
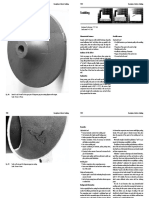
Pinholes: Description of Defects: Pinholes Description of Defects: Pinholes
Pinholes: Description of Defects: Pinholes Description of Defects: Pinholes
You might also like
- AFS Effects of Hot SandDocument10 pagesAFS Effects of Hot Sandvivek1312No ratings yet
- AFS Effects of Hot SandDocument10 pagesAFS Effects of Hot Sandvivek1312No ratings yet
- Determination Active Clay Percentage of Moulding Sand by Using Methylene BlueDocument9 pagesDetermination Active Clay Percentage of Moulding Sand by Using Methylene Bluevivek1312100% (2)
- SAT Chem 02 BondingDocument2 pagesSAT Chem 02 Bondingebola123No ratings yet
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- 23-IKO Poster Casting DefectsDocument1 page23-IKO Poster Casting DefectsGopal Jetani50% (2)
- Elkem Poster For Ductile Iron PDFDocument1 pageElkem Poster For Ductile Iron PDFvivek1312100% (4)
- White Wax 50 G White Petrolatum 950 G To Make 1000 GDocument3 pagesWhite Wax 50 G White Petrolatum 950 G To Make 1000 GRoseanne Legaspi CasayuranNo ratings yet
- Common Metallurgical Defects in Grey Cast IronDocument9 pagesCommon Metallurgical Defects in Grey Cast IronRolando Nuñez Monrroy100% (1)
- Casting Defect - Fissure DefectsDocument3 pagesCasting Defect - Fissure Defectsvivek1312No ratings yet
- FP 238Document32 pagesFP 238Mahmoud Atia100% (2)
- Filtration of Iron and Steel Castings PDFDocument24 pagesFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- Causes and Remedies of Blow Holes in SanDocument33 pagesCauses and Remedies of Blow Holes in SanNikhil KumarNo ratings yet
- Carbon Dioxide Moulding ProcessDocument17 pagesCarbon Dioxide Moulding ProcessqwertyuioNo ratings yet
- Spheriodiser Cored Wire NewDocument6 pagesSpheriodiser Cored Wire NewamitkkambleNo ratings yet
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 pagesPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaNo ratings yet
- AFS Thermal Analysis of CupsDocument12 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- Shrinkage in Iron CastingsDocument10 pagesShrinkage in Iron CastingskarthikkandaNo ratings yet
- Recovery of Magnesium in A Ductile Iron Process.: AbstractDocument8 pagesRecovery of Magnesium in A Ductile Iron Process.: AbstractJorge Prado DiazNo ratings yet
- Cast IronDocument12 pagesCast IronSurendra SonayeNo ratings yet
- Cast Iron BrochureDocument12 pagesCast Iron BrochureFlamarion BadaroNo ratings yet
- Foundry DefectsDocument12 pagesFoundry DefectsVirendra Gupta100% (1)
- Controlling The Chemistry and The and The Section Size Is Very ImportantDocument2 pagesControlling The Chemistry and The and The Section Size Is Very ImportantHeuzerGomesNo ratings yet
- Surface Graphite Degeneration in Ductile Iron CastDocument8 pagesSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNo ratings yet
- Effect of Bismuth in Ductile IronDocument4 pagesEffect of Bismuth in Ductile Ironmarcotulio123100% (2)
- Why Primary Graphite Is Bad!Document4 pagesWhy Primary Graphite Is Bad!qwsx123No ratings yet
- Simulatiing Porosity in Ductile Iron - Etip17Document2 pagesSimulatiing Porosity in Ductile Iron - Etip17yeokbinNo ratings yet
- Common Metal Casting DefectsDocument12 pagesCommon Metal Casting DefectsMACKAY9999No ratings yet
- Partition of Slag Phases in The Treatment and Pouring of Ductile IronDocument2 pagesPartition of Slag Phases in The Treatment and Pouring of Ductile Ironarnaldorcr8646No ratings yet
- Carbidic Austempered Ductile Iron - ADIDocument8 pagesCarbidic Austempered Ductile Iron - ADITayfun TezanlarNo ratings yet
