Download as pdf or txt
You might also like
- Correlation Between Pipe Bend Geometry and Allowable Pressure in Pipe Bends Using Artificial Neural Network PDFDocument13 pagesCorrelation Between Pipe Bend Geometry and Allowable Pressure in Pipe Bends Using Artificial Neural Network PDFshyfxNo ratings yet
- Stress Analysis of TEEDocument7 pagesStress Analysis of TEEEPCFirmNo ratings yet
- Final Report of The Cooperative Research Program On Shell-And-Tube-Heat ExchangersDocument6 pagesFinal Report of The Cooperative Research Program On Shell-And-Tube-Heat Exchangersacckypenryn0% (1)
- Design of Concrete-Filled Steel Tubular Members According To The Australian Standard As 5100 Model and CalibrationDocument18 pagesDesign of Concrete-Filled Steel Tubular Members According To The Australian Standard As 5100 Model and Calibrationoui6592No ratings yet
- Study of Forming Parameters in HydroformDocument10 pagesStudy of Forming Parameters in HydroformĐặng Quốc ĐạiNo ratings yet
- Faculty of Mechanical Engineering and Naval Architecture, University of Zagreb, Zagreb, CroatiaDocument10 pagesFaculty of Mechanical Engineering and Naval Architecture, University of Zagreb, Zagreb, CroatiachoopoNo ratings yet
- Prediction of Thermal Fatigue Life of A Turbine Nozzle Guide VaneDocument9 pagesPrediction of Thermal Fatigue Life of A Turbine Nozzle Guide VanejswxieNo ratings yet
- Residual SpecimenDocument21 pagesResidual Specimenফারহানা চৌধুরীNo ratings yet
- TAGUCHI BRAKE Example FEA PDFDocument9 pagesTAGUCHI BRAKE Example FEA PDFanirudh666No ratings yet
- Hossein I 183Document5 pagesHossein I 183Elaine JohnsonNo ratings yet
- 2009PVP 77915 (Fatigue)Document8 pages2009PVP 77915 (Fatigue)Milton DongNo ratings yet
- Simulation of Orbital Forming Process Using 3D Fem and Inverse Analysis For Determination of Reliable Flow StressDocument6 pagesSimulation of Orbital Forming Process Using 3D Fem and Inverse Analysis For Determination of Reliable Flow StressEldori1988No ratings yet
- CO2 Depressurisation OLGADocument8 pagesCO2 Depressurisation OLGAMaheshNo ratings yet
- Moment End ConnectionsDocument8 pagesMoment End ConnectionsEfrainz TorresNo ratings yet
- Optional Strain Rate Forms For The Johnson CookDocument17 pagesOptional Strain Rate Forms For The Johnson CookTien KimNo ratings yet
- CNC MachiningDocument10 pagesCNC MachiningIAEME PublicationNo ratings yet
- Coupled AnalysisDocument7 pagesCoupled AnalysisrshegdeNo ratings yet
- Explicit Dynamic Finite Element Simulation of Turbocharger Containment and Wheel BurstDocument15 pagesExplicit Dynamic Finite Element Simulation of Turbocharger Containment and Wheel BurstRasoolKhadibi100% (1)
- Thermal Interface Material (TIM) Design Guidance For Flip Chip BGA Package Thermal PerformanceDocument6 pagesThermal Interface Material (TIM) Design Guidance For Flip Chip BGA Package Thermal PerformancekpNo ratings yet
- CFD Paper-6Document9 pagesCFD Paper-6Lakshman Reddy LuckyNo ratings yet
- Study of The Compression Cycle of A Reciprocating Engine Through The Polytropic CoefficientDocument11 pagesStudy of The Compression Cycle of A Reciprocating Engine Through The Polytropic CoefficientJoel ParrNo ratings yet
- Comparison of Intelligent Optimization Algorithms For Wire Electrical Discharge Machining ParametersDocument7 pagesComparison of Intelligent Optimization Algorithms For Wire Electrical Discharge Machining Parametersmanhtuankt90No ratings yet
- DTADocument14 pagesDTABalaji NagisettyNo ratings yet
- FEA of PipeDocument11 pagesFEA of Pipedimos dimouNo ratings yet
