Download as pdf or txt
You might also like
- CSIRO5-earthwallConstruction SAMPLERDocument9 pagesCSIRO5-earthwallConstruction SAMPLERPeter W GossnerNo ratings yet
- Bricks PresentationDocument48 pagesBricks Presentationnutunbazar100% (1)
- Miscellaneous Materials PDFDocument10 pagesMiscellaneous Materials PDFPriyanka BasuNo ratings yet
- Bricklayers Tool Kit PDFDocument4 pagesBricklayers Tool Kit PDFYounes BarakaNo ratings yet
- Plaster Textures & Acrylic FinishesDocument24 pagesPlaster Textures & Acrylic FinishesVirgil SteleaNo ratings yet
- Dramix - JointlessDocument25 pagesDramix - Jointlesswidayat81100% (1)
- Maus Unit Plan PDFDocument5 pagesMaus Unit Plan PDFcollin_macdonal6612No ratings yet
- Week 30 Lesson PlanDocument13 pagesWeek 30 Lesson Plannurulhuda287No ratings yet
- Micro Concrete - ROOFDocument4 pagesMicro Concrete - ROOFRajesh ChowhanNo ratings yet
- Concrete-Block Manufacture - Processes and MachinesFrom EverandConcrete-Block Manufacture - Processes and MachinesRating: 5 out of 5 stars5/5 (1)
- Ferrocement Construction Technology and Its Applications PDFDocument20 pagesFerrocement Construction Technology and Its Applications PDFPranavaDart0% (1)
- Curing Cement PlasterDocument3 pagesCuring Cement PlasterChristian LlagasNo ratings yet
- Glass Fibre Reinforced ConcreteDocument10 pagesGlass Fibre Reinforced ConcreteHimanshu Sekhar PandaNo ratings yet
- Aerated Concrete Production Using Various Raw MaterialsDocument5 pagesAerated Concrete Production Using Various Raw Materialskinley dorjee100% (1)
- Concrete Sealer: - What Does It Do and How Does It Do It?Document2 pagesConcrete Sealer: - What Does It Do and How Does It Do It?7vortex9No ratings yet
- Tara Machines BrochureDocument8 pagesTara Machines BrochureBaba Jee Shiva ShankarNo ratings yet
- Visvesvaraya Technological University: Jnana Sangama, Belgaum, KarnatakaDocument23 pagesVisvesvaraya Technological University: Jnana Sangama, Belgaum, Karnatakayaligarumashankar89No ratings yet
- Compressed Earth BlockDocument3 pagesCompressed Earth BlockSiva RamanNo ratings yet
- Stonemasonry 170919111555Document30 pagesStonemasonry 170919111555hari prasad100% (1)
- Laterite StoneDocument3 pagesLaterite StoneIndraja Rm100% (1)
- Lime Mortars For The Conservation of Historic BuildingsDocument15 pagesLime Mortars For The Conservation of Historic BuildingsRita-Cristina PiștaNo ratings yet
- Residential Building Envelope Insulation Air Seal AY 112 1994Document17 pagesResidential Building Envelope Insulation Air Seal AY 112 1994Gvsr SunnyNo ratings yet
- Brick Lecture NotesDocument13 pagesBrick Lecture NoteschinmayihyNo ratings yet
- FerrocementDocument15 pagesFerrocementer.praveenraj30No ratings yet
- Rubble MasonryDocument10 pagesRubble MasonrySahithi MagantiNo ratings yet
- CLC BricksDocument19 pagesCLC BricksAJ Darphynit100% (1)
- Lime PDFDocument30 pagesLime PDFManish Rawat100% (1)
- 1 Bridge Types and ClassificationsDocument65 pages1 Bridge Types and ClassificationsPraveen BhandariNo ratings yet
- Engineers Manual CORD PDFDocument70 pagesEngineers Manual CORD PDFGsUpretiNo ratings yet
- Titan Guide Spec For Stucco 2012-01-12Document7 pagesTitan Guide Spec For Stucco 2012-01-12Joseph ChenNo ratings yet
- Construction Materials and Testing Chapter 4Document17 pagesConstruction Materials and Testing Chapter 4EFREN REYES IINo ratings yet
- Concrete: Various Terms Used / Steps For Concreting Operation A) BatchingDocument5 pagesConcrete: Various Terms Used / Steps For Concreting Operation A) BatchingDARK KnightNo ratings yet
