Download as pdf or txt
You might also like
- Technical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionFrom EverandTechnical Writing A-Z: A Commonsense Guide to Engineering Reports and Theses, Second Edition, British English: A Commonsense Guide to Engineering Reports and Theses, U.S. English Second EditionNo ratings yet
- Final Report of SIPDocument56 pagesFinal Report of SIPRahul Parashar100% (1)
- The Challenges of Managerial Accounting 2Document5 pagesThe Challenges of Managerial Accounting 2therhine100% (2)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- TSG 21-2016 Supervision Regulation On Safety Technology For Stationary Pressure VesselsDocument174 pagesTSG 21-2016 Supervision Regulation On Safety Technology For Stationary Pressure VesselsBalusamyNo ratings yet
- 101 Metal Repair Paste PS PDFDocument2 pages101 Metal Repair Paste PS PDFhemnNo ratings yet
- Implementation Requirement For TSG 21-2016Document7 pagesImplementation Requirement For TSG 21-2016arbor02No ratings yet
- Case 2278 ASMEDocument6 pagesCase 2278 ASMEPerrita LolaNo ratings yet
- Astm A1016 - A1016m - 13Document11 pagesAstm A1016 - A1016m - 13Ali KatamipourNo ratings yet
- Asme VIII Div1 2010-2011a PDFDocument86 pagesAsme VIII Div1 2010-2011a PDFJohan ConradieNo ratings yet
- Asme B36.10M-2015Document30 pagesAsme B36.10M-2015Bảo Nhân Nguyễn ĐắcNo ratings yet
- Basket Burst PressureDocument1 pageBasket Burst Pressurexaaabbb_550464353No ratings yet
- Stiffening Effect of Refractory Lined Piping - Carmagen EngineeringDocument1 pageStiffening Effect of Refractory Lined Piping - Carmagen EngineeringnaeandNo ratings yet
- ANZ Technical Guide Heat Exchanger DesigDocument13 pagesANZ Technical Guide Heat Exchanger DesigvikramNo ratings yet
- F1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping ApplicationsDocument7 pagesF1120-87 (2015) Standard Specification For Circular Metallic Bellows Type Expansion Joints For Piping Applicationsislamaktham100% (1)
- Triple-Offset Butterflyvalves PDFDocument8 pagesTriple-Offset Butterflyvalves PDFDiwakar NigamNo ratings yet
- PP-1999-06 Opening in Blind FlangeDocument4 pagesPP-1999-06 Opening in Blind FlangesaudimanNo ratings yet
- A494Document7 pagesA494Prakash MakadiaNo ratings yet
- Astm A537-A537m-95-2000Document4 pagesAstm A537-A537m-95-2000NadhiraNo ratings yet
- Chapter b04 Stress Analysis of Piping System PDFDocument108 pagesChapter b04 Stress Analysis of Piping System PDFrogel_ganaNo ratings yet
- Ab 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesDocument17 pagesAb 536 Requirements For The Integrity Management of Grade 91 Steel Used Above Currently Permitted Allowable StressesCarlos Maldonado SalazarNo ratings yet
- Sa 299Document3 pagesSa 299Web LogueandoNo ratings yet
- Sa 320Document13 pagesSa 320gst ajahNo ratings yet
- TES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)Document19 pagesTES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)BetoCostaNo ratings yet
- Spring Supports CP Catalog 09VDocument52 pagesSpring Supports CP Catalog 09VNizarHamrouniNo ratings yet
- A213A213M-15b Standard Specification For Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDocument14 pagesA213A213M-15b Standard Specification For Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesChuthaNo ratings yet