- Alternative Tundish Ladle DesignDocument2 pagesAlternative Tundish Ladle Designarnaldorcr8646No ratings yet
- FP240Document28 pagesFP240igorisakovNo ratings yet
- Casting Defects in SteelsDocument4 pagesCasting Defects in SteelsShamsur Rahman Russell100% (1)
- Nitrogen Fissures Defects in Iron Castings: Back ToDocument2 pagesNitrogen Fissures Defects in Iron Castings: Back ToJustin DixonNo ratings yet
- MAG Design GuideDocument32 pagesMAG Design Guidekarthik_thanguduNo ratings yet
- Niobium in Cast IronDocument13 pagesNiobium in Cast IronTayyab HussainNo ratings yet
- Application Manual Chapter 6 - Feeding & GatingDocument148 pagesApplication Manual Chapter 6 - Feeding & GatingVishal MaliNo ratings yet
- Disamatic GatingDocument7 pagesDisamatic Gatingtanto_deep_15No ratings yet
- Metallurgical Defects of Cast Steel: SeminarDocument26 pagesMetallurgical Defects of Cast Steel: SeminarAndré RibeiroNo ratings yet
- Common Metallurgical Defects in Grey Cast Irons 2Document1 pageCommon Metallurgical Defects in Grey Cast Irons 2Rasool MohammadiNo ratings yet
- Elkem InoculacaoDocument26 pagesElkem InoculacaoeduardolavratiNo ratings yet
- Composition of Grey Cast IronDocument2 pagesComposition of Grey Cast IronPranil GhatageNo ratings yet
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923No ratings yet
- Furane Sand PDFDocument118 pagesFurane Sand PDFOscar SotomayorNo ratings yet
- Gating-Risering Sec2Document35 pagesGating-Risering Sec2jagan_4u100% (1)
- Analysis of Casting DefectsDocument20 pagesAnalysis of Casting DefectsVarun Jain100% (1)
- 256412Document68 pages256412tabibkarim100% (1)
- AntiSegregation HopperDocument5 pagesAntiSegregation Hoppermecaunidos7771No ratings yet
- Casting DefectsDocument39 pagesCasting DefectsAnup Tigga100% (3)
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocument8 pagesCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdNo ratings yet
- ATAS Metstar Kovis FoundryDocument18 pagesATAS Metstar Kovis FoundryslagmercuryNo ratings yet
- AFS Casting DefectDocument4 pagesAFS Casting Defectdarwin_huaNo ratings yet
- Principles of SolidificationDocument74 pagesPrinciples of SolidificationAnand ShivannaNo ratings yet
- RECHUPEDocument7 pagesRECHUPEmarcotulio123No ratings yet
- Pin HolesDocument4 pagesPin HolesEr WidodoNo ratings yet
- Sintering ProcessDocument4 pagesSintering ProcessNicollas Matheus100% (1)
- 07 Fissure Defects2Document3 pages07 Fissure Defects2Gh AbadiNo ratings yet
- Cacat PinholeDocument12 pagesCacat PinholeMaya Ida SilviaNo ratings yet
- Lectures On CementsDocument32 pagesLectures On CementsKaushik RNo ratings yet
- ZincDocument73 pagesZincAqsa BanoNo ratings yet
- Chemical AttackDocument35 pagesChemical AttackArjun V CivilNo ratings yet
- 5-Hot Tear PDFDocument9 pages5-Hot Tear PDFPeeka Prabhakara RaoNo ratings yet
- 01 Burnt-On SandDocument2 pages01 Burnt-On SandWert DasNo ratings yet
- 16 ScabbingDocument4 pages16 Scabbingvivek13120% (1)
- Sand Testing ProcedureDocument34 pagesSand Testing Procedurevivek1312100% (5)
- ALSTOM Different-Types-of-Mills PDFDocument39 pagesALSTOM Different-Types-of-Mills PDFvivek1312100% (1)
- Influence MN S Properties Cast IronDocument14 pagesInfluence MN S Properties Cast Ironvivek1312No ratings yet
- Common Metallurgical Defects in Ductile IronDocument1 pageCommon Metallurgical Defects in Ductile IronMehdi Koneshlou100% (1)
- The Oolitization Rate Determination of Bentonite Moulding MixturesDocument4 pagesThe Oolitization Rate Determination of Bentonite Moulding Mixturesvivek1312No ratings yet
