Download as pdf or txt
You might also like
- Glass Fusing Design Techniques with Powders on Fiber PaperFrom EverandGlass Fusing Design Techniques with Powders on Fiber PaperRating: 3.5 out of 5 stars3.5/5 (4)
- Ceramics For Beginners - Hand BuildingDocument128 pagesCeramics For Beginners - Hand Buildingmilancebre100% (6)
- Creating A EngobeDocument105 pagesCreating A Engobeduyen nguyen chi luongNo ratings yet
- Carve Your Clay: Techniques to Bring the Ceramics Surface to LifeFrom EverandCarve Your Clay: Techniques to Bring the Ceramics Surface to LifeRating: 5 out of 5 stars5/5 (2)
- Plaster CalculationsDocument5 pagesPlaster CalculationsKeith PorterNo ratings yet
- FG18 HighFireGlazesDocument7 pagesFG18 HighFireGlazesNguyễn Đức HuyNo ratings yet
- Mold Making TechniquesDocument15 pagesMold Making TechniquesJavier Ignacio Luna Crook100% (6)
- Will Schran Cone 6 Crystals PDFDocument4 pagesWill Schran Cone 6 Crystals PDFjaguilar333No ratings yet
- FG CeramicGlazesDocument16 pagesFG CeramicGlazeshamdo_2100% (1)
- The CA Mau Shipwreck What It Tells Us AbDocument7 pagesThe CA Mau Shipwreck What It Tells Us AbSaw Tun LynnNo ratings yet
- Ceramics Vocabulary!!!!Document4 pagesCeramics Vocabulary!!!!anaNo ratings yet
- FG Clay Workshop HandbookDocument20 pagesFG Clay Workshop HandbookParaSemore Vivendo100% (2)
- Easy Homemade Pottery: Make Your Own Stylish Decor Using Polymer and Air-Dry ClayFrom EverandEasy Homemade Pottery: Make Your Own Stylish Decor Using Polymer and Air-Dry ClayNo ratings yet
- Mixing Slip, Plaster Mold Fabrication, Slip-CastingDocument4 pagesMixing Slip, Plaster Mold Fabrication, Slip-CastingLauraNo ratings yet
- Ceramic: Interior Design Assignment-IDocument35 pagesCeramic: Interior Design Assignment-IkhizarNo ratings yet
- Ceramics Monthly Sep54 Cei0954d PDFDocument36 pagesCeramics Monthly Sep54 Cei0954d PDFLitto Ferel100% (1)
- Glazed CeramicsDocument7 pagesGlazed CeramicsPablo Cesar Reyes AmadorNo ratings yet
- Crystalline Glaze Class Dan DermerDocument4 pagesCrystalline Glaze Class Dan DermerJesus MorenoNo ratings yet
- Preparing & Storing GlazeDocument4 pagesPreparing & Storing GlazeGianmarcoMolinaNo ratings yet
- Cone 5 - 6 Crystalline GlazesDocument105 pagesCone 5 - 6 Crystalline GlazesVasiliy DyominNo ratings yet
- Glaze MaterialsDocument7 pagesGlaze MaterialssmiNo ratings yet
- Salt Glaze SurfaceDocument11 pagesSalt Glaze SurfaceStefan Van Cleemput100% (1)
- Glazingtechniques LRDocument23 pagesGlazingtechniques LRkey7141stone100% (1)
- Stoneware MaturityDocument3 pagesStoneware MaturityLNo ratings yet
- Clay - New - EditedDocument73 pagesClay - New - EditedAbhilasha bhandariNo ratings yet
- Crystalline Glaze NotesDocument5 pagesCrystalline Glaze NotesTim Carlson100% (1)
- Advanced Ceramics SyllabusDocument4 pagesAdvanced Ceramics Syllabusapi-285550989No ratings yet
- How To Design, Make, and Install and Murals: Ceramic TilesDocument19 pagesHow To Design, Make, and Install and Murals: Ceramic TilesChanrathNo ratings yet
- Mold Making and SlipcastingDocument15 pagesMold Making and SlipcastingRandi V-Kers DoneNo ratings yet
- STA Decorating SlipDocument2 pagesSTA Decorating SlipmohanNo ratings yet
