Download as pdf or txt
You might also like
- Mick Napier - ImproviseDocument67 pagesMick Napier - ImproviseElvisNo ratings yet
- Operating QualificationDocument6 pagesOperating QualificationEnko Šatrović75% (4)
- QTM-Pressure Operations ManualDocument68 pagesQTM-Pressure Operations ManualRizwan FaridNo ratings yet
- Proof Testing of Safety Instrumented Systems in The Onshore ChemicalDocument13 pagesProof Testing of Safety Instrumented Systems in The Onshore ChemicalmuathudongNo ratings yet
- Factory Acceptance TestDocument8 pagesFactory Acceptance Testpsn_kylm100% (2)
- Technical Requirement For ISO 17025-2005-SanasDocument11 pagesTechnical Requirement For ISO 17025-2005-Sanasyouni_2005No ratings yet
- Proof Test Procedure Effectiveness On Safety Instrumented SystemsDocument13 pagesProof Test Procedure Effectiveness On Safety Instrumented SystemsNaresh Bajaj100% (2)
- T41. GIS - Refractory Inspection - GIS 72-004Document8 pagesT41. GIS - Refractory Inspection - GIS 72-004Hung LuongNo ratings yet
- Core Tools PDFDocument1 pageCore Tools PDFsentrakerjaan100% (3)
- Moment of Inertia-1Document10 pagesMoment of Inertia-1senthilcaeNo ratings yet
- WS1 1Document3 pagesWS1 1Yoshua Yanottama0% (1)
- Mit PHD TestDocument23 pagesMit PHD TestShoaibImranNo ratings yet
- CFD For Containment A Question MarkDocument18 pagesCFD For Containment A Question Marksanjeeviaq6873No ratings yet
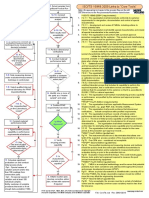
- Appendix 2: Process For Implementing SIS Proof Testing: Notes To Figure 2Document2 pagesAppendix 2: Process For Implementing SIS Proof Testing: Notes To Figure 2ant29539432No ratings yet
- Managing A Condition Monitoring Program: Get The Monitoring Right!Document9 pagesManaging A Condition Monitoring Program: Get The Monitoring Right!Michaelben Michaelben100% (1)
- HSE Og-00054Document6 pagesHSE Og-00054Romel RodriguezNo ratings yet
- ISOIEC 17025 Application DocumentDocument42 pagesISOIEC 17025 Application DocumentHarleyAGNo ratings yet
- Maintenance Management: Assignment - 1Document7 pagesMaintenance Management: Assignment - 1divyaNo ratings yet
- MIL-STD-45662 10 June 1980 Superseding MIL-c-45662A 9 February 1962Document12 pagesMIL-STD-45662 10 June 1980 Superseding MIL-c-45662A 9 February 1962standardliegeNo ratings yet
- CGMP Equipment, Instruments, and CalibrationDocument5 pagesCGMP Equipment, Instruments, and CalibrationMina Maher Mikhail100% (1)
- What Is Risk Based InspectionDocument39 pagesWhat Is Risk Based InspectionobuseNo ratings yet
- CMT Mu GuidanceDocument28 pagesCMT Mu GuidanceYen Ling NgNo ratings yet
- 00-SATP-busway, Rev01Document9 pages00-SATP-busway, Rev01islam mohamedNo ratings yet
- Guidelines Concerning Calibration Intervals and RecalibrationDocument9 pagesGuidelines Concerning Calibration Intervals and RecalibrationBioingenieria LANo ratings yet
- X12PRDCTDocument4 pagesX12PRDCTtrungthanhnguyen_83No ratings yet
- SAC-SINGLAS 002 (JUNE 2018) : Guidelines For The Application of ISO/IEC 17025: 2017Document8 pagesSAC-SINGLAS 002 (JUNE 2018) : Guidelines For The Application of ISO/IEC 17025: 2017Michael AngNo ratings yet
- Maintenance DetialsDocument9 pagesMaintenance DetialsAdura OgunnuNo ratings yet
- TechniquesDocument29 pagesTechniquessankaran_muthukumarNo ratings yet
- Relap: Can BaylıDocument3 pagesRelap: Can BaylıDarkaEnNo ratings yet
- Maintenance Engineering: Reliability Centered Maintenance (RCM)Document28 pagesMaintenance Engineering: Reliability Centered Maintenance (RCM)Muhammad KamranNo ratings yet
