Download as pdf or txt
You might also like
- Mec32 HW3Document4 pagesMec32 HW3Isabelle LunaNo ratings yet
- Medium Voltage Switchgear AHA: Up To 24 KV, Up To 5000 A, Up To 125 KaDocument78 pagesMedium Voltage Switchgear AHA: Up To 24 KV, Up To 5000 A, Up To 125 KaEdú Brizuela100% (1)
- 1.3 Materiales de Caucho para PF Serie 60Document33 pages1.3 Materiales de Caucho para PF Serie 60ronald palomino100% (1)
- Van Der Meer Hannot Knapp HPGR Why Skewing Is A Requirement For Operational Applications Thumbnail PDFDocument11 pagesVan Der Meer Hannot Knapp HPGR Why Skewing Is A Requirement For Operational Applications Thumbnail PDFArturNo ratings yet
- Manual FarvalDocument16 pagesManual FarvaljosevicentehurtadoNo ratings yet
- Speed Training For TennisDocument138 pagesSpeed Training For TennisEdú Brizuela67% (3)
- Boiler - Tube PluggingDocument3 pagesBoiler - Tube PluggingSH1961100% (1)
- Patai S., Rappoport Z. (Eds.) - The Chemistry of Organic Selenium and Tellurium Compounds. v.1Document939 pagesPatai S., Rappoport Z. (Eds.) - The Chemistry of Organic Selenium and Tellurium Compounds. v.1Shubham Shahu100% (1)
- PAPER - Dimensionamiento HPGRDocument13 pagesPAPER - Dimensionamiento HPGRHernanPeraltaNo ratings yet
- Lightnin Compact Series MixersDocument21 pagesLightnin Compact Series Mixersmiguel_vera6592No ratings yet
- Polysius - The HPGR Technology - The Heart and Future of TDocument21 pagesPolysius - The HPGR Technology - The Heart and Future of Thidrastar123No ratings yet
- 00 Workshop Chile - May 2009 - HPGR SummaryDocument50 pages00 Workshop Chile - May 2009 - HPGR SummaryFederico Hirsch EspinozaNo ratings yet
- Rilmar OjedaDocument17 pagesRilmar Ojedaavca65No ratings yet
- Hofmann - South American Operations Brochure - 190902Document8 pagesHofmann - South American Operations Brochure - 190902Jorge VillalobosNo ratings yet
- Ball Mill - B - 1501045 - ANTAP - 26 - Technical - Data - and - Drawings - en - IndexA PDFDocument42 pagesBall Mill - B - 1501045 - ANTAP - 26 - Technical - Data - and - Drawings - en - IndexA PDFMichel Ivan SalyrosasNo ratings yet
- International Projects Cerro VerdeDocument30 pagesInternational Projects Cerro VerdecbqucbquNo ratings yet
- Gyratory Crusher Technical Scope of SupplyDocument28 pagesGyratory Crusher Technical Scope of SupplyLmf DanielNo ratings yet
- OTE Outotec MillMapper Eng LoresDocument4 pagesOTE Outotec MillMapper Eng LoresjadetorresNo ratings yet
- Enduron High Pressure Grinding Rolls HPGR Product BrochureDocument27 pagesEnduron High Pressure Grinding Rolls HPGR Product BrochurerecaiNo ratings yet
- POX Vs Albion PAPERDocument8 pagesPOX Vs Albion PAPERMichel MNongNo ratings yet
- Paper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeDocument10 pagesPaper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeEdú BrizuelaNo ratings yet
- s08 02 Christensen Conf Ang PDFDocument56 pagess08 02 Christensen Conf Ang PDFsempatik721100% (1)
- Kubria Cone Crushers: Cutting-Edge Technology in Hard Rock CrushingDocument5 pagesKubria Cone Crushers: Cutting-Edge Technology in Hard Rock CrushingtonyNo ratings yet
- The Australian Mine Ventilation Conference 2013Document318 pagesThe Australian Mine Ventilation Conference 2013cal.newssubscribeNo ratings yet
