Download as pdf or txt
You might also like
- 2005 AFS - Nucleations Mechanisms in Ductile IronDocument18 pages2005 AFS - Nucleations Mechanisms in Ductile IronDouglas Vidal100% (1)
- E Z Wall 2006Document15 pagesE Z Wall 2006elle0% (1)
- BOQ BridgeDocument3 pagesBOQ BridgeReffisa Jiru100% (1)
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- PWHTDocument75 pagesPWHTAhmed shabanNo ratings yet
- A New Approach To Ductile Iron InoculationDocument12 pagesA New Approach To Ductile Iron InoculationZody YtuNo ratings yet
- Remanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingDocument9 pagesRemanufacturing of Nodular Cast Iron Crankshaft With Plasma CladdingSujay NahaldeNo ratings yet
- Carbon Dioxide Moulding ProcessDocument17 pagesCarbon Dioxide Moulding ProcessqwertyuioNo ratings yet
- Carbidic Austempered Ductile Iron - ADIDocument8 pagesCarbidic Austempered Ductile Iron - ADITayfun TezanlarNo ratings yet
- High Chromium Irons ASTM A-532 CL. IIIADocument1 pageHigh Chromium Irons ASTM A-532 CL. IIIAAndre Sufadia SimorangkirNo ratings yet
- Effect of The Use of Ceramic Filters in Steel CastingDocument6 pagesEffect of The Use of Ceramic Filters in Steel CastingBrijesh YadavNo ratings yet
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsAnkit MauryaNo ratings yet
- 227-04 The Ecolotec ProcessDocument2 pages227-04 The Ecolotec ProcessHugo WizenbergNo ratings yet
- Advances in The Metallurgy and Applications of ADIDocument18 pagesAdvances in The Metallurgy and Applications of ADISEP-PublisherNo ratings yet
- Principles of Metallurgical OperationsDocument38 pagesPrinciples of Metallurgical OperationsMuhammad Saim100% (1)
- Dross Inclusions in An Iron Foundry PDFDocument4 pagesDross Inclusions in An Iron Foundry PDFMy Dad My World100% (1)
- HT Work Instruction Chart 23.03.2010 RevisedDocument5 pagesHT Work Instruction Chart 23.03.2010 RevisedkvmoorthiNo ratings yet
- Lost Foam Cast ProcemssDocument22 pagesLost Foam Cast ProcemssSebastian PeterNo ratings yet
- Cast IronDocument12 pagesCast IronSurendra SonayeNo ratings yet
- AFS Thermal Analysis of CupsDocument10 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- RECHUPEDocument7 pagesRECHUPEmarcotulio123No ratings yet
- Inorganic Foundry Sand BindersDocument18 pagesInorganic Foundry Sand BinderssonuNo ratings yet
- Lecture 7 Inclusions and Pinhole Formation in DIDocument33 pagesLecture 7 Inclusions and Pinhole Formation in DILuis Arturo RamirezNo ratings yet
- 3 Inoculant Alloy CompositionDocument2 pages3 Inoculant Alloy CompositionAdams GodoyNo ratings yet
- Metrode ER110S-G FillerDocument6 pagesMetrode ER110S-G FillerBernie SimcsNo ratings yet
- AFS Thermal Analysis of CupsDocument12 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- Investment Casting of Ductile IronsDocument5 pagesInvestment Casting of Ductile IronsSteve GreenNo ratings yet
- Controlling The Chemistry and The and The Section Size Is Very ImportantDocument2 pagesControlling The Chemistry and The and The Section Size Is Very ImportantHeuzerGomesNo ratings yet
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDocument11 pagesCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalNo ratings yet
- Gray Cast Iron Stress ReliefDocument25 pagesGray Cast Iron Stress ReliefSagarKBLNo ratings yet
