Download as pdf or txt
You might also like
- Sodium To Phosphate RatioDocument16 pagesSodium To Phosphate RatioKanchan100% (5)
- A Review On Translucent Zirconia: KeywordsDocument13 pagesA Review On Translucent Zirconia: Keywordspaulo_mendes_6No ratings yet
- Pre-Prosthetic Surgery: Mandible: Ental Science - Review ArticleDocument4 pagesPre-Prosthetic Surgery: Mandible: Ental Science - Review ArticleAdrian ERanggaNo ratings yet
- 0445404977Document3 pages0445404977m_najmanNo ratings yet
- Electrophoretic Deposition of Materials PDFDocument27 pagesElectrophoretic Deposition of Materials PDFNoor NanaNo ratings yet
- Titanium ImplantsDocument48 pagesTitanium ImplantsmahaNo ratings yet
- Good Evening Ladies and GentlemenDocument4 pagesGood Evening Ladies and GentlemenHtyNo ratings yet
- Restorative Technique Selection in Class IV Direct Composite Restorations: A Simplified MethodDocument6 pagesRestorative Technique Selection in Class IV Direct Composite Restorations: A Simplified MethodCalisto GomesNo ratings yet
- Microsoft PowerPoint - Defense Mechanisms of The Gingiva (Compatibility MDocument19 pagesMicrosoft PowerPoint - Defense Mechanisms of The Gingiva (Compatibility MDon Vigis AbrahamNo ratings yet
- PEEK in Fixed Dental Prostheses - Application Adhesion ImprovementDocument19 pagesPEEK in Fixed Dental Prostheses - Application Adhesion Improvementsergio ataydeNo ratings yet
- Total-Etch vs. Self-Etch AdhesiveDocument10 pagesTotal-Etch vs. Self-Etch AdhesiveCatalina MateiNo ratings yet
- PDQ Endodontic, IntroductionDocument14 pagesPDQ Endodontic, Introductiondent in dentistNo ratings yet
- Recent Advances in Bone Tissue Engineering ScaffoldsDocument23 pagesRecent Advances in Bone Tissue Engineering ScaffoldscorputtyerickNo ratings yet
- Treatment Using A Porcelain-fused-To-titanium CrownDocument4 pagesTreatment Using A Porcelain-fused-To-titanium CrownFlorin UngureanuNo ratings yet
- Total Etch Vs Self EtchDocument5 pagesTotal Etch Vs Self EtchMaulia Sanaz SeptiariNo ratings yet
- Tissue Engineered Scaffold Fabrication Methods For Medical ApplicationsDocument26 pagesTissue Engineered Scaffold Fabrication Methods For Medical ApplicationsSarah FathiNo ratings yet
- Translate Materi-Teknik Pencatatan Relasi SentrikDocument27 pagesTranslate Materi-Teknik Pencatatan Relasi SentrikRiezky IndrajatiNo ratings yet
- Gunadi H, Margo A, Burhan L. Buku Ajar Ilmu Geligi TiruanDocument7 pagesGunadi H, Margo A, Burhan L. Buku Ajar Ilmu Geligi TiruanMila MayaNo ratings yet
- Gigi Tiruan Jembatan (Fixed Partial Denture) PDFDocument25 pagesGigi Tiruan Jembatan (Fixed Partial Denture) PDFKyrkNo ratings yet
- MTA Versus Biodentine: Review of Literature With A Comparative AnalysisDocument5 pagesMTA Versus Biodentine: Review of Literature With A Comparative AnalysisAishwarya Mahesh KumarNo ratings yet
- Table of Pulp-Pa - Diagnosis - Kassara-2009Document6 pagesTable of Pulp-Pa - Diagnosis - Kassara-2009Atisak ChuengNo ratings yet
- 7 Structural Features of Enamel and DentinDocument3 pages7 Structural Features of Enamel and DentinDrAhmed HamzaNo ratings yet
- Baca PDFDocument167 pagesBaca PDFHani Nur Hayani100% (1)
- Science of Bone CementDocument12 pagesScience of Bone CementajinkyaNo ratings yet
- PDFDocument5 pagesPDFEmanuella PoedjionoNo ratings yet
- Orientation RelationDocument32 pagesOrientation Relationshameen kumarNo ratings yet
- Provisional Restoration (Temporary Crown) : Requirements Biologic Requirements A. Pulp ProtectionDocument7 pagesProvisional Restoration (Temporary Crown) : Requirements Biologic Requirements A. Pulp Protectionkizha kareemNo ratings yet
- Science of Dental Materials Clinical ApplicationsDocument1,234 pagesScience of Dental Materials Clinical ApplicationsHemashree KrishnamurthyNo ratings yet
- Jurnal RadiografiDocument9 pagesJurnal RadiografininditacmNo ratings yet
- Alternative Impression Techniques For Severely Resorbed RidgesDocument8 pagesAlternative Impression Techniques For Severely Resorbed RidgesSaba SaqerNo ratings yet
- BRM042019 PDFDocument405 pagesBRM042019 PDFfirman syahrizalNo ratings yet
