Download as docx, pdf, or txt
You might also like
- Makino Basic ProgrammingDocument104 pagesMakino Basic ProgrammingAPSARAUSA100% (8)
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- Face Milling CalculationsDocument7 pagesFace Milling CalculationsShan PinNo ratings yet
- 2016 Tacoma 3Document135 pages2016 Tacoma 3Tommy100% (1)
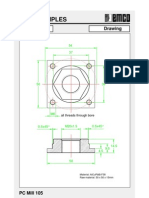
- CNC Part Program & DrawingDocument21 pagesCNC Part Program & DrawingHairedinNo ratings yet
- 78 - 8 - IC Engine ComponentsDocument8 pages78 - 8 - IC Engine Componentsrip111176No ratings yet
- CNC Turning Center ProgrammingDocument29 pagesCNC Turning Center ProgrammingSrinivas Yadav100% (1)
- Special G Codes of CNC ProgrammingDocument14 pagesSpecial G Codes of CNC ProgrammingSimon Risteski100% (1)
- ALL CNC Printouts PROGRAMS PRINTOUTDocument26 pagesALL CNC Printouts PROGRAMS PRINTOUTGajananNo ratings yet
- Nettur Technical Training Foundation Diploma in Tool and Die Making-Cp 01 Press Tool TechnologyDocument25 pagesNettur Technical Training Foundation Diploma in Tool and Die Making-Cp 01 Press Tool Technologynidhin mathewNo ratings yet
- Cam Lab ManualDocument14 pagesCam Lab Manualelangandhi0% (1)
- Cad Cam3 Unit NeelimaDocument96 pagesCad Cam3 Unit Neelimasatish86No ratings yet
- Chapter Two 2. Manual NC Part ProgrammingDocument33 pagesChapter Two 2. Manual NC Part ProgrammingMulugeta WoldeNo ratings yet
- EeeDocument88 pagesEeeShalom HaileNo ratings yet
- Question Bank Introduction To CAM: Noble Group of Institutions, JunagadhDocument5 pagesQuestion Bank Introduction To CAM: Noble Group of Institutions, JunagadhjanakNo ratings yet
- CNC EditedDocument5 pagesCNC EditedJonathan RobertNo ratings yet
- Interdisciplinary Concepts in Civil and Mechanical EngineeringDocument8 pagesInterdisciplinary Concepts in Civil and Mechanical EngineeringNarayanan SubramanianNo ratings yet
- Presentation 4Document34 pagesPresentation 4Amaterasu Susanoo TsukuyomiNo ratings yet
- SAMPLE MastercamX8 Lathe TrainingTutorialDocument53 pagesSAMPLE MastercamX8 Lathe TrainingTutorialDavid ObrienNo ratings yet
- Part Programming Manual PDFDocument80 pagesPart Programming Manual PDFTejas KumarNo ratings yet
- Tps 3910 CNC Milling MachineDocument57 pagesTps 3910 CNC Milling MachineAbdul Adavuruku Okinobanyi100% (1)
- 9 Analytical and Experimental Determination of Cutting ForcesDocument14 pages9 Analytical and Experimental Determination of Cutting ForcesPRASAD326100% (1)
- Lecture Cad CamDocument84 pagesLecture Cad Camismail_69No ratings yet
- Ch-11 NC CNC DNC FMS Automation and RoboticsDocument191 pagesCh-11 NC CNC DNC FMS Automation and RoboticsPrateek BayalNo ratings yet
- Chapter-8: Advanced MachiningDocument7 pagesChapter-8: Advanced MachiningAniruddha Bartakke100% (1)
- Machining Time CalculationsDocument11 pagesMachining Time CalculationsthirumalaikumaranNo ratings yet
- Machining Operations and Machine ToolsDocument18 pagesMachining Operations and Machine ToolsAnonymous mKdAfWifNo ratings yet
- Large Model TechniquesDocument27 pagesLarge Model TechniquesMatija RepincNo ratings yet
- Mechanical EngineeringDocument135 pagesMechanical EngineeringjitenderNo ratings yet
- Project Jig & Fixture (Jig Drawing)Document6 pagesProject Jig & Fixture (Jig Drawing)adibah ismail100% (1)
