Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Shell Hazardous Area Classification FundamentalsDocument30 pagesShell Hazardous Area Classification Fundamentalsthekevindesai100% (17)
- HCL Technologies Hiring Mechanical Design Engineers-Call Letter-03rd December 2016 (Saturday) - ChennaiDocument2 pagesHCL Technologies Hiring Mechanical Design Engineers-Call Letter-03rd December 2016 (Saturday) - ChennaipurnashNo ratings yet
- Start 001Document1 pageStart 001purnashNo ratings yet
- FDocument3 pagesFpurnashNo ratings yet
- Pocket WorkoutsDocument210 pagesPocket WorkoutspurnashNo ratings yet
- Column Chromatography: Lab ReportDocument7 pagesColumn Chromatography: Lab ReportChiNo ratings yet
- Bekele MirkenaDocument127 pagesBekele MirkenaSAIMA ZAMEER100% (1)
- Florey Vol 32, 2005Document282 pagesFlorey Vol 32, 2005Fadli NugrahaNo ratings yet
- 5 - Cortés-Burgos (2021) - Effects of PbS-NPs Doping On The Photovoltaic Performance of Natural Dye-Sensitized TiO2 PhotoelectrodesDocument9 pages5 - Cortés-Burgos (2021) - Effects of PbS-NPs Doping On The Photovoltaic Performance of Natural Dye-Sensitized TiO2 Photoelectrodesmaria cortesNo ratings yet
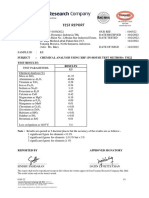
- Subject: Chemical Analysis Using XRF (In-House Test Method) : Tm22 Test Results: ResultsDocument2 pagesSubject: Chemical Analysis Using XRF (In-House Test Method) : Tm22 Test Results: Resultstri yuda khalidNo ratings yet
- A Review of Biomass Pyrolysis and Pyrolysis TechnologiesDocument82 pagesA Review of Biomass Pyrolysis and Pyrolysis TechnologiesNhean FierceghastNo ratings yet
- Case Study FRP Tank Failure JQDocument9 pagesCase Study FRP Tank Failure JQsenkuttuvanNo ratings yet
- Advanced Reservoir Sheet 1,2Document7 pagesAdvanced Reservoir Sheet 1,2Abdelazim MohamedNo ratings yet
- Dat Examinee GuideDocument23 pagesDat Examinee Guidekjk khkNo ratings yet
- CorrosionDocument4 pagesCorrosionTotis TotosNo ratings yet
- Blast Valve PV-KK-WDocument2 pagesBlast Valve PV-KK-Wyousufbasha100% (1)
- Hvof Coatings A Review PDFDocument1 pageHvof Coatings A Review PDFVTC ENGINEERINBNo ratings yet
- Chryso-Cure-Acp 8435 4632Document5 pagesChryso-Cure-Acp 8435 4632zealbalaNo ratings yet
- Emerging Technologies For Wastewater TreatmentDocument188 pagesEmerging Technologies For Wastewater TreatmentNguyen Phuc Pham100% (1)
- Soap Dispensers: Surface Push-ButtonDocument2 pagesSoap Dispensers: Surface Push-ButtonMouad MelloukiNo ratings yet
- EPRPDocument88 pagesEPRPmanoj0% (1)
- ISI-Scopus-Journals (QEC) PDFDocument567 pagesISI-Scopus-Journals (QEC) PDFZubairNo ratings yet
- Gizmo - Rna - Protein SynthesisDocument7 pagesGizmo - Rna - Protein SynthesisMarques AlsoppNo ratings yet
- Military MightDocument29 pagesMilitary MightpenuliarjaysonNo ratings yet
- Experiment 3.1Document3 pagesExperiment 3.1RAUDHATUL ASNIDA ABDUL RAZAKNo ratings yet
- JR Inter Important Question Physics (E.M)Document13 pagesJR Inter Important Question Physics (E.M)Bangi Sunil Kumar93% (28)
- Glass To Glass DetailsDocument7 pagesGlass To Glass Detailsvishalbhavar1No ratings yet
- Is - sp.57.1993 Hand Book Pipes and FittingsDocument103 pagesIs - sp.57.1993 Hand Book Pipes and FittingsMathiTwadCNo ratings yet
- DPT Fire RatioDocument12 pagesDPT Fire RatioRavi GohelNo ratings yet
- Metacam Epar Scientific Discussion - enDocument106 pagesMetacam Epar Scientific Discussion - enSamantha FauldsNo ratings yet
- Stochastic and Deterministic Effects of RadiationDocument2 pagesStochastic and Deterministic Effects of RadiationFer MoncadaNo ratings yet
- Horizontal Plate Natural Convection Equations and Calculator - Engineers EdgeDocument4 pagesHorizontal Plate Natural Convection Equations and Calculator - Engineers EdgerikardoNo ratings yet
- IP ProjectDocument4 pagesIP ProjecthoikliangNo ratings yet
- 9700 s17 Ms 41Document18 pages9700 s17 Ms 41Mushu DonNo ratings yet