Download as docx, pdf, or txt
You might also like
- Saic-W-2xxx-15 Pre Welding & Joint Fit-Up InspectionDocument4 pagesSaic-W-2xxx-15 Pre Welding & Joint Fit-Up InspectionAnsuman Kalidas100% (1)
- ASTM A270-98ae1Document5 pagesASTM A270-98ae1NadhiraNo ratings yet
- Hastelloy B2 Alloy B2 UNS N10665 DIN 2.4617Document3 pagesHastelloy B2 Alloy B2 UNS N10665 DIN 2.4617SamkitNo ratings yet
- Iecex Certificate of ConformityDocument4 pagesIecex Certificate of ConformityFrancesco_CNo ratings yet
- Annotated BibliographyDocument5 pagesAnnotated Bibliographyapi-196493748No ratings yet
- Chapter 5 The Production Process and CostsDocument6 pagesChapter 5 The Production Process and CostsChristlyn Joy BaralNo ratings yet
- List1 Lloyd's RegisterDocument74 pagesList1 Lloyd's RegisterAdrian VintilaNo ratings yet
- DD Env 1591-2 - 2001Document13 pagesDD Env 1591-2 - 2001Tausif LodhiNo ratings yet
- Seamless and Welded Carbon Steel Water-Well Pipe: Standard Specification ForDocument12 pagesSeamless and Welded Carbon Steel Water-Well Pipe: Standard Specification ForKamlesh Vaishnav100% (1)
- A694 A694m-16 PDFDocument4 pagesA694 A694m-16 PDFandresNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyNo ratings yet
- EN 10213 Material SpecificationsDocument1 pageEN 10213 Material Specifications김창배No ratings yet
- 1.0 Scope: Special Requirements For Equipment Purchased For Gaseous Oxygen ServiceDocument13 pages1.0 Scope: Special Requirements For Equipment Purchased For Gaseous Oxygen ServiceandhucaosNo ratings yet
- Astm A-240Document12 pagesAstm A-240Dionatas AlcântaraNo ratings yet
- Astm A192 Asme Sa192 PDFDocument4 pagesAstm A192 Asme Sa192 PDFWil Vasquez C100% (1)
- Mech Malleable Iron Fittings Catalogue PDFDocument12 pagesMech Malleable Iron Fittings Catalogue PDFics companyNo ratings yet
- Data Sheet Material 2.4819Document3 pagesData Sheet Material 2.4819BoberNo ratings yet
- Asme Section Ii B SB-42Document10 pagesAsme Section Ii B SB-42Monica SuarezNo ratings yet
- Astm A216Document3 pagesAstm A216Ruth Sarai YañezNo ratings yet
- C 1277 - 97 Qzeynzctotc - PDFDocument4 pagesC 1277 - 97 Qzeynzctotc - PDFwahyudiNo ratings yet
- DIN 3015 ClampsDocument17 pagesDIN 3015 ClampsBalderas Rosas WilibaldoNo ratings yet
- DZR BrassDocument3 pagesDZR BrassAlfredo Cumbi CumbiNo ratings yet
- Asme Sa 213 Grade t92 TubesDocument1 pageAsme Sa 213 Grade t92 TubesFerroPipENo ratings yet
- Stainless Steel Grade 304 (UNS S30400)Document4 pagesStainless Steel Grade 304 (UNS S30400)105034412No ratings yet
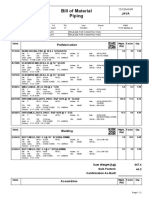
- Bill of Material Piping: Linde EngineeringDocument2 pagesBill of Material Piping: Linde EngineeringKreshna Wisnu BrataNo ratings yet
- A494Document7 pagesA494Prakash MakadiaNo ratings yet
- AISI Composition LimitsDocument22 pagesAISI Composition Limitsazam RazzaqNo ratings yet
- GISF92Document14 pagesGISF92Jigs FelixNo ratings yet
- Editorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDocument10 pagesEditorial Procedures and Form of Product Specifications For Steel, Stainless Steel, and Related AlloysDarwin DarmawanNo ratings yet
- BS EN 1503-4 2002 Valves Materials For Bodies BonnetsDocument10 pagesBS EN 1503-4 2002 Valves Materials For Bodies BonnetsолегNo ratings yet
- Sa 351Document6 pagesSa 351Anil0% (1)
- Stellite 6Document3 pagesStellite 6Jessicalba LouNo ratings yet
- Esme TF Ger 1570527 00Document1 pageEsme TF Ger 1570527 00Fitroh MalikNo ratings yet
