Download as pdf or txt
You might also like
- Love Is in Small ThingsDocument41 pagesLove Is in Small ThingsHiwi Negash60% (5)
- Purvi Enterprises: Detailed Project ReportDocument19 pagesPurvi Enterprises: Detailed Project Report8897477809No ratings yet
- AAC Sample Project Profile Universal-Ver-2Document7 pagesAAC Sample Project Profile Universal-Ver-2N Gangadhar Reddy100% (1)
- Cinva Ram Block Press BrochureDocument2 pagesCinva Ram Block Press Brochureravi_scribid100% (1)
- How To Make Mud BricksDocument3 pagesHow To Make Mud BricksCarlos VSNo ratings yet
- CLC CostingDocument34 pagesCLC CostingpipestressNo ratings yet
- Cseb PDFDocument5 pagesCseb PDFLungelo100% (1)
- Compressed Earth BlockDocument16 pagesCompressed Earth BlockDivesh Chandra50% (4)
- Making of Brick by The Using of RedDocument18 pagesMaking of Brick by The Using of RedAnubhav shuklaNo ratings yet
- Construction Material::-C.S.E.B (Compressed Stabilized Earth Blocks)Document18 pagesConstruction Material::-C.S.E.B (Compressed Stabilized Earth Blocks)Sampurna Maharjan100% (1)
- CSEB Auroville Pondicherry PDFDocument9 pagesCSEB Auroville Pondicherry PDFifrah100% (1)
- Tara Machines BrochureDocument8 pagesTara Machines BrochureBaba Jee Shiva ShankarNo ratings yet
- Introduction To The Production of CSEB Using AnyWay Soil Block Last Updated 20121 PDFDocument33 pagesIntroduction To The Production of CSEB Using AnyWay Soil Block Last Updated 20121 PDFsakthivelsvs100% (1)
- GET Draft ISSB Construction Manual (Final - 2)Document35 pagesGET Draft ISSB Construction Manual (Final - 2)Crystal Waddell-Gardiner100% (1)
- PRODUCTION OF INTERLOCKING ThisisDocument43 pagesPRODUCTION OF INTERLOCKING Thisisjohn mark pampo100% (2)
- Cost Benefit of Hydraform BrickDocument7 pagesCost Benefit of Hydraform BrickAdeomoAdeNo ratings yet
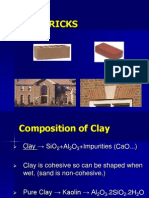
- Clay BricksDocument21 pagesClay BricksArul Gnanapragasam100% (1)
- 13C - Ashes To BricksDocument100 pages13C - Ashes To BricksMKPashaPasha100% (1)
- Clay Products - BricksDocument58 pagesClay Products - BricksLoser Gaming100% (1)
- Clay Brick ManufactureDocument4 pagesClay Brick ManufactureDaniel Reynolds100% (1)
- ECOCON Plants For Production Non-Aerated Lightweight Cellular Concrete ProductsDocument7 pagesECOCON Plants For Production Non-Aerated Lightweight Cellular Concrete ProductsOleg Zaretskiy100% (1)
- Fly Ash Brick Manufacturing PlantDocument5 pagesFly Ash Brick Manufacturing Plantkarthikraja21No ratings yet
- CLC Plant DetailDocument17 pagesCLC Plant DetailSibiyarasu Rock RiderNo ratings yet
- Autoclaved Aerated Concrete ProductionDocument10 pagesAutoclaved Aerated Concrete ProductionshareefkabakaNo ratings yet
- AITC-H - Flexural Tensile Strength of Brick Unit (15!09!14)Document8 pagesAITC-H - Flexural Tensile Strength of Brick Unit (15!09!14)runkirNo ratings yet
- Difference Between Aac and CLC - Foam Generator Suppliers in Pune, CLC Block Making Plant in Mumbai, Pune, Gujarat, Nashik, Akola, Nellore - Foam Generator Manfacturer IndiaDocument2 pagesDifference Between Aac and CLC - Foam Generator Suppliers in Pune, CLC Block Making Plant in Mumbai, Pune, Gujarat, Nashik, Akola, Nellore - Foam Generator Manfacturer IndiaGitesh Gaurav0% (1)
- 3.bom-Civil-Meghana Aac Blocks IndustryDocument15 pages3.bom-Civil-Meghana Aac Blocks IndustrytechnopreneurvizagNo ratings yet
- Auroville Materials & CostDocument6 pagesAuroville Materials & CostGayathri Chandrasekaran0% (1)
- Microsoft Powerpoint - Wood ConservationDocument35 pagesMicrosoft Powerpoint - Wood ConservationSp AhNo ratings yet
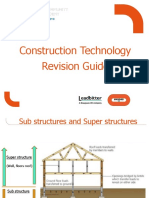