- Brochure Transfer Point l3649 Transfer PointDocument20 pagesBrochure Transfer Point l3649 Transfer PointEdson MirandaNo ratings yet
- Paper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFDocument9 pagesPaper # 074 - SAG MILL OPERATIONS IN SOSSEGO MINE PDFcarloscjunoNo ratings yet
- 11 - Transport Cross-Beam For Roll UnitsDocument43 pages11 - Transport Cross-Beam For Roll UnitsCHRISTIAN ROJAS VALENZUELANo ratings yet
- Nelsonmachineryintl Equipmenthighlights2019 04 190415060844 PDFDocument64 pagesNelsonmachineryintl Equipmenthighlights2019 04 190415060844 PDFFederico BrigatoNo ratings yet
- HPGR PolysiusDocument7 pagesHPGR PolysiusEver Mestas BejarNo ratings yet
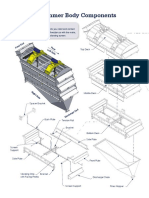
- H-Class / Hummer Body Components: How Do I Order?Document2 pagesH-Class / Hummer Body Components: How Do I Order?yolimar escorciaNo ratings yet
- OPEX - Equipment Mill C1v7Document276 pagesOPEX - Equipment Mill C1v7Dante Rovinzon Ramirez MontenegroNo ratings yet
- AirScrape Data Sheet en (7364)Document6 pagesAirScrape Data Sheet en (7364)Antonio Marcos SilvaNo ratings yet
- ME Paper - HIG Mill Modelling&optimizationDocument9 pagesME Paper - HIG Mill Modelling&optimization王柏昆No ratings yet
- Rolcox: Roller PressDocument20 pagesRolcox: Roller PressAnibal Aldava CrispinNo ratings yet
- Secondary and Tertiary Cone CrushersDocument4 pagesSecondary and Tertiary Cone CrushersDanielSantosNo ratings yet
- Sag Mill SizingDocument1 pageSag Mill SizingJonnel De TorresNo ratings yet
- Multotec Injection Moulded Screening Systems-Digital-4c504Document6 pagesMultotec Injection Moulded Screening Systems-Digital-4c504Nilton Inca TitoNo ratings yet
- Estanda Presentation Feb18Document14 pagesEstanda Presentation Feb18Luis Fernando DiegoNo ratings yet
- Ball Mill ShowDocument20 pagesBall Mill ShowAldo PabloNo ratings yet
- FLSmidth - HPGR - High Pressure Grinding Roll - BrochureDocument9 pagesFLSmidth - HPGR - High Pressure Grinding Roll - BrochureTHAKARAR HARSHILNo ratings yet
- Lecture 2 - Belt Conveying - Overview of Belt Conveying SystemsDocument34 pagesLecture 2 - Belt Conveying - Overview of Belt Conveying SystemsNaseerah OsmanNo ratings yet
- Chuong 2-Roller MillDocument23 pagesChuong 2-Roller MillvipinNo ratings yet
- Grinding Mill Plan PDFDocument1 pageGrinding Mill Plan PDFBender Doblador RodriguezNo ratings yet
- Informativo: PRO CES SFL OWDocument4 pagesInformativo: PRO CES SFL OWricardoferNo ratings yet
- 1100 × 1800 Top Service Ultra Duty: Gyratory CrusherDocument398 pages1100 × 1800 Top Service Ultra Duty: Gyratory CrusherMaxi GonzalezNo ratings yet
- HE - PILBARA - BROCHURE - 17pp A4Document17 pagesHE - PILBARA - BROCHURE - 17pp A4Jorge VillalobosNo ratings yet
- Company OutlineDocument9 pagesCompany OutlineAgus MulyadiNo ratings yet
- Tira X Coal MillDocument3 pagesTira X Coal MillMohamed ShehataNo ratings yet
- Building The Worlds Largest HPGRDocument21 pagesBuilding The Worlds Largest HPGReyfferNo ratings yet
- 4a Plate PackDocument17 pages4a Plate PackTawanda NyambiyaNo ratings yet
- Lainas SAG MillDocument1 pageLainas SAG MillDavid SalasNo ratings yet
- CSP0000535-01.Large Drawings 5of5Document25 pagesCSP0000535-01.Large Drawings 5of5SSK las. BambasNo ratings yet