- Filtration of Iron and Steel Castings PDFDocument24 pagesFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- The Influence of Lamellar Graphite Cast Iron Annealing On Hardness and StructureDocument11 pagesThe Influence of Lamellar Graphite Cast Iron Annealing On Hardness and StructureJaromír Roučka100% (1)
- Shrinkage in Iron CastingsDocument10 pagesShrinkage in Iron CastingskarthikkandaNo ratings yet
- Determining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004Document8 pagesDetermining The Optimum Level of Inoculant Addition by Thermal Analysis - A Case Study, Ductile Iron News, Dec 2004arnaldorcr8646No ratings yet
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 pagesPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaNo ratings yet
- Casting Basis-Rev 2Document27 pagesCasting Basis-Rev 2Vasudev DevNo ratings yet
- Effect of Alloying Elements On Microstructure and Mechanical Properties of Ductile IronDocument5 pagesEffect of Alloying Elements On Microstructure and Mechanical Properties of Ductile IronIjabiNo ratings yet
- Elkem InoculacaoDocument26 pagesElkem InoculacaoeduardolavratiNo ratings yet
- Ae 331 Laboratory Report - 4Document4 pagesAe 331 Laboratory Report - 4Apoorv Agarwal100% (2)
- MCM AllDocument7 pagesMCM AllPalanisamy RajaNo ratings yet
- Inoculation of Heavy Section CastingsDocument2 pagesInoculation of Heavy Section Castingsarnaldorcr8646100% (1)
- Hub Casting Process DetailsDocument5 pagesHub Casting Process DetailsKannan Seenu100% (1)
- ALUMINIUMTECHNOLOGIES Week3Document84 pagesALUMINIUMTECHNOLOGIES Week3HaiLuuNo ratings yet
- Why Primary Graphite Is Bad!Document4 pagesWhy Primary Graphite Is Bad!qwsx123No ratings yet
- Inclusion in Cast SteelDocument42 pagesInclusion in Cast SteelAnonymous w6v7JWfr5100% (1)
- Billet Defects: Pin-Hole and Blow-Hole Formation, Prevention and EvolutionDocument11 pagesBillet Defects: Pin-Hole and Blow-Hole Formation, Prevention and EvolutionBoujemaa DrifNo ratings yet
- Paper Decarburization in Spring SteelDocument7 pagesPaper Decarburization in Spring SteelMauricio RodriguezNo ratings yet
- Influence MN S Properties Cast IronDocument14 pagesInfluence MN S Properties Cast Ironvivek1312No ratings yet
- Mould MonitoringDocument8 pagesMould MonitoringFrederico LopesNo ratings yet
- Effect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewDocument56 pagesEffect of Forging Surface On Fatigue Behavior of Steels A Literature ReviewCan ERTANNo ratings yet
- Cupola Furnace Model Research PaperDocument69 pagesCupola Furnace Model Research PaperLmaoNo ratings yet
- Manual Mould and Tool SteelsDocument38 pagesManual Mould and Tool Steelsodhiles1No ratings yet
- Recommended Target Analysis For Ductile IronDocument2 pagesRecommended Target Analysis For Ductile Ironarnaldorcr8646100% (2)
- Ingot StructureDocument5 pagesIngot StructureklawsisNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Effect of Melting On C.I.Document4 pagesEffect of Melting On C.I.mkraijadaNo ratings yet
- Steel Companies of IndiaDocument2 pagesSteel Companies of IndiaHimanshu RanjanNo ratings yet
- HECL's Plants: Heavy Machine Tools Plant (HMTP)Document2 pagesHECL's Plants: Heavy Machine Tools Plant (HMTP)Himanshu RanjanNo ratings yet
- Iim B Fellow Programme in ManagementDocument1 pageIim B Fellow Programme in ManagementHimanshu RanjanNo ratings yet
- Fracture ToughnessDocument46 pagesFracture ToughnessHimanshu RanjanNo ratings yet
