Download as pdf or txt
You might also like
- Mizer PDFDocument38 pagesMizer PDFAnonymous VjiSs4J9UNo ratings yet
- Carpentry Tools and EquipmentDocument16 pagesCarpentry Tools and EquipmentMohamed HashimNo ratings yet
- Bandsawing Facts '08Document28 pagesBandsawing Facts '08MeteusNo ratings yet
- Project Work 4Document6 pagesProject Work 4Abdul hamid MohammedNo ratings yet
- BCP Technical ConstructionDocument22 pagesBCP Technical ConstructionKarthik KarthikNo ratings yet
- Hojas de Sierra Wood-Mizer.Document8 pagesHojas de Sierra Wood-Mizer.Enrique HernandezNo ratings yet
- Basic Scroll Saw PDFDocument14 pagesBasic Scroll Saw PDFDaguliNo ratings yet
- Thurs CatDocument13 pagesThurs Catneptuno97No ratings yet
- ch12Document5 pagesch12Alejandro YugchaNo ratings yet
- Machining Strenx and HardoxDocument32 pagesMachining Strenx and HardoxKohilan NahivNo ratings yet
- Thermal Analysis of Cutting Tools by Using Different Cutting FluidsDocument45 pagesThermal Analysis of Cutting Tools by Using Different Cutting FluidspothanNo ratings yet
- Tenryu CatalogDocument40 pagesTenryu CatalogCarbide Processors IncNo ratings yet
- Inserts PDFDocument6 pagesInserts PDFvigneshwarannNo ratings yet
- ChaptweDocument9 pagesChaptweharikrishnanNo ratings yet
- Olson Band Saw General How To'sDocument13 pagesOlson Band Saw General How To'sAntonius PrakosaNo ratings yet
- 44-Slider Crank Mechanism Using HacksawDocument15 pages44-Slider Crank Mechanism Using HacksawsathishNo ratings yet
- Experiment No. 3: To Perform Turning Operation On LatheDocument3 pagesExperiment No. 3: To Perform Turning Operation On LatheHasnain AshrafNo ratings yet
- Die Cutting TolerancesDocument4 pagesDie Cutting TolerancesNeil LeonNo ratings yet
- The Handbook For Your Cutting Equipment: A Booklet With Care InstructionsDocument24 pagesThe Handbook For Your Cutting Equipment: A Booklet With Care InstructionsspaceskipperNo ratings yet
- TS - 250A Operation ManualDocument17 pagesTS - 250A Operation ManualAlonsoNo ratings yet
- Band KnifeDocument30 pagesBand Knifeshrutiagarwal922967% (3)
- Solga KatalogDocument40 pagesSolga Katalogthug0nNo ratings yet
- Angle GrinderDocument47 pagesAngle GrinderJane Geronimo100% (1)
- Gears & Gear Manufacturing Processes-2Document58 pagesGears & Gear Manufacturing Processes-2Yogesh DewangNo ratings yet
- SIERRADocument6 pagesSIERRAMario PerezNo ratings yet
- FocalSpec Online Coil Edge Quality Measurement - 8 2012Document24 pagesFocalSpec Online Coil Edge Quality Measurement - 8 2012Pradeep Beldar100% (1)
- Safety Procedures - Mitre SawDocument2 pagesSafety Procedures - Mitre SawFbrNo ratings yet
- Hold On Tight... : Screwdriver Made by SSDocument51 pagesHold On Tight... : Screwdriver Made by SSAlexandru GeorgescuNo ratings yet
- BTI1133 Ch24Document51 pagesBTI1133 Ch24ACC SHNo ratings yet
- Cutting With BroachDocument5 pagesCutting With BroachJori Kristian RidayatNo ratings yet
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Anonymous p0mg44x100% (1)
- Mitubishi AJX PDFDocument20 pagesMitubishi AJX PDFZeljko StamatovicNo ratings yet
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Ravichandran G67% (6)
- Report NewDocument35 pagesReport NewSam DenishNo ratings yet
- L2-2 Workshop Tools and EquipmentDocument69 pagesL2-2 Workshop Tools and Equipmentkalahanmoonga82No ratings yet
- Woodworking Tools and Methods NAVEDTRA 14043Document62 pagesWoodworking Tools and Methods NAVEDTRA 14043Jonathan Delos SantosNo ratings yet
- Fraesen eDocument172 pagesFraesen eMarin Ionut-EduardNo ratings yet
- Grinding Wheel SelectionDocument6 pagesGrinding Wheel SelectionVaishaliYadavNo ratings yet
- Disk Cutter & Circular SawDocument14 pagesDisk Cutter & Circular SawVincentius Darma AdhiNo ratings yet
- 1 Power Band and Circular SawsDocument51 pages1 Power Band and Circular SawsJiggy Lawrence BathanNo ratings yet
- Cutting Speed Feed For Milling MachineDocument21 pagesCutting Speed Feed For Milling MachineKeerthi Kumar100% (1)
- Cross Hatch TestDocument3 pagesCross Hatch TestSharath ReddyNo ratings yet
- Fabric CuttingDocument10 pagesFabric CuttingRatul HasanNo ratings yet
- Mapúa University: Shop Exercise No. 1Document15 pagesMapúa University: Shop Exercise No. 1Eriane GarciaNo ratings yet
- Instruction Bgm-100 enDocument37 pagesInstruction Bgm-100 enLalo LeloNo ratings yet
- Calibrate Measuring EquipmentDocument20 pagesCalibrate Measuring Equipmentlabemanza03No ratings yet
