Download as pdf or txt
You might also like
- APQP ChecklistDocument18 pagesAPQP ChecklistmichaelbarkovicNo ratings yet
- A Design Manual For Water WheelsDocument82 pagesA Design Manual For Water WheelsNicolas InfanteNo ratings yet
- Textile Structures For Technical TextilesDocument10 pagesTextile Structures For Technical TextilesRajesh DwivediNo ratings yet
- Denim Fading 2Document10 pagesDenim Fading 2Delwar HossainNo ratings yet
- SPGPrints - The Ultimate Guide To Digital Textile PrintingDocument16 pagesSPGPrints - The Ultimate Guide To Digital Textile Printingpassions4friends100% (1)
- The Dyeing of Woollen Fabrics by Beech, FranklinDocument198 pagesThe Dyeing of Woollen Fabrics by Beech, FranklinGutenberg.orgNo ratings yet
- Textile Dyeing and Printing-IIDocument99 pagesTextile Dyeing and Printing-IIKeshav Dhawan100% (1)
- Textile Printing IIDocument25 pagesTextile Printing IIProfessorTextechNo ratings yet
- Application of Surface EmbellishmentDocument23 pagesApplication of Surface EmbellishmenthajaraNo ratings yet
- Discharge Style of PrintingDischarge Style of PrintingDocument8 pagesDischarge Style of PrintingDischarge Style of PrintingAman DeepNo ratings yet
- Dyeing and Printing NEWDocument49 pagesDyeing and Printing NEWAnand Dubey100% (2)
- Colour in CommunicationDocument16 pagesColour in CommunicationDEEPAK GROVERNo ratings yet
- Finish EbookDocument534 pagesFinish EbookNess DarkNo ratings yet
- Final PrintingDocument28 pagesFinal PrintingSrikanth MankariNo ratings yet
- Welcome To Textile Machinery Webtalk - Powered by VDMA!Document19 pagesWelcome To Textile Machinery Webtalk - Powered by VDMA!Shaikh ShaharuzzamanNo ratings yet
- Iec College of Art & Fashion: Surface OrnamentationDocument13 pagesIec College of Art & Fashion: Surface OrnamentationMahek AgrawalNo ratings yet
- Complete - Short Course - Textile Design and Weaving - DR Kashif Bangash - 7-4-2019Document98 pagesComplete - Short Course - Textile Design and Weaving - DR Kashif Bangash - 7-4-2019Muhammad IlyasNo ratings yet
- Discharge PrintingDocument6 pagesDischarge PrintingAyushi ThakurNo ratings yet
- Accessories Footwear Materials Forecast A W 23 24 Leather Non LeatherDocument15 pagesAccessories Footwear Materials Forecast A W 23 24 Leather Non LeatherRajnish JackerNo ratings yet
- Printing Styles and MethodsDocument27 pagesPrinting Styles and MethodsRoja JayaramNo ratings yet
- SL No Key Words SL No Keywords SL No KeywordsDocument2 pagesSL No Key Words SL No Keywords SL No KeywordsMazharul IslamNo ratings yet
- PrintingDocument7 pagesPrintingSajib Mahmud ShahriarNo ratings yet
- Denim GlossaryDocument80 pagesDenim Glossarycolor_laceNo ratings yet
- Sewing Post Dyed GarmentsDocument4 pagesSewing Post Dyed GarmentsAshraf AliNo ratings yet
- Burberry Presentation Final-5Document15 pagesBurberry Presentation Final-5stellarichettiNo ratings yet
- Special Finishes To Garment An OverviewDocument17 pagesSpecial Finishes To Garment An OverviewSupriya Nanda0% (1)
- Tie Dye Project ReportDocument18 pagesTie Dye Project ReportShan AtrayNo ratings yet
- Introduction of PrintingDocument22 pagesIntroduction of PrintingTamanna TasnimNo ratings yet
- Printing AssignmentDocument16 pagesPrinting AssignmentSabur Qureshi100% (1)
- Textile Printing KushalDocument88 pagesTextile Printing KushalKushal Chowdhary C.S100% (1)