- Ampco Mold Design GuidelinesDocument39 pagesAmpco Mold Design GuidelinesNaukowyDrpNo ratings yet
- GALV - Cut Edge ProtectionDocument5 pagesGALV - Cut Edge ProtectionHarry Aldous100% (1)
- Brick CladdingDocument8 pagesBrick CladdingAnonymous PWdOlxYNo ratings yet
- Quantitative Evaluation of Structural Alloy Steel Banded StructureDocument8 pagesQuantitative Evaluation of Structural Alloy Steel Banded StructureDeepak MehtaNo ratings yet
- International Standard: Pipework - Fittings For Corrugated Metal HosesDocument11 pagesInternational Standard: Pipework - Fittings For Corrugated Metal HosesEason NgNo ratings yet
- TERA Joint-Floor Joint SystemDocument16 pagesTERA Joint-Floor Joint SystemAmir ZahirovicNo ratings yet
- Chemical Engineering Material Iron-Carbon-DiagramsDocument12 pagesChemical Engineering Material Iron-Carbon-Diagramsaditya_lomteNo ratings yet
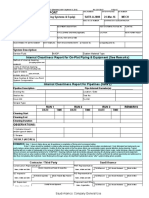
- Saudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 24-Mar-16 MechDocument2 pagesSaudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 24-Mar-16 MechSajid ShaikhNo ratings yet
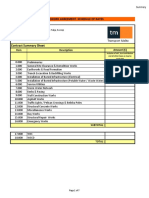
- BoqDocument7 pagesBoqManuel CassarNo ratings yet
- Surface Box On Field or Verges Surface Box On Paved Roads Plan ViewDocument1 pageSurface Box On Field or Verges Surface Box On Paved Roads Plan ViewAbdelmoneimNo ratings yet
- 11 Green Building Materials That Are Way Better Than Concrete - Inhabitat - Green Design, Innovation, Architecture, Green BuildingDocument19 pages11 Green Building Materials That Are Way Better Than Concrete - Inhabitat - Green Design, Innovation, Architecture, Green BuildingCarlo IbuyanNo ratings yet
- KAMAXDocument19 pagesKAMAXNathan PaulNo ratings yet
- Multistory BuildingsDocument18 pagesMultistory BuildingsShivamTomarNo ratings yet
- Optimizing Surface Texture and Coating Thickness of Nickel Coated ABS-3D PartsDocument8 pagesOptimizing Surface Texture and Coating Thickness of Nickel Coated ABS-3D PartsAnand NagarajanNo ratings yet
- Tab 28) Item 108 - Thermon - ME-3F2-43-7-ATP-035Document3 pagesTab 28) Item 108 - Thermon - ME-3F2-43-7-ATP-035bango7886No ratings yet
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocument13 pagesGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip Processmarjan banooNo ratings yet
- M120Document1 pageM120von18No ratings yet
- TIG Gas RodsDocument6 pagesTIG Gas RodsSankar KrishnanNo ratings yet
- Concrete Pouring Permit FormDocument1 pageConcrete Pouring Permit FormGenevieve GayosoNo ratings yet
- Manufacturing of Dish End PDFDocument48 pagesManufacturing of Dish End PDFravi2007No ratings yet
- Fisa Tehnica Ancore Mecanice Cu InelDocument3 pagesFisa Tehnica Ancore Mecanice Cu InelCristian RezNo ratings yet
- GEN-RA7880-00001-R03 Specification For SDSS DSS Line PipeDocument34 pagesGEN-RA7880-00001-R03 Specification For SDSS DSS Line PipeNnamdi UmezuruikeNo ratings yet
- Datasheet 2600 CDocument2 pagesDatasheet 2600 Chendra prayogaNo ratings yet
- 8x8 Tiny HouseDocument13 pages8x8 Tiny HouseCrystal Trask Conklin100% (6)
- HordenDocument38 pagesHordenAli RidwanNo ratings yet
- Corrosion Protection of SteelDocument9 pagesCorrosion Protection of SteelChristian D. OrbeNo ratings yet
- 04 Steam TrapsDocument8 pages04 Steam TrapsJoshua Balaram RaoNo ratings yet