- Grinding Mills With Dual Pinnion DrivesDocument20 pagesGrinding Mills With Dual Pinnion Drivesjazzfan52No ratings yet
- AUMUND Apron FeedersDocument12 pagesAUMUND Apron Feederschannakeshava pandurangaNo ratings yet
- Quality Requirements For CrMo Alloys SAG Mill Liner and GratesDocument16 pagesQuality Requirements For CrMo Alloys SAG Mill Liner and GratesFrancis ChavezNo ratings yet
- DR Dusan Ilic BE MECH PHD MIEAust Transfer Chute Analysis Techniques Including Continuum Modelling and The Discrete Element Method DEMDocument20 pagesDR Dusan Ilic BE MECH PHD MIEAust Transfer Chute Analysis Techniques Including Continuum Modelling and The Discrete Element Method DEMPaul Ticla PuenteNo ratings yet
- TAKRAF Mining EngDocument16 pagesTAKRAF Mining EngRasoolKhadibi100% (1)
- High-Pressure Grinding 2MB PDFDocument0 pagesHigh-Pressure Grinding 2MB PDFbulentbulutNo ratings yet
- RME Data Sheet - Millmast HandlerDocument1 pageRME Data Sheet - Millmast HandlerСергейNo ratings yet
- MD30.1 Flender Sig en PDFDocument300 pagesMD30.1 Flender Sig en PDFnm_rangaNo ratings yet
- Lecture 10 Bin FlowDocument25 pagesLecture 10 Bin FlowNaseerah OsmanNo ratings yet
- Celdas de FlotacionDocument4 pagesCeldas de FlotacionRodrigo Zura0% (1)
- 4 - Mill Option B1 - Equipment List Rev01Document25 pages4 - Mill Option B1 - Equipment List Rev01Carlos Plasencia PozoNo ratings yet
- Options For Plant Design/ Upgrading of Comminution Circuits: LD Michaud July 14, 2016Document14 pagesOptions For Plant Design/ Upgrading of Comminution Circuits: LD Michaud July 14, 2016Rodrigo GarcíaNo ratings yet
- Survey Based On Reliability Centered Maintenance PDFDocument114 pagesSurvey Based On Reliability Centered Maintenance PDFEdú BrizuelaNo ratings yet
- Gilkes Hydro Brochure 2011 PDFDocument20 pagesGilkes Hydro Brochure 2011 PDFEdú BrizuelaNo ratings yet
- Guar System Hci System Plant and Instrument Air Air Sparging SystemDocument1 pageGuar System Hci System Plant and Instrument Air Air Sparging SystemEdú BrizuelaNo ratings yet
- 2 m3/h 1 m3/h 3 1: Demineralized Water Potable WaterDocument1 page2 m3/h 1 m3/h 3 1: Demineralized Water Potable WaterEdú BrizuelaNo ratings yet
- Catálogo Turbinas GilkesDocument12 pagesCatálogo Turbinas GilkesEdú Brizuela100% (1)
- 4 Standards For AC Motors PDFDocument37 pages4 Standards For AC Motors PDFEdú BrizuelaNo ratings yet
- Tiastar Seminar Presentation Es Jun2012Document73 pagesTiastar Seminar Presentation Es Jun2012Edú BrizuelaNo ratings yet
- Paper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeDocument10 pagesPaper # 1 - Simulation As A Tool To Enable World's Best Mill Relining PracticeEdú BrizuelaNo ratings yet
- Rta 3 2012Document98 pagesRta 3 2012Edú BrizuelaNo ratings yet
- Paper # 143 - A New Baffles System in Sag Mill Trommel at The Shahrebabak Copper ComplexDocument11 pagesPaper # 143 - A New Baffles System in Sag Mill Trommel at The Shahrebabak Copper ComplexEdú BrizuelaNo ratings yet
- Rta 2 2012Document92 pagesRta 2 2012Edú BrizuelaNo ratings yet
- Traduccion Presente Pasado Participio (E Ido, e Comprado)Document1 pageTraduccion Presente Pasado Participio (E Ido, e Comprado)Edú BrizuelaNo ratings yet