- Fo Fashion - Cycle - TheoriesDocument28 pagesFo Fashion - Cycle - TheoriesApurva NidhiNo ratings yet
- Biotechnology in Textiles 240305Document78 pagesBiotechnology in Textiles 240305Edward MenezesNo ratings yet
- Final Textile PrintingDocument26 pagesFinal Textile PrintingRamsha Mubeen100% (1)
- An Overview of Knitting Industry of IndiaDocument18 pagesAn Overview of Knitting Industry of IndiaJ.N.Vohra60% (5)
- Viscose RecommendationsDocument31 pagesViscose RecommendationsAmitkumar PathakNo ratings yet
- Denim by WeaveDocument23 pagesDenim by WeaveAbdullah Al HafizNo ratings yet
- Accessories Footwear Materials Forecast A W 22 23 Leather Non LeatherDocument20 pagesAccessories Footwear Materials Forecast A W 22 23 Leather Non LeatherShikha BhartiNo ratings yet
- The Element of DesignDocument37 pagesThe Element of DesignRicamae BalmesNo ratings yet
- CARBON EMISSIONS of A T ShirtDocument9 pagesCARBON EMISSIONS of A T Shirtajay kalangiNo ratings yet
- ZSK Machines BrochureDocument44 pagesZSK Machines BrochureThiagarajan LakhsmananNo ratings yet
- The Direction of Fashion Change 1Document19 pagesThe Direction of Fashion Change 1Ratul HasanNo ratings yet
- Discharge PrintingDocument11 pagesDischarge PrintingRICHA VERMANo ratings yet
- 161, Group 1, ThesisDocument9 pages161, Group 1, ThesisJahid HasanNo ratings yet
- Textile PrintingDocument6 pagesTextile PrintingAbdul Mujeeb100% (1)
- Lectra Fashion Brochure - pdf898Document8 pagesLectra Fashion Brochure - pdf898Kanti ModhwadiaNo ratings yet
- Kutch Embroidery - All About Different Types of Embroidery - UtsavpediaDocument5 pagesKutch Embroidery - All About Different Types of Embroidery - UtsavpediaShruti RLNo ratings yet
- Vat DyeDocument13 pagesVat DyeTanmoy AntuNo ratings yet
- Tech Pack-Uaq GCPMDocument7 pagesTech Pack-Uaq GCPMYuvraj PahujaNo ratings yet
- By Sunil Talekar, Student handout-SOFT - PuneDocument20 pagesBy Sunil Talekar, Student handout-SOFT - PuneRoohi VermaNo ratings yet
- "Eco-Textiles": A New Concept Is Causing The Textile Industries To Rethink Their StrategiesDocument17 pages"Eco-Textiles": A New Concept Is Causing The Textile Industries To Rethink Their StrategiesMehedi Hassan EvanNo ratings yet
- Digital Printing in Textiles: Prepared byDocument10 pagesDigital Printing in Textiles: Prepared byAbi Nikil100% (2)
- Garments MerchandisingDocument18 pagesGarments MerchandisingJony nathNo ratings yet
- Trend Forecasting Agency: Fashion / Lifestyle / Beauty / MediaDocument13 pagesTrend Forecasting Agency: Fashion / Lifestyle / Beauty / MediaFernanda RaquelNo ratings yet
- Explaining TextilesDocument109 pagesExplaining TextilesGOWTHAM CHANDRUNo ratings yet
- 3 Textile Hand Printing Training 1&2Document42 pages3 Textile Hand Printing Training 1&2yadi haryadiNo ratings yet
- Textile PrintingDocument16 pagesTextile Printingila03No ratings yet
- PrintingDocument90 pagesPrintingnadim69No ratings yet
- Dyeing & PrintingDocument13 pagesDyeing & PrintingshponNo ratings yet
- Technology of Bleaching - 2: By-Hemant Yadav Textile ProcessingDocument52 pagesTechnology of Bleaching - 2: By-Hemant Yadav Textile ProcessingzxzxzNo ratings yet
- U-Ditch Drainage Calculation: 1. Design Criteria 1.1. Material PropertiesDocument3 pagesU-Ditch Drainage Calculation: 1. Design Criteria 1.1. Material PropertiesRianto FelissimoNo ratings yet
