Download as pdf or txt
You might also like
- Hospitals' EmailsDocument8 pagesHospitals' EmailsAkil eswarNo ratings yet
- Amazon ProjectDocument55 pagesAmazon ProjectMahesh Kumar86% (21)
- Waukesha Knock Index (WKI ) 12V275GL+ Waukesha Knock Index Power and Timing Curve 750-1000 RPM 130°F (54°C) Intercooler WaterDocument1 pageWaukesha Knock Index (WKI ) 12V275GL+ Waukesha Knock Index Power and Timing Curve 750-1000 RPM 130°F (54°C) Intercooler WaterarasNo ratings yet
- BloApCo Fan Model 40-2, Serial Number 150089B Fan ManualDocument25 pagesBloApCo Fan Model 40-2, Serial Number 150089B Fan ManualAnderson AlmeidaNo ratings yet
- Department of The Interior and Local GovernmentDocument2 pagesDepartment of The Interior and Local GovernmentCess AyomaNo ratings yet
- Sourcing Equity GloballyDocument27 pagesSourcing Equity GloballySpidy BondNo ratings yet
- Project Standards and Specifications Hydrostatic Pressure Testing Rev WebDocument6 pagesProject Standards and Specifications Hydrostatic Pressure Testing Rev WebJOSHUA SULLEGUENo ratings yet
- Flameproof MotorsDocument16 pagesFlameproof MotorsKiran KumarNo ratings yet
- ESP Is The Static PressureDocument7 pagesESP Is The Static PressureArlene DeiparineNo ratings yet
- Dhpp10 Powerpack GuideDocument6 pagesDhpp10 Powerpack Guideapi-3803863100% (1)
- 20 RR NOV 300Q-5 Technical Data SheetsDocument2 pages20 RR NOV 300Q-5 Technical Data SheetsJorge SoriaNo ratings yet
- Iso Pro: ISO 5199 Standard Centrifugal PumpsDocument44 pagesIso Pro: ISO 5199 Standard Centrifugal Pumpsbona INSTtechnicianNo ratings yet
- Report Vibrasi Plant CP-2Document13 pagesReport Vibrasi Plant CP-2hafiz_hayat_44190215No ratings yet
- Profiler: Advanced Valve DiagnosticsDocument6 pagesProfiler: Advanced Valve Diagnosticsmf campusNo ratings yet
- Ramsbottom Safety CavleDocument2 pagesRamsbottom Safety CavleHareesha N G100% (1)
- CLLK07 & 08 Technical Parameters BrochureDocument2 pagesCLLK07 & 08 Technical Parameters BrochureAlmario Sagun0% (1)
- ABB CatalogueDocument6 pagesABB CatalogueNavneet SinghNo ratings yet
- IMI CCI Product 840seriesDocument4 pagesIMI CCI Product 840seriesArdhi WibowoNo ratings yet
- RF Return Line FilterDocument8 pagesRF Return Line Filterboobalan_shriNo ratings yet
- Fisher 3661Document36 pagesFisher 3661HYDRAULICGURU100% (1)
- Acs 800 PDFDocument68 pagesAcs 800 PDFTumenbayar LkhagvatserenNo ratings yet
- Cp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Document1 pageCp12 Pps 3274c Me Ds 001 Data Sheet Hvac Sunyaragi Rev.0Triana Rosma Fikriyati DinaNo ratings yet
- Murphy TDXM 10702748 Temperature Scanner PyrometerDocument2 pagesMurphy TDXM 10702748 Temperature Scanner PyrometerVikram JitNo ratings yet
- Meditran SX Plus SAE 15W-40Document2 pagesMeditran SX Plus SAE 15W-40JohnyNo ratings yet
- Oli Cat Fluid Info - Part NumberDocument46 pagesOli Cat Fluid Info - Part NumberHvbry100% (1)
- EMERSON Standard COATING SPECIFICATIONDocument9 pagesEMERSON Standard COATING SPECIFICATIONYadir SánchezNo ratings yet
- Ball Valves - MethodDocument28 pagesBall Valves - Methodbloggerparthi100% (1)