- Integrally Reinforced Forged Branch Outlet Fittings - Socket Welding, Threaded, and Buttwelding EndsDocument22 pagesIntegrally Reinforced Forged Branch Outlet Fittings - Socket Welding, Threaded, and Buttwelding Endsssnair85No ratings yet
- Astm B423Document4 pagesAstm B423pritam sarkarNo ratings yet
- Sa 325 PDFDocument12 pagesSa 325 PDFMo'men Abu-SmaihaNo ratings yet
- C43Document1 pageC43rudramansingh123No ratings yet
- Steel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForDocument5 pagesSteel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForProduction DepartmentNo ratings yet
- SB 150Document4 pagesSB 150AnilNo ratings yet
- C-12 16.8.2 Rev 05Document5 pagesC-12 16.8.2 Rev 05prabu prasadNo ratings yet
- BS en 736-2 189Document12 pagesBS en 736-2 189dionepsouzaNo ratings yet
- Common Valve Casting Materials MetallurgyDocument4 pagesCommon Valve Casting Materials MetallurgyRatnakar PatilNo ratings yet
- Astm A213-21Document16 pagesAstm A213-21Hamid ghorbaniNo ratings yet
- Nfa 49 310 Grade Tu 52 B Tubes PDFDocument1 pageNfa 49 310 Grade Tu 52 B Tubes PDFMitul MehtaNo ratings yet
- 1 7335Document5 pages1 7335stamatsNo ratings yet
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- ASTM B705 (Nickel Alloy Welded Pipe)Document2 pagesASTM B705 (Nickel Alloy Welded Pipe)Demas Bayu100% (1)
- Stainless Steel Food-Industry Tubes: Seamless & WeldedDocument8 pagesStainless Steel Food-Industry Tubes: Seamless & WeldedspiratubeNo ratings yet
- Metric Continuous and Double End Studs: ASME B18.31.1M-2005Document18 pagesMetric Continuous and Double End Studs: ASME B18.31.1M-2005Joel CieltoNo ratings yet
- Voestalpine Heavy Plate TTD DUROSTAT E 10042015Document16 pagesVoestalpine Heavy Plate TTD DUROSTAT E 10042015Ella Byla SaraNo ratings yet
- Is 210Document16 pagesIs 210Debopriyo GhoshNo ratings yet
- Valves: Guidelines On Terminology For and FittingsDocument30 pagesValves: Guidelines On Terminology For and FittingsNatalyaNo ratings yet
- 42 CR Mo 4Document4 pages42 CR Mo 4eduardomanar1224No ratings yet
- Cyclic Fatigue in Metal BellowsDocument4 pagesCyclic Fatigue in Metal BellowsNayri AkbugaNo ratings yet
- CBH-22-172 Din 603 CB M8 X 60 WTZP 4.8Document1 pageCBH-22-172 Din 603 CB M8 X 60 WTZP 4.8qualityNo ratings yet
- 42 CR Mo 4Document2 pages42 CR Mo 4niladriprasadrNo ratings yet
- Annex H (Normative) PSL 2 Pipe Ordered For Sour ServiceDocument10 pagesAnnex H (Normative) PSL 2 Pipe Ordered For Sour ServiceMurugananthamParamasivamNo ratings yet
- Errata: This Errata Corrects Editorial Errors in The 44th Edition of API 5LDocument5 pagesErrata: This Errata Corrects Editorial Errors in The 44th Edition of API 5LChetan B KapadiaNo ratings yet
- 11Document5 pages11MOHAMEDNo ratings yet
- Api-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Document4 pagesApi-582-2016-Welding-Guidelines-For-The-Chemical-Oil-And-Gas-Industries-Apiasme-Practice-Test Clause 11.3Ahmed ElsharkawNo ratings yet
- Code Case - 2235-10Document10 pagesCode Case - 2235-10Nilesh Pathare0% (1)
- ASME Code Case PautDocument10 pagesASME Code Case PautAnonymous kIrNuhNo ratings yet
- Astm A381Document7 pagesAstm A381hadeNo ratings yet
- 5L E45 Purch Guidelines R0 201306Document1 page5L E45 Purch Guidelines R0 201306Ansuman KalidasNo ratings yet
- Risk Based Thinking and The Digital Transformation of QualityDocument32 pagesRisk Based Thinking and The Digital Transformation of QualityAnsuman KalidasNo ratings yet
- SAIC-W-2XXX-11 Control of Welding ConsumablesDocument5 pagesSAIC-W-2XXX-11 Control of Welding ConsumablesAnsuman KalidasNo ratings yet
