Download as pdf or txt
You might also like
- Diagrama Electrico Caterpillar 3406E C10 & C12 & C15 & C16Document2 pagesDiagrama Electrico Caterpillar 3406E C10 & C12 & C15 & C16Gerardo Diesel83% (99)
- Mitsubishi Outlander 2013 Service Repair Manual PDFDocument2,583 pagesMitsubishi Outlander 2013 Service Repair Manual PDFGabriel Dogaru100% (2)
- Saab 9-5 2002-2004 Automatic Transmission TSBDocument7 pagesSaab 9-5 2002-2004 Automatic Transmission TSBsnappydressedotter100% (1)
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- Ball Traction Drive - FinalDocument46 pagesBall Traction Drive - FinalTejas Shete0% (1)
- CNC Lathe Machine Tool TurretDocument4 pagesCNC Lathe Machine Tool TurretRevolusiSoekarnoNo ratings yet
- Turning Machine (Lathe)Document4 pagesTurning Machine (Lathe)NikNo ratings yet
- TIGO-541 Parts Catalog TIGO-541Document116 pagesTIGO-541 Parts Catalog TIGO-541Michel DouglasNo ratings yet
- Caravan 1998Document490 pagesCaravan 1998David MendezNo ratings yet
- Car Transmission DesignDocument36 pagesCar Transmission DesignKhaja UddinNo ratings yet
- Wedge Socket Warning and Application InstructionsDocument1 pageWedge Socket Warning and Application InstructionsMinhKhuongHieuNo ratings yet
- Milling and Turning OperationsDocument17 pagesMilling and Turning OperationsMuhammad ArifNo ratings yet
- Ch07-Forecasting Share Price MovementsDocument40 pagesCh07-Forecasting Share Price MovementsTrần AnhNo ratings yet
- Chapter 6 High Speed MachiningDocument31 pagesChapter 6 High Speed Machiningmuhamadsaidi100% (5)
- Gearboxes ClassDocument35 pagesGearboxes ClassNaveen Vachipalli100% (1)
- Gearmanufacturing MethodsDocument9 pagesGearmanufacturing Methodskumar pNo ratings yet
- Lathe MachineDocument22 pagesLathe MachineRaghavMaheshwariNo ratings yet
- Production Technology (IV Sem)Document24 pagesProduction Technology (IV Sem)Shubham AgrawalNo ratings yet
- Broaching PDFDocument24 pagesBroaching PDFHarshith RajNo ratings yet
- Heidenhain M Codes & G CODESDocument18 pagesHeidenhain M Codes & G CODESMohamed Ben Salem100% (1)
- Dmu 60 / 80 / 100 Monoblock Classic Series: CNC Universal Milling MachinesDocument24 pagesDmu 60 / 80 / 100 Monoblock Classic Series: CNC Universal Milling MachinesButch BorjaNo ratings yet
- MillingCatalog07 08Document108 pagesMillingCatalog07 08mami_meuNo ratings yet
- Kashifuji Gear Deburring Instruction ManualDocument33 pagesKashifuji Gear Deburring Instruction ManualsunhuynhNo ratings yet
- General Catalog en GrindingDocument10 pagesGeneral Catalog en GrindingkarthikNo ratings yet
- Student Copy-Manufacturing Process SelectionDocument49 pagesStudent Copy-Manufacturing Process SelectionAnishMendisNo ratings yet
- Ch-6 Reaming, Boring, BroachingDocument58 pagesCh-6 Reaming, Boring, BroachingVikas PotluriNo ratings yet
- Communication SystemsDocument58 pagesCommunication SystemsManikandan SambanthamNo ratings yet
- Slotting MachineDocument30 pagesSlotting MachineUsman Zubair100% (1)
- Chucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheDocument14 pagesChucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheIrtaza Husnain100% (1)
- Gear Shaving PresentationDocument45 pagesGear Shaving PresentationHimanshu MishraNo ratings yet
- Gear Machine ManualDocument20 pagesGear Machine ManualRuchira Chanda Indu100% (1)
- Milling MachinesDocument48 pagesMilling MachinesAliah IzzahNo ratings yet
- Non Chip FormingDocument33 pagesNon Chip FormingNur AmirahNo ratings yet