- TEMA Standards Inquiries 2020Document24 pagesTEMA Standards Inquiries 2020Nisarg Patel100% (1)
- Astm 533Document4 pagesAstm 533JOSEPH REFUERZONo ratings yet
- Astm A 48-2016Document6 pagesAstm A 48-2016Mohammed AliNo ratings yet
- ASCE 7-05 Table 15-4-2Document1 pageASCE 7-05 Table 15-4-2barouniamineNo ratings yet
- Adoption of The CA-1 Standard by ASME Standards CommitteesDocument12 pagesAdoption of The CA-1 Standard by ASME Standards CommitteesgabrielNo ratings yet
- Mandatory Appendix 26Document28 pagesMandatory Appendix 26Sushil WadiyeNo ratings yet
- Allowable Nozzle LoadsDocument7 pagesAllowable Nozzle LoadsZulkarnain NasrullahNo ratings yet
- ASTM A686 T72301 W1A 9.5 Steel Plate, ASTM T72301 W1A 9.5 Tool SteelDocument2 pagesASTM A686 T72301 W1A 9.5 Steel Plate, ASTM T72301 W1A 9.5 Tool SteelBernice JohnsonNo ratings yet
- Nozzle Design - Codeware-Compress FAQsDocument9 pagesNozzle Design - Codeware-Compress FAQsKashif KaziNo ratings yet
- Expansion Bellow DesignDocument16 pagesExpansion Bellow DesignpipestressNo ratings yet
- Tubesheet As Per ASME Sec. VIII-Div.1 UHXDocument1 pageTubesheet As Per ASME Sec. VIII-Div.1 UHXruponline1No ratings yet
- Astm A351Document5 pagesAstm A351pepelefuuNo ratings yet
- Astm SpecificationDocument9 pagesAstm SpecificationHARSHANo ratings yet
- FVCDocument0 pagesFVCsmileya_vpNo ratings yet
- NEMA Force Allowed On The Flange - Pipelines, Piping and Fluid Mechanics Engineering - Eng-TipsDocument4 pagesNEMA Force Allowed On The Flange - Pipelines, Piping and Fluid Mechanics Engineering - Eng-Tipsyundtech974No ratings yet
- Heat Exchanger Design in PV EliteDocument3 pagesHeat Exchanger Design in PV EliteShieeplNo ratings yet
- Valvula Mariposa Danais 150Document15 pagesValvula Mariposa Danais 150Oscar CherroNo ratings yet
- Woc Hse Manual Standards: Woc LP EP DepartmentDocument12 pagesWoc Hse Manual Standards: Woc LP EP DepartmentAkram AlhaddadNo ratings yet
- Heat Transfer Problem 2014Document240 pagesHeat Transfer Problem 2014arminNo ratings yet
- ASTM A194 - Portland BoltDocument3 pagesASTM A194 - Portland BoltJonathan DouglasNo ratings yet
- Asme Ccase - 2046Document2 pagesAsme Ccase - 2046ADAMJSRAONo ratings yet
- Pyrogel XTE DatasheetDocument2 pagesPyrogel XTE DatasheetLe Thanh HaiNo ratings yet
- Easyflex Flexible Hose DatasheetDocument2 pagesEasyflex Flexible Hose DatasheetzassssNo ratings yet
- Pipe Material For OxygenDocument3 pagesPipe Material For Oxygenc_pythonNo ratings yet
- TSG R0004 2009Document76 pagesTSG R0004 2009bikobelloNo ratings yet
- Ptfe Lined Pipe CatalogDocument24 pagesPtfe Lined Pipe CatalogchabibNo ratings yet
- ASME Div 1 Vs Div 2Document3 pagesASME Div 1 Vs Div 2shahmkamal100% (2)
- List1 Lloyd's RegisterDocument74 pagesList1 Lloyd's RegisterAdrian VintilaNo ratings yet
- Figure UCS-66 Impact Test Exemption Curves (Cont'd) : ASME BPVC - VIII.1-2019 UCS-66Document2 pagesFigure UCS-66 Impact Test Exemption Curves (Cont'd) : ASME BPVC - VIII.1-2019 UCS-66MechanicalNo ratings yet
- An Excellent Reference On Fastener DesignDocument32 pagesAn Excellent Reference On Fastener DesignSuthirak SumranNo ratings yet