- Caltex SL Ogl Gm1000 HDocument2 pagesCaltex SL Ogl Gm1000 HdpomahNo ratings yet
- S.No Item No. Description of Item Unit Rate (RS.) Quantity Amount (RS.) Reference For Rate Schedule A - Excavation, Tunnel 1Document29 pagesS.No Item No. Description of Item Unit Rate (RS.) Quantity Amount (RS.) Reference For Rate Schedule A - Excavation, Tunnel 1George K GeorgeNo ratings yet
- Hilti Light Steel Framing ManualDocument158 pagesHilti Light Steel Framing ManualAlejandro Rocha100% (2)
- Senior Chemical Process Engineer in Boston MA Resume Albert PorrasDocument3 pagesSenior Chemical Process Engineer in Boston MA Resume Albert PorrasAlbertPorrasNo ratings yet
- Power Plant DampersDocument1 pagePower Plant DampersSyahrial RamadhanNo ratings yet
- Reichard MaschinenDocument23 pagesReichard MaschinenAliefiah AZNo ratings yet
- Information Technology Project Management - Fourth EditionDocument47 pagesInformation Technology Project Management - Fourth Editionjrengifo1No ratings yet
- Chapter 29 Inventory ManagementDocument17 pagesChapter 29 Inventory ManagementPrayag ChauhanNo ratings yet
- Role of Packaging and Labeling in The Pharmaceutical-1Document20 pagesRole of Packaging and Labeling in The Pharmaceutical-1Parth PatelNo ratings yet
- Functionality in ERP EHPDocument57 pagesFunctionality in ERP EHPSunil PeddiNo ratings yet
- Relief of Tensile Residual Stress in Girth Joint of AISI 316 Steel by Deep Cryogenic TreatmentDocument4 pagesRelief of Tensile Residual Stress in Girth Joint of AISI 316 Steel by Deep Cryogenic TreatmentGiammarco NegriniNo ratings yet
- Relevant Suffixes: For Spherical Roller Bearings in The Paper IndustryDocument4 pagesRelevant Suffixes: For Spherical Roller Bearings in The Paper IndustryHemanthSKFNo ratings yet
- Sikadur 741Document2 pagesSikadur 741widayat81No ratings yet
- Abj Corporate Brochure - SmallsizeDocument36 pagesAbj Corporate Brochure - Smallsizeumer shafiqueNo ratings yet
- 2006 - Recycling Technologies For Thermoset Composite Materials-Current Status PDFDocument10 pages2006 - Recycling Technologies For Thermoset Composite Materials-Current Status PDFSubramani PichandiNo ratings yet
- Basic Fundamentals of CNC Machine OperationDocument20 pagesBasic Fundamentals of CNC Machine Operationnandusp1No ratings yet
- Supply Chain Management of Wal-MartDocument26 pagesSupply Chain Management of Wal-MartMustafizur RahmanNo ratings yet
- Sri Venkateswara ProfileDocument10 pagesSri Venkateswara ProfileAnonymous PSx3rsENo ratings yet
- Presentation On BallastDocument20 pagesPresentation On BallastShivam Srivastava100% (4)
- Astm B517-09Document3 pagesAstm B517-09Srinivasan KrishnamoorthyNo ratings yet
- Operations Management Lecture 6 Inventory ManagementDocument60 pagesOperations Management Lecture 6 Inventory ManagementHabibullah SarkerNo ratings yet
- Flow Chart of Export of PulpDocument8 pagesFlow Chart of Export of Pulpsoniachawla9No ratings yet
- Concept Mill 105 enDocument2 pagesConcept Mill 105 enKazal ArefinNo ratings yet
- E6010Document3 pagesE6010Anonymous oUoJ4A8xNo ratings yet
- Uj2 48 52Document5 pagesUj2 48 52AS BaizidiNo ratings yet
- Chapter 9 Just-In - Time (Lean) SystemsDocument12 pagesChapter 9 Just-In - Time (Lean) Systemsasmelash gideyNo ratings yet
- Most Study PDFDocument2 pagesMost Study PDFbhagwansahayNo ratings yet
- ISO 8501-Pictorial Clasiification Standard For Surface CleanlinessDocument29 pagesISO 8501-Pictorial Clasiification Standard For Surface CleanlinessabhibmaneNo ratings yet