof Centrifugal Casting Processakshay sawansukha100% (1)
- Centrifugal Casting Process by AakankshaDocument18 pagesCentrifugal Casting Process by AakankshaAakanksha RamtekeNo ratings yet
- MODULE 1 - Other Casting ProcessesDocument78 pagesMODULE 1 - Other Casting ProcessesrishavrajbabaNo ratings yet
- Experiment No. 5 Centrifugal Casting ProcessDocument6 pagesExperiment No. 5 Centrifugal Casting ProcessDhananjay ShimpiNo ratings yet
- Centrifugal CastingDocument18 pagesCentrifugal CastingArijit PatraNo ratings yet
- Journal of Harmonized Research in EngineeringDocument4 pagesJournal of Harmonized Research in EngineeringBravianNo ratings yet
- Centrifugal CastingDocument7 pagesCentrifugal CastingRenz Ryan DolorNo ratings yet
- Centrifuge Casting PDFDocument7 pagesCentrifuge Casting PDFMohammed FaheemNo ratings yet
- Centrifugal Casting: A Metallurgical Manufacturing Process by CastingDocument43 pagesCentrifugal Casting: A Metallurgical Manufacturing Process by CastingMuhammad AgilNo ratings yet
- Research Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy MethodDocument3 pagesResearch Paper Optimization To Improve The Quality of Centrifugal Casting by Grey Fuzzy Methodavnishchauhan8_46499No ratings yet
- CC NotesDocument12 pagesCC Notesr v raoNo ratings yet
- Special Casting MethodsDocument73 pagesSpecial Casting Methods359 Srinivasa RamanNo ratings yet
- Centrifugal CastingDocument18 pagesCentrifugal CastingBhushan Shankar KambleNo ratings yet
- Unit 3 Moulding Processes: StructureDocument18 pagesUnit 3 Moulding Processes: StructureChethan Madappady75% (4)
- Design and Development of A Centrifugal Casting Machine For Pistons ProductionDocument8 pagesDesign and Development of A Centrifugal Casting Machine For Pistons ProductionDavid RomeroNo ratings yet
- Long AnswerDocument3 pagesLong AnswerVarinder MouryaNo ratings yet
- Lab Report 2Document21 pagesLab Report 2Cherif ChokeirNo ratings yet
- Project Document EiDocument66 pagesProject Document EiPrathap ReddyNo ratings yet
- True Centrifugal Casting ProcessDocument8 pagesTrue Centrifugal Casting Processكرار خلدون قاسم محمد 3B23aNo ratings yet
- Mini Project ReportDocument19 pagesMini Project ReportSan DeliriousNo ratings yet
- Squeezed Casting Process For AL Alloys PDFDocument156 pagesSqueezed Casting Process For AL Alloys PDFP S Lakshmi KanthanNo ratings yet
- Die Casting Theory: DTDM Final YearDocument31 pagesDie Casting Theory: DTDM Final Yearpratibha100% (1)
- Die Casting Theory: DTDM Final YearDocument31 pagesDie Casting Theory: DTDM Final YearpratibhaNo ratings yet
- 8 12 01 2023Document22 pages8 12 01 2023keshavkoolwalNo ratings yet
- Al-Si Centrifugalni Lijev LMMDocument8 pagesAl-Si Centrifugalni Lijev LMMMarija MusaNo ratings yet
- Technical & Vocational Education & Training Institute Institute of Technology Department of Manufacturing TechnologyDocument26 pagesTechnical & Vocational Education & Training Institute Institute of Technology Department of Manufacturing TechnologymuseNo ratings yet
- Cylinder Liners & Piston RingsDocument16 pagesCylinder Liners & Piston RingsMr.Babu TNo ratings yet
- Casting DefectsDocument7 pagesCasting DefectsCarlos SolerNo ratings yet
- Die Casting ProcessDocument23 pagesDie Casting ProcessshayarigurunitinNo ratings yet