- Enhancement of Heat Transfer Teaching and Learning Using MATLAB As A Computing Tool PDFDocument16 pagesEnhancement of Heat Transfer Teaching and Learning Using MATLAB As A Computing Tool PDFYasir HamidNo ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument34 pagesAccepted Manuscript: Applied Thermal EngineeringOnur GençoğluNo ratings yet
- A Parametric Study of Part Distortions in Fused Deposition Modeling Using Three-Dimensional Finite Element AnalysisDocument9 pagesA Parametric Study of Part Distortions in Fused Deposition Modeling Using Three-Dimensional Finite Element Analysisnewkid2202No ratings yet
- Implementation of A Multisurface Cap-Plasticity Model For Concrete and Its Application To The Simulation of Composite Joint TestsDocument14 pagesImplementation of A Multisurface Cap-Plasticity Model For Concrete and Its Application To The Simulation of Composite Joint Testsklomps_jrNo ratings yet
- Numerical Analysis and Optimization of Mixers: Taygoara Felamino de Oliveira, Taygoara@Document8 pagesNumerical Analysis and Optimization of Mixers: Taygoara Felamino de Oliveira, Taygoara@Jonathas Assunção de CastroNo ratings yet
- Calculation JT CoefficientDocument5 pagesCalculation JT CoefficientGabriel Pereira CrivellariNo ratings yet
- REVIEW JURNAL - Zukhrof Romadhon 6010202007Document8 pagesREVIEW JURNAL - Zukhrof Romadhon 6010202007Zukhrof RamadhanNo ratings yet
- 3. مهم جداvery Important Conrod Reference and Experimental WorkDocument8 pages3. مهم جداvery Important Conrod Reference and Experimental WorkAhmed M. El-DyastyNo ratings yet
- Computer Application To The Piping Analysis Requirements of ASME Section III, Subscribe NB-3600Document12 pagesComputer Application To The Piping Analysis Requirements of ASME Section III, Subscribe NB-3600sateesh chandNo ratings yet
- Theory and Applications of FEMFAT - A FE-Postprocessing Tool For Fatigue AnalysisDocument7 pagesTheory and Applications of FEMFAT - A FE-Postprocessing Tool For Fatigue AnalysisMNo ratings yet
- TA125Document4 pagesTA125WaqasjamNo ratings yet
- J-Resistance Results From Multi-Specimen and Single-Specimen SurfaceDocument6 pagesJ-Resistance Results From Multi-Specimen and Single-Specimen SurfaceMarcelo Varejão CasarinNo ratings yet
- Prediction of Fatigue Life in Composite Materials Using Thermoelastic Stress AnalysisDocument8 pagesPrediction of Fatigue Life in Composite Materials Using Thermoelastic Stress Analysiskishorghatage89No ratings yet
- Applied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Document6 pagesApplied Mechanics and Materials Vols. 813-814 (2015) PP 563-568Israr EqubalNo ratings yet
- Injection MouldingDocument10 pagesInjection MouldinggoldencometNo ratings yet
- Energies: Theoretical Modeling and Parameter Analysis of Micro-Pulsed Plasma ThrusterDocument23 pagesEnergies: Theoretical Modeling and Parameter Analysis of Micro-Pulsed Plasma ThrusterudhayNo ratings yet
- Modelling Phase Change in A 3D Thermal Transient AnalysisDocument22 pagesModelling Phase Change in A 3D Thermal Transient AnalysisDimuthu Prasad WijethungeNo ratings yet
- Effect of Friction Coefficient On Finite Element Modeling of The Deep - Cold Rolling ProcessDocument5 pagesEffect of Friction Coefficient On Finite Element Modeling of The Deep - Cold Rolling ProcessAdnen LaamouriNo ratings yet
- Effect of Friction Coefficient On Finite Element Modeling of The Deep - Cold Rolling ProcessDocument5 pagesEffect of Friction Coefficient On Finite Element Modeling of The Deep - Cold Rolling ProcessAdnen LaamouriNo ratings yet
- Hyp CFDDocument12 pagesHyp CFDAhmad SalahNo ratings yet
- 02 05 2015 PDFDocument7 pages02 05 2015 PDFAhmadMoaazNo ratings yet
- Coupled CFD FE Analysis For The Exhaust Manifold To Reduce Stress of A Direct Injection-Diesel EngineDocument7 pagesCoupled CFD FE Analysis For The Exhaust Manifold To Reduce Stress of A Direct Injection-Diesel EngineBhawesh SthaNo ratings yet