- Nickel-Titanium (NiTi) Arch Wires - The Clinical Significance of Super ElasticityDocument9 pagesNickel-Titanium (NiTi) Arch Wires - The Clinical Significance of Super Elasticityplazari07No ratings yet
- Anusavice K.J., Shen C., Rawls H.R. - Phillips' Science of Dental Materials-266-268Document3 pagesAnusavice K.J., Shen C., Rawls H.R. - Phillips' Science of Dental Materials-266-268Maryama AflahaNo ratings yet
- Implant Placement Procedure - One Stage VS Two StageDocument6 pagesImplant Placement Procedure - One Stage VS Two StageMirela BurciuNo ratings yet
- DT Mar 15 NPR Buchanan FNLDocument10 pagesDT Mar 15 NPR Buchanan FNLKranti PrajapatiNo ratings yet
- Classification System For Full EdentulismDocument4 pagesClassification System For Full EdentulismmandakinimohanNo ratings yet
- Kekuatan Fleksural Resin AkrilikDocument8 pagesKekuatan Fleksural Resin AkrilikWahida PutriNo ratings yet
- Adhesive BridgesDocument9 pagesAdhesive BridgesShilpa ShrivastavaNo ratings yet
- Hybrid Ceramics in DentistryDocument3 pagesHybrid Ceramics in Dentistryabdo Snoucy100% (1)
- Jurnal RKG Kelompok 2Document9 pagesJurnal RKG Kelompok 2hayiarNo ratings yet
- Atlas of Interventional Orthopedics ProceduresDocument659 pagesAtlas of Interventional Orthopedics ProceduressalvadordelacruzalvarezNo ratings yet
- Occlusal CorrectionDocument5 pagesOcclusal CorrectionTejas KhaireNo ratings yet
- CU-Sil Dentures - A Novel Approach To ConserveDocument27 pagesCU-Sil Dentures - A Novel Approach To Conservereshma shaikNo ratings yet
- Provisional Splinting 2013Document87 pagesProvisional Splinting 2013felicedaNo ratings yet
- Materials LettersDocument4 pagesMaterials LettersSahin CoskunNo ratings yet
- The Effect of Sintering Temperature On Bilayers Hydroxyapatite Coating of Titanium (Ti-6Al-4V) ELI by Electrophoretic Deposition For Improving OsseointegrationDocument8 pagesThe Effect of Sintering Temperature On Bilayers Hydroxyapatite Coating of Titanium (Ti-6Al-4V) ELI by Electrophoretic Deposition For Improving OsseointegrationCerita KitaNo ratings yet
- Electrochemistry Role in Production of Nano-CoatingsDocument33 pagesElectrochemistry Role in Production of Nano-CoatingsbharatNo ratings yet
- Journal of Electron Spectroscopy and Related Phenomena: Bidini Alade Taleatu, Ezekiel Omotoso, Genene Tessema MolaDocument6 pagesJournal of Electron Spectroscopy and Related Phenomena: Bidini Alade Taleatu, Ezekiel Omotoso, Genene Tessema Molanabila ul haqNo ratings yet
- Carbon Plasma Immersion Ion Implantation of Nickel-Titanium Shape Memory AlloysDocument8 pagesCarbon Plasma Immersion Ion Implantation of Nickel-Titanium Shape Memory AlloysDodiNo ratings yet
- Polymer Insulator NanocompositesDocument34 pagesPolymer Insulator NanocompositesShrouk HalawaNo ratings yet
- Vapor Deposition Technologies - SputteringDocument73 pagesVapor Deposition Technologies - SputteringthuronNo ratings yet
- Surface & Coatings Technology: Xinying Qi, Ge Su, Guoshuai Bo, Lixin Cao, Wei LiuDocument7 pagesSurface & Coatings Technology: Xinying Qi, Ge Su, Guoshuai Bo, Lixin Cao, Wei LiuWan HafizaNo ratings yet
- CM - MEMS - TWO MARKS Five UNITSDocument7 pagesCM - MEMS - TWO MARKS Five UNITSSandhiyaNo ratings yet
- Characteristics of Ceox-Vo Composite Thin Films Synthesized by Sol-Gel ProcessDocument8 pagesCharacteristics of Ceox-Vo Composite Thin Films Synthesized by Sol-Gel ProcessEduardo AntunezNo ratings yet
- BODE ELmezayyen Et Al. - 2015 - Effect of Conductive Substrate (Working Electrode) On The Morphology of Electrodeposited Cu 2 O-Annotated - 000Document10 pagesBODE ELmezayyen Et Al. - 2015 - Effect of Conductive Substrate (Working Electrode) On The Morphology of Electrodeposited Cu 2 O-Annotated - 000Loubna MentarNo ratings yet
- InTech-Chasing High Efficiency DSSC by Nano Structural Surface Engineering at Low Processing Temperature For Titanium Dioxide ElectrodesDocument19 pagesInTech-Chasing High Efficiency DSSC by Nano Structural Surface Engineering at Low Processing Temperature For Titanium Dioxide ElectrodesDeva RajNo ratings yet