- MP - R18-1.1 Casting2-Spl Casting & Furnaces-190801Document12 pagesMP - R18-1.1 Casting2-Spl Casting & Furnaces-190801Vikranth MadarapuNo ratings yet
- Numerical Simulation of Shape Rolling: Stanislav RiljakDocument32 pagesNumerical Simulation of Shape Rolling: Stanislav RiljakAli RayyaNo ratings yet
- Centrifugal CastingDocument12 pagesCentrifugal Castingsamurai7_77100% (1)
- Casting MachinesDocument11 pagesCasting Machines张豫鹏No ratings yet
- Solidification ShrinkageDocument19 pagesSolidification Shrinkagerahilbackup0220No ratings yet
- True Centrifugal CastingDocument6 pagesTrue Centrifugal Castingmuhammadasrafazmi0% (1)
- MANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)Document18 pagesMANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)TsihatesfaNo ratings yet
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- Horizontal Centrigugal CastingDocument17 pagesHorizontal Centrigugal CastingpurusharthNo ratings yet
- New Welding Tubular Joint Used For JacketDocument6 pagesNew Welding Tubular Joint Used For JacketTien Hong DoNo ratings yet
- Structural Analysis of Work Roll Chock and Backup Roll Chock in Cold Rolling MillDocument11 pagesStructural Analysis of Work Roll Chock and Backup Roll Chock in Cold Rolling MillFirozPathanNo ratings yet
- Velkast Foundries Internship ReportDocument24 pagesVelkast Foundries Internship ReportZabiulla NNo ratings yet
- Design and Development of A Centrifugal Casting MaDocument9 pagesDesign and Development of A Centrifugal Casting MaAjyal Union Ltd. Co.No ratings yet
- Centrifugal CastingDocument10 pagesCentrifugal CastingSubhan ShahidNo ratings yet
- Steel - Continuous CastingDocument11 pagesSteel - Continuous CastingAli AzharNo ratings yet
- Design and Development of True Centrifugal Casting Machine: Prof. M. D. PatelDocument34 pagesDesign and Development of True Centrifugal Casting Machine: Prof. M. D. Patelmuse100% (1)
- Advances in Casting: Presented By: M K Poddar M.Tech (2 Sem) Regn No ME093111 Manufacturing Engg. NIT WarangalDocument26 pagesAdvances in Casting: Presented By: M K Poddar M.Tech (2 Sem) Regn No ME093111 Manufacturing Engg. NIT WarangalMohd munafNo ratings yet
- Die Casting DieDocument156 pagesDie Casting DieHeetNo ratings yet
- Metallurgy of Continiuous Casting Technology PDFDocument20 pagesMetallurgy of Continiuous Casting Technology PDFRadi GoharNo ratings yet
- The Manufacturing Process of Jet Turbine BladesDocument17 pagesThe Manufacturing Process of Jet Turbine BladesThinesh Rau KrishnamurtyNo ratings yet
- Centrigugal Casting ProcessDocument18 pagesCentrigugal Casting ProcesssumeetNo ratings yet
- Rolling of Steel and Major Equipment in A Cross-Country Rolling MillDocument20 pagesRolling of Steel and Major Equipment in A Cross-Country Rolling MillKASHIFNo ratings yet
- Materials ReportDocument22 pagesMaterials ReportOrtega IanNo ratings yet
- Thermal Analysis of Continuous Casting Process (Maryeling)Document10 pagesThermal Analysis of Continuous Casting Process (Maryeling)Marko's Brazon'No ratings yet
- Assessing Digital Skills and Competencies For Different Groups and Devising A Conceptual Model To Support Teaching and TrainingDocument14 pagesAssessing Digital Skills and Competencies For Different Groups and Devising A Conceptual Model To Support Teaching and TrainingMuhammad Ilyas AbdullahNo ratings yet