- Determination of Flow Curves by Means of A Compression TestDocument7 pagesDetermination of Flow Curves by Means of A Compression TestkimkwanwookNo ratings yet
- Can ISO MRS and ASTM HDB Rated Materials Be Harmonized: Dr. Z. Jimmy Zhou Dr. Eugene F. PalermoDocument10 pagesCan ISO MRS and ASTM HDB Rated Materials Be Harmonized: Dr. Z. Jimmy Zhou Dr. Eugene F. Palermocipte0% (1)
- Design and Analysis of Single Plate ClutchDocument3 pagesDesign and Analysis of Single Plate ClutchChandra Sekar100% (1)
- Molecules: An Analysis of Exhaust Emission of The Internal Combustion Engine Treated by The Non-Thermal PlasmaDocument20 pagesMolecules: An Analysis of Exhaust Emission of The Internal Combustion Engine Treated by The Non-Thermal PlasmaKiên BNo ratings yet
- Steady-State Thermal Stress Analysis of Gearbox Casing by Finite Element MethodDocument5 pagesSteady-State Thermal Stress Analysis of Gearbox Casing by Finite Element Methodash1968No ratings yet
- Sensitivity Analysis Formulation For With Complex Geometries Using A Boundary Element Method Three-Dimensional Conduction Heat TransferDocument26 pagesSensitivity Analysis Formulation For With Complex Geometries Using A Boundary Element Method Three-Dimensional Conduction Heat TransferLata DeshmukhNo ratings yet
- Analysis of Heat Transfer, Friction Factor and Exergy Loss in Plate Heat Exchanger Using FluentDocument8 pagesAnalysis of Heat Transfer, Friction Factor and Exergy Loss in Plate Heat Exchanger Using FluentFadi YasinNo ratings yet
- Solution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodDocument6 pagesSolution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodacckypenrynNo ratings yet
- TnopaperDocument13 pagesTnopaperPopycock HydNo ratings yet
- Numerical Analysis of Suction MufflersDocument11 pagesNumerical Analysis of Suction MufflersJose PradoNo ratings yet
- Hydraulic and Thermal Performance of MicrochannelDocument5 pagesHydraulic and Thermal Performance of MicrochannelseventhsensegroupNo ratings yet
- Experimental Analysis of Plasma Arc Cutting Process For SS 316l PlatesDocument6 pagesExperimental Analysis of Plasma Arc Cutting Process For SS 316l PlatesRomy RomanttikoNo ratings yet
- NX Machining: A Complete Solution For Machine Tool ProgrammingDocument20 pagesNX Machining: A Complete Solution For Machine Tool ProgrammingAhmad SaepuddinNo ratings yet
- 3 Recent Development of HydroformingDocument10 pages3 Recent Development of HydroformingAhmad Saepuddin100% (1)
- Motorcycle Engineering (021) Maintenance of Exhaust System (SK-KD - 02)Document16 pagesMotorcycle Engineering (021) Maintenance of Exhaust System (SK-KD - 02)Ahmad SaepuddinNo ratings yet
- CNC MachiningDocument19 pagesCNC MachiningAhmad SaepuddinNo ratings yet
- Rate Dependent Plasticity Theory ManualDocument69 pagesRate Dependent Plasticity Theory ManualkbkshanakaNo ratings yet
- Local Buckling: Classification of Cross SectionsDocument10 pagesLocal Buckling: Classification of Cross SectionsHaya BakerNo ratings yet
- Fabrication of Manual Roller Bending Machine-NEWDocument33 pagesFabrication of Manual Roller Bending Machine-NEWDinesh Kumar100% (1)
- Esdep Lecture Note (Wg12)Document38 pagesEsdep Lecture Note (Wg12)Wheels Tyres0% (1)
- Atlas of Stress-Strain Curves PDFDocument808 pagesAtlas of Stress-Strain Curves PDFFelipe MeloNo ratings yet
- Ch. - 1-3 - Int.,T C&SH, Beams, FL - ST & SH - ST, TorsionDocument24 pagesCh. - 1-3 - Int.,T C&SH, Beams, FL - ST & SH - ST, TorsionSagni LamessaNo ratings yet