- Tool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesDocument7 pagesTool Path Optimization of Contouring Operation and Machining Strategies For Turbo Machinery BladesseventhsensegroupNo ratings yet
- Numerical ControllerDocument157 pagesNumerical ControllerDhaval PatelNo ratings yet
- Design of Bevel and Worm Gear: Machine Element IIDocument60 pagesDesign of Bevel and Worm Gear: Machine Element IIkibromgidey12No ratings yet
- Cncpresentation PDFDocument37 pagesCncpresentation PDFCorey YoungNo ratings yet
- Milling Machine (Group 7)Document52 pagesMilling Machine (Group 7)Faisal Maqsood100% (1)
- Drilling Machine & ReamersDocument42 pagesDrilling Machine & ReamersSomenath RahaNo ratings yet
- Design of Transmission Systems-Question BankDocument28 pagesDesign of Transmission Systems-Question BankAlfred Franklin V100% (1)
- Mbeya University of Science and TechnologyDocument37 pagesMbeya University of Science and TechnologySadikiel100% (1)
- Surface Grinding ReportDocument12 pagesSurface Grinding Reportyowiskie100% (1)
- Unit - V: Manufacturing TechnologyDocument54 pagesUnit - V: Manufacturing TechnologyIjanSahrudinNo ratings yet
- Stepper Motor KTDocument18 pagesStepper Motor KTSankula Siva SankarNo ratings yet
- Engineering AbbreviationsDocument4 pagesEngineering AbbreviationsnicolapellowNo ratings yet
- Power Skiving PDFDocument11 pagesPower Skiving PDFmadhavikNo ratings yet
- Manufacturing of Spur Gear: Aim of The ExperimentDocument5 pagesManufacturing of Spur Gear: Aim of The ExperimentParameshwara MeenaNo ratings yet
- Design of A Milling Cutter by Using Catia: D Ravi TejaDocument48 pagesDesign of A Milling Cutter by Using Catia: D Ravi Tejanaveen mylapilliNo ratings yet
- Gear Terminology: Pitch Circle: Addendum Circle: Dedendum Circle: ClearanceDocument11 pagesGear Terminology: Pitch Circle: Addendum Circle: Dedendum Circle: ClearanceFawad HassanNo ratings yet
- EIG2010Document492 pagesEIG2010Ahmad AlsayedNo ratings yet
- Tool & Cutter GrinderDocument64 pagesTool & Cutter GrinderAFIFAHZABIDI ZABIDINo ratings yet
- Machine Tool Design Lab ManualDocument40 pagesMachine Tool Design Lab ManualRohitGupta100% (2)
- VMC Slot ProgramingDocument5 pagesVMC Slot ProgramingMechanical FactsNo ratings yet
- Premier MDocument44 pagesPremier Mthebetterman0511No ratings yet
- Haas Vertik BrochureDocument40 pagesHaas Vertik BrochureAmer SkiljanNo ratings yet
- Design and Analysis of A Spur Gear With Composite Material IJERTV10IS040129Document13 pagesDesign and Analysis of A Spur Gear With Composite Material IJERTV10IS040129ahmadNo ratings yet
- Gears: A Gear Is A Wheel With Teeth On Its Outer Edge. The Teeth of One Gear Mesh (Or Engage) With The Teeth of AnotherDocument12 pagesGears: A Gear Is A Wheel With Teeth On Its Outer Edge. The Teeth of One Gear Mesh (Or Engage) With The Teeth of AnotherAniruddh SinghNo ratings yet
- Grinding Machine PDFDocument23 pagesGrinding Machine PDFNagi NayakNo ratings yet
- Lathe MachineDocument15 pagesLathe Machinebutchoy28100% (1)
- CNC Section:-: High End Prosthesis Shop MachinesDocument12 pagesCNC Section:-: High End Prosthesis Shop MachinesRishabh PandeyNo ratings yet
- Power Bend Pro Rev.02 ENGDocument36 pagesPower Bend Pro Rev.02 ENGFabien ProuvezNo ratings yet
- Go With The Flow: in Selecting The Right FluidDocument3 pagesGo With The Flow: in Selecting The Right FluidMetwally NaserNo ratings yet
