
High Temp Shearing Blind Rams Exceed API Specs
High Temp Shearing Blind Rams Exceed API Specs
You might also like
- Losing My ReligionDocument4 pagesLosing My ReligionMuhammad Reza100% (1)
- Driller's Depth ErrorsDocument2 pagesDriller's Depth Errorsnyanya2007No ratings yet
- FMC OBS-II Exploration Wellhead - For Jackup DrillingDocument8 pagesFMC OBS-II Exploration Wellhead - For Jackup DrillingAli BoubeniaNo ratings yet
- Vetco MLC Mudline Operating and Service ProcedureDocument40 pagesVetco MLC Mudline Operating and Service Procedurecrni rokoNo ratings yet
- BopDocument134 pagesBopcrni roko100% (2)
- Mini Shear Study, West Engineering Services, Inc., Final Report, December 2002Document16 pagesMini Shear Study, West Engineering Services, Inc., Final Report, December 2002José Luis Párraga QuispeNo ratings yet
- DD - 1Document38 pagesDD - 1nitin_kulkarni_2No ratings yet
- Gas Cut MudDocument53 pagesGas Cut MudRMolina65No ratings yet
- Arena Reference GuideDocument137 pagesArena Reference Guidearchie rhines100% (1)
- Soltex Additive PDFDocument1 pageSoltex Additive PDFAhmer AkhlaqueNo ratings yet
- Laboratory TestingDocument17 pagesLaboratory TestingDoni Kurniawan100% (1)
- Drilling Engineering - PE 311Document24 pagesDrilling Engineering - PE 311Anjana MalagalageNo ratings yet
- Intro To Cement Laboratory TestDocument49 pagesIntro To Cement Laboratory TestAnonymous 6meMTlNo ratings yet
- Shear Force For SBRDocument14 pagesShear Force For SBRnjava1978No ratings yet
- Motor PresentationDocument23 pagesMotor PresentationVirgilioNo ratings yet
- Fishing Time-Decision MakingDocument6 pagesFishing Time-Decision MakingJorgito AriasNo ratings yet
- TH Hill Sales PresentationDocument19 pagesTH Hill Sales PresentationzmNo ratings yet
- 1d - Oil Analysis ReportDocument10 pages1d - Oil Analysis Report-herdian Dt-No ratings yet
- Casing DesignDocument2 pagesCasing DesignTariq SaihoodNo ratings yet
- Dayli Time Shet and Tool Inspection Crew CDocument56 pagesDayli Time Shet and Tool Inspection Crew Cezi gusfiaNo ratings yet
- Running CasingDocument21 pagesRunning CasingSalem Halbaoui0% (1)
- Dynamic and Momentum KillingDocument20 pagesDynamic and Momentum Killingمصطفى مجدي100% (1)
- Tool CodesDocument16 pagesTool CodesbrowgzNo ratings yet
- Future Requirement of Drilling RigsDocument19 pagesFuture Requirement of Drilling Rigsbasutk4851No ratings yet
- Oil Gas Industry GuidelinesDocument90 pagesOil Gas Industry GuidelinesAdhia Prenata Putra HuzaNo ratings yet
- BOPs and Their ControlDocument59 pagesBOPs and Their ControlYoun Seok Choi100% (1)
- P663 Lec 03C Resistivity Tools JLJ WBA TABDocument45 pagesP663 Lec 03C Resistivity Tools JLJ WBA TABDavid Fernando Nery BriceñoNo ratings yet
- Basic Drilling Fluid FixDocument24 pagesBasic Drilling Fluid FixDelisNo ratings yet
- Connection TableDocument10 pagesConnection TableBepdjNo ratings yet
- Handling Equipment: Drilling Rig Selection GuideDocument1 pageHandling Equipment: Drilling Rig Selection GuideShodji MabungaNo ratings yet
- CH5 Drilling FluidsDocument48 pagesCH5 Drilling FluidsThev Ruban100% (1)
- Technology Transfer Volumetric StrippingDocument28 pagesTechnology Transfer Volumetric StrippingHüseyin AyazlıNo ratings yet