- Unit-1-Construction-Technology-NEW-NEW2 KenanaoDocument38 pagesUnit-1-Construction-Technology-NEW-NEW2 KenanaoKeeme100% (1)
- Interlocking Bricks ProcedureDocument14 pagesInterlocking Bricks ProcedureSpchethan Chethansp100% (2)
- Hydraform BricksDocument9 pagesHydraform Bricksvivek100% (1)
- Tests On BricksDocument19 pagesTests On BricksrashmarsvNo ratings yet
- Ultratech Xtralite Autoclaved Aerated Concrete Aac BlockDocument9 pagesUltratech Xtralite Autoclaved Aerated Concrete Aac BlockkhajahusNo ratings yet
- Cseb StandardsDocument6 pagesCseb Standardsmoni_john_1100% (1)
- Cement Block Making Machine For SaleDocument4 pagesCement Block Making Machine For Saleanand_shrivastavNo ratings yet
- ManualDocument64 pagesManualCoco Samuel-Furlonge100% (2)
- Double Layer Tile PressDocument6 pagesDouble Layer Tile PressHaile Kebede100% (1)
- New QTJ4-35 Production Line PDFDocument4 pagesNew QTJ4-35 Production Line PDFTwokir A. TomalNo ratings yet
- Concrete BlocksDocument29 pagesConcrete BlocksSohanNo ratings yet
- The Fly Ash Brick Production TechnologyDocument18 pagesThe Fly Ash Brick Production TechnologyVishal KedarNo ratings yet
- CLC Block PresentationDocument14 pagesCLC Block PresentationNikhilesh KadukarNo ratings yet
- New Soil Stabilization Research PaperDocument22 pagesNew Soil Stabilization Research PaperBhavsar NilayNo ratings yet
- KTC BricksDocument55 pagesKTC BricksKiran KumarNo ratings yet
- ALC The Intelligent Building SystemDocument7 pagesALC The Intelligent Building SystemkucingmioewNo ratings yet
- Low Cost Housing: Presented by Arunit AcharjeeDocument19 pagesLow Cost Housing: Presented by Arunit AcharjeeAbhijeeth Nagaraj0% (1)
- Clay BrickDocument26 pagesClay BrickWerku Koshe Hareru0% (1)
- Auto Aerated ConcreteDocument6 pagesAuto Aerated ConcreteLeo GohNo ratings yet
- Structural Behaviour of Dry Stack Masonry ConstructionDocument8 pagesStructural Behaviour of Dry Stack Masonry ConstructionCarlos Alejandro Molina PazNo ratings yet
- Hebel AdhesiveDocument7 pagesHebel AdhesiveNathan CoomberNo ratings yet
- Morterless Interlocking BlocksDocument24 pagesMorterless Interlocking BlocksAHMED SOHEL70% (10)
- 32PFL3508 F4Document42 pages32PFL3508 F4memedelarosa100% (1)
- Fully Automatic Colour Paver MachinesDocument3 pagesFully Automatic Colour Paver MachinesNipan DekaNo ratings yet
- Eacthquake Resistant BuildingsDocument19 pagesEacthquake Resistant BuildingsNikhil Saxena100% (1)
- Presentation Foamed Concrete 2009Document25 pagesPresentation Foamed Concrete 2009Mukut DasNo ratings yet
- TARA Machines CatalogueDocument16 pagesTARA Machines Catalogueisquare77No ratings yet
- Satprem CPCBDocument6 pagesSatprem CPCBSuman BhardwajNo ratings yet
- Compressed Earth Block: Prepared By: Aditya Shah (M.Tech CPM)Document27 pagesCompressed Earth Block: Prepared By: Aditya Shah (M.Tech CPM)SuryaRajputNo ratings yet
- Low Cost Construction TechniquesDocument20 pagesLow Cost Construction TechniquesJai Belpathak Shejwalkar100% (3)
- AGREY MAO - Presentation 2Document25 pagesAGREY MAO - Presentation 2Moses KaswaNo ratings yet
- Sustainable Materials Lab Report-Etale TunyaDocument9 pagesSustainable Materials Lab Report-Etale TunyaEtale TunyaNo ratings yet
- Introduction To Architectural Design: Libraries: Course No: A03-002 Credit: 3 PDHDocument71 pagesIntroduction To Architectural Design: Libraries: Course No: A03-002 Credit: 3 PDHHiwi NegashNo ratings yet
- Red Clay Natural BuildersDocument2 pagesRed Clay Natural BuildersHiwi NegashNo ratings yet
- Page 52111212Document1 pagePage 52111212Hiwi NegashNo ratings yet
- Glass Bottle WallsDocument27 pagesGlass Bottle WallsHiwi Negash100% (1)