Download as docx, pdf, or txt
You might also like
- Chamber Reamers The Easy WayDocument7 pagesChamber Reamers The Easy WayMika80% (20)
- Pneumatic Sheet Metal Cutting MachineDocument24 pagesPneumatic Sheet Metal Cutting MachineMyneni Sriram70% (10)
- Sheet MetalDocument8 pagesSheet MetalPrabir Kumar Pati100% (1)
- LappingDocument22 pagesLappingAmrat Patel100% (2)
- Principles of Machine Shop Practice RST1Document4 pagesPrinciples of Machine Shop Practice RST1Joel Kelly Cangrehilla MabaoNo ratings yet
- Honing: The Surface of A Honed WorkpieceDocument13 pagesHoning: The Surface of A Honed WorkpieceNomNo ratings yet
- Adding and Altering: Surface FinishingDocument11 pagesAdding and Altering: Surface FinishingVijay Raj PuniaNo ratings yet
- SID1Document18 pagesSID1Siddharth Srinivasan100% (1)
- Automatic Bending Machine Report-1Document70 pagesAutomatic Bending Machine Report-1ganeshNo ratings yet
- About Die CastingDocument3 pagesAbout Die CastingJoelNo ratings yet
- SurfaceDocument4 pagesSurfaceRichard RajelNo ratings yet
- ISUZU Ghandhara Industries LimitedDocument29 pagesISUZU Ghandhara Industries LimitedEngr Muhammad EhsanNo ratings yet
- Production Process IIIDocument10 pagesProduction Process IIIYash JadhavNo ratings yet
- Universal Grinding - Machine - Report-FinalDocument48 pagesUniversal Grinding - Machine - Report-FinalGopuNo ratings yet
- Polishing and Buffing AreDocument4 pagesPolishing and Buffing AreJames WilliamNo ratings yet
- List of Processes Used in Marine Workshop of ShipsDocument4 pagesList of Processes Used in Marine Workshop of ShipsGiorgi KandelakiNo ratings yet
- Brief Abstract.: Metalworking Is The Process of Working WithDocument5 pagesBrief Abstract.: Metalworking Is The Process of Working WithEVANS KIPNGETICHNo ratings yet
- Metallography Lab Metallography Lab Metallography Lab Metallography LabDocument14 pagesMetallography Lab Metallography Lab Metallography Lab Metallography Labvishaly_450% (2)
- PP PP PP PPDocument37 pagesPP PP PP PPJagdish Kolte100% (1)
- Protection and Finishes of SteelDocument10 pagesProtection and Finishes of Steeltedime3577No ratings yet
- Surface FinishingDocument11 pagesSurface FinishingShashank BhambaleNo ratings yet
- Unit IV OrigionalDocument25 pagesUnit IV OrigionalPrakash SinghNo ratings yet
- Cold Forming of MetalsDocument9 pagesCold Forming of Metalsanakngtukneneyahoo.comNo ratings yet
- Casting Processes: DR Ajay BatishDocument46 pagesCasting Processes: DR Ajay BatishAlisha GuptaNo ratings yet
- Fact Sheet: METAL REMOVAL/CUTTINGDocument4 pagesFact Sheet: METAL REMOVAL/CUTTINGAl EnggNo ratings yet
- Metal Swarf: Definition of ChippsDocument10 pagesMetal Swarf: Definition of ChippsabenezerNo ratings yet
- Rolling of Metals Process and Principles (With Diagram)Document11 pagesRolling of Metals Process and Principles (With Diagram)SUDIPTA BHATTACHARJEENo ratings yet
- Foundary OverviewDocument8 pagesFoundary OverviewPradeep Pandurang JadhavNo ratings yet
- Advanced Manufacturing Process by K.ADocument24 pagesAdvanced Manufacturing Process by K.AKamesh KPNo ratings yet
- Module 2 Activity No. 1Document6 pagesModule 2 Activity No. 1Benz DyNo ratings yet
- Cold FormingDocument7 pagesCold FormingglaxionNo ratings yet
- Wikipedia - FoundaryDocument7 pagesWikipedia - Foundaryshovit singh100% (1)
- Sheet Metal Part Design GuidelinesDocument46 pagesSheet Metal Part Design GuidelinesAbhishek KherodkarNo ratings yet
- Rolling FinalDocument7 pagesRolling FinalHaroon Karim BalochNo ratings yet
- Fabrication of Automatic Spring Rolling MachineDocument45 pagesFabrication of Automatic Spring Rolling MachineANAND KRISHNANNo ratings yet
- Expo IT2Document8 pagesExpo IT2CEci de RosalesNo ratings yet
- Sheet Metal BasicsDocument69 pagesSheet Metal Basicskiran_wakchaure50% (2)
- Termapaper-Design and ManufacturingDocument12 pagesTermapaper-Design and ManufacturingOmkar Kumar JhaNo ratings yet