- Drillpipe Failure and Its PredictionDocument119 pagesDrillpipe Failure and Its PredictionQuality controllerNo ratings yet
- WOR WI OI 2 1 2 - Slip and Cut Drill LineDocument8 pagesWOR WI OI 2 1 2 - Slip and Cut Drill LineHuang Ming Chong100% (1)
- Drilling Chokes BrochureDocument12 pagesDrilling Chokes BrochureAshok SureshNo ratings yet
- Reducing Nonproductive Time: Pipe Recovery ServicesDocument8 pagesReducing Nonproductive Time: Pipe Recovery ServicesWaleed Barakat Maria100% (1)
- Simulation With Arena: Graduate Program in Business Information Systems BIS 517Document54 pagesSimulation With Arena: Graduate Program in Business Information Systems BIS 517Zineet KumarNo ratings yet
- Stimulation Blender Truck PsDocument2 pagesStimulation Blender Truck PszachNo ratings yet
- Factors Affecting Casing DesignDocument11 pagesFactors Affecting Casing DesignTharaka DarshanaNo ratings yet
- Planning of HPHT WellDocument30 pagesPlanning of HPHT WellPerlaNo ratings yet
- 3 Drilling Fluid Volumes - SPDocument25 pages3 Drilling Fluid Volumes - SPmaria del pilar GuevaraNo ratings yet
- Connection Testing ExplainedDocument9 pagesConnection Testing ExplainedANo ratings yet
- Failure Criteria For YieldingDocument12 pagesFailure Criteria For YieldingRichard More LeonNo ratings yet
- DRILLING FLUIDS HandoutDocument10 pagesDRILLING FLUIDS HandoutHans SamNo ratings yet
- ES20 - 39872P - 5688561 - 01 - JAR IntroductionsDocument41 pagesES20 - 39872P - 5688561 - 01 - JAR IntroductionsMuhammad Zikry Alfindy HazNo ratings yet
- AC Ideal RigDocument8 pagesAC Ideal RigEdmund LimNo ratings yet
- Diverter System Set Up - 20170701 - Rev0 (CW)Document2 pagesDiverter System Set Up - 20170701 - Rev0 (CW)ramyNo ratings yet
- SPE/IADC-173112-MS The Drilling Optimization Benefits of Direct Drillstring Surface Measurements Case Studies From Field OperationsDocument22 pagesSPE/IADC-173112-MS The Drilling Optimization Benefits of Direct Drillstring Surface Measurements Case Studies From Field OperationsManuel RodriguezNo ratings yet
- Bits IADC Codes PDFDocument2 pagesBits IADC Codes PDFMohamed Mahmoud Rezk Dimo100% (1)
- Iadc Roller Cone ClassificationDocument2 pagesIadc Roller Cone Classificationknn52unnNo ratings yet
- Spe 209846 MsDocument10 pagesSpe 209846 MsCavidan IbrahimliNo ratings yet
- SPE - 35666 Reduction of Drill String Torque and Casing Wear in Extended Reach Wells Using - N B Moore PDFDocument10 pagesSPE - 35666 Reduction of Drill String Torque and Casing Wear in Extended Reach Wells Using - N B Moore PDFAsahel NuñezNo ratings yet
- Edrilling Used On Ekofisk For Real-Time DrillingDocument14 pagesEdrilling Used On Ekofisk For Real-Time DrillingAbraham RojasNo ratings yet
- Specialty Connectors PipeDocument19 pagesSpecialty Connectors PipeBhai RamaNo ratings yet
- Modern Borehole Analytics: Annular Flow, Hole Cleaning, and Pressure ControlFrom EverandModern Borehole Analytics: Annular Flow, Hole Cleaning, and Pressure ControlNo ratings yet
- High Temp Shearing Blind Rams Exceed API SpecsDocument2 pagesHigh Temp Shearing Blind Rams Exceed API Specscrni rokoNo ratings yet