- Multiple Choice Question AnswersDocument4 pagesMultiple Choice Question AnswersAnkit kannojia100% (1)
- LCK 332 Anionic Surfactants: 0.05-2.0 MG/L Sodium Dodecylbenzene Sulphonate LCK 332Document3 pagesLCK 332 Anionic Surfactants: 0.05-2.0 MG/L Sodium Dodecylbenzene Sulphonate LCK 332Francesco MirabellaNo ratings yet
- 1 Fast Digest TroubleshootingDocument4 pages1 Fast Digest TroubleshootingDia SeptianiNo ratings yet
- Rope Materials in Chronological OrderDocument5 pagesRope Materials in Chronological Ordermick.pride81No ratings yet
- Jasenko Kosorcic PDFDocument97 pagesJasenko Kosorcic PDFkotaNo ratings yet
- CBLM FloresDocument42 pagesCBLM FloresJinky Aydalla100% (2)
- Modern Techniques in Biosensors Detection Methods and Commercial Aspects (Gorachand Dutta, Arindam Biswas Etc.)Document316 pagesModern Techniques in Biosensors Detection Methods and Commercial Aspects (Gorachand Dutta, Arindam Biswas Etc.)Arbaaz MahmoodNo ratings yet
- Plant Rarity Lab ReportDocument15 pagesPlant Rarity Lab Reportapi-529961637No ratings yet
- KSSM F1 C6Document74 pagesKSSM F1 C6Tanisa SaminNo ratings yet
- DMSO USP in Approved Pharmaceutical Products and Medical Devices Gaylord Chemical CompanyDocument6 pagesDMSO USP in Approved Pharmaceutical Products and Medical Devices Gaylord Chemical Companyenglish-exactlyNo ratings yet
- Am Fsbcortrolos7785 enDocument2 pagesAm Fsbcortrolos7785 enFA AyNo ratings yet
- Basic Thermodynamics IISCDocument284 pagesBasic Thermodynamics IISCTS RaoNo ratings yet
- Exxonmobil Premium Afme 200 Fact SheetDocument1 pageExxonmobil Premium Afme 200 Fact SheetMahad AbdiNo ratings yet
- Bagasse Sistem DryingDocument34 pagesBagasse Sistem Dryingadriansyah1100% (1)
- The Al-Si Phase Diagram: Casting TechniquesDocument5 pagesThe Al-Si Phase Diagram: Casting TechniquesSaurabh ShashankNo ratings yet
- Exercise 1 - Matter and Its PropertiesDocument3 pagesExercise 1 - Matter and Its PropertiespututuPLNo ratings yet
- FIITJEE AITS JEE Adv Part-1 Paper-1Document14 pagesFIITJEE AITS JEE Adv Part-1 Paper-1Binu George100% (1)
- Jas Gas Kinetic TransportDocument15 pagesJas Gas Kinetic TransportcindydianitaNo ratings yet
- Risk Analysis of Instrument Tubing Failures Along With Its Mitigation PathDocument9 pagesRisk Analysis of Instrument Tubing Failures Along With Its Mitigation PathMadanmohan RathaNo ratings yet
- Aits 4 Advanced Paper 2 (2019-21) (Dt. 28-03-2021)Document25 pagesAits 4 Advanced Paper 2 (2019-21) (Dt. 28-03-2021)Saravanan BNo ratings yet
- Mud ViscosityDocument5 pagesMud Viscosityhindn162No ratings yet
- Man Mohan Sharma: A Dnyanayogi and Karmayogi, A Knowledge and Action Seeker Par ExcellenceDocument6 pagesMan Mohan Sharma: A Dnyanayogi and Karmayogi, A Knowledge and Action Seeker Par ExcellencePriyam NayakNo ratings yet
- Cement IntroDocument29 pagesCement IntroNitish KumarNo ratings yet
- ShaliFloor SL TC 4EDocument3 pagesShaliFloor SL TC 4EPrashant BaruaNo ratings yet
- Optimum Composition of Jute and Vinyl Ester For The Maximum StrengthDocument3 pagesOptimum Composition of Jute and Vinyl Ester For The Maximum StrengthngangkhamNo ratings yet
- GOVPUB-C13 - PreparationDocument100 pagesGOVPUB-C13 - PreparationManoranjan MohapatraNo ratings yet