- SR - NO. Chapter Name Page NoDocument61 pagesSR - NO. Chapter Name Page Nodeep bahirshetNo ratings yet
- Manu ViseDocument25 pagesManu ViseNazrin Mohd NadzriNo ratings yet
- Sheet Cutting PDFDocument10 pagesSheet Cutting PDFkolla satishNo ratings yet
- Manufacturing Processes and MetrologyDocument24 pagesManufacturing Processes and MetrologyElizzabeth HZNo ratings yet
- UNIT - I Short Notes Metal FormingDocument31 pagesUNIT - I Short Notes Metal FormingSHAIK BAJI50% (2)
- Sheet Metal FormingDocument5 pagesSheet Metal FormingScribdd3r100% (2)
- 43-Sheet Metal Punching MachineDocument25 pages43-Sheet Metal Punching MachinesathishNo ratings yet
- Metal RollingDocument17 pagesMetal RollingkxalxoNo ratings yet
- Metal Casting Technology: Digital Assignment 2Document11 pagesMetal Casting Technology: Digital Assignment 2Sanket GandhiNo ratings yet
- Cutting of Soft Gummy MetalsDocument26 pagesCutting of Soft Gummy MetalsManoj Dhage100% (1)
- Metallography Report ZubairDocument5 pagesMetallography Report ZubairMuhammad ZubairNo ratings yet
- GR GNT 00166580000000717Document25 pagesGR GNT 00166580000000717ashoku24007No ratings yet
- Metal Forming ProcessesDocument40 pagesMetal Forming ProcessesRyat AtmadjaNo ratings yet
- Sheet Metal Forming ProcessDocument5 pagesSheet Metal Forming ProcessAbdulbar kelilNo ratings yet
- Lead-Acid Battery Manufacturing ProcessDocument30 pagesLead-Acid Battery Manufacturing ProcessAnonymous 8Oosuokx100% (3)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Tool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforFrom EverandTool-Steel - A Concise Handbook on Tool-Steel in General - Its Treatment in the Operations of Forging, Annealing, Hardening, Tempering and the Appliances ThereforNo ratings yet
- Home Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'From EverandHome Instruction for Sheet Metal Workers - Based on a Series of Articles Originally Published in 'Metal Worker, Plumber and Steam Fitter'No ratings yet
- Standard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsFrom EverandStandard Blacksmithing, Horseshoeing and Wagon Making: Containing: Twelve Lessons in Elementary Blacksmithing Adapted to the Demand of Schools and Colleges of Mechanic Arts: Tables, Rules and Receipts Useful to Manufactures, Machinists, Engineers and BlacksmithsNo ratings yet
- Heat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingFrom EverandHeat-Treatment of Steel: A Comprehensive Treatise on the Hardening, Tempering, Annealing and Casehardening of Various Kinds of Steel: Including High-speed, High-Carbon, Alloy and Low Carbon Steels, Together with Chapters on Heat-Treating Furnaces and on Hardness TestingRating: 1 out of 5 stars1/5 (1)
- Assignment No. 1Document9 pagesAssignment No. 1fahadfadi48No ratings yet
- I F M I S R: Nterpretation of Ormative Easurement in Nformation Ystems EsearchDocument20 pagesI F M I S R: Nterpretation of Ormative Easurement in Nformation Ystems Esearchfahadfadi48No ratings yet
- Update BEMTS Timetable Spring-2022 (After Ramadan)Document9 pagesUpdate BEMTS Timetable Spring-2022 (After Ramadan)fahadfadi48No ratings yet
- BBA-13 F-2020 (4th Semester)Document40 pagesBBA-13 F-2020 (4th Semester)fahadfadi48No ratings yet
- Discover More: Institute of Avionics & AeronauticsDocument2 pagesDiscover More: Institute of Avionics & Aeronauticsfahadfadi48No ratings yet
- Customers and SuppliersDocument9 pagesCustomers and Suppliersfahadfadi48No ratings yet
- International Islamic University Islamabad Iqra College of Technology Department of Mechanical TechnologyDocument9 pagesInternational Islamic University Islamabad Iqra College of Technology Department of Mechanical Technologyfahadfadi48No ratings yet
- Fahad Rustam Research ProposalDocument25 pagesFahad Rustam Research Proposalfahadfadi48No ratings yet
- Subject: Medical Leave Request Due To Miscarriage: The Principal Islamabad College For Girls, F-6/2, IslamabadDocument1 pageSubject: Medical Leave Request Due To Miscarriage: The Principal Islamabad College For Girls, F-6/2, Islamabadfahadfadi48No ratings yet