- Acm Aem Karşilaştirmasi Ar212 Aem CFX PDFDocument19 pagesAcm Aem Karşilaştirmasi Ar212 Aem CFX PDFSıdıka Sertkol KavuşNo ratings yet
- ASTM A193 GR B7 Vs GR B7M Bolts For Sour Service HXDocument5 pagesASTM A193 GR B7 Vs GR B7M Bolts For Sour Service HXYoussef DaoudNo ratings yet
- Upload Items Files 1570559467Document19 pagesUpload Items Files 1570559467tajman90No ratings yet
- SPE 114980 Drillstem Testing For High Pressure Deepwater Wells: A Noncemented Floating Tieback Liner TechniqueDocument8 pagesSPE 114980 Drillstem Testing For High Pressure Deepwater Wells: A Noncemented Floating Tieback Liner TechniqueTheNourEldenNo ratings yet
- SPE-181275-MS Successful Development and Implementation of 9 5/8 Subsurface Safety Valve For High Pressure, High Rate Gas WellsDocument11 pagesSPE-181275-MS Successful Development and Implementation of 9 5/8 Subsurface Safety Valve For High Pressure, High Rate Gas WellsLuis David Concha CastilloNo ratings yet
- Waste 1 AaacDocument1,635 pagesWaste 1 AaacDevendra BangarNo ratings yet
- Mill EZ - TBG CCR Brochure - 18.april.17Document2 pagesMill EZ - TBG CCR Brochure - 18.april.17crni rokoNo ratings yet
- PO Power Tong EckelDocument4 pagesPO Power Tong Eckelcrni rokoNo ratings yet
- PO Westco Casing TongDocument6 pagesPO Westco Casing Tongcrni rokoNo ratings yet
- WDF Power Tong QuotationDocument2 pagesWDF Power Tong Quotationcrni rokoNo ratings yet
- ELDER IX 5 5 X 2 375Document8 pagesELDER IX 5 5 X 2 375crni rokoNo ratings yet
- World Petroleum For Al SDocument11 pagesWorld Petroleum For Al Scrni rokoNo ratings yet
- DST Slip Joint PDFDocument8 pagesDST Slip Joint PDFcrni rokoNo ratings yet
- Brochure Multi Purpose CylindersDocument10 pagesBrochure Multi Purpose Cylinderscrni rokoNo ratings yet
- QuickSlide Tool Block SlidesDocument1 pageQuickSlide Tool Block Slidescrni rokoNo ratings yet
- Enerpac Crtež Montažni P-392, 391 L2853Document2 pagesEnerpac Crtež Montažni P-392, 391 L2853crni roko100% (1)
- Choke Beans, Stems & SeatsDocument4 pagesChoke Beans, Stems & Seatscrni rokoNo ratings yet
- Lincoln Grease GunDocument11 pagesLincoln Grease Guncrni rokoNo ratings yet
- Baker Hydraulic ActuatorDocument3 pagesBaker Hydraulic Actuatorcrni rokoNo ratings yet
- Installation ProcedureDocument51 pagesInstallation Procedurecrni rokoNo ratings yet
- Brochure - AVK Gate Valve OS&Y ANSI, Prepared For Actuator 2012Document2 pagesBrochure - AVK Gate Valve OS&Y ANSI, Prepared For Actuator 2012crni rokoNo ratings yet
- Well Control Equipment Catalogue: IntegrityDocument21 pagesWell Control Equipment Catalogue: Integritycrni rokoNo ratings yet
- High Temp Shearing Blind Rams Exceed API SpecsDocument2 pagesHigh Temp Shearing Blind Rams Exceed API Specscrni rokoNo ratings yet
- Coiled Tubing Innovative Rigless InterventionsDocument14 pagesCoiled Tubing Innovative Rigless Interventionscrni rokoNo ratings yet
- Offshore201911 DLDocument68 pagesOffshore201911 DLcrni roko100% (1)
- Uputsvo Za Upotrebu Kelly Guard, Kelly Valve, Drill Pipe Safety Valve 07.1978Document9 pagesUputsvo Za Upotrebu Kelly Guard, Kelly Valve, Drill Pipe Safety Valve 07.1978crni rokoNo ratings yet
- LwsDocument36 pagesLwscrni rokoNo ratings yet