- Unit-Ii: Timber: Building Construction - VDocument71 pagesUnit-Ii: Timber: Building Construction - VKittur AkshayNo ratings yet
- Use of Hemp in Fly Ash BrickDocument5 pagesUse of Hemp in Fly Ash BrickIJRASETPublicationsNo ratings yet
- Roofing in SudanDocument35 pagesRoofing in SudanChitrang JhaNo ratings yet
- TerrazzoDocument7 pagesTerrazzojack.simpson.changNo ratings yet
- Vernacular Building Material - LimeDocument16 pagesVernacular Building Material - LimeShine You100% (1)
- Stucco and Lathe PlasteringDocument17 pagesStucco and Lathe PlasteringSiddiqueNo ratings yet
- Green ConcreteDocument15 pagesGreen Concrete19pgcl003TARANGKUMAR LAKHANINo ratings yet
- Fiberglass MoldDocument7 pagesFiberglass MoldDanial Iskandar MusliNo ratings yet
- An Overview On The Influence of Various Factors On The Properties of Geopolymer Concrete Derived From Industrial By-ProductsDocument26 pagesAn Overview On The Influence of Various Factors On The Properties of Geopolymer Concrete Derived From Industrial By-ProductsTaci AlvesNo ratings yet
- 02 Introduction To ConcreteDocument24 pages02 Introduction To ConcreteS. M. ZAHIDUR RAHMAN 1301129No ratings yet
- Rsumners PDFDocument12 pagesRsumners PDFSaloni guptaNo ratings yet
- Plastic Brick CompressorDocument18 pagesPlastic Brick CompressoreuricordNo ratings yet
- BricksDocument28 pagesBricksRachana Kandari Garg100% (1)
- Cement Types - Portland Cement Association (PCA)Document3 pagesCement Types - Portland Cement Association (PCA)Eddy EffendiNo ratings yet
- Low Rise BuildingsDocument25 pagesLow Rise Buildingstim mace100% (1)
- Round Epoxy Resin Coffee TableDocument9 pagesRound Epoxy Resin Coffee TableGrillobuchelliNo ratings yet
- Reinforcing Steel Design GuideDocument18 pagesReinforcing Steel Design GuidewillchamNo ratings yet
- A Review On Use of FRP Mesh and Bamboo Fiber Composite Material For AAC Block Masonry Wall Strengthening and WaterDocument5 pagesA Review On Use of FRP Mesh and Bamboo Fiber Composite Material For AAC Block Masonry Wall Strengthening and WaterIJRASETPublicationsNo ratings yet
- Earth Brick Construction 2007Document8 pagesEarth Brick Construction 2007syNo ratings yet
- Tyco UhpDocument6 pagesTyco UhpalokNo ratings yet
- Quikrete Concrete Product GuideDocument28 pagesQuikrete Concrete Product GuideBurak Yanar100% (1)
- Ijser: Alternatives To Cement in Concrete - A ReviewDocument7 pagesIjser: Alternatives To Cement in Concrete - A ReviewShahnawaz MullaNo ratings yet
- 13 Innovative Construction MaterialsDocument11 pages13 Innovative Construction MaterialsOmpatileOagileRiccoIsauNo ratings yet
- Compressed Earth Building BlocksDocument21 pagesCompressed Earth Building BlocksGinette CasillaNo ratings yet
- The end of concrete: Pros and cons of an unsuccesful technologyFrom EverandThe end of concrete: Pros and cons of an unsuccesful technologyRating: 1 out of 5 stars1/5 (1)
- Lime Hemp and Rice Husk-Based Concretes for Building EnvelopesFrom EverandLime Hemp and Rice Husk-Based Concretes for Building EnvelopesNo ratings yet
- Dcc2063 Assignment 1 Dis2014 (Set B)Document1 pageDcc2063 Assignment 1 Dis2014 (Set B)zulizwxnNo ratings yet
- Introduction To GeotechnicsDocument22 pagesIntroduction To GeotechnicszulizwxnNo ratings yet
- Graphs and Charts - Adj AdvDocument6 pagesGraphs and Charts - Adj AdvzulizwxnNo ratings yet
- Green TechnologyDocument5 pagesGreen TechnologyzulizwxnNo ratings yet
- Chapter 5 C M Notes PPDocument64 pagesChapter 5 C M Notes PPzulizwxnNo ratings yet
