Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Rotary Evaporator ManualDocument80 pagesRotary Evaporator ManualJesujoba100% (1)
- Contract Specification Mini FaDocument6 pagesContract Specification Mini FaaliNo ratings yet
- Setup Sheet Report: Generic MillDocument10 pagesSetup Sheet Report: Generic MillaliNo ratings yet
- Influence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsDocument6 pagesInfluence of The Number of Inserts For Tool Life Evaluation in Face Milling of SteelsaliNo ratings yet
- Catia ABSI CV5 MoldTrainingCrse 062206 STDocument8 pagesCatia ABSI CV5 MoldTrainingCrse 062206 STaliNo ratings yet
- Modeling Micro End Mill OperationDocument19 pagesModeling Micro End Mill OperationaliNo ratings yet
- Surface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentDocument6 pagesSurface Roughness Modeling in The Turning of AISI 12L14 Steel by Factorial Design ExperimentaliNo ratings yet
- Displaying The Alias Structure For A Taguchi DesignDocument6 pagesDisplaying The Alias Structure For A Taguchi DesignaliNo ratings yet
- Aluminium EtchingDocument3 pagesAluminium EtchingaliNo ratings yet
- A Guide To Windows in Nathers SoftwareDocument6 pagesA Guide To Windows in Nathers Softwarezumrakaraca.auNo ratings yet
- Blockchain SampleDocument3 pagesBlockchain SampleAna MedanNo ratings yet
- Sav 4222Document30 pagesSav 4222tlidia100% (1)
- Dates Time School RoutineDocument85 pagesDates Time School RoutineCristina BariNo ratings yet
- MSC in Mathematics and Finance Imperial College London, 2020-2021Document4 pagesMSC in Mathematics and Finance Imperial College London, 2020-2021Carlos CadenaNo ratings yet
- Problems: Cameron HulseDocument2 pagesProblems: Cameron HulseCameron HulseNo ratings yet
- MM1010 Operating InstructionDocument2 pagesMM1010 Operating InstructionPasindu Priyankara100% (2)
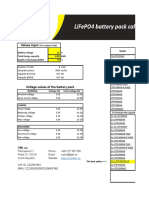
- The Best Suitable Lifepo4 Cells Values Input: (Fill in Yellow Fields)Document2 pagesThe Best Suitable Lifepo4 Cells Values Input: (Fill in Yellow Fields)HirenNo ratings yet
- Non Routine Decisions AnswerDocument9 pagesNon Routine Decisions AnswerCindy CrausNo ratings yet
- Rajendra N Shah Vs Union of India On 22 April, 2013Document29 pagesRajendra N Shah Vs Union of India On 22 April, 2013praveenaNo ratings yet
- Neural DesignerDocument2 pagesNeural Designerwatson191No ratings yet
- Seminar Report Smart CardsDocument34 pagesSeminar Report Smart CardsMunnakv VeenaNo ratings yet
- Watstein CV 2023Document3 pagesWatstein CV 2023api-262281767No ratings yet
- Consulting Company Profile Format in PDFDocument17 pagesConsulting Company Profile Format in PDFAmir RamadanNo ratings yet
- L6 - Shear and Moment DiagramsDocument11 pagesL6 - Shear and Moment DiagramsSuman BhattaraiNo ratings yet
- Auto Quiz: Event FormatDocument1 pageAuto Quiz: Event FormatSiddharth Narayanan ChidambareswaranNo ratings yet
- AFV - Modeller July-Aug 2016Document68 pagesAFV - Modeller July-Aug 2016Prplknite100% (5)
- As Level Programming-LoopsDocument5 pagesAs Level Programming-LoopsYomi AmvNo ratings yet
- Piramal Ar Full 2015 16Document292 pagesPiramal Ar Full 2015 16Naman TandonNo ratings yet
- Bussiness MathematicsDocument3 pagesBussiness MathematicsPatric CletusNo ratings yet
- ISCN 2015 Abstract Summary PDFDocument26 pagesISCN 2015 Abstract Summary PDFJen LinaresNo ratings yet
- CH 02 SolsDocument2 pagesCH 02 SolsHạng VũNo ratings yet
- Sod EvaluatorDocument1 pageSod EvaluatorMarissa DrakeNo ratings yet
- LeadershipDocument18 pagesLeadershipUdara SeneviratneNo ratings yet
- Verantis BlowerDocument14 pagesVerantis BlowerTaniadi SuriaNo ratings yet
- Form 52Document1 pageForm 52fcanitinjainNo ratings yet
- The Application of Fiber Optic Distributed Temperature Sensor To Fault Detection of XLPE Insulated Underground Cable - Google SearchDocument2 pagesThe Application of Fiber Optic Distributed Temperature Sensor To Fault Detection of XLPE Insulated Underground Cable - Google SearchUG CABLENo ratings yet
- Eo 829 LeccDocument6 pagesEo 829 LeccLord AumarNo ratings yet
- Quality Management PDFDocument9 pagesQuality Management PDFpakersNo ratings yet