- Job CNC MillDocument11 pagesJob CNC MillHerie KrisNo ratings yet
- Unit 3 CNC Machine Tools: StructureDocument17 pagesUnit 3 CNC Machine Tools: StructureRohit GhulanavarNo ratings yet
- Module IV-Milling MachineDocument26 pagesModule IV-Milling MachineNalluriRavindra100% (2)
- Bomb CalorimeterDocument6 pagesBomb CalorimeterkemallazwarNo ratings yet
- Turning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Document4 pagesTurning: ATMH1283 CNC and Workshop Technology Machining Operation Calculation (Turning)Shan PinNo ratings yet
- Cotter Joint - Design Procedure, Problems & Question AnswerDocument15 pagesCotter Joint - Design Procedure, Problems & Question AnswernkchandruNo ratings yet
- Marking Forms With Aspects Mechanical Engineering Design-CADDocument10 pagesMarking Forms With Aspects Mechanical Engineering Design-CADNguyen Quoc TuanNo ratings yet
- VMC Slot ProgramingDocument5 pagesVMC Slot ProgramingMechanical FactsNo ratings yet
- CNC Programming Part 2Document64 pagesCNC Programming Part 2Manjunatha GrNo ratings yet
- 5 PPDocument48 pages5 PPPatel NikhilNo ratings yet
- Lathe ProgramDocument6 pagesLathe ProgramAwoke TesfaNo ratings yet
- Phases of A CNC Program1Document5 pagesPhases of A CNC Program1jebishaNo ratings yet
- Angular Indexing Part and FunctionsDocument18 pagesAngular Indexing Part and FunctionsArielle Joyce de JesusNo ratings yet
- NC2270 - Workshop Practice L2 Nov QP 2010Document5 pagesNC2270 - Workshop Practice L2 Nov QP 2010Ipfi Thanks100% (1)
- Module 1Document21 pagesModule 1AzizNo ratings yet
- CNC Milling Sample ProgramDocument16 pagesCNC Milling Sample ProgramjayyadavvpcNo ratings yet
- Demo PartDocument4 pagesDemo PartPeaceNo ratings yet
- ME83691-Computer Aided Design and ManufacturingDocument15 pagesME83691-Computer Aided Design and Manufacturingraman thiru55No ratings yet
- Chapter 12 Linear ProgrammingDocument50 pagesChapter 12 Linear ProgrammingCharandeep Singh DhingraNo ratings yet
- Workshop Practice IIDocument50 pagesWorkshop Practice IIFikremariam Ermias100% (3)
- IC FabricationDocument76 pagesIC FabricationRoshdy AbdelRassoulNo ratings yet
- Nomenclatures of Single Point Cutting Tool Using Tool Makers MicroscopeDocument7 pagesNomenclatures of Single Point Cutting Tool Using Tool Makers Microscopeविशाल पुडासैनीNo ratings yet
- Unit 4Document62 pagesUnit 4samnztNo ratings yet
- Module 2 Part 1Document147 pagesModule 2 Part 1FRANCIS THOMASNo ratings yet
- 2 CNCPDocument104 pages2 CNCPAnvit TiwariNo ratings yet
- Slide01 Introduction CNCDocument149 pagesSlide01 Introduction CNCalexiskandarNo ratings yet
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- Lab#8: Complex Part Using Tool Diameter Compensation: DescriptionDocument4 pagesLab#8: Complex Part Using Tool Diameter Compensation: DescriptionAbdul MunimNo ratings yet
- Part Programming On MillingDocument32 pagesPart Programming On MillingVidhanNo ratings yet
- Appendix A - G and M Codes: This Part Program Is Used With The Ballbar TestDocument40 pagesAppendix A - G and M Codes: This Part Program Is Used With The Ballbar TestIvan Hren100% (1)
- CNC Programming BasicsDocument53 pagesCNC Programming Basicspramod ChouguleNo ratings yet
- CyberCrimes 2Document13 pagesCyberCrimes 2Chanderprabh JainNo ratings yet
- New Proforma InternshipDocument10 pagesNew Proforma InternshipChanderprabh JainNo ratings yet
- Form For SuggestionsDocument1 pageForm For SuggestionsChanderprabh JainNo ratings yet
- Sentiment Analysis ReportDocument4 pagesSentiment Analysis ReportChanderprabh JainNo ratings yet
- VIPS 101 UV/OV/PR Voltage Relay: FeaturesDocument1 pageVIPS 101 UV/OV/PR Voltage Relay: FeaturesRavirayanpeterNo ratings yet
- Pricelist PD PDFDocument5 pagesPricelist PD PDFjaya hartonoNo ratings yet
- Echnical Ulletin: Carbon Dioxide SystemsDocument4 pagesEchnical Ulletin: Carbon Dioxide SystemsLaura GalarzaNo ratings yet
- Splicing, Termination and POWER Cable TestDocument3 pagesSplicing, Termination and POWER Cable TestEthos SeptiansyahNo ratings yet
- Furukawa Fx35 Parts ListDocument32 pagesFurukawa Fx35 Parts ListFodil ZouNo ratings yet
- Quorn User Manual PDFDocument31 pagesQuorn User Manual PDFtaiwest100% (1)
- Rekap Stock Opname AlkesDocument94 pagesRekap Stock Opname AlkestirtaNo ratings yet
- Optical Instruments Formula SheetDocument2 pagesOptical Instruments Formula SheetDeekshaNo ratings yet
- Pump CalcDocument8 pagesPump CalcMohamed FouadNo ratings yet
- Guia Rapida Lutron CasetaDocument6 pagesGuia Rapida Lutron CasetaAlexander RinconNo ratings yet
- Control de Volumen CC-64 PDFDocument16 pagesControl de Volumen CC-64 PDFPaul Solano RodasNo ratings yet
- 966l Wheel Loader Frs HydraulicDocument11 pages966l Wheel Loader Frs HydraulicReference mapiyeNo ratings yet
- Repair RF Basic PDFDocument7 pagesRepair RF Basic PDFAmeer Marco LawanNo ratings yet
- Circuit Descriptions: Section E - HydraulicsDocument1 pageCircuit Descriptions: Section E - HydraulicsВладиславГолышевNo ratings yet
- TLE-EIM Grade9 Module Quarter1 Week3and4Document11 pagesTLE-EIM Grade9 Module Quarter1 Week3and4Renzo zorillaNo ratings yet
- Manual Despiece Hydra-Matic 6T70-75Document186 pagesManual Despiece Hydra-Matic 6T70-75Enedine Ramirez100% (1)
- Hoabi 07172012 Afss MS Doc 01Document27 pagesHoabi 07172012 Afss MS Doc 01marvinNo ratings yet
- FDS SheetDocument2 pagesFDS SheetsunnyNo ratings yet
- Innotech Imt5 DsDocument4 pagesInnotech Imt5 DstrestleheadNo ratings yet
- Corepro LEDtube Installation InstructionsDocument2 pagesCorepro LEDtube Installation Instructionsfahmi setiadiNo ratings yet
- Microcor Data-Logging System: Rohrback Cosasco Systems, IncDocument4 pagesMicrocor Data-Logging System: Rohrback Cosasco Systems, Incfelio ossoNo ratings yet
- Engineering Metrology InstrumentsDocument17 pagesEngineering Metrology InstrumentsAnilChauvanNo ratings yet
- P94-1986 Inversor NGPDocument2 pagesP94-1986 Inversor NGPGonzalo GalvezNo ratings yet
- Kreg Multipurpose Work CenterDocument14 pagesKreg Multipurpose Work CenterMiguel Angel Garcia de la Rosa100% (1)
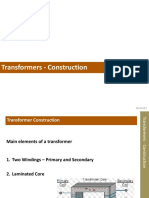
- Transformers - Construction: RG, RsetDocument16 pagesTransformers - Construction: RG, RsetKailash PandeyNo ratings yet
- Jig and FixtureDocument37 pagesJig and FixturelukmanNo ratings yet
- SSF20B220 Product DetailsDocument1 pageSSF20B220 Product DetailsJosue Crespo GonzalezNo ratings yet
- Iar 2023Document71 pagesIar 2023Realyn Sedoro FuentesNo ratings yet
- Abreviaturas InstrumentacionDocument16 pagesAbreviaturas InstrumentaciondrluisorantesNo ratings yet