- Sabp J 510Document7 pagesSabp J 510KrishnamoorthyNo ratings yet
- Marine Maintenance Systems and Class Surveys - Alternative Survey ArrangementsDocument10 pagesMarine Maintenance Systems and Class Surveys - Alternative Survey ArrangementsmrmirrleesNo ratings yet
- Top NCRsDocument30 pagesTop NCRsJose MYCNo ratings yet
- Maint 2Document3 pagesMaint 2BunnyBunny BunnyNo ratings yet
- VI RBI AssignmentDocument5 pagesVI RBI AssignmentStephanie MemayNo ratings yet
- Surveillance ProgrammesDocument27 pagesSurveillance ProgrammesvuttukurNo ratings yet
- Uncertainity Measurement Requirements of ISO IEC 17025 2005Document28 pagesUncertainity Measurement Requirements of ISO IEC 17025 2005ahkiaenaaaaNo ratings yet
- NRC Inspection ManualDocument15 pagesNRC Inspection Manualelsayed abdemagiedNo ratings yet
- Audit Checklist - SampleDocument4 pagesAudit Checklist - SampleJohan HunterNo ratings yet
- NRC Inspection ManualDocument16 pagesNRC Inspection ManualWaqas WaqasNo ratings yet
- G136 - Guidance On Decision Rules in Calibration-29205-1Document6 pagesG136 - Guidance On Decision Rules in Calibration-29205-1apabellonNo ratings yet
- Validation of Sterilization of AutoclavesDocument15 pagesValidation of Sterilization of AutoclavesErich Hermann Günther Molina100% (3)
- Maint MGT ArpDocument9 pagesMaint MGT ArpashokparikhNo ratings yet
- Flowmeter CalibrationDocument5 pagesFlowmeter Calibrationابوالحروف العربي ابوالحروفNo ratings yet
- Simplified Calibration Interval AnalysisDocument8 pagesSimplified Calibration Interval AnalysisRoy HowardNo ratings yet
- OA03 Izdaja4 ANGLDocument20 pagesOA03 Izdaja4 ANGLzhaoyi FangNo ratings yet
- Condrete Testing Solutions LTD Rev 1: 1. PurposeDocument6 pagesCondrete Testing Solutions LTD Rev 1: 1. PurposeAnonymous TvM4DyNo ratings yet
- Topsides Pressure Integrity ManagementDocument9 pagesTopsides Pressure Integrity Managementbadruddin.karimNo ratings yet
- A Practical Approach To Managing Safety Critical Equipment and Systems in Process PlantsDocument10 pagesA Practical Approach To Managing Safety Critical Equipment and Systems in Process Plantsfredo405No ratings yet
- Applied R&M Manual For Defence Systems Part C R&M Related TechniquesDocument4 pagesApplied R&M Manual For Defence Systems Part C R&M Related TechniquesMuhammad FajriNo ratings yet
- API RP 584 Outline VersionDocument22 pagesAPI RP 584 Outline Versioncoxshuler100% (2)
- Information Paper 7 August 2015Document12 pagesInformation Paper 7 August 2015Brenton MarchukNo ratings yet
- Pharmaceutical Master Validation Plan The Syed Imtiaz 57743816Document3 pagesPharmaceutical Master Validation Plan The Syed Imtiaz 57743816Dandung RuskarNo ratings yet
- Jakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeDocument24 pagesJakarta Plant Engineering Standard: B. General Rules of PFMEA B.1. ScopeLeonardoViannaNo ratings yet
- Upload 20Document10 pagesUpload 20GaneshrudNo ratings yet
- Exp 05Document6 pagesExp 05Sayali PatilNo ratings yet
- AC7109 Rev D - Nadcap Audit Criteria For Coatings (To Be Used On or AFTER 18-Aug-13)Document9 pagesAC7109 Rev D - Nadcap Audit Criteria For Coatings (To Be Used On or AFTER 18-Aug-13)Ravi Kumar100% (1)
- GSPC Pipeline AIM FormatDocument109 pagesGSPC Pipeline AIM Formatranjitpandey100% (2)
- NataDocument32 pagesNataFadhil RamadhanNo ratings yet
- Use of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsFrom EverandUse of Periodic Safety Review for Long Term Operation of Nuclear Power PlantsNo ratings yet