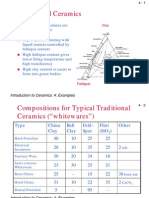
- Introduction To CeramicsDocument29 pagesIntroduction To CeramicsShrikrishna BirajdarNo ratings yet
- Glazing Techniques NewDocument20 pagesGlazing Techniques NewStefan Van Cleemput100% (1)
- La Meridiana Notes Paperclay PDFDocument3 pagesLa Meridiana Notes Paperclay PDFAnonymous FF4JjPdgNo ratings yet
- Electric KilnsDocument16 pagesElectric KilnsMadalina Teler100% (1)
- CeramicsDocument45 pagesCeramicsJohn Achilles Ricafrente100% (1)
- Ceramic GlazingDocument15 pagesCeramic Glazinghangleepoo5619100% (7)
- Firing Without Signup and A Kiln Chart May Be Turned Off! Plan To Unload Your Kiln by 2Document5 pagesFiring Without Signup and A Kiln Chart May Be Turned Off! Plan To Unload Your Kiln by 2stueferNo ratings yet
- Ceramics Monthly Jan53 Cei0153dDocument36 pagesCeramics Monthly Jan53 Cei0153dLitto Ferel100% (2)
- Underglaze: Users GuideDocument23 pagesUnderglaze: Users GuideGabriela MottaNo ratings yet
- Ceramics Monthly (Dec 91)Document90 pagesCeramics Monthly (Dec 91)Wade MacMorrighanNo ratings yet
- Firing Temperatures: & Cone EquivalentsDocument2 pagesFiring Temperatures: & Cone EquivalentsIcy45No ratings yet
- Ceramics Monthly Dec53 Cei1253dDocument36 pagesCeramics Monthly Dec53 Cei1253dLitto Ferel100% (1)
- Ceramic: For Other Uses, See - A Ceramic Is An, NonmetallicDocument7 pagesCeramic: For Other Uses, See - A Ceramic Is An, Nonmetallicletter_ashish4444No ratings yet
- Basic Slip CastingDocument3 pagesBasic Slip Castingnataliebuffalo100% (1)
- Ceramics VocabularyDocument2 pagesCeramics VocabularyKiayani DouglasNo ratings yet
- Roger GrahamDocument3 pagesRoger GrahamStefan Van CleemputNo ratings yet
- An Improved Pottery KilnDocument9 pagesAn Improved Pottery KilnTefera Adugna100% (1)
- Raku Firing Rad CADocument6 pagesRaku Firing Rad CAStefan Van CleemputNo ratings yet
- 1ceramics Monthly Jun56 Cei0656dDocument36 pages1ceramics Monthly Jun56 Cei0656dMariana Pavan100% (1)
- 15 Raku Glazes NEWDocument9 pages15 Raku Glazes NEWartist73No ratings yet
- 43vocabulary Basic CeramicsDocument6 pages43vocabulary Basic CeramicsReshmi VarmaNo ratings yet
- Ceramic ColorDocument12 pagesCeramic ColorMeisterFidiusNo ratings yet
- Ceramic SpectrumDocument5 pagesCeramic SpectrumMaria Auxiliadora RodriguezNo ratings yet
- 2ceramics Monthly Jun62 Cei0662dDocument44 pages2ceramics Monthly Jun62 Cei0662dMariana Pavan100% (1)
- cadaily-RawMaterials 2Document16 pagescadaily-RawMaterials 2shaky4u100% (1)
- Ceramics Monthly April 01Document116 pagesCeramics Monthly April 01sachirin100% (2)
- The Potter's Craft: A Practical Guide for the Studio and WorkshopFrom EverandThe Potter's Craft: A Practical Guide for the Studio and WorkshopNo ratings yet
- Origin and Development of Form and Ornament in Ceramic ArtFrom EverandOrigin and Development of Form and Ornament in Ceramic ArtNo ratings yet
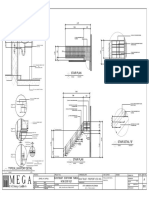
- Stair Plan Stair Detail "A": Jehiel H. CapuliDocument1 pageStair Plan Stair Detail "A": Jehiel H. CapuliMatty IgtibenNo ratings yet
- Charles Lawrence Pottery - New England Antiques Journal January 2014Document3 pagesCharles Lawrence Pottery - New England Antiques Journal January 2014Justin W. ThomasNo ratings yet