- Colloids and Surfaces A: Physicochemical and Engineering AspectsDocument7 pagesColloids and Surfaces A: Physicochemical and Engineering AspectsThu Trang NguyenNo ratings yet
- Characterization of Protective Performance of Epoxy Reinforced With Nanometer-Sized Tio and SioDocument10 pagesCharacterization of Protective Performance of Epoxy Reinforced With Nanometer-Sized Tio and Siosur22as.aswarNo ratings yet
- Franc 2006Document6 pagesFranc 2006Xiongyu LuoNo ratings yet
- Velten Et Al-2002-Journal of Biomedical Materials ResearchDocument11 pagesVelten Et Al-2002-Journal of Biomedical Materials ResearchjeffreylopezNo ratings yet
- Eis Analysis On Low Temperature Fabrication of Tio Porous Films For Dye-Sensitized Solar CellsDocument36 pagesEis Analysis On Low Temperature Fabrication of Tio Porous Films For Dye-Sensitized Solar CellsUdai SinghNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
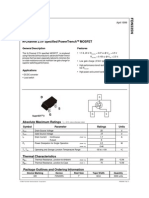
- FDN335NDocument5 pagesFDN335NFernando YanoNo ratings yet
- Breakdown PhenomenaDocument30 pagesBreakdown PhenomenaTanveer MahmudNo ratings yet
- X Maths PaperDocument5 pagesX Maths Paperankurpapneja4100% (1)
- Thoshiba Power TransformerDocument28 pagesThoshiba Power TransformerSERGIO_MANNo ratings yet
- Retaining Wall Analysis & Design (ACI318Document10 pagesRetaining Wall Analysis & Design (ACI318Brian CabellNo ratings yet
- Welding - DIN EN ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and Rotation PDFDocument12 pagesWelding - DIN EN ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and Rotation PDFEswaranNo ratings yet
- Communication Systems in Underground MinesDocument4 pagesCommunication Systems in Underground MinesFredrickNo ratings yet
- BASF ExactFair Crowley For PrintDocument51 pagesBASF ExactFair Crowley For PrintthuNo ratings yet
- As 2378-1996 Density BottlesDocument7 pagesAs 2378-1996 Density BottlesSAI Global - APACNo ratings yet
- AVK Dam Reservoir Applications Glenfield PDFDocument16 pagesAVK Dam Reservoir Applications Glenfield PDFsexmanijakNo ratings yet
- 2determination of Swell Potential of Al-Qatif ClayDocument16 pages2determination of Swell Potential of Al-Qatif ClayENGIDANo ratings yet
- ME FinalDocument81 pagesME FinalAnkit DahiyaNo ratings yet
- CFD DivingForceForSolidification PDFDocument8 pagesCFD DivingForceForSolidification PDFbushraNo ratings yet
- Lightning DataDocument17 pagesLightning DataSurendran RadhakrishnanNo ratings yet
- Bekesy Audiometry 1960Document13 pagesBekesy Audiometry 1960GermatojNo ratings yet
- Basics in Mineral Processing-Introduction1Document9 pagesBasics in Mineral Processing-Introduction1makedo33100% (1)
- 11 Lecture OutlineDocument111 pages11 Lecture OutlineBinoni Laja EndongNo ratings yet
- The DelFly 9401792070.the1bstDocument221 pagesThe DelFly 9401792070.the1bstAnonymous QlJjisdlLI0% (1)
- Prob SetDocument9 pagesProb SetHannah Grace AringoNo ratings yet
- Assignment 7-Induction MotorsDocument1 pageAssignment 7-Induction MotorsAli HarisNo ratings yet
- Industrial InstrumentationDocument14 pagesIndustrial Instrumentationjayashree sNo ratings yet
- Telecom Italia Open Access Telecom Italia Lab SirtiDocument26 pagesTelecom Italia Open Access Telecom Italia Lab SirtiquikeblazNo ratings yet
- Atbd 2564 Measurement of Superstructure WorksDocument19 pagesAtbd 2564 Measurement of Superstructure WorkskjlimNo ratings yet
- Recurrence and Master TheoremDocument35 pagesRecurrence and Master Theoremwseries50% (2)
- Correlation IlaganDocument13 pagesCorrelation IlaganMiras ReymundoNo ratings yet
- Third Floor Beam Design CalculationDocument3 pagesThird Floor Beam Design CalculationArnold VercelesNo ratings yet
- Example #14 Tunnel With Concrete Lining: Civilfem Manual of Advanced Examples - Ingeciber, S.A.Document14 pagesExample #14 Tunnel With Concrete Lining: Civilfem Manual of Advanced Examples - Ingeciber, S.A.Andre OliveiraNo ratings yet
- Electrical Machines - I: Electric Circuit TheoryDocument22 pagesElectrical Machines - I: Electric Circuit TheoryPradeep SinglaNo ratings yet