- BopDocument26 pagesBopcrni roko100% (1)
- Choosing A Perforation Strategy PDFDocument0 pagesChoosing A Perforation Strategy PDFAjendra SinghNo ratings yet
- PRINT - Service Manuals - Service Manual MC Kinley Eu GD 13 06 2019Document73 pagesPRINT - Service Manuals - Service Manual MC Kinley Eu GD 13 06 2019Sebastian PettersNo ratings yet
- HP Pavilion - 15-Au626tx Rs.61,990Document4 pagesHP Pavilion - 15-Au626tx Rs.61,990pankajNo ratings yet
- RockdrillDocument140 pagesRockdrillJuan EspitiaNo ratings yet
- 042Document3 pages042fenomenonNo ratings yet
- Project ProposalDocument21 pagesProject Proposalapi-421434632No ratings yet
- 36 Stragegic ManagementDocument345 pages36 Stragegic ManagementMuhammad Adnan Latif100% (1)
- Impact of Social Media On YouthDocument13 pagesImpact of Social Media On YouthMuneeb UmairNo ratings yet
- Calling EPANET From MatlabDocument9 pagesCalling EPANET From Matlabmarting69No ratings yet
- Dylan Stanford CertificateDocument4 pagesDylan Stanford Certificateapi-4432522590% (1)
- Biochemistry Genius UncoveredDocument2 pagesBiochemistry Genius UncoveredstanscimagNo ratings yet
- Unit 1 SIADocument68 pagesUnit 1 SIAPHONY BALONEYNo ratings yet
- Project ReportDocument37 pagesProject ReportKaushal MishraNo ratings yet
- Scope and Need of Modern Food Processing TechniquesDocument5 pagesScope and Need of Modern Food Processing TechniquesShivaniNo ratings yet
- LP For DemoDocument8 pagesLP For DemoRonalee Coopera-PezNo ratings yet
- RealSens Pipetech WorkshopDocument45 pagesRealSens Pipetech Workshopalioo44No ratings yet
- Principles of Digital Instruments PDFDocument10 pagesPrinciples of Digital Instruments PDFÖmKârGhorpadeNo ratings yet
- Visible Light: James T. Shipman Jerry D. Wilson Charles A. Higgins, Jr. Omar TorresDocument7 pagesVisible Light: James T. Shipman Jerry D. Wilson Charles A. Higgins, Jr. Omar TorresTabada NickyNo ratings yet
- Tda 2613 QDocument11 pagesTda 2613 Qpaulmx13No ratings yet
- Worksheet DMCDocument3 pagesWorksheet DMCAamir YounusNo ratings yet
- Edc BJT CeDocument5 pagesEdc BJT CeRavi JaiswalNo ratings yet
- Bda JDDocument3 pagesBda JDapi-3762860No ratings yet
- Catalogo de Partes Hero Splendor Ismart 14Document63 pagesCatalogo de Partes Hero Splendor Ismart 14Yessenia Chavez BernedoNo ratings yet
- Sa-Akx18 SMDocument66 pagesSa-Akx18 SMFelipe L-m67% (3)
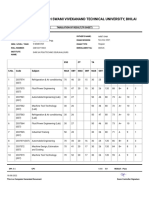
- Chhattisgarh Swami Vivekanand Technical University, Bhilai: Tabulation of Result (TR Sheet)Document2 pagesChhattisgarh Swami Vivekanand Technical University, Bhilai: Tabulation of Result (TR Sheet)Roshan NishadNo ratings yet
- High-Speed Flight Propulsion SystemsDocument538 pagesHigh-Speed Flight Propulsion SystemsHoàng DavidNo ratings yet
- My ResumeDocument4 pagesMy ResumesatyagvnsNo ratings yet
- Multi-Hole CageDocument7 pagesMulti-Hole Cagemet-calcNo ratings yet
- LC-R1233P: Valve-Regulated Lead Acid Batteries: Individual Data SheetDocument1 pageLC-R1233P: Valve-Regulated Lead Acid Batteries: Individual Data SheetAaron MalekNo ratings yet