- PG Dial & Lever Gov InstallationDocument12 pagesPG Dial & Lever Gov InstallationrNo ratings yet
- 83 FDocument134 pages83 FvinothetisNo ratings yet
- ONGC Hazira CogenDocument5 pagesONGC Hazira CogenDhanish AhsenNo ratings yet
- G GN 210Document32 pagesG GN 210chem job100% (1)
- Gave RELAYDocument49 pagesGave RELAYTayeb KaderNo ratings yet
- HNC 8 System Commissioning Manual Grinding System v2.4 PDFDocument80 pagesHNC 8 System Commissioning Manual Grinding System v2.4 PDFSam eagle goodNo ratings yet
- 67C and 67CF Series: Installation Guide English - December 2003Document2 pages67C and 67CF Series: Installation Guide English - December 2003mpendletonNo ratings yet
- Body Safety Valve - KSB PDFDocument4 pagesBody Safety Valve - KSB PDFgm_revankar3942No ratings yet
- JGK-T ArielDocument4 pagesJGK-T Arielrsilayen951No ratings yet
- ACS 600 FactDocument4 pagesACS 600 FactTemmy Candra WijayaNo ratings yet
- Drawing Numbering System: Client: ProjectDocument23 pagesDrawing Numbering System: Client: ProjectPrasanna kumar subudhiNo ratings yet
- Air Compressor ASK-27TDocument5 pagesAir Compressor ASK-27TJonson CaoNo ratings yet
- Cosmotec Panel CoolingDocument11 pagesCosmotec Panel CoolingsaedmarwaNo ratings yet
- Vol III Supplementary DataDocument19 pagesVol III Supplementary DatamargaretramosNo ratings yet
- KSB BEV BEV LO PDFDocument36 pagesKSB BEV BEV LO PDFBernardo Salinas GonzalezNo ratings yet
- Alternator ExplanationDocument14 pagesAlternator ExplanationjakagastrusNo ratings yet
- Konveyor RantaiDocument91 pagesKonveyor Rantaiabdulloh_99No ratings yet
- DC Motor ControllerDocument7 pagesDC Motor ControllerJan MicahNo ratings yet
- Altronic EPC 110-120 Operating Manual (FORM EPC-110/120 OM)Document55 pagesAltronic EPC 110-120 Operating Manual (FORM EPC-110/120 OM)francis_mouille_iiNo ratings yet
- Enhanced PLC-5 Programmable Controllers: Purpose of This DocumentDocument24 pagesEnhanced PLC-5 Programmable Controllers: Purpose of This Documenthunter73No ratings yet
- Shell Omala S2 G150 DatasheetDocument3 pagesShell Omala S2 G150 Datasheetphankhoa83-1No ratings yet
- Pneumatic Slide GateDocument7 pagesPneumatic Slide Gateemad sabriNo ratings yet
- Rotan HD Pump ManualDocument95 pagesRotan HD Pump Manualhany mohamed100% (1)
- F 0077 e 55Document6 pagesF 0077 e 55Bùi Cảnh TrungNo ratings yet
- GE Energy LM2500+ G4 Operation and Maintenance Manual: Hydraulic Start System DescriptionDocument5 pagesGE Energy LM2500+ G4 Operation and Maintenance Manual: Hydraulic Start System DescriptionAndrea Cupello100% (1)
- Apagado de Motore - Shut Down2Document13 pagesApagado de Motore - Shut Down2Bladimir Capquequi ChaiñaNo ratings yet
- RBS TwoInch System Retriever KitDocument3 pagesRBS TwoInch System Retriever Kitnnaemeka omekeNo ratings yet
- Auttomatic Pneumatic Grinding Machine: SynopsisDocument5 pagesAuttomatic Pneumatic Grinding Machine: SynopsissathishNo ratings yet
- Basic Pneumatic Cascade)Document14 pagesBasic Pneumatic Cascade)Elda Belina Perangin-angin0% (1)
- API RP 687-2001 (2015) Ut BabbitpdfDocument1 pageAPI RP 687-2001 (2015) Ut BabbitpdfudomNo ratings yet