- Upstream (Oil & Gas Production) Downstream (Refinery) : StandardDocument23 pagesUpstream (Oil & Gas Production) Downstream (Refinery) : StandardaminNo ratings yet
- BS 4504 Slip On Flanges PDFDocument7 pagesBS 4504 Slip On Flanges PDFMaclean ArthurNo ratings yet
- TTS Weld Size CalculationDocument4 pagesTTS Weld Size CalculationGohar ZamanNo ratings yet
- Asme Section Ii B SB-42Document10 pagesAsme Section Ii B SB-42Monica SuarezNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Tensile Strength Properties of Metal Connector Plates: Standard Test Method ForDocument6 pagesTensile Strength Properties of Metal Connector Plates: Standard Test Method ForJGD123No ratings yet
- Automotive Engine Oils On The Fuel Economy of Passenger Cars and Light-Duty Trucks in The Sequence VIA Spark Ignition EngineDocument84 pagesAutomotive Engine Oils On The Fuel Economy of Passenger Cars and Light-Duty Trucks in The Sequence VIA Spark Ignition EngineJGD123No ratings yet
- Strength of Anchors in Concrete and Masonry Elements: Standard Test Methods ForDocument8 pagesStrength of Anchors in Concrete and Masonry Elements: Standard Test Methods ForJGD123No ratings yet
- C 769 - 98 - Qzc2oqDocument3 pagesC 769 - 98 - Qzc2oqneophymenNo ratings yet
- C 709 PDFDocument3 pagesC 709 PDFJGD123No ratings yet
- Evaluation of The Load Carrying Capacity of Lubricants Under Conditions of Low Speed and High Torque Used For Final Hypoid Drive AxlesDocument26 pagesEvaluation of The Load Carrying Capacity of Lubricants Under Conditions of Low Speed and High Torque Used For Final Hypoid Drive AxlesJGD123No ratings yet
- D 4180Document3 pagesD 4180JGD123No ratings yet
- Saybolt Furol Viscosity of Bituminous Materials at High TemperaturesDocument3 pagesSaybolt Furol Viscosity of Bituminous Materials at High TemperaturesJGD123No ratings yet
- Dynamometer Evaluation of Unleaded Spark-Ignition Engine Fuel For Intake Valve Deposit FormationDocument28 pagesDynamometer Evaluation of Unleaded Spark-Ignition Engine Fuel For Intake Valve Deposit FormationJGD123No ratings yet
- Is 7920-1 PDFDocument49 pagesIs 7920-1 PDFJGD123No ratings yet
- Determination of High Temperature Deposits by Thermo-Oxidation Engine Oil Simulation TestDocument7 pagesDetermination of High Temperature Deposits by Thermo-Oxidation Engine Oil Simulation TestJGD123No ratings yet
- Is SP 8Document178 pagesIs SP 8JGD123No ratings yet
- Certification of Plywood For Concrete Shuttering WorkDocument10 pagesCertification of Plywood For Concrete Shuttering WorkJGD123No ratings yet
- Disclosure To Promote The Right To InformationDocument18 pagesDisclosure To Promote The Right To Informationsudhir5441No ratings yet
- Is SP 21 PDFDocument929 pagesIs SP 21 PDFJGD12360% (5)
- Disclosure To Promote The Right To InformationDocument22 pagesDisclosure To Promote The Right To InformationJGD123No ratings yet
- Is 9901-1 PDFDocument12 pagesIs 9901-1 PDFJGD123No ratings yet
- Is 10701 PDFDocument18 pagesIs 10701 PDFJGD123No ratings yet
- Is 9704Document18 pagesIs 9704JGD123No ratings yet
- Is 8225Document14 pagesIs 8225JGD123No ratings yet
- Is 7920-1 PDFDocument49 pagesIs 7920-1 PDFJGD123No ratings yet