- Deflection Prestressed ConcreteDocument48 pagesDeflection Prestressed Concreteajith chandranNo ratings yet













































































































Download as pdf or txt
You might also like
- Losing My ReligionDocument4 pagesLosing My ReligionMuhammad Reza100% (1)
- Driller's Depth ErrorsDocument2 pagesDriller's Depth Errorsnyanya2007No ratings yet
- FMC OBS-II Exploration Wellhead - For Jackup DrillingDocument8 pagesFMC OBS-II Exploration Wellhead - For Jackup DrillingAli BoubeniaNo ratings yet
- Vetco MLC Mudline Operating and Service ProcedureDocument40 pagesVetco MLC Mudline Operating and Service Procedurecrni rokoNo ratings yet
- BopDocument134 pagesBopcrni roko100% (2)
- Mini Shear Study, West Engineering Services, Inc., Final Report, December 2002Document16 pagesMini Shear Study, West Engineering Services, Inc., Final Report, December 2002José Luis Párraga QuispeNo ratings yet
- DD - 1Document38 pagesDD - 1nitin_kulkarni_2No ratings yet
- Gas Cut MudDocument53 pagesGas Cut MudRMolina65No ratings yet
- Arena Reference GuideDocument137 pagesArena Reference Guidearchie rhines100% (1)
- Soltex Additive PDFDocument1 pageSoltex Additive PDFAhmer AkhlaqueNo ratings yet
- Laboratory TestingDocument17 pagesLaboratory TestingDoni Kurniawan100% (1)
- Drilling Engineering - PE 311Document24 pagesDrilling Engineering - PE 311Anjana MalagalageNo ratings yet
- Intro To Cement Laboratory TestDocument49 pagesIntro To Cement Laboratory TestAnonymous 6meMTlNo ratings yet
- Shear Force For SBRDocument14 pagesShear Force For SBRnjava1978No ratings yet
- Motor PresentationDocument23 pagesMotor PresentationVirgilioNo ratings yet
- Fishing Time-Decision MakingDocument6 pagesFishing Time-Decision MakingJorgito AriasNo ratings yet
- TH Hill Sales PresentationDocument19 pagesTH Hill Sales PresentationzmNo ratings yet
- 1d - Oil Analysis ReportDocument10 pages1d - Oil Analysis Report-herdian Dt-No ratings yet
- Casing DesignDocument2 pagesCasing DesignTariq SaihoodNo ratings yet
- Dayli Time Shet and Tool Inspection Crew CDocument56 pagesDayli Time Shet and Tool Inspection Crew Cezi gusfiaNo ratings yet
- Running CasingDocument21 pagesRunning CasingSalem Halbaoui0% (1)
- Dynamic and Momentum KillingDocument20 pagesDynamic and Momentum Killingمصطفى مجدي100% (1)
- Tool CodesDocument16 pagesTool CodesbrowgzNo ratings yet
- Future Requirement of Drilling RigsDocument19 pagesFuture Requirement of Drilling Rigsbasutk4851No ratings yet
- Oil Gas Industry GuidelinesDocument90 pagesOil Gas Industry GuidelinesAdhia Prenata Putra HuzaNo ratings yet
- BOPs and Their ControlDocument59 pagesBOPs and Their ControlYoun Seok Choi100% (1)
- P663 Lec 03C Resistivity Tools JLJ WBA TABDocument45 pagesP663 Lec 03C Resistivity Tools JLJ WBA TABDavid Fernando Nery BriceñoNo ratings yet
- Basic Drilling Fluid FixDocument24 pagesBasic Drilling Fluid FixDelisNo ratings yet
- Connection TableDocument10 pagesConnection TableBepdjNo ratings yet
- Handling Equipment: Drilling Rig Selection GuideDocument1 pageHandling Equipment: Drilling Rig Selection GuideShodji MabungaNo ratings yet
- CH5 Drilling FluidsDocument48 pagesCH5 Drilling FluidsThev Ruban100% (1)