- 5650 TechDocument7 pages5650 Techamjath584No ratings yet
- L5794gsi (E) pb7058-0905Document2 pagesL5794gsi (E) pb7058-0905ikatparNo ratings yet
- 6 - Suppliers Handbook For Prototypes - Installation PartsDocument9 pages6 - Suppliers Handbook For Prototypes - Installation PartspinnaNo ratings yet
- MITS-34 Rev 6Document17 pagesMITS-34 Rev 6Srinivasan RNo ratings yet
- DS 2396Document15 pagesDS 2396varkizonNo ratings yet
- LS 141-74.T11 - 3 Cleanliness of Surfaces in Air Separation Plants and Components Process Equipment Inside Coldbox (EN)Document4 pagesLS 141-74.T11 - 3 Cleanliness of Surfaces in Air Separation Plants and Components Process Equipment Inside Coldbox (EN)Kreshna Wisnu BrataNo ratings yet
- Corrosion GuideDocument15 pagesCorrosion GuideCristhian Jose Rondon HernandezNo ratings yet
- L9 Nominal Taguchi 1Document38 pagesL9 Nominal Taguchi 1ANILNo ratings yet
- Prototype: Build Review Refine & IterateDocument7 pagesPrototype: Build Review Refine & IterateANILNo ratings yet
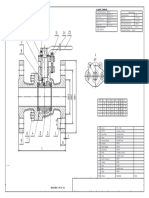
- ASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingDocument1 pageASM E B16.34 Valve Body W All Thickness ASM E B16.10 Api 6D Design & M AnufacturingANILNo ratings yet
- Season Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurDocument2 pagesSeason Classification Chart 2017: Alleppey Munnar Coorg Binsar Kanatal Shimla Kanha JaipurANILNo ratings yet
- CarbideDocument1 pageCarbideANILNo ratings yet
- Name: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsDocument2 pagesName: Nilesh Ashok Wagh Mobile No.: +91 7588930595/7020322853 Technical AchievementsANILNo ratings yet
- What Is Your Actual Pump Flow Rate?: Norman F. Perkins, P.E. Philip S. StacyDocument10 pagesWhat Is Your Actual Pump Flow Rate?: Norman F. Perkins, P.E. Philip S. StacyANILNo ratings yet
- Body Language For InterviewDocument5 pagesBody Language For InterviewANILNo ratings yet
- Refrigeration and Airconditioning by S K Mondal T&Q .0001Document133 pagesRefrigeration and Airconditioning by S K Mondal T&Q .0001ANILNo ratings yet
- Courses Welingkaronline Org Newlogin Subjectlist PortionDocument1 pageCourses Welingkaronline Org Newlogin Subjectlist PortionANILNo ratings yet
- GD & T Stack Up Analysis PDFDocument12 pagesGD & T Stack Up Analysis PDFANILNo ratings yet
- Introduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007Document25 pagesIntroduction To Fitness-For-Service (FFS) API 579-1 / ASME FFS-1 2007ANILNo ratings yet
- AB-031 Design Registration ApplicationDocument1 pageAB-031 Design Registration ApplicationANILNo ratings yet
- HSBC - Call LetterDocument1 pageHSBC - Call LetterANILNo ratings yet
- ThermodynamicsDocument57 pagesThermodynamicsANILNo ratings yet
- Application Form For LIFE Corporate Membership: 1. Corporate Name (In Block Letters)Document3 pagesApplication Form For LIFE Corporate Membership: 1. Corporate Name (In Block Letters)ANILNo ratings yet
- Meeting Feedback: How Productive Was The Meeting?Document4 pagesMeeting Feedback: How Productive Was The Meeting?ANILNo ratings yet
- Sintef PDFDocument80 pagesSintef PDFANILNo ratings yet