- Excerpt From Low-Code/No-Code: Citizen Developers and The Surprising Future of Business ApplicationsDocument20 pagesExcerpt From Low-Code/No-Code: Citizen Developers and The Surprising Future of Business ApplicationsPhil SimonNo ratings yet
- Electrical SyllabusDocument2 pagesElectrical Syllabusharsh dubeyNo ratings yet
- Geotextiles and Geomembranes 48 (2020) 110-119Document10 pagesGeotextiles and Geomembranes 48 (2020) 110-119Alexander RiosNo ratings yet
- R-KEM II ETA - Polyester Resin For ConcreteDocument16 pagesR-KEM II ETA - Polyester Resin For ConcreteLouis BirNo ratings yet
- 3 s2.0 B9780124079144060012 MainDocument3 pages3 s2.0 B9780124079144060012 Mainsiintoolina tubeNo ratings yet
- Grade 5 Chapter 1 The Fish TaleDocument15 pagesGrade 5 Chapter 1 The Fish TaleThulirgalNo ratings yet
- inSSIDer Free User Guide PDFDocument10 pagesinSSIDer Free User Guide PDFDavid E. I. GallardoNo ratings yet
- Datasheet of Lightning Arrester (OLP 214), Lightning Counter (OYS 101) &...Document6 pagesDatasheet of Lightning Arrester (OLP 214), Lightning Counter (OYS 101) &...harikrushan.patelNo ratings yet
- Experience With An IT Asset Management SystemDocument23 pagesExperience With An IT Asset Management SystemCA Ghanathe RamakrishnaNo ratings yet
- Garcia Et Al., 2023Document14 pagesGarcia Et Al., 20239p9cscqmn4No ratings yet
- Multiple Regression Analysis: The Problem of Estimation: Gujarati 5e, Chapter 7Document20 pagesMultiple Regression Analysis: The Problem of Estimation: Gujarati 5e, Chapter 7RadityaNo ratings yet
- Jingjing XIA: EducationDocument3 pagesJingjing XIA: EducationRaviNo ratings yet
- Microsoft Lithium Ion PDSDocument7 pagesMicrosoft Lithium Ion PDSAndrés SilvaNo ratings yet
- ABM Number of MELCsDocument5 pagesABM Number of MELCsRichard LazaroNo ratings yet
- Detailed Reading Recovery PlansDocument9 pagesDetailed Reading Recovery PlansOmairah bantasanNo ratings yet
- 2250 Hydrostatic Level SensorDocument4 pages2250 Hydrostatic Level SensorcgavernetNo ratings yet
- Prism4 SuccinctlyDocument111 pagesPrism4 SuccinctlyHorácio GasparNo ratings yet
- Aaron Kipngeno - 1061200425-Trade ProjectDocument21 pagesAaron Kipngeno - 1061200425-Trade ProjectEvansNo ratings yet
- Hand Signals by DriversDocument8 pagesHand Signals by DriversTanhaDilTanhaSafarNo ratings yet
- Stochastic Processes and The Mathematics of Finance: Jonathan Block April 1, 2008Document132 pagesStochastic Processes and The Mathematics of Finance: Jonathan Block April 1, 2008.cadeau01No ratings yet
- New Decorative: PaintsDocument56 pagesNew Decorative: PaintsBassam FouadNo ratings yet
- Robert 5Document440 pagesRobert 5로헬No ratings yet
- DBL1 Avr Sincro ManualDocument11 pagesDBL1 Avr Sincro ManualAnonymous vqsuRyNo ratings yet
- Leadership Styles: Autocratic or Dictatorial LeadershipDocument2 pagesLeadership Styles: Autocratic or Dictatorial Leadershipp.sankaranarayananNo ratings yet
- Dubai Metro ProjectDocument67 pagesDubai Metro ProjectMustafa Uzyardoğan100% (4)
- ĐỀ CHUẨN MINH HỌA SỐ 30Document6 pagesĐỀ CHUẨN MINH HỌA SỐ 30Dao Ngoc AnhNo ratings yet
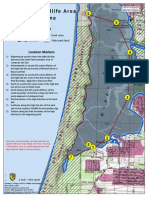
- Morro Bay Wildlife Area Hunt Zone: Map LegendDocument1 pageMorro Bay Wildlife Area Hunt Zone: Map LegendZarahNo ratings yet