- Technology Transfer Volumetric StrippingDocument28 pagesTechnology Transfer Volumetric StrippingHüseyin AyazlıNo ratings yet
- Drillpipe Failure and Its PredictionDocument119 pagesDrillpipe Failure and Its PredictionQuality controllerNo ratings yet
- WOR WI OI 2 1 2 - Slip and Cut Drill LineDocument8 pagesWOR WI OI 2 1 2 - Slip and Cut Drill LineHuang Ming Chong100% (1)
- Drilling Chokes BrochureDocument12 pagesDrilling Chokes BrochureAshok SureshNo ratings yet
- Reducing Nonproductive Time: Pipe Recovery ServicesDocument8 pagesReducing Nonproductive Time: Pipe Recovery ServicesWaleed Barakat Maria100% (1)
- Simulation With Arena: Graduate Program in Business Information Systems BIS 517Document54 pagesSimulation With Arena: Graduate Program in Business Information Systems BIS 517Zineet KumarNo ratings yet
- Stimulation Blender Truck PsDocument2 pagesStimulation Blender Truck PszachNo ratings yet
- Factors Affecting Casing DesignDocument11 pagesFactors Affecting Casing DesignTharaka DarshanaNo ratings yet
- Planning of HPHT WellDocument30 pagesPlanning of HPHT WellPerlaNo ratings yet
- 3 Drilling Fluid Volumes - SPDocument25 pages3 Drilling Fluid Volumes - SPmaria del pilar GuevaraNo ratings yet
- Connection Testing ExplainedDocument9 pagesConnection Testing ExplainedANo ratings yet
- Failure Criteria For YieldingDocument12 pagesFailure Criteria For YieldingRichard More LeonNo ratings yet
- DRILLING FLUIDS HandoutDocument10 pagesDRILLING FLUIDS HandoutHans SamNo ratings yet
- ES20 - 39872P - 5688561 - 01 - JAR IntroductionsDocument41 pagesES20 - 39872P - 5688561 - 01 - JAR IntroductionsMuhammad Zikry Alfindy HazNo ratings yet
- AC Ideal RigDocument8 pagesAC Ideal RigEdmund LimNo ratings yet
- Diverter System Set Up - 20170701 - Rev0 (CW)Document2 pagesDiverter System Set Up - 20170701 - Rev0 (CW)ramyNo ratings yet
- SPE/IADC-173112-MS The Drilling Optimization Benefits of Direct Drillstring Surface Measurements Case Studies From Field OperationsDocument22 pagesSPE/IADC-173112-MS The Drilling Optimization Benefits of Direct Drillstring Surface Measurements Case Studies From Field OperationsManuel RodriguezNo ratings yet
- Bits IADC Codes PDFDocument2 pagesBits IADC Codes PDFMohamed Mahmoud Rezk Dimo100% (1)
- Iadc Roller Cone ClassificationDocument2 pagesIadc Roller Cone Classificationknn52unnNo ratings yet
- Spe 209846 MsDocument10 pagesSpe 209846 MsCavidan IbrahimliNo ratings yet
- SPE - 35666 Reduction of Drill String Torque and Casing Wear in Extended Reach Wells Using - N B Moore PDFDocument10 pagesSPE - 35666 Reduction of Drill String Torque and Casing Wear in Extended Reach Wells Using - N B Moore PDFAsahel NuñezNo ratings yet
- Edrilling Used On Ekofisk For Real-Time DrillingDocument14 pagesEdrilling Used On Ekofisk For Real-Time DrillingAbraham RojasNo ratings yet
- Specialty Connectors PipeDocument19 pagesSpecialty Connectors PipeBhai RamaNo ratings yet
- Modern Borehole Analytics: Annular Flow, Hole Cleaning, and Pressure ControlFrom EverandModern Borehole Analytics: Annular Flow, Hole Cleaning, and Pressure ControlNo ratings yet
- High Temp Shearing Blind Rams Exceed API SpecsDocument2 pagesHigh Temp Shearing Blind Rams Exceed API Specscrni rokoNo ratings yet