- Safety Analysis and Licensing Documentation for Nuclear Fuel Cycle FacilitiesFrom EverandSafety Analysis and Licensing Documentation for Nuclear Fuel Cycle FacilitiesNo ratings yet
- Plantwide Control: Recent Developments and ApplicationsFrom EverandPlantwide Control: Recent Developments and ApplicationsGade Pandu RangaiahNo ratings yet
- Copula PackageDocument56 pagesCopula PackageFerdaws BoumezzoughNo ratings yet
- Impact of Elite Soccer Coaching Change On Team Performance According To Coach-And Club-Related VariablesDocument6 pagesImpact of Elite Soccer Coaching Change On Team Performance According To Coach-And Club-Related VariablesFlorinNo ratings yet
- AP Physics 1 Summer PacketDocument14 pagesAP Physics 1 Summer PacketAkhil DonapatiNo ratings yet
- Electrostatics 01Document3 pagesElectrostatics 01Navtantra GaurNo ratings yet
- Torsion em 327: Mechanics of Materials LaboratoryDocument4 pagesTorsion em 327: Mechanics of Materials LaboratoryfrankjonoNo ratings yet
- 1.civil Eng'g ReviewDocument2 pages1.civil Eng'g ReviewAngelica AbresNo ratings yet
- Interview PDFDocument100 pagesInterview PDFDespicable ProgrammerNo ratings yet
- CHAPTER 3 Giancoli: Physics Study Guide Dr. Lee: y V T - GTDocument3 pagesCHAPTER 3 Giancoli: Physics Study Guide Dr. Lee: y V T - GTheypartygirlNo ratings yet
- Is 3403 1981Document10 pagesIs 3403 1981sumeetsaini88100% (1)
- Math Project Some Applications of TrigonometryDocument21 pagesMath Project Some Applications of TrigonometryMadhusmita Satapathy80% (5)
- Project Management: CrashingDocument22 pagesProject Management: CrashingSantosh JethwaniNo ratings yet
- Custom Single Purpose Processor DesignDocument24 pagesCustom Single Purpose Processor DesignAar Kay GautamNo ratings yet
- School of Management ThoughtDocument12 pagesSchool of Management Thoughtsarath69% (13)
- 6-Scope-Sequence-Cmp3 1Document14 pages6-Scope-Sequence-Cmp3 1api-262318725No ratings yet
- Addingfractions 1Document2 pagesAddingfractions 1gurusaiNo ratings yet
- Transportation Research Part E: Jesus Gonzalez-Feliu, Iván Sánchez-DíazDocument15 pagesTransportation Research Part E: Jesus Gonzalez-Feliu, Iván Sánchez-DíazTidak Ada TidakNo ratings yet
- The Effect of Social Media Marketing On Purchase Decision of K-Pop Idol Iz One's Albums in PalembangDocument8 pagesThe Effect of Social Media Marketing On Purchase Decision of K-Pop Idol Iz One's Albums in PalembangMelfanirizky PutriNo ratings yet
- Abb Loop TestDocument12 pagesAbb Loop TestKirran Kumar SeelammNo ratings yet
- Geophysics: Acoustic Impedance Logs Computed From Seismic TracesDocument17 pagesGeophysics: Acoustic Impedance Logs Computed From Seismic TracesAz RexNo ratings yet
- Convert The Measured Units Into Three Different Units of That QuantityDocument2 pagesConvert The Measured Units Into Three Different Units of That QuantityKushal SarkarNo ratings yet
- ML-Lecture-12 (Evaluation Metrics For Classification)Document15 pagesML-Lecture-12 (Evaluation Metrics For Classification)Md Fazle RabbyNo ratings yet
- Slides Survivor Path Decoding Viterbi Lecture - 16Document22 pagesSlides Survivor Path Decoding Viterbi Lecture - 16raymar2kNo ratings yet
- Kohanoff 2006Document6 pagesKohanoff 2006Nyau NyauNo ratings yet
- G484 Module 3 4.3.4 Ideal GasesDocument10 pagesG484 Module 3 4.3.4 Ideal GasesIgnatius AgustaNo ratings yet
- Template Iconieb 2023Document6 pagesTemplate Iconieb 2023Muhammad Qoes AtieqNo ratings yet
- MTAP ReviewerDocument15 pagesMTAP ReviewerJULIUS COLLADONo ratings yet