Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Service Manual Delco-Remy CS-130Document10 pagesService Manual Delco-Remy CS-130api-2614064460% (5)
- Wind Tunnel Lab SafetyDocument2 pagesWind Tunnel Lab SafetyZ-B67% (3)
- Cralloys PDFDocument2 pagesCralloys PDFvtbkNo ratings yet
- Cooperheat TAU Manual 110V 240V PDFDocument17 pagesCooperheat TAU Manual 110V 240V PDFvtbkNo ratings yet
- Tata Precision Tubes Brochure PDFDocument16 pagesTata Precision Tubes Brochure PDFvtbkNo ratings yet
- Hardness Table PDFDocument1 pageHardness Table PDFMelissa Murray100% (1)
- 205HRSGuserrev2Final PDFDocument15 pages205HRSGuserrev2Final PDFvtbkNo ratings yet
- ESAB MMA Consumable July07-2 PDFDocument64 pagesESAB MMA Consumable July07-2 PDFvtbkNo ratings yet
- Steel PDFDocument41 pagesSteel PDFvtbkNo ratings yet
- Sealants Adhesives PDFDocument4 pagesSealants Adhesives PDFvtbkNo ratings yet
- Twi PWHT PDFDocument10 pagesTwi PWHT PDFvtbkNo ratings yet
- HP LP Byepass Gallery PDFDocument2 pagesHP LP Byepass Gallery PDFvtbkNo ratings yet
- Polyurethane PDFDocument2 pagesPolyurethane PDFvtbk0% (1)
- Sa515 GR 70 and Sa516 GR 70 t2776 PDFDocument3 pagesSa515 GR 70 and Sa516 GR 70 t2776 PDFvtbkNo ratings yet
- HED Brochure PDFDocument20 pagesHED Brochure PDFvtbkNo ratings yet
- Long Travel Retractable Sootblower: SpecificationsDocument2 pagesLong Travel Retractable Sootblower: SpecificationsvtbkNo ratings yet
- Coal Mills PDFDocument16 pagesCoal Mills PDFvtbkNo ratings yet
- LR Soot Blow PDFDocument35 pagesLR Soot Blow PDFvtbk100% (1)
- LR Soot Blow PDFDocument35 pagesLR Soot Blow PDFvtbk100% (1)
- Variax New Fans Fans Brochure USversion PDFDocument7 pagesVariax New Fans Fans Brochure USversion PDFvtbkNo ratings yet
- Helium Leak TestDocument1 pageHelium Leak TestvtbkNo ratings yet
- Line List (Ibr)Document3 pagesLine List (Ibr)vtbkNo ratings yet
- Aws Preheat Calculations From HardnessDocument6 pagesAws Preheat Calculations From HardnessElias KapaNo ratings yet
- Raw Material and Basic Material For Chemical IndustriesDocument20 pagesRaw Material and Basic Material For Chemical Industrieslaila nurul qodryNo ratings yet
- Competitors Analysis 1Document2 pagesCompetitors Analysis 1rajaroma45No ratings yet
- Experiment #02 To Verify The Theoretical Expression For The Force Exerted by Jet Striking Normally On The Flat Plate (Impact of Jet)Document2 pagesExperiment #02 To Verify The Theoretical Expression For The Force Exerted by Jet Striking Normally On The Flat Plate (Impact of Jet)Mir Masood ShahNo ratings yet
- Notice No.34Document2 pagesNotice No.34LuciferNo ratings yet
- Chapter 4Document8 pagesChapter 4Coursehero Premium0% (1)
- CV - ModelDocument5 pagesCV - ModeldanzeluNo ratings yet
- Minimum Wages CAE EssayDocument1 pageMinimum Wages CAE EssayAmalia SereaNo ratings yet
- Semi Detailed Lesson Plan in TLE 77Document2 pagesSemi Detailed Lesson Plan in TLE 77Kimberly MaeNo ratings yet
- Causes of MeanderingDocument1 pageCauses of MeanderingBalagopal V50% (2)
- Manual de Servicio s630Document878 pagesManual de Servicio s630CESARALARCON1No ratings yet
- Action Plan CommDocument3 pagesAction Plan CommEwan Mary Rose GalagalaNo ratings yet
- FYP-I Report-Hybrid Electric VehicleDocument35 pagesFYP-I Report-Hybrid Electric VehicleM UsamaNo ratings yet
- Test Bank For Williams Basic Nutrition and Diet Therapy 14th Edition Staci NixDocument24 pagesTest Bank For Williams Basic Nutrition and Diet Therapy 14th Edition Staci Nixdavidjonescrjeagtnwp100% (38)
- Oral Squamous Cell Carcinoma (OSCC) : Homam Mansour Abo Orabi 201814250Document15 pagesOral Squamous Cell Carcinoma (OSCC) : Homam Mansour Abo Orabi 201814250Homam MANo ratings yet
- Godly MarriageDocument159 pagesGodly MarriageNonielyn SabornidoNo ratings yet
- 2024 NM Consultative Meeting For PMNP MPMOsDocument31 pages2024 NM Consultative Meeting For PMNP MPMOssribaccayNo ratings yet
- 432 OSCE Revision File PDFDocument20 pages432 OSCE Revision File PDFReza Affandi MohamadNo ratings yet
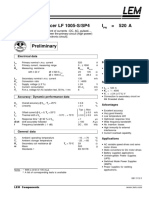
- Current Transducer LF 1005-S/SP4 I 520 ADocument2 pagesCurrent Transducer LF 1005-S/SP4 I 520 ARaul quispe quispeNo ratings yet
- Officer - Sr. Officer - Compliance - Palmal Group of Industries - BdjobsDocument3 pagesOfficer - Sr. Officer - Compliance - Palmal Group of Industries - BdjobsTitas KhanNo ratings yet
- Drystar 5302Document30 pagesDrystar 5302chanel setiaNo ratings yet
- Exercise LMTDocument4 pagesExercise LMTapi-276845347No ratings yet
- Text WinnicottDocument44 pagesText WinnicottCharlotte Betti100% (1)
- EMS Scope of Practice DecisionDocument3 pagesEMS Scope of Practice DecisionepraetorianNo ratings yet
- GGT FluitestDocument4 pagesGGT FluitestCristian LaraNo ratings yet
- Network Engineer - L3 Noida - Noida - CYFUTURE INDIA PRIVATE LIMITED - 4 To 8 Years of ExperienceDocument3 pagesNetwork Engineer - L3 Noida - Noida - CYFUTURE INDIA PRIVATE LIMITED - 4 To 8 Years of Experiencemanish0202No ratings yet
- Mind Hacks @team LiB - by Tom Stafford, Matt Webb PDFDocument1,578 pagesMind Hacks @team LiB - by Tom Stafford, Matt Webb PDFXade EulorNo ratings yet
- Walang Rape Sa Bontoc ReactionDocument4 pagesWalang Rape Sa Bontoc ReactionJed HernandezNo ratings yet
- Todays HeadlinesDocument9 pagesTodays HeadlinesMohit Kumar ChowdaryNo ratings yet