- Acm Aem Karşilaştirmasi Ar212 Aem CFX PDFDocument19 pagesAcm Aem Karşilaştirmasi Ar212 Aem CFX PDFSıdıka Sertkol KavuşNo ratings yet
- ASTM A193 GR B7 Vs GR B7M Bolts For Sour Service HXDocument5 pagesASTM A193 GR B7 Vs GR B7M Bolts For Sour Service HXYoussef DaoudNo ratings yet
- Upload Items Files 1570559467Document19 pagesUpload Items Files 1570559467tajman90No ratings yet
- SPE 114980 Drillstem Testing For High Pressure Deepwater Wells: A Noncemented Floating Tieback Liner TechniqueDocument8 pagesSPE 114980 Drillstem Testing For High Pressure Deepwater Wells: A Noncemented Floating Tieback Liner TechniqueTheNourEldenNo ratings yet
- SPE-181275-MS Successful Development and Implementation of 9 5/8 Subsurface Safety Valve For High Pressure, High Rate Gas WellsDocument11 pagesSPE-181275-MS Successful Development and Implementation of 9 5/8 Subsurface Safety Valve For High Pressure, High Rate Gas WellsLuis David Concha CastilloNo ratings yet
- Waste 1 AaacDocument1,635 pagesWaste 1 AaacDevendra BangarNo ratings yet
- Mill EZ - TBG CCR Brochure - 18.april.17Document2 pagesMill EZ - TBG CCR Brochure - 18.april.17crni rokoNo ratings yet
- PO Power Tong EckelDocument4 pagesPO Power Tong Eckelcrni rokoNo ratings yet
- PO Westco Casing TongDocument6 pagesPO Westco Casing Tongcrni rokoNo ratings yet
- WDF Power Tong QuotationDocument2 pagesWDF Power Tong Quotationcrni rokoNo ratings yet
- ELDER IX 5 5 X 2 375Document8 pagesELDER IX 5 5 X 2 375crni rokoNo ratings yet
- World Petroleum For Al SDocument11 pagesWorld Petroleum For Al Scrni rokoNo ratings yet
- DST Slip Joint PDFDocument8 pagesDST Slip Joint PDFcrni rokoNo ratings yet
- Brochure Multi Purpose CylindersDocument10 pagesBrochure Multi Purpose Cylinderscrni rokoNo ratings yet
- QuickSlide Tool Block SlidesDocument1 pageQuickSlide Tool Block Slidescrni rokoNo ratings yet
- Enerpac Crtež Montažni P-392, 391 L2853Document2 pagesEnerpac Crtež Montažni P-392, 391 L2853crni roko100% (1)
- Choke Beans, Stems & SeatsDocument4 pagesChoke Beans, Stems & Seatscrni rokoNo ratings yet
- Lincoln Grease GunDocument11 pagesLincoln Grease Guncrni rokoNo ratings yet
- Baker Hydraulic ActuatorDocument3 pagesBaker Hydraulic Actuatorcrni rokoNo ratings yet
- Installation ProcedureDocument51 pagesInstallation Procedurecrni rokoNo ratings yet
- Brochure - AVK Gate Valve OS&Y ANSI, Prepared For Actuator 2012Document2 pagesBrochure - AVK Gate Valve OS&Y ANSI, Prepared For Actuator 2012crni rokoNo ratings yet
- Well Control Equipment Catalogue: IntegrityDocument21 pagesWell Control Equipment Catalogue: Integritycrni rokoNo ratings yet
- High Temp Shearing Blind Rams Exceed API SpecsDocument2 pagesHigh Temp Shearing Blind Rams Exceed API Specscrni rokoNo ratings yet
- Coiled Tubing Innovative Rigless InterventionsDocument14 pagesCoiled Tubing Innovative Rigless Interventionscrni rokoNo ratings yet
- Offshore201911 DLDocument68 pagesOffshore201911 DLcrni roko100% (1)
- Uputsvo Za Upotrebu Kelly Guard, Kelly Valve, Drill Pipe Safety Valve 07.1978Document9 pagesUputsvo Za Upotrebu Kelly Guard, Kelly Valve, Drill Pipe Safety Valve 07.1978crni rokoNo ratings yet