- The Impact of Project Management Implementation On The Successful Completion of Projects in ConstructionDocument8 pagesThe Impact of Project Management Implementation On The Successful Completion of Projects in Constructionfahadfadi48No ratings yet
- Ict 1Document7 pagesIct 1fahadfadi48No ratings yet
- CNC PaperDocument2 pagesCNC Paperfahadfadi48No ratings yet
- Material TestingDocument2 pagesMaterial Testingfahadfadi48No ratings yet
- Water and Power Development Authority: Wapda Bid NoticeDocument1 pageWater and Power Development Authority: Wapda Bid Noticefahadfadi48No ratings yet
- LAB Budget 2020-2021Document8 pagesLAB Budget 2020-2021fahadfadi48No ratings yet
- T 424Document1 pageT 424fahadfadi48No ratings yet
- CPD SopDocument1 pageCPD Sopfahadfadi48No ratings yet
- Microbes AssignmentDocument10 pagesMicrobes Assignmentfahadfadi48No ratings yet
- 20 Power ScrewDocument30 pages20 Power ScrewD7mey XNo ratings yet
- Trident Top Hammer Drill BitsDocument12 pagesTrident Top Hammer Drill BitsLGT LLCNo ratings yet
- Adaptive: Control For Machine ToolsDocument27 pagesAdaptive: Control For Machine ToolssolteanNo ratings yet
- Formula To Calculate Cutting ProcessDocument19 pagesFormula To Calculate Cutting ProcessMangesh KetkarNo ratings yet
- Br20 - B.Tech. - Mechanical Engineering Syllabus: Course ObjectivesDocument2 pagesBr20 - B.Tech. - Mechanical Engineering Syllabus: Course ObjectivesBashu Dev SanjelNo ratings yet
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - BlankingDocument1 pageSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - BlankingGauravNo ratings yet
- Silla de Ruedas 2Document1 pageSilla de Ruedas 2Jonathan FaustinoNo ratings yet
- L8 Heat TreatmentsDocument20 pagesL8 Heat TreatmentsQIU QIUNo ratings yet
- 360 Degree Flexible Drilling MachineDocument26 pages360 Degree Flexible Drilling MachineSATHISH KUMAR SNo ratings yet
- Jsfa FNHD16G08 TNDocument1 pageJsfa FNHD16G08 TNLuong LeNo ratings yet
- European Steel and Alloy GradesDocument3 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- 4 of Our Favorite FastenersDocument2 pages4 of Our Favorite FastenersHomerSimsonnakisNo ratings yet
- PPR Pipe CutterDocument1 pagePPR Pipe CutterkuraimundNo ratings yet
- Module 3 - Classification, Applications and Operations of MachinesDocument5 pagesModule 3 - Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- Jeep-Willys DmiDocument14 pagesJeep-Willys DmiGabriel Fodor100% (1)
- Vrste CNC Masina PDFDocument9 pagesVrste CNC Masina PDFveljko82No ratings yet
- Types of Lathe ChucksDocument6 pagesTypes of Lathe ChucksSEENU VASANNo ratings yet
- Ruko Twist DrillsDocument80 pagesRuko Twist DrillsPeter NomikosNo ratings yet
- Vit MeDocument1 pageVit MeBo Cau GaiNo ratings yet
- Gear Grinding: Software UpdateDocument92 pagesGear Grinding: Software UpdategrazianogirottoNo ratings yet
- Quiz Foundry Met 3014 ch4Document2 pagesQuiz Foundry Met 3014 ch4Min ShanNo ratings yet
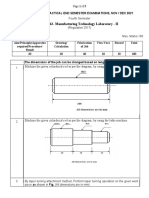
- ME8462-Manufacturing Technology Laboratory - IIDocument5 pagesME8462-Manufacturing Technology Laboratory - IIBala AbimanyuNo ratings yet
- DK-Lok Tube Fittings - Tube To SAE O-Ring SealDocument6 pagesDK-Lok Tube Fittings - Tube To SAE O-Ring SealHLHDungNo ratings yet
- ALP Technical Manual en 2020 WebDocument24 pagesALP Technical Manual en 2020 WebJelak ChandranNo ratings yet
- An 28.3 Hot Dip Galvanizing StandardsDocument12 pagesAn 28.3 Hot Dip Galvanizing StandardsnarmathaNo ratings yet
- P.E.S College of Engineering, Mandya: San Engineering and Locomotive Co & Ltd. MysoreDocument28 pagesP.E.S College of Engineering, Mandya: San Engineering and Locomotive Co & Ltd. Mysoreabdulzubair100% (1)
- Steel and Pipes For Africa Price ListDocument1 pageSteel and Pipes For Africa Price ListArnoux100% (1)
- Integrex e SeriesDocument220 pagesIntegrex e Seriescarvalho.uk.engNo ratings yet