- Curriculum Vitae: ObjectiveDocument4 pagesCurriculum Vitae: ObjectiveANILNo ratings yet
- Project Feasibility Study On Cycle Courier ServiceDocument46 pagesProject Feasibility Study On Cycle Courier ServiceMd. Ariful Haque57% (7)
- Ch3 - Batch - Exercises and SolutionDocument9 pagesCh3 - Batch - Exercises and Solution黃群睿No ratings yet
- Leadership and Corporate CultureDocument26 pagesLeadership and Corporate CultureJagdip singh Bhinder100% (1)
- Next Generation OSS /BSS - NGOSS: Rahul WargadDocument19 pagesNext Generation OSS /BSS - NGOSS: Rahul WargadHitesh Murlidhar BodeleNo ratings yet
- Financial Crime Dissertation TopicsDocument4 pagesFinancial Crime Dissertation TopicsWriteMyPaperApaFormatCanada100% (1)
- SEMINAR COMPILED - LatestDocument37 pagesSEMINAR COMPILED - LatestEydaa RahmanNo ratings yet
- Answer To Alternative Dispute ResolutionDocument15 pagesAnswer To Alternative Dispute ResolutionLeonard TembohNo ratings yet
- PDF Document 2Document12 pagesPDF Document 2Navya RaiNo ratings yet
- UTT Application & Programme Info 2020Document37 pagesUTT Application & Programme Info 2020Ariey MaQueenNo ratings yet
- HolcimLogistic Content CS5 FA 1358Document95 pagesHolcimLogistic Content CS5 FA 1358Novianta KuswandiNo ratings yet
- The Rational Unified ProcessDocument34 pagesThe Rational Unified ProcessZona TecnológicaNo ratings yet
- Cost MetricsDocument5 pagesCost MetricshasanNo ratings yet
- The Six Steps of Data AnalysisDocument4 pagesThe Six Steps of Data AnalysisGRUPOPOSITIVO POSITIVONo ratings yet
- English LanguageDocument133 pagesEnglish LanguagekrishNo ratings yet
- SHARES - EXERCISES - KopiaDocument6 pagesSHARES - EXERCISES - KopiaOla KrupaNo ratings yet
- Case Study Champions League FinalDocument14 pagesCase Study Champions League FinalRakeem DavidsonNo ratings yet
- Review On Nano Zerovalent Iron nZVI From Synthesis To Environmental Applications - 2016 - Chemical Engineering Journal PDFDocument15 pagesReview On Nano Zerovalent Iron nZVI From Synthesis To Environmental Applications - 2016 - Chemical Engineering Journal PDFRenatoNo ratings yet
- Thesis Presentation - 5D BIMDocument17 pagesThesis Presentation - 5D BIMAddress AdvisorsNo ratings yet
- Assignment 2 MNGT-3711: Ethics and Social Responsibility in Business and SocietyDocument13 pagesAssignment 2 MNGT-3711: Ethics and Social Responsibility in Business and SocietySam rockzs0% (1)
- Managing Public Money: July 2013 With Annexes Revised As at March 2018Document61 pagesManaging Public Money: July 2013 With Annexes Revised As at March 2018librekaNo ratings yet
- 18-12-2023 09-22-39 1702884159 Dailynews PDFDocument24 pages18-12-2023 09-22-39 1702884159 Dailynews PDFCeles NubesNo ratings yet
- B-8-Shop House Patte'NeDocument19 pagesB-8-Shop House Patte'NeNural faridziNo ratings yet
- VictoriaDocument2 pagesVictoriaapi-535156077No ratings yet
- Combined Enfacement SlipDocument12 pagesCombined Enfacement Slipdil salemNo ratings yet
- Order of Payment: CNC Online Application SystemDocument1 pageOrder of Payment: CNC Online Application SystemEva MarquezNo ratings yet
- S4hana CopaDocument10 pagesS4hana CopaGhosh2100% (1)