- LwsDocument36 pagesLwscrni rokoNo ratings yet
- BopDocument26 pagesBopcrni roko100% (1)
- Choosing A Perforation Strategy PDFDocument0 pagesChoosing A Perforation Strategy PDFAjendra SinghNo ratings yet
- PRINT - Service Manuals - Service Manual MC Kinley Eu GD 13 06 2019Document73 pagesPRINT - Service Manuals - Service Manual MC Kinley Eu GD 13 06 2019Sebastian PettersNo ratings yet
- HP Pavilion - 15-Au626tx Rs.61,990Document4 pagesHP Pavilion - 15-Au626tx Rs.61,990pankajNo ratings yet
- RockdrillDocument140 pagesRockdrillJuan EspitiaNo ratings yet
- 042Document3 pages042fenomenonNo ratings yet
- Project ProposalDocument21 pagesProject Proposalapi-421434632No ratings yet
- 36 Stragegic ManagementDocument345 pages36 Stragegic ManagementMuhammad Adnan Latif100% (1)
- Impact of Social Media On YouthDocument13 pagesImpact of Social Media On YouthMuneeb UmairNo ratings yet
- Calling EPANET From MatlabDocument9 pagesCalling EPANET From Matlabmarting69No ratings yet
- Dylan Stanford CertificateDocument4 pagesDylan Stanford Certificateapi-4432522590% (1)
- Biochemistry Genius UncoveredDocument2 pagesBiochemistry Genius UncoveredstanscimagNo ratings yet
- Unit 1 SIADocument68 pagesUnit 1 SIAPHONY BALONEYNo ratings yet
- Project ReportDocument37 pagesProject ReportKaushal MishraNo ratings yet
- Scope and Need of Modern Food Processing TechniquesDocument5 pagesScope and Need of Modern Food Processing TechniquesShivaniNo ratings yet
- LP For DemoDocument8 pagesLP For DemoRonalee Coopera-PezNo ratings yet
- RealSens Pipetech WorkshopDocument45 pagesRealSens Pipetech Workshopalioo44No ratings yet
- Principles of Digital Instruments PDFDocument10 pagesPrinciples of Digital Instruments PDFÖmKârGhorpadeNo ratings yet
- Visible Light: James T. Shipman Jerry D. Wilson Charles A. Higgins, Jr. Omar TorresDocument7 pagesVisible Light: James T. Shipman Jerry D. Wilson Charles A. Higgins, Jr. Omar TorresTabada NickyNo ratings yet
- Tda 2613 QDocument11 pagesTda 2613 Qpaulmx13No ratings yet
- Worksheet DMCDocument3 pagesWorksheet DMCAamir YounusNo ratings yet
- Edc BJT CeDocument5 pagesEdc BJT CeRavi JaiswalNo ratings yet
- Bda JDDocument3 pagesBda JDapi-3762860No ratings yet
- Catalogo de Partes Hero Splendor Ismart 14Document63 pagesCatalogo de Partes Hero Splendor Ismart 14Yessenia Chavez BernedoNo ratings yet
- Sa-Akx18 SMDocument66 pagesSa-Akx18 SMFelipe L-m67% (3)
- Chhattisgarh Swami Vivekanand Technical University, Bhilai: Tabulation of Result (TR Sheet)Document2 pagesChhattisgarh Swami Vivekanand Technical University, Bhilai: Tabulation of Result (TR Sheet)Roshan NishadNo ratings yet
- High-Speed Flight Propulsion SystemsDocument538 pagesHigh-Speed Flight Propulsion SystemsHoàng DavidNo ratings yet
- My ResumeDocument4 pagesMy ResumesatyagvnsNo ratings yet
- Multi-Hole CageDocument7 pagesMulti-Hole Cagemet-calcNo ratings yet
- LC-R1233P: Valve-Regulated Lead Acid Batteries: Individual Data SheetDocument1 pageLC-R1233P: Valve-Regulated Lead Acid Batteries: Individual Data SheetAaron MalekNo ratings yet
- Deflection Prestressed ConcreteDocument48 pagesDeflection Prestressed Concreteajith chandranNo ratings yet