- Is 4971Document16 pagesIs 4971JGD123No ratings yet
- Funda ExamDocument115 pagesFunda ExamKate Onniel RimandoNo ratings yet
- AECES Night Lights Sound ReservationDocument1 pageAECES Night Lights Sound ReservationVincent Carl CatigayNo ratings yet
- Chapter 11Document9 pagesChapter 11Joshua GuerreroNo ratings yet
- Pdms List Error CaptureDocument4 pagesPdms List Error Capturehnguyen_698971No ratings yet
- Profile: NR Technoserve Pvt. Ltd. 2016 - PresentDocument2 pagesProfile: NR Technoserve Pvt. Ltd. 2016 - PresentSuvam MohapatraNo ratings yet
- International StandardDocument24 pagesInternational Standardalvaro cardenas100% (1)
- KickStart 19Document2 pagesKickStart 19Venu GopalNo ratings yet
- Brochure E-Catalogue Afias (Temporer)Document2 pagesBrochure E-Catalogue Afias (Temporer)Pandu Satriyo NegoroNo ratings yet
- TRIDENT - Request For ProposalDocument81 pagesTRIDENT - Request For ProposalPrince Mittal0% (1)
- Music and Me Instructions 2021Document3 pagesMusic and Me Instructions 2021api-497020000No ratings yet
- Collect and Analyze Troubleshooting DataDocument26 pagesCollect and Analyze Troubleshooting DataNixon MuluhNo ratings yet
- Mr. Anil Wanarse PatilDocument29 pagesMr. Anil Wanarse PatilANIL INTERAVIONNo ratings yet
- Cummins ActuatorDocument4 pagesCummins ActuatorLaiq Zaman100% (1)
- Quiz 1 Internet ShoppingDocument1 pageQuiz 1 Internet ShoppingEloy RicouzNo ratings yet
- Justification For Base Resistance FormulaDocument110 pagesJustification For Base Resistance FormulaKS ChongNo ratings yet
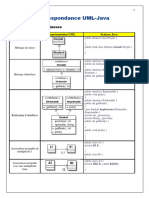
- 8 - Correspondance UML-JAVADocument3 pages8 - Correspondance UML-JAVAoussama sfiriNo ratings yet
- 4 Differently Able Persons ActDocument7 pages4 Differently Able Persons Actumer plays gameNo ratings yet
- AdvertisingDocument16 pagesAdvertisingSun KambojNo ratings yet
- Study On Vehicle Loan Disbursement ProceDocument11 pagesStudy On Vehicle Loan Disbursement ProceRuby PrajapatiNo ratings yet
- SLIM Sparse Linear Methods For Top-N Recommender SystemsDocument10 pagesSLIM Sparse Linear Methods For Top-N Recommender SystemsfcrkudxujdemptrdapNo ratings yet
- Name: Najma Said Salad Faculty: Computer Science Semester: OneDocument2 pagesName: Najma Said Salad Faculty: Computer Science Semester: OneAbdifatah SaidNo ratings yet
- Dynamic Simulation of A Crude Oil DistillationDocument14 pagesDynamic Simulation of A Crude Oil DistillationAL-JABERI SADEQ AMEEN ABDO / UPMNo ratings yet
- DS - 20201123 - MVS3150-LV Datasheet - V1.2.2 - ENDocument2 pagesDS - 20201123 - MVS3150-LV Datasheet - V1.2.2 - ENGabooNo ratings yet
- De La Paz V Senate DigestDocument2 pagesDe La Paz V Senate DigestPamela PrietoNo ratings yet
- Connorm Edid6507-Assign 2Document27 pagesConnorm Edid6507-Assign 2api-399872156No ratings yet
- WWW Thestalkingofsarahdegeyter Com 2020-09-26 Wikileaks Founder Julian Assange RDocument6 pagesWWW Thestalkingofsarahdegeyter Com 2020-09-26 Wikileaks Founder Julian Assange RKeith LankfordNo ratings yet
- The Leverage Effect Uncovering The True Nature of VolatilityDocument68 pagesThe Leverage Effect Uncovering The True Nature of VolatilityVlad StNo ratings yet
- IMS JRDocument4 pagesIMS JRRyoNo ratings yet