- 2 Slope Deflection Method For Statically Indeterminate Portal FrameDocument31 pages2 Slope Deflection Method For Statically Indeterminate Portal Framezulizwxn100% (1)
- Sharon 100 QuestionsDocument6 pagesSharon 100 QuestionszulizwxnNo ratings yet
- Resume IzwanDocument2 pagesResume IzwanzulizwxnNo ratings yet
- Green TechnologyDocument5 pagesGreen TechnologyzulizwxnNo ratings yet
- INSULATION COORDINATION STUDIES FOR 400 KV GIS PDFDocument6 pagesINSULATION COORDINATION STUDIES FOR 400 KV GIS PDFsorry2qazNo ratings yet
- General SpecificationsDocument6 pagesGeneral SpecificationsMaire Joy E. AzañaNo ratings yet
- UNIT-2-NOTES - Self Management Skills-IXDocument8 pagesUNIT-2-NOTES - Self Management Skills-IXVaishnavi JoshiNo ratings yet
- CC Confirmation FinalDocument3 pagesCC Confirmation FinalEd CacalNo ratings yet
- The Market Mafia Chronicle of India's High-Tech Stock Market Scandal The Cabal That Went Scot-Free.Document237 pagesThe Market Mafia Chronicle of India's High-Tech Stock Market Scandal The Cabal That Went Scot-Free.Honey MustardNo ratings yet
- Torsten Husén A Co-Founder and Chairman of IEA From 1962 To 1978Document15 pagesTorsten Husén A Co-Founder and Chairman of IEA From 1962 To 1978Teodora GenovaNo ratings yet
- Primary Exams 2023Document4 pagesPrimary Exams 2023Omel StephenNo ratings yet
- Bevel and Emboss Options:: C Bevel Effects CDocument23 pagesBevel and Emboss Options:: C Bevel Effects Cjoshua_gemperosoNo ratings yet
- Uml Lecture PDFDocument4 pagesUml Lecture PDFMuhammad MoizNo ratings yet
- Catalogue SDocument8 pagesCatalogue SSHINOS 3SNo ratings yet
- LithiumBattery EnglishDocument7 pagesLithiumBattery EnglishgojarooNo ratings yet
- New Energy Technologies Issue 13Document78 pagesNew Energy Technologies Issue 13blameitontherain9877No ratings yet
- Corrosion Protection With Eco-Friendly InhibitorsDocument7 pagesCorrosion Protection With Eco-Friendly InhibitorsPeterNo ratings yet
- DATA SHEET 0.5HP 3phase CG MakeDocument1 pageDATA SHEET 0.5HP 3phase CG MakeKali Dass KMNo ratings yet
- Management La Distanta-Tipuri de ManagememtDocument9 pagesManagement La Distanta-Tipuri de ManagememtAndreeaDeEaNo ratings yet
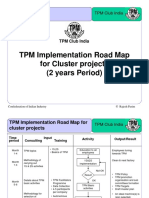
- TPM Road MapDocument4 pagesTPM Road Mapsanjeev singhNo ratings yet
- Media News ItemDocument10 pagesMedia News ItemArman DullahNo ratings yet
- Vikram Kumar Devops Notes: Build ManagementDocument6 pagesVikram Kumar Devops Notes: Build ManagementSANANo ratings yet
- Research Methods SESSIONS STUDENTS Abeeku PDFDocument287 pagesResearch Methods SESSIONS STUDENTS Abeeku PDFdomaina2008100% (3)
- Vastu Tips For KitchenDocument4 pagesVastu Tips For KitchenKASATSANo ratings yet
- 5 AQV09AWBN SM en Exploded View Part List (Ver2.0)Document7 pages5 AQV09AWBN SM en Exploded View Part List (Ver2.0)Leonel ValençaNo ratings yet
- Libta: The Technical Analysis LibraryDocument6 pagesLibta: The Technical Analysis LibraryRui LopesNo ratings yet
- G9 Lab Report - Projectile MotionDocument3 pagesG9 Lab Report - Projectile MotionKarem Yoli Tucto SalinasNo ratings yet
- BON-ANDREI ResumeDocument1 pageBON-ANDREI Resumejohn paul manaloNo ratings yet
- Iec 61804-3 2006Document384 pagesIec 61804-3 2006gallegos70100% (1)
- EE6603-PSOC Question BankDocument15 pagesEE6603-PSOC Question BankAnonymous sdfoA3No ratings yet
- Zrzut Ekranu 2022-11-20 o 23.44.07Document74 pagesZrzut Ekranu 2022-11-20 o 23.44.07Bartek SalahNo ratings yet
- Ergonomics: Zero - Gee Ergonomic Computer and Gaming WorkstationDocument38 pagesErgonomics: Zero - Gee Ergonomic Computer and Gaming WorkstationsoumikhalderNo ratings yet