- Christopher MontoyaDocument1 pageChristopher MontoyaUF Student GovernmentNo ratings yet
- Sales and Purchases 2021-22Document15 pagesSales and Purchases 2021-22Vamsi ShettyNo ratings yet
- User ConsentDocument3 pagesUser ConsentvikuvishnuvikuNo ratings yet
- Price ScheduleDocument10 pagesPrice ScheduleRen SalazarNo ratings yet
- Study Guide Exponents and Scientific NotationDocument6 pagesStudy Guide Exponents and Scientific Notationapi-276774049No ratings yet
- Electrical Part ListDocument11 pagesElectrical Part ListLucky GodsNo ratings yet
- Voslp /F 38: Overcenter ValvesDocument2 pagesVoslp /F 38: Overcenter ValvesSachin RamadasanNo ratings yet
- IAL Business Studies (COPYRIGHT REMOVED) WBS03 01 Jan 2014Document20 pagesIAL Business Studies (COPYRIGHT REMOVED) WBS03 01 Jan 2014shamimahNo ratings yet
- Standard DC Output: Simplified Internal Diagram of The Charger's Output ConnectionsDocument1 pageStandard DC Output: Simplified Internal Diagram of The Charger's Output ConnectionstoufikNo ratings yet
- History of London: Listening Comprehension 5Document3 pagesHistory of London: Listening Comprehension 5Tania FedinskaiaNo ratings yet
- Lesson Plans WK 26Document7 pagesLesson Plans WK 26api-280840865No ratings yet
- LG 29FG1RL 12950 Chassis CW-62C Manual de ServicioDocument34 pagesLG 29FG1RL 12950 Chassis CW-62C Manual de Serviciopepe sanchezNo ratings yet
- What Is Multilayer Fr4 PCB Substrate MaterialDocument10 pagesWhat Is Multilayer Fr4 PCB Substrate MaterialjackNo ratings yet
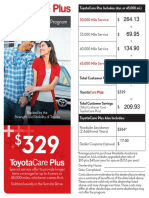
- ToyotaCare Plus CalculationDocument2 pagesToyotaCare Plus CalculationShao MaNo ratings yet
- Take Home Quizes Al-JaberDocument21 pagesTake Home Quizes Al-JaberalfredomedardoNo ratings yet
- Chapter 10 - Eco LiteracyDocument15 pagesChapter 10 - Eco LiteracyMichelle Bandoquillo100% (1)
- National Simultaneous Earthquake and Fire DrillsDocument2 pagesNational Simultaneous Earthquake and Fire DrillsCatherine TamayoNo ratings yet
- Imj 13707Document11 pagesImj 13707Santiago López JosueNo ratings yet
- (20635303 - Journal of Behavioral Addictions) Fear of Missing Out (FoMO) and Internet Use - A Comprehensive Systematic Review and Meta-AnalysisDocument22 pages(20635303 - Journal of Behavioral Addictions) Fear of Missing Out (FoMO) and Internet Use - A Comprehensive Systematic Review and Meta-AnalysisNeeraj raiNo ratings yet
- Pregnancy-Related Pelvic Girdle Pain: Second Stage of LabourDocument4 pagesPregnancy-Related Pelvic Girdle Pain: Second Stage of LabourSravan Ganji100% (1)
- Wifi LBS - CiscoDocument206 pagesWifi LBS - Cisconassr_ismailNo ratings yet
- GL005 PIPE ROUTING GUIDELINE Rev 2Document22 pagesGL005 PIPE ROUTING GUIDELINE Rev 2MIlan100% (1)
- Assignment2 Santos CarlosJoaquin MECp1Document8 pagesAssignment2 Santos CarlosJoaquin MECp1Jake SantosNo ratings yet
- TIME PumpsDocument13 pagesTIME PumpsAndres RedondoNo ratings yet
- ADTL-MSCTM - Exercises - of - Data - Input - and Exploratory Analysis Using - RDocument3 pagesADTL-MSCTM - Exercises - of - Data - Input - and Exploratory Analysis Using - RPriyankaNo ratings yet
- Golden Gate PDFDocument42 pagesGolden Gate PDFJose David Vivas AbrilNo ratings yet