- Ten Cone 10 RecipesDocument7 pagesTen Cone 10 RecipesStefan Van Cleemput100% (1)
- Antique Meissen MarksDocument14 pagesAntique Meissen MarksOana Dragoi50% (2)
- ClayCraft 37 2020Document84 pagesClayCraft 37 2020Oksana100% (1)
- The Arts of Fire - Islamic Influences On Glass and Ceramics of The Italian Renaissance (Art Ebook) PDFDocument186 pagesThe Arts of Fire - Islamic Influences On Glass and Ceramics of The Italian Renaissance (Art Ebook) PDFAnonymous s6WwRJVSxm100% (1)
- VETRO Design Guide Q4Document20 pagesVETRO Design Guide Q4Shaheen AshNo ratings yet
- Khurja ReportDocument18 pagesKhurja ReportAayush_Verma_5419No ratings yet
- Splendid Designs: Collection 2021 THE Greatness of Italian MarbleDocument44 pagesSplendid Designs: Collection 2021 THE Greatness of Italian MarbleDILIP KUMARNo ratings yet
- Proposal Lab 1 Ceramic - Slip CastiingDocument4 pagesProposal Lab 1 Ceramic - Slip CastiingAlbert Ng Wei KeatNo ratings yet
- Carty Nceca 2012Document23 pagesCarty Nceca 2012ThongMaVanNo ratings yet
- Chase Family Pottery - New England Antiques Journal October 2014Document3 pagesChase Family Pottery - New England Antiques Journal October 2014Justin W. Thomas0% (1)
- Steel Coreless Induction Furnace: Horno de Inducción de Crisól - AceroDocument2 pagesSteel Coreless Induction Furnace: Horno de Inducción de Crisól - AcerosergioNo ratings yet
- Gandhara PotteryDocument64 pagesGandhara Potterysergio hofmann100% (1)
- Quotation # SO3200: Tax IDDocument3 pagesQuotation # SO3200: Tax IDleepolplackalNo ratings yet
- Variolink+Esthetic DC - Glass Ceramic Restorations - Flow Chart - enDocument2 pagesVariolink+Esthetic DC - Glass Ceramic Restorations - Flow Chart - engmacaneataNo ratings yet
- TerracottaDocument2 pagesTerracottadwarika2006No ratings yet
- Teapots, Ah Leon, Robert LawarreDocument2 pagesTeapots, Ah Leon, Robert LawarreTemi AreagoNo ratings yet
- Clary Illian and The Hamada-Leach TraditionDocument5 pagesClary Illian and The Hamada-Leach Traditionapi-211971485No ratings yet
- Wood Kiln Firing Techiques and TipsDocument16 pagesWood Kiln Firing Techiques and TipsIsabella BritoNo ratings yet
- How To Detect and Collect Antique Porcelain and PotteryDocument304 pagesHow To Detect and Collect Antique Porcelain and PotteryVasiliy Dyomin50% (2)
- The Best Branded Tiles in IndiaDocument9 pagesThe Best Branded Tiles in Indiaanil25kumarNo ratings yet
- Ant - 007 - 030824 David Spinner Page 7Document1 pageAnt - 007 - 030824 David Spinner Page 7Justin W. ThomasNo ratings yet
- CeramicDocument12 pagesCeramicGtucentre GlobalstudiesNo ratings yet
- Clay Packet GuideDocument4 pagesClay Packet Guideapi-290985916100% (1)
- My Class Notes For Potery Class 2Document1 pageMy Class Notes For Potery Class 2meNo ratings yet
- Hayes - Handbook of Mediterrannean Roman PoteryDocument59 pagesHayes - Handbook of Mediterrannean Roman PoteryValentina Volf100% (5)
- Evolve Porcelain Tiles: / Gres PorcellanatoDocument4 pagesEvolve Porcelain Tiles: / Gres PorcellanatoAaron Hong Wan ChanNo ratings yet
- Drinking - Punch Bowls - PorcelainDocument70 pagesDrinking - Punch Bowls - PorcelainThe 18th Century Material Culture Resource Center100% (1)