- 5188 - Jaw Selection - 2bDocument2 pages5188 - Jaw Selection - 2bAngel D. Córdova PortocarreroNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Hand Tools: Safety FirstDocument20 pagesHand Tools: Safety FirstJeff WebberNo ratings yet
- Norlok Introduction To ClinchingDocument33 pagesNorlok Introduction To ClinchingViraj NemaneNo ratings yet
- Pilana Metal Cutting Tools enDocument32 pagesPilana Metal Cutting Tools enBryan ThorntonNo ratings yet
- Sia Profilschliff-Systeme English 102006Document24 pagesSia Profilschliff-Systeme English 102006roleschNo ratings yet
- Sayan P00Document14 pagesSayan P00scapes.unleashed.officialNo ratings yet
- Machine ToolsDocument1 pageMachine ToolsbennetjillianfabrigasNo ratings yet
- Cutting Ac GuideDocument300 pagesCutting Ac Guidetravieso112No ratings yet
- Fitting TaskDocument20 pagesFitting TaskSUSHOBHAN MANDALNo ratings yet
- Metal-Cutting Saws: Unit 5Document44 pagesMetal-Cutting Saws: Unit 5Krunal GandhiNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- Nasa Online Class - 1Document30 pagesNasa Online Class - 1HshshshshNo ratings yet
- Chapter 14 Chemical Equilibrium: Chemistry: A Molecular Approach, 3e (Tro)Document40 pagesChapter 14 Chemical Equilibrium: Chemistry: A Molecular Approach, 3e (Tro)Lilian WeitzelNo ratings yet
- CHE 201: Introduction To Chemical Engineering CalculationsDocument25 pagesCHE 201: Introduction To Chemical Engineering CalculationsMohammed AhmedNo ratings yet
- EE 505 Power System II - Vol - 1Document21 pagesEE 505 Power System II - Vol - 1Amir SaniNo ratings yet
- H&K MOTOR CRDsDocument76 pagesH&K MOTOR CRDsOleg KleshchevNo ratings yet
- Physics Research PapersDocument8 pagesPhysics Research Papersfvg4mn01100% (3)
- Fundamentals: Answers To Worked ExamplesDocument42 pagesFundamentals: Answers To Worked ExamplesFasiha RazaNo ratings yet
- EMT10 NewDocument12 pagesEMT10 NewzcaptNo ratings yet
- ch11 Lecture DzyubenkoDocument26 pagesch11 Lecture DzyubenkoRyan NegadNo ratings yet
- EPB - 4. Optimization of Chitosan Nanocelllulose Biocomposites Dehnad2014Document7 pagesEPB - 4. Optimization of Chitosan Nanocelllulose Biocomposites Dehnad2014mohammad9906426240No ratings yet
- Hypact enDocument15 pagesHypact envhgiao100% (1)
- CDMC Format For Items of Flow MeterDocument8 pagesCDMC Format For Items of Flow MeterSaurabh Kumar SinghNo ratings yet
- 3M Locating and Marking SystemDocument12 pages3M Locating and Marking SystemYohanes Dimas PriambodhoNo ratings yet
- 311D, 312D, 315D, 319D, 320D, 323D, 336D Excavators 324D, 325D, 329D, 330D and Electrical SystemDocument2 pages311D, 312D, 315D, 319D, 320D, 323D, 336D Excavators 324D, 325D, 329D, 330D and Electrical SystemDaniel alberto galvis jaimesNo ratings yet
- Method of Symmetrical Co-Ordinates Applied To The Solution of Polyphase Networks - Dr. FortescueDocument88 pagesMethod of Symmetrical Co-Ordinates Applied To The Solution of Polyphase Networks - Dr. FortescuefinolhNo ratings yet
- CCT 15368Document2 pagesCCT 15368Mohamed RadyNo ratings yet
- Andrew Loomis - Creative - Illustration PDFDocument439 pagesAndrew Loomis - Creative - Illustration PDFDer Tod100% (2)
- A Survey of Methods For Calculating Transmission Line Conductor 1979 PDFDocument19 pagesA Survey of Methods For Calculating Transmission Line Conductor 1979 PDFAbraham MaravíNo ratings yet
- Science Year 4 Parachute ExperimentDocument5 pagesScience Year 4 Parachute ExperimentAnita SuringNo ratings yet
- Prepared By: Engr. Jeffrey P. LandichoDocument16 pagesPrepared By: Engr. Jeffrey P. LandichoNoel So jrNo ratings yet
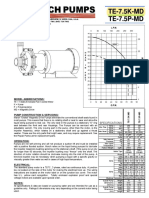
- MANUAL BOMBA MARCH-TE - 7,5kDocument2 pagesMANUAL BOMBA MARCH-TE - 7,5kjoseNo ratings yet
- Comba Odi 065R17M18JJ G PDFDocument4 pagesComba Odi 065R17M18JJ G PDFMario RojasNo ratings yet
- b&c18pzb46 8Document1 pageb&c18pzb46 8Jesus Ruy SanchezNo ratings yet
- Shallow Water PDCDocument15 pagesShallow Water PDCsunusukuNo ratings yet
- Lecture 1 Bipv Introduction CourseDocument57 pagesLecture 1 Bipv Introduction CourseDaniel ConstantinNo ratings yet
- CapacitorsDocument10 pagesCapacitorsvimalNo ratings yet
- Kathrein 80010643Document2 pagesKathrein 80010643Сергей ФатхретдиновNo ratings yet
- Welded Connections - Problems: Mr. P. JAGADESH., M.E., M.B.A., (PH.D)Document33 pagesWelded Connections - Problems: Mr. P. JAGADESH., M.E., M.B.A., (PH.D)Dsryfxsr100% (1)
- QUIZ 2 RIGID MOTION Master 9 THDocument3 pagesQUIZ 2 RIGID MOTION Master 9 THBombasticNo ratings yet
- Velocity Time Graphs PDFDocument42 pagesVelocity Time Graphs PDFAk R71No ratings yet