- Simplified Modified Compression Field Theory For Calculating Shear Strength of Reinforced Concrete ElementsDocument11 pagesSimplified Modified Compression Field Theory For Calculating Shear Strength of Reinforced Concrete ElementsGiuseppe TizzaniNo ratings yet
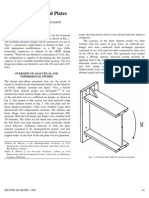
- Synopsis of Shell Flat Head Sstresses Calculations-180402041143Document8 pagesSynopsis of Shell Flat Head Sstresses Calculations-180402041143HarshilNo ratings yet
- Course Contents of List of Courses Approved by Federal University of Technology, Akure in Metallurgical and Materials Engineering DepartmentDocument14 pagesCourse Contents of List of Courses Approved by Federal University of Technology, Akure in Metallurgical and Materials Engineering DepartmentADEBISI JELEEL ADEKUNLE100% (2)
- Testing of Metals PDFDocument263 pagesTesting of Metals PDFAsaybe Bofah100% (1)
- Teran-Virto - Spectra09 - Preliminary Design of Low-Rise Buildings With BRBsDocument27 pagesTeran-Virto - Spectra09 - Preliminary Design of Low-Rise Buildings With BRBsCarlos Ivan Troncoso OrtegaNo ratings yet
- Compaction Equations A Comparasion of The Heckel and Kawakita EquationsDocument11 pagesCompaction Equations A Comparasion of The Heckel and Kawakita EquationsCesar Rodolfo Angulo DelgadoNo ratings yet
- Young's Modulus, Tangent Modulus, and Chord Modulus1Document7 pagesYoung's Modulus, Tangent Modulus, and Chord Modulus1Josue Poot100% (1)
- Reinforced Concrete Deep Beams - Prof. F.KDocument299 pagesReinforced Concrete Deep Beams - Prof. F.Kward_civil036694100% (5)
- Chapter-1 Properties of Concrete & Steel: BITS PilaniDocument37 pagesChapter-1 Properties of Concrete & Steel: BITS PilaniPratham GargNo ratings yet
- Strength of Materials Deformation Due To Axial Load Hani Aziz Ameen PDFDocument32 pagesStrength of Materials Deformation Due To Axial Load Hani Aziz Ameen PDFArulmuruganNo ratings yet
- For Prestressed Concrete: Steel BarsDocument11 pagesFor Prestressed Concrete: Steel Barsوليد زعبلNo ratings yet
- BS en 641-1995Document19 pagesBS en 641-1995SpakkGroup SrlNo ratings yet
- 6991 1725 01a - MO Wireline Drill Rod Leaflet Low Res - tcm795-1766102Document12 pages6991 1725 01a - MO Wireline Drill Rod Leaflet Low Res - tcm795-1766102tifonNo ratings yet
- Mechanical Properties of Materials: Chapter ThreeDocument63 pagesMechanical Properties of Materials: Chapter ThreeEnas Al-khawaldehNo ratings yet
- Post-Tensioned Anchorage Zones With Single Straight Concentric AnchoragesDocument13 pagesPost-Tensioned Anchorage Zones With Single Straight Concentric Anchoragespicott0% (1)
- Lesson No. 8 in Machine Design 1Document7 pagesLesson No. 8 in Machine Design 1Carl JavierNo ratings yet
- Adidas ST-03 Tensile StrengthDocument9 pagesAdidas ST-03 Tensile StrengthHenry Chao-Jen WangNo ratings yet
- Limit Strains in The Processes of Stretch Forming Sheet MetalDocument14 pagesLimit Strains in The Processes of Stretch Forming Sheet MetalSaeed GhaffariNo ratings yet
- Hipps RiserDocument17 pagesHipps RisercsNo ratings yet
- Crash Analysis of An Impact Attenuator For Racing Car in Sandwich MaterialDocument6 pagesCrash Analysis of An Impact Attenuator For Racing Car in Sandwich MaterialLeonardo GibranNo ratings yet
- Ductility Characteristics of Partially Restrained Beam-to-Column Composite Connections in Concrete Filled Square TubesDocument11 pagesDuctility Characteristics of Partially Restrained Beam-to-Column Composite Connections in Concrete Filled Square TubesPrapa KaranNo ratings yet
- IWE4-3 - Residual StressesDocument16 pagesIWE4-3 - Residual StressesIrmantas ŠakysNo ratings yet
- Engineering Critical Analyses To BS 7910Document15 pagesEngineering Critical Analyses To BS 7910Mas Arman TewoNo ratings yet