- LegacyChillerSystems ChillermaintenanceDocument2 pagesLegacyChillerSystems ChillermaintenanceMetwally NaserNo ratings yet
- Storage Tank DesignDocument19 pagesStorage Tank DesignSellappan Muthusamy100% (3)
- 002Document22 pages002Emad ElhussienyNo ratings yet
- Steel Beam Design PDFDocument17 pagesSteel Beam Design PDFnotevaleNo ratings yet
- 06 - Weld Ability and Defects in WeldmentsDocument50 pages06 - Weld Ability and Defects in Weldmentsamitjee138463No ratings yet
- 01 - Different Types of Metal Joining ProcessesDocument44 pages01 - Different Types of Metal Joining ProcessesMetwally NaserNo ratings yet
- PPC Master MarchDocument148 pagesPPC Master MarchSandip JadhavNo ratings yet
- Refrigeration & Air-Conditioning PresentationDocument11 pagesRefrigeration & Air-Conditioning PresentationKhojah Abdulrahman100% (1)
- Data Sheet & SLDDocument22 pagesData Sheet & SLDvaithy2011100% (1)
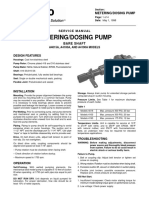
- Meter SM Bare MOYNODocument4 pagesMeter SM Bare MOYNOKerry DillonNo ratings yet
- Steam Turbine-Part III - Trip and Throttle ValveDocument7 pagesSteam Turbine-Part III - Trip and Throttle ValveAahmer Hasan100% (1)
- Actual ReportDocument73 pagesActual ReportEzio3511No ratings yet
- Butterfly Valve SVADocument16 pagesButterfly Valve SVATelly DuquesneNo ratings yet
- Cooling Water SystemDocument3 pagesCooling Water SystemJamil AhmedNo ratings yet
- Altima 2.5L 2017Document6 pagesAltima 2.5L 2017Sergio AguilarNo ratings yet
- 04 Coal Mill Maintenance R2 - 104052Document77 pages04 Coal Mill Maintenance R2 - 104052SigalaputtaaNo ratings yet
- Cat Electronic Technician 2019A v1.0 Product Status ReportDocument10 pagesCat Electronic Technician 2019A v1.0 Product Status Reportحمدي خطابNo ratings yet
- Jig AbstractDocument1 pageJig AbstractSathish KasilingamNo ratings yet
- C18 Generator Set Electrical System With EMCP3: Harness and Wire Electrical Schematic SymbolsDocument4 pagesC18 Generator Set Electrical System With EMCP3: Harness and Wire Electrical Schematic SymbolsImtiaz AhmedNo ratings yet
- Leiten - Manual - Escarificador Masalta MC8Document11 pagesLeiten - Manual - Escarificador Masalta MC8bqbovercon2No ratings yet
- Quick Locator Guide Controllers / Machine Room: SeesincDocument11 pagesQuick Locator Guide Controllers / Machine Room: SeesincFelipe VillegasNo ratings yet
- Senselec Red Solid Wall Touch SensorDocument1 pageSenselec Red Solid Wall Touch SensorAdvancedWaterCoNo ratings yet
- Wiring Diagrams: 30Gxn, R Sizes 080-528 Air-Cooled Chillers With Comfortlink™ ControlsDocument40 pagesWiring Diagrams: 30Gxn, R Sizes 080-528 Air-Cooled Chillers With Comfortlink™ ControlsModussar IlyasNo ratings yet
- 2007 200 XC EngineDocument24 pages2007 200 XC EnginecharlesNo ratings yet
- Megane F7R710 ECU Pinout PDFDocument5 pagesMegane F7R710 ECU Pinout PDFAlberto Martiniere100% (1)
- Week 4Document35 pagesWeek 4Aaron LisboaNo ratings yet
- ANITS PPT On GREEN ENGINEDocument13 pagesANITS PPT On GREEN ENGINESampath KumarNo ratings yet
- Automobile Electrical SystemDocument2 pagesAutomobile Electrical Systemraumil1237590No ratings yet
- Manufacturing Processes I - Machining ProcessesDocument57 pagesManufacturing Processes I - Machining ProcessesImtiajur Rahman AyonNo ratings yet
- 2W PPFR Export Tracking Sheet 2018-2019Document5 pages2W PPFR Export Tracking Sheet 2018-2019MaelEdwardAritonangNo ratings yet
- Automotive New Catalogue 2010Document16 pagesAutomotive New Catalogue 2010Zaleq YunosNo ratings yet