- Foundry DefectsDocument74 pagesFoundry DefectsdanielsasikumarNo ratings yet
- Toyota PDFDocument8 pagesToyota PDFOHNo ratings yet
- Yogyata VikasDocument11 pagesYogyata Vikasvivek1312No ratings yet
- 4 OEE ExampleDocument8 pages4 OEE Examplevivek1312No ratings yet
- Gating System DesignDocument8 pagesGating System Designvivek1312No ratings yet
- GREEN SAND PREPARATION Manufacturing Lab Foundry PDFDocument21 pagesGREEN SAND PREPARATION Manufacturing Lab Foundry PDFvivek1312100% (1)
- WEAR The Wear Behaviour of Hi ChromiumDocument19 pagesWEAR The Wear Behaviour of Hi Chromiumvivek1312No ratings yet
- Expansion Silica SandDocument2 pagesExpansion Silica Sandvivek1312No ratings yet
- Mold Hardness Vs PermeabilityDocument4 pagesMold Hardness Vs Permeabilityvivek1312No ratings yet
- Mold Hardness Vs PermeabilityDocument4 pagesMold Hardness Vs Permeabilityvivek1312No ratings yet
- MM Daily - Monthly - Yearly Performance - DASH BOARD: Dispatch GCT Sales Value Rs. LacsDocument6 pagesMM Daily - Monthly - Yearly Performance - DASH BOARD: Dispatch GCT Sales Value Rs. Lacsvivek1312No ratings yet
- Green Sand For HPMLDocument2 pagesGreen Sand For HPMLvivek1312No ratings yet
- Kaizeninstitutemexico2013 130903094330Document13 pagesKaizeninstitutemexico2013 130903094330vivek1312No ratings yet
- Oxidation-Reduction by Mahima WaldiaDocument20 pagesOxidation-Reduction by Mahima WaldiaRahul Waldia100% (1)
- Qdoc - Tips - Chemistry Project On Factors Responsible For Tea XDocument21 pagesQdoc - Tips - Chemistry Project On Factors Responsible For Tea XKartikeya MishraNo ratings yet
- 1st Module - PointersDocument2 pages1st Module - PointersMariejoy Vargas Adlawan-SartigaNo ratings yet
- Product Veritas Health Science PVT LTD-1Document8 pagesProduct Veritas Health Science PVT LTD-1DRIVECURENo ratings yet
- Senza TitoloDocument28 pagesSenza TitoloGMSNo ratings yet
- Methyl Isocyanate - WikipediaDocument28 pagesMethyl Isocyanate - WikipediaABDulNafeNo ratings yet
- Anti-Fungal Activity of Carica Papaya Leaf ExtractDocument12 pagesAnti-Fungal Activity of Carica Papaya Leaf ExtractDaniel BartoloNo ratings yet
- 10 Science Notes 03 Metals and Non Metals 1Document10 pages10 Science Notes 03 Metals and Non Metals 1Rishu KaulNo ratings yet
- General BiochemistryDocument85 pagesGeneral BiochemistryHafrizDanielNo ratings yet
- Activated Carbons Produced by Pyrolysis of Waste Potato Peels Cobalt Ions Removal by AdsorptionDocument10 pagesActivated Carbons Produced by Pyrolysis of Waste Potato Peels Cobalt Ions Removal by AdsorptionLaura LambreaNo ratings yet
- Masterseal TC 242: Description Typical PropertiesDocument2 pagesMasterseal TC 242: Description Typical PropertiesGavriel NgNo ratings yet
- Periodic Table - Study NotesDocument19 pagesPeriodic Table - Study NotesTamoghna DeyNo ratings yet
- Chem 26.1 Practicals ReviewerDocument2 pagesChem 26.1 Practicals ReviewerKyla JavierNo ratings yet
- Worley Parsons - Balikpapan Project Overview - 2020Document4 pagesWorley Parsons - Balikpapan Project Overview - 2020Vraja DasiNo ratings yet
- Mark Scheme Jan 1996 Unit-1Document10 pagesMark Scheme Jan 1996 Unit-1Samira MahmoodNo ratings yet
- Enhanced Thermal Destruction of Toxic Microalgal Biomass by Using CO2Document9 pagesEnhanced Thermal Destruction of Toxic Microalgal Biomass by Using CO2Julian De BedoutNo ratings yet
- AVIS - Brucellosis - OIE Laboratory Techniques Antigen Production RBTDocument1 pageAVIS - Brucellosis - OIE Laboratory Techniques Antigen Production RBTRofiqul AlaNo ratings yet
- Application of Low Fouling RO Membrane Elements For Reclamation of Municipal WastewaterDocument17 pagesApplication of Low Fouling RO Membrane Elements For Reclamation of Municipal Wastewaterzerocool86No ratings yet
- Application Note Vapor Recovery Units PDFDocument4 pagesApplication Note Vapor Recovery Units PDFNicolae VisanNo ratings yet
- Electronegativity and The Bond TriangleDocument9 pagesElectronegativity and The Bond TriangleKSmklNo ratings yet
- Crystal Field Theory of Coordination ComplexesDocument2 pagesCrystal Field Theory of Coordination ComplexesMohammed ZiyadNo ratings yet
- PhEd-Some Basic Concepts of Chemistry-W.SDocument18 pagesPhEd-Some Basic Concepts of Chemistry-W.SSubharna ChauhanNo ratings yet
- I. Chaouki, L. Mouhir, M. Fekhaoui, A. El Abidi, A. Bellaouchou, M. El MorhitDocument10 pagesI. Chaouki, L. Mouhir, M. Fekhaoui, A. El Abidi, A. Bellaouchou, M. El MorhitBenjelloun MehdiNo ratings yet
- Name Reaction by Ashish SirDocument10 pagesName Reaction by Ashish SirSrishant KumarNo ratings yet
- Assecheur D'air COMEM-EnDocument7 pagesAssecheur D'air COMEM-EnTarek FawzyNo ratings yet
- Cloud PointDocument1 pageCloud PointRavi ShankarNo ratings yet
- Molecular Mechanism of Fluoride Induced Oxidative Stress and Its Possible Reversal by Chelation TherapyDocument27 pagesMolecular Mechanism of Fluoride Induced Oxidative Stress and Its Possible Reversal by Chelation TherapyAshitosh KumarNo ratings yet
- Alcohol Phenol Ethers Solved QuestionsDocument21 pagesAlcohol Phenol Ethers Solved QuestionssauravNo ratings yet












































































































Download as pdf or txt
You might also like
- AFS Effects of Hot SandDocument10 pagesAFS Effects of Hot Sandvivek1312No ratings yet
- AFS Effects of Hot SandDocument10 pagesAFS Effects of Hot Sandvivek1312No ratings yet
- Determination Active Clay Percentage of Moulding Sand by Using Methylene BlueDocument9 pagesDetermination Active Clay Percentage of Moulding Sand by Using Methylene Bluevivek1312100% (2)
- SAT Chem 02 BondingDocument2 pagesSAT Chem 02 Bondingebola123No ratings yet
- GAS PROBLEM in Steel Sand CastingsDocument7 pagesGAS PROBLEM in Steel Sand CastingsVasu RajaNo ratings yet
- 23-IKO Poster Casting DefectsDocument1 page23-IKO Poster Casting DefectsGopal Jetani50% (2)
- Elkem Poster For Ductile Iron PDFDocument1 pageElkem Poster For Ductile Iron PDFvivek1312100% (4)
- White Wax 50 G White Petrolatum 950 G To Make 1000 GDocument3 pagesWhite Wax 50 G White Petrolatum 950 G To Make 1000 GRoseanne Legaspi CasayuranNo ratings yet
- Common Metallurgical Defects in Grey Cast IronDocument9 pagesCommon Metallurgical Defects in Grey Cast IronRolando Nuñez Monrroy100% (1)
- Casting Defect - Fissure DefectsDocument3 pagesCasting Defect - Fissure Defectsvivek1312No ratings yet
- FP 238Document32 pagesFP 238Mahmoud Atia100% (2)
- Filtration of Iron and Steel Castings PDFDocument24 pagesFiltration of Iron and Steel Castings PDFbvphimanshu100% (1)
- Causes and Remedies of Blow Holes in SanDocument33 pagesCauses and Remedies of Blow Holes in SanNikhil KumarNo ratings yet
- Carbon Dioxide Moulding ProcessDocument17 pagesCarbon Dioxide Moulding ProcessqwertyuioNo ratings yet
- Spheriodiser Cored Wire NewDocument6 pagesSpheriodiser Cored Wire NewamitkkambleNo ratings yet
- Positioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationDocument8 pagesPositioning Ceramic Foam Filters in Gating System For Casting Alloy FiltrationSiddharth GuptaNo ratings yet
- AFS Thermal Analysis of CupsDocument12 pagesAFS Thermal