
Inspection of Relieving Devic PDF
Inspection of Relieving Devic PDF
You might also like
- Procedure For Inspection Recalibration and Testing of Pressure Safety ValvesDocument28 pagesProcedure For Inspection Recalibration and Testing of Pressure Safety ValvesNwokedi Okezie79% (29)
- PSV's - Maintenance ProcedureDocument19 pagesPSV's - Maintenance Proceduresmab216209471% (7)
- Hydrotest Procedure For PipingDocument17 pagesHydrotest Procedure For PipingMohammad RizwanNo ratings yet
- Shades of GreyDocument1 pageShades of GreyNatraji0% (1)
- LRUT ProcedureDocument10 pagesLRUT ProcedureD_D1216No ratings yet
- Procedure For Inspection Recalibration and Testing of Pressure Safety ValvesDocument27 pagesProcedure For Inspection Recalibration and Testing of Pressure Safety ValvesNwokedi Okezie86% (7)
- Overhaul of PSVDocument5 pagesOverhaul of PSVmeeraksam42100% (2)
- Safety Relief Valve Set Pressure and Seat Leakage TestDocument30 pagesSafety Relief Valve Set Pressure and Seat Leakage TestAnonymous ffje1rpa100% (1)
- Pressure Vessel Inspection PDF FreeDocument44 pagesPressure Vessel Inspection PDF FreemabroukNo ratings yet
- Pressure Relieving Device Inspection ProcedureDocument2 pagesPressure Relieving Device Inspection Procedurecamasa2011No ratings yet
- 2010 Facilities Management Policies and Procedures (b4 Use)Document64 pages2010 Facilities Management Policies and Procedures (b4 Use)Bi LaiNo ratings yet
- Inspection of Unfired Pressure Vessel Std-128Document34 pagesInspection of Unfired Pressure Vessel Std-128dyke_engg100% (1)
- Std-119 Inspection of PumpsDocument18 pagesStd-119 Inspection of PumpsAnshul JainNo ratings yet
- Testing of Pressure Relief ValveDocument13 pagesTesting of Pressure Relief ValveVishal Abhiman MeshramNo ratings yet
- Inspection Manual For PipingDocument184 pagesInspection Manual For Pipingzula74100% (1)
- PSV Test FrequencyDocument130 pagesPSV Test FrequencysamysmcNo ratings yet
- Pipe Inspection & TestingDocument10 pagesPipe Inspection & TestingRobert MichaelrajNo ratings yet
- Manual 4058 Maintenance Procedures Propane Facility System GuidelinesDocument40 pagesManual 4058 Maintenance Procedures Propane Facility System Guidelinessarge18No ratings yet
- Control-Valve Seat Leakage - Hydrocarbon Processing - August 2011 PDFDocument10 pagesControl-Valve Seat Leakage - Hydrocarbon Processing - August 2011 PDFPiush KumarNo ratings yet
- KU-TWK-00-QA-PRO-0001 - 0 - Hydrostatic Pressure Testing ProcedureDocument29 pagesKU-TWK-00-QA-PRO-0001 - 0 - Hydrostatic Pressure Testing Procedurebmanojkumar16No ratings yet
- PSV TestingDocument26 pagesPSV Testingmanoj thakkar100% (1)
- 7-7 Annual Hose Test ProcedureDocument5 pages7-7 Annual Hose Test ProcedureDavi LaraNo ratings yet
- PROJECT STANDARDS and SPECIFICATIONS Offshore Piping Fabrication and Installation Rev01Document8 pagesPROJECT STANDARDS and SPECIFICATIONS Offshore Piping Fabrication and Installation Rev01totongopNo ratings yet
- 3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesDocument43 pages3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesriysallNo ratings yet
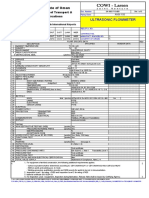
- Sa 980 P 11409 Ultrasonic Flowmeter Rev t02Document3 pagesSa 980 P 11409 Ultrasonic Flowmeter Rev t02altipatlarNo ratings yet
- General Piping InspectionDocument13 pagesGeneral Piping InspectionKingston Rivington100% (1)
- Thermal Relief Valve Instructions & Operations ManualDocument12 pagesThermal Relief Valve Instructions & Operations ManualHiren Panchal100% (1)
- Work Methodology For Pressure Vessel and PRV InspectionDocument36 pagesWork Methodology For Pressure Vessel and PRV InspectionUmese AbrahamNo ratings yet
- Inspect ValvesDocument124 pagesInspect ValvesMohd Idris Mohiuddin100% (2)
- Pressure Safety ValvesDocument15 pagesPressure Safety Valvesh_abdullah100% (2)
- Vessel Inspection ProcedureDocument16 pagesVessel Inspection Procedurekptl6185No ratings yet
- Pressure Safety ValveDocument6 pagesPressure Safety ValveRaju JadavNo ratings yet
- Procedure For Pressure Guage and Relief Valve CalibrationDocument9 pagesProcedure For Pressure Guage and Relief Valve CalibrationDaniel MartinezNo ratings yet
- Uic-qp-Ins-011 PSV Rev11Document12 pagesUic-qp-Ins-011 PSV Rev11Iksan Adityo MulyoNo ratings yet
- Pressure VesselsDocument31 pagesPressure VesselsRho Natta MatahariNo ratings yet
- OES-INS-P057 Piping Inspection ProcedureDocument9 pagesOES-INS-P057 Piping Inspection ProcedureMatheus Ribeiro100% (3)
- Boiler Hydrostatic TestingDocument2 pagesBoiler Hydrostatic Testingbonginkosi mathunjwaNo ratings yet
- Pressure Testing (Hydrostatic Pneumatic) Safety GuidelinesDocument7 pagesPressure Testing (Hydrostatic Pneumatic) Safety GuidelinesSuleyman HaliciogluNo ratings yet
- Leak Test Procedure For SubDocument5 pagesLeak Test Procedure For Subpallav chatterjeeNo ratings yet
- Pressure TestingDocument14 pagesPressure TestingWeld Bro Sandeep100% (2)
- Instruction Manual Enardo Series 950 Pressure Vacuum Relief Valve Series 7 Flame Arrestor en Us 166422Document16 pagesInstruction Manual Enardo Series 950 Pressure Vacuum Relief Valve Series 7 Flame Arrestor en Us 166422comercial mox asesoria100% (2)
- Ball Valve Testing ProcedureDocument7 pagesBall Valve Testing ProcedureVipul Panchal100% (2)
- Piping B31.3Document30 pagesPiping B31.3Tito Fernandez100% (2)
- Pressure Testing Piping Systems: The Test RequirementDocument3 pagesPressure Testing Piping Systems: The Test RequirementnainaNo ratings yet
- Test Bench For Safety ValveDocument8 pagesTest Bench For Safety ValvekhairurNo ratings yet
- What's The Min &max Range of Pressure Gauge For Hydro TestDocument4 pagesWhat's The Min &max Range of Pressure Gauge For Hydro TestdushyantNo ratings yet
- Valves Valve LeakageDocument5 pagesValves Valve Leakagearson5646100% (1)
- AB-522 Standard Pneumatic Test Procedure RequirementsDocument16 pagesAB-522 Standard Pneumatic Test Procedure RequirementsShank HackerNo ratings yet
- PiggingDocument24 pagesPiggingJulio Cesar Galarza Lobo0% (1)
- Pressure VesselDocument31 pagesPressure VesselCkaal74No ratings yet
- Breather Valves2Document12 pagesBreather Valves2prashant_dc_in100% (1)
- Quad Pipe Hydrotest Procedure Rev2Document15 pagesQuad Pipe Hydrotest Procedure Rev2Trust EmmaNo ratings yet
- Quiz API 510 GabungDocument9 pagesQuiz API 510 Gabungluthfi otoyNo ratings yet
- Petrospection Calibration Tables (Report)Document11 pagesPetrospection Calibration Tables (Report)Abo Ali100% (1)
- Helium Leak Testing GuideDocument2 pagesHelium Leak Testing Guideabhishek198327100% (1)
- PACIFIC Marine Loading ArmDocument4 pagesPACIFIC Marine Loading ArmGilang Nusantara Bening100% (1)
- Butterfly Valve Info PDFDocument14 pagesButterfly Valve Info PDFCS100% (1)
- Hydrotest ProcedureDocument5 pagesHydrotest ProcedureHamada ELaraby100% (4)
- Procedure For HydrotestDocument15 pagesProcedure For HydrotestTrust Emma100% (2)
- STD 132Document31 pagesSTD 132Valesh MonisNo ratings yet
- Inspection of Pressure Relieving DevicesDocument56 pagesInspection of Pressure Relieving DevicesHuy IpNo ratings yet
- Inspection of Compressors: OISD-120 Amended EditionDocument20 pagesInspection of Compressors: OISD-120 Amended EditionNanu PatelNo ratings yet
- STD 145Document124 pagesSTD 145Aditya Sharma100% (4)
- Radiography - Film Quality ChecklistDocument4 pagesRadiography - Film Quality ChecklistNatraji100% (1)
- INS - Phased Array Pipework Inspection PDFDocument2 pagesINS - Phased Array Pipework Inspection PDFEngr Arfan Ali DhamrahoNo ratings yet
- Innerspec TechnologiesDocument17 pagesInnerspec TechnologiesNatrajiNo ratings yet
- Cfluo - Ta !LL - : !+ - J :QF SLDocument1 pageCfluo - Ta !LL - : !+ - J :QF SLNatrajiNo ratings yet
- Corrosion HSEDocument5 pagesCorrosion HSENatrajiNo ratings yet
- NDT BrochureDocument96 pagesNDT Brochureendri2000No ratings yet
- Hydrogen Induced CrackingDocument2 pagesHydrogen Induced CrackingNatrajiNo ratings yet
- Viewing and Interpretation of RadiographsDocument30 pagesViewing and Interpretation of RadiographsNatrajiNo ratings yet
- IQI RadiographyDocument3 pagesIQI RadiographyNatraji100% (1)
- PSV Test FrequencyDocument130 pagesPSV Test FrequencysamysmcNo ratings yet
- Risk and Reliability MethodsDocument45 pagesRisk and Reliability MethodsNatraji100% (1)
- Cathodic ProtectionDocument68 pagesCathodic ProtectionNatrajiNo ratings yet
- Catalogueiendt PDFDocument43 pagesCatalogueiendt PDFNatrajiNo ratings yet
- Living With Defects and Fitness For ServiceDocument16 pagesLiving With Defects and Fitness For ServiceNatraji100% (1)
- World Nondestructive Test Inspection Services MarketDocument88 pagesWorld Nondestructive Test Inspection Services MarketNatrajiNo ratings yet
- NDT BrochureDocument96 pagesNDT Brochureendri2000No ratings yet
- BSEE Test ProcedureDocument35 pagesBSEE Test ProcedureNatraji100% (2)
- Operations and Maintenance GuideDocument321 pagesOperations and Maintenance GuideNatrajiNo ratings yet
- API 571 DamageDocument111 pagesAPI 571 DamageNatraji100% (16)
- ABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)Document192 pagesABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)lakarabinNo ratings yet
- ABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)Document192 pagesABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)lakarabinNo ratings yet
- API Standards For Pipe InspectionsDocument38 pagesAPI Standards For Pipe InspectionsNatraji100% (2)
- Bacterial Corrosion BDocument6 pagesBacterial Corrosion BNatrajiNo ratings yet
- The Importance of Corrosion Monitoring in Oilfield SystemsDocument19 pagesThe Importance of Corrosion Monitoring in Oilfield Systemsahmadlie100% (1)
- Model Biofouling Management Plan Oct 2012 - tcm155-241770Document38 pagesModel Biofouling Management Plan Oct 2012 - tcm155-241770NatrajiNo ratings yet
- PriceList Royu Wires Devices JAN 2018 Issue V1Document6 pagesPriceList Royu Wires Devices JAN 2018 Issue V1Rafael VillafloresNo ratings yet
- NBCC Junior Engineer Syllabus 2016 - Get Project Executive & Manager Exam Pattern HereDocument3 pagesNBCC Junior Engineer Syllabus 2016 - Get Project Executive & Manager Exam Pattern HereS.s. ChattopadhyayNo ratings yet
- Wbs and Division of Work Excel Spread SheetDocument12 pagesWbs and Division of Work Excel Spread SheetAlbertNo ratings yet
- Pile Methodology - HDFC - Review2 PDFDocument21 pagesPile Methodology - HDFC - Review2 PDFArju AbedinNo ratings yet
- Dimensioning and Tolerances: Mechanical Engineering Graphics MECH 211Document175 pagesDimensioning and Tolerances: Mechanical Engineering Graphics MECH 211SATHISHKUMAR MNo ratings yet
- Method Statement For Handrail ConstructionDocument13 pagesMethod Statement For Handrail Constructiondinidu3priyankara3saNo ratings yet
- Buckets & BarrelsDocument3 pagesBuckets & BarrelsbrightNo ratings yet
- Iso 3633 2002Document12 pagesIso 3633 2002Wilson AdrianNo ratings yet
- Steel Shape RollingDocument4 pagesSteel Shape RollingjoesamsoNo ratings yet
- Course IntroDocument6 pagesCourse IntrosuirezNo ratings yet
- CP CP-G DCP DCP-G TS EngDocument36 pagesCP CP-G DCP DCP-G TS EngMarco Antonio Camacho Tezanos PintoNo ratings yet
- Slurryflex SA Hard Wall Mining Hose DatasheetDocument2 pagesSlurryflex SA Hard Wall Mining Hose DatasheetBeaver Process EquipmentNo ratings yet
- Construction of FoundationDocument9 pagesConstruction of FoundationRajesh Khadka100% (1)
- Ijciet 08 10 160Document13 pagesIjciet 08 10 160fendynovapamelaNo ratings yet
- (BS 6187 - 1982) - Code of Practice For Demolition.Document44 pages(BS 6187 - 1982) - Code of Practice For Demolition.AdelNo ratings yet
- Excursion Risk Management Plan ProformaDocument4 pagesExcursion Risk Management Plan ProformaPrachi GarudNo ratings yet
- Uems Kaia Heights Brochure p5Nk6rhxDocument5 pagesUems Kaia Heights Brochure p5Nk6rhxNor Azman JusofNo ratings yet
- Prodec LDocument4 pagesProdec LAdriano Vargas VieiraNo ratings yet
- CATALOGUE by REMAX INDIA 16029332938234076Document13 pagesCATALOGUE by REMAX INDIA 16029332938234076velu.gNo ratings yet
- Bearing QuestionsDocument6 pagesBearing QuestionsSatyajit PandaNo ratings yet
- Installation, Operating And. Maintenance Manual: HamworthykseDocument46 pagesInstallation, Operating And. Maintenance Manual: Hamworthyksejohn smith100% (1)
- Tailings Dams ReportDocument63 pagesTailings Dams ReportVictor Hugo Porcayo BeizaNo ratings yet
- Bearing Capacity 2019Document26 pagesBearing Capacity 2019عبدالرحمن محمدNo ratings yet
- Plaster Wall MaterialDocument3 pagesPlaster Wall MaterialAzizah Uniti Brick Sdn. Bhd.No ratings yet
- Job or OccupationDocument8 pagesJob or Occupationaisah asariskiNo ratings yet
- Transportation Charges From Source To Work Site: Add 15% C.P. (+) Rs.100.04Document1 pageTransportation Charges From Source To Work Site: Add 15% C.P. (+) Rs.100.04Hemam PrasantaNo ratings yet
- A Spherical Pressure Vessel Has An Inside Diameter...Document2 pagesA Spherical Pressure Vessel Has An Inside Diameter...RjNo ratings yet
- Code of Practice For Structural Use of Concrete - HK - 1987Document68 pagesCode of Practice For Structural Use of Concrete - HK - 1987nebojsadj6411100% (1)















































































































Download as pdf or txt
You might also like
- Procedure For Inspection Recalibration and Testing of Pressure Safety ValvesDocument28 pagesProcedure For Inspection Recalibration and Testing of Pressure Safety ValvesNwokedi Okezie79% (29)
- PSV's - Maintenance ProcedureDocument19 pagesPSV's - Maintenance Proceduresmab216209471% (7)
- Hydrotest Procedure For PipingDocument17 pagesHydrotest Procedure For PipingMohammad RizwanNo ratings yet
- Shades of GreyDocument1 pageShades of GreyNatraji0% (1)
- LRUT ProcedureDocument10 pagesLRUT ProcedureD_D1216No ratings yet
- Procedure For Inspection Recalibration and Testing of Pressure Safety ValvesDocument27 pagesProcedure For Inspection Recalibration and Testing of Pressure Safety ValvesNwokedi Okezie86% (7)
- Overhaul of PSVDocument5 pagesOverhaul of PSVmeeraksam42100% (2)
- Safety Relief Valve Set Pressure and Seat Leakage TestDocument30 pagesSafety Relief Valve Set Pressure and Seat Leakage TestAnonymous ffje1rpa100% (1)
- Pressure Vessel Inspection PDF FreeDocument44 pagesPressure Vessel Inspection PDF FreemabroukNo ratings yet
- Pressure Relieving Device Inspection ProcedureDocument2 pagesPressure Relieving Device Inspection Procedurecamasa2011No ratings yet
- 2010 Facilities Management Policies and Procedures (b4 Use)Document64 pages2010 Facilities Management Policies and Procedures (b4 Use)Bi LaiNo ratings yet
- Inspection of Unfired Pressure Vessel Std-128Document34 pagesInspection of Unfired Pressure Vessel Std-128dyke_engg100% (1)
- Std-119 Inspection of PumpsDocument18 pagesStd-119 Inspection of PumpsAnshul JainNo ratings yet
- Testing of Pressure Relief ValveDocument13 pagesTesting of Pressure Relief ValveVishal Abhiman MeshramNo ratings yet
- Inspection Manual For PipingDocument184 pagesInspection Manual For Pipingzula74100% (1)
- PSV Test FrequencyDocument130 pagesPSV Test FrequencysamysmcNo ratings yet
- Pipe Inspection & TestingDocument10 pagesPipe Inspection & TestingRobert MichaelrajNo ratings yet
- Manual 4058 Maintenance Procedures Propane Facility System GuidelinesDocument40 pagesManual 4058 Maintenance Procedures Propane Facility System Guidelinessarge18No ratings yet
- Control-Valve Seat Leakage - Hydrocarbon Processing - August 2011 PDFDocument10 pagesControl-Valve Seat Leakage - Hydrocarbon Processing - August 2011 PDFPiush KumarNo ratings yet
- KU-TWK-00-QA-PRO-0001 - 0 - Hydrostatic Pressure Testing ProcedureDocument29 pagesKU-TWK-00-QA-PRO-0001 - 0 - Hydrostatic Pressure Testing Procedurebmanojkumar16No ratings yet
- PSV TestingDocument26 pagesPSV Testingmanoj thakkar100% (1)
- 7-7 Annual Hose Test ProcedureDocument5 pages7-7 Annual Hose Test ProcedureDavi LaraNo ratings yet
- PROJECT STANDARDS and SPECIFICATIONS Offshore Piping Fabrication and Installation Rev01Document8 pagesPROJECT STANDARDS and SPECIFICATIONS Offshore Piping Fabrication and Installation Rev01totongopNo ratings yet
- 3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesDocument43 pages3.6 Pressure Relieving Devices: - Codes and Regulatory Requirements and Best PracticesriysallNo ratings yet
- Sa 980 P 11409 Ultrasonic Flowmeter Rev t02Document3 pagesSa 980 P 11409 Ultrasonic Flowmeter Rev t02altipatlarNo ratings yet
- General Piping InspectionDocument13 pagesGeneral Piping InspectionKingston Rivington100% (1)
- Thermal Relief Valve Instructions & Operations ManualDocument12 pagesThermal Relief Valve Instructions & Operations ManualHiren Panchal100% (1)
- Work Methodology For Pressure Vessel and PRV InspectionDocument36 pagesWork Methodology For Pressure Vessel and PRV InspectionUmese AbrahamNo ratings yet
- Inspect ValvesDocument124 pagesInspect ValvesMohd Idris Mohiuddin100% (2)
- Pressure Safety ValvesDocument15 pagesPressure Safety Valvesh_abdullah100% (2)
- Vessel Inspection ProcedureDocument16 pagesVessel Inspection Procedurekptl6185No ratings yet
- Pressure Safety ValveDocument6 pagesPressure Safety ValveRaju JadavNo ratings yet
- Procedure For Pressure Guage and Relief Valve CalibrationDocument9 pagesProcedure For Pressure Guage and Relief Valve CalibrationDaniel MartinezNo ratings yet
- Uic-qp-Ins-011 PSV Rev11Document12 pagesUic-qp-Ins-011 PSV Rev11Iksan Adityo MulyoNo ratings yet
- Pressure VesselsDocument31 pagesPressure VesselsRho Natta MatahariNo ratings yet
- OES-INS-P057 Piping Inspection ProcedureDocument9 pagesOES-INS-P057 Piping Inspection ProcedureMatheus Ribeiro100% (3)
- Boiler Hydrostatic TestingDocument2 pagesBoiler Hydrostatic Testingbonginkosi mathunjwaNo ratings yet
- Pressure Testing (Hydrostatic Pneumatic) Safety GuidelinesDocument7 pagesPressure Testing (Hydrostatic Pneumatic) Safety GuidelinesSuleyman HaliciogluNo ratings yet
- Leak Test Procedure For SubDocument5 pagesLeak Test Procedure For Subpallav chatterjeeNo ratings yet
- Pressure TestingDocument14 pagesPressure TestingWeld Bro Sandeep100% (2)
- Instruction Manual Enardo Series 950 Pressure Vacuum Relief Valve Series 7 Flame Arrestor en Us 166422Document16 pagesInstruction Manual Enardo Series 950 Pressure Vacuum Relief Valve Series 7 Flame Arrestor en Us 166422comercial mox asesoria100% (2)
- Ball Valve Testing ProcedureDocument7 pagesBall Valve Testing ProcedureVipul Panchal100% (2)
- Piping B31.3Document30 pagesPiping B31.3Tito Fernandez100% (2)
- Pressure Testing Piping Systems: The Test RequirementDocument3 pagesPressure Testing Piping Systems: The Test RequirementnainaNo ratings yet
- Test Bench For Safety ValveDocument8 pagesTest Bench For Safety ValvekhairurNo ratings yet
- What's The Min &max Range of Pressure Gauge For Hydro TestDocument4 pagesWhat's The Min &max Range of Pressure Gauge For Hydro TestdushyantNo ratings yet
- Valves Valve LeakageDocument5 pagesValves Valve Leakagearson5646100% (1)
- AB-522 Standard Pneumatic Test Procedure RequirementsDocument16 pagesAB-522 Standard Pneumatic Test Procedure RequirementsShank HackerNo ratings yet
- PiggingDocument24 pagesPiggingJulio Cesar Galarza Lobo0% (1)
- Pressure VesselDocument31 pagesPressure VesselCkaal74No ratings yet
- Breather Valves2Document12 pagesBreather Valves2prashant_dc_in100% (1)
- Quad Pipe Hydrotest Procedure Rev2Document15 pagesQuad Pipe Hydrotest Procedure Rev2Trust EmmaNo ratings yet
- Quiz API 510 GabungDocument9 pagesQuiz API 510 Gabungluthfi otoyNo ratings yet
- Petrospection Calibration Tables (Report)Document11 pagesPetrospection Calibration Tables (Report)Abo Ali100% (1)
- Helium Leak Testing GuideDocument2 pagesHelium Leak Testing Guideabhishek198327100% (1)
- PACIFIC Marine Loading ArmDocument4 pagesPACIFIC Marine Loading ArmGilang Nusantara Bening100% (1)
- Butterfly Valve Info PDFDocument14 pagesButterfly Valve Info PDFCS100% (1)
- Hydrotest ProcedureDocument5 pagesHydrotest ProcedureHamada ELaraby100% (4)
- Procedure For HydrotestDocument15 pagesProcedure For HydrotestTrust Emma100% (2)
- STD 132Document31 pagesSTD 132Valesh MonisNo ratings yet
- Inspection of Pressure Relieving DevicesDocument56 pagesInspection of Pressure Relieving DevicesHuy IpNo ratings yet
- Inspection of Compressors: OISD-120 Amended EditionDocument20 pagesInspection of Compressors: OISD-120 Amended EditionNanu PatelNo ratings yet
- STD 145Document124 pagesSTD 145Aditya Sharma100% (4)
- Radiography - Film Quality ChecklistDocument4 pagesRadiography - Film Quality ChecklistNatraji100% (1)
- INS - Phased Array Pipework Inspection PDFDocument2 pagesINS - Phased Array Pipework Inspection PDFEngr Arfan Ali DhamrahoNo ratings yet
- Innerspec TechnologiesDocument17 pagesInnerspec TechnologiesNatrajiNo ratings yet
- Cfluo - Ta !LL - : !+ - J :QF SLDocument1 pageCfluo - Ta !LL - : !+ - J :QF SLNatrajiNo ratings yet
- Corrosion HSEDocument5 pagesCorrosion HSENatrajiNo ratings yet
- NDT BrochureDocument96 pagesNDT Brochureendri2000No ratings yet
- Hydrogen Induced CrackingDocument2 pagesHydrogen Induced CrackingNatrajiNo ratings yet
- Viewing and Interpretation of RadiographsDocument30 pagesViewing and Interpretation of RadiographsNatrajiNo ratings yet
- IQI RadiographyDocument3 pagesIQI RadiographyNatraji100% (1)
- PSV Test FrequencyDocument130 pagesPSV Test FrequencysamysmcNo ratings yet
- Risk and Reliability MethodsDocument45 pagesRisk and Reliability MethodsNatraji100% (1)
- Cathodic ProtectionDocument68 pagesCathodic ProtectionNatrajiNo ratings yet
- Catalogueiendt PDFDocument43 pagesCatalogueiendt PDFNatrajiNo ratings yet
- Living With Defects and Fitness For ServiceDocument16 pagesLiving With Defects and Fitness For ServiceNatraji100% (1)
- World Nondestructive Test Inspection Services MarketDocument88 pagesWorld Nondestructive Test Inspection Services MarketNatrajiNo ratings yet
- NDT BrochureDocument96 pagesNDT Brochureendri2000No ratings yet
- BSEE Test ProcedureDocument35 pagesBSEE Test ProcedureNatraji100% (2)
- Operations and Maintenance GuideDocument321 pagesOperations and Maintenance GuideNatrajiNo ratings yet
- API 571 DamageDocument111 pagesAPI 571 DamageNatraji100% (16)
- ABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)Document192 pagesABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)lakarabinNo ratings yet
- ABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)Document192 pagesABS Guidance Notes On The Inspection, Maintenace and Application of Marine Coatin Systems, 3th Edition (2007)lakarabinNo ratings yet
- API Standards For Pipe InspectionsDocument38 pagesAPI Standards For Pipe InspectionsNatraji100% (2)
- Bacterial Corrosion BDocument6 pagesBacterial Corrosion BNatrajiNo ratings yet
- The Importance of Corrosion Monitoring in Oilfield SystemsDocument19 pagesThe Importance of Corrosion Monitoring in Oilfield Systemsahmadlie100% (1)
- Model Biofouling Management Plan Oct 2012 - tcm155-241770Document38 pagesModel Biofouling Management Plan Oct 2012 - tcm155-241770NatrajiNo ratings yet
- PriceList Royu Wires Devices JAN 2018 Issue V1Document6 pagesPriceList Royu Wires Devices JAN 2018 Issue V1Rafael VillafloresNo ratings yet
- NBCC Junior Engineer Syllabus 2016 - Get Project Executive & Manager Exam Pattern HereDocument3 pagesNBCC Junior Engineer Syllabus 2016 - Get Project Executive & Manager Exam Pattern HereS.s. ChattopadhyayNo ratings yet
- Wbs and Division of Work Excel Spread SheetDocument12 pagesWbs and Division of Work Excel Spread SheetAlbertNo ratings yet
- Pile Methodology - HDFC - Review2 PDFDocument21 pagesPile Methodology - HDFC - Review2 PDFArju AbedinNo ratings yet
- Dimensioning and Tolerances: Mechanical Engineering Graphics MECH 211Document175 pagesDimensioning and Tolerances: Mechanical Engineering Graphics MECH 211SATHISHKUMAR MNo ratings yet
- Method Statement For Handrail ConstructionDocument13 pagesMethod Statement For Handrail Constructiondinidu3priyankara3saNo ratings yet
- Buckets & BarrelsDocument3 pagesBuckets & BarrelsbrightNo ratings yet
- Iso 3633 2002Document12 pagesIso 3633 2002Wilson AdrianNo ratings yet
- Steel Shape RollingDocument4 pagesSteel Shape RollingjoesamsoNo ratings yet
- Course IntroDocument6 pagesCourse IntrosuirezNo ratings yet
- CP CP-G DCP DCP-G TS EngDocument36 pagesCP CP-G DCP DCP-G TS EngMarco Antonio Camacho Tezanos PintoNo ratings yet
- Slurryflex SA Hard Wall Mining Hose DatasheetDocument2 pagesSlurryflex SA Hard Wall Mining Hose DatasheetBeaver Process EquipmentNo ratings yet
- Construction of FoundationDocument9 pagesConstruction of FoundationRajesh Khadka100% (1)
- Ijciet 08 10 160Document13 pagesIjciet 08 10 160fendynovapamelaNo ratings yet
- (BS 6187 - 1982) - Code of Practice For Demolition.Document44 pages(BS 6187 - 1982) - Code of Practice For Demolition.AdelNo ratings yet
- Excursion Risk Management Plan ProformaDocument4 pagesExcursion Risk Management Plan ProformaPrachi GarudNo ratings yet
- Uems Kaia Heights Brochure p5Nk6rhxDocument5 pagesUems Kaia Heights Brochure p5Nk6rhxNor Azman JusofNo ratings yet
- Prodec LDocument4 pagesProdec LAdriano Vargas VieiraNo ratings yet
- CATALOGUE by REMAX INDIA 16029332938234076Document13 pagesCATALOGUE by REMAX INDIA 16029332938234076velu.gNo ratings yet
- Bearing QuestionsDocument6 pagesBearing QuestionsSatyajit PandaNo ratings yet
- Installation, Operating And. Maintenance Manual: HamworthykseDocument46 pagesInstallation, Operating And. Maintenance Manual: Hamworthyksejohn smith100% (1)
- Tailings Dams ReportDocument63 pagesTailings Dams ReportVictor Hugo Porcayo BeizaNo ratings yet
- Bearing Capacity 2019Document26 pagesBearing Capacity 2019عبدالرحمن محمدNo ratings yet
- Plaster Wall MaterialDocument3 pagesPlaster Wall MaterialAzizah Uniti Brick Sdn. Bhd.No ratings yet
- Job or OccupationDocument8 pagesJob or Occupationaisah asariskiNo ratings yet
- Transportation Charges From Source To Work Site: Add 15% C.P. (+) Rs.100.04Document1 pageTransportation Charges From Source To Work Site: Add 15% C.P. (+) Rs.100.04Hemam PrasantaNo ratings yet
- A Spherical Pressure Vessel Has An Inside Diameter...Document2 pagesA Spherical Pressure Vessel Has An Inside Diameter...RjNo ratings yet
- Code of Practice For Structural Use of Concrete - HK - 1987Document68 pagesCode of Practice For Structural Use of Concrete - HK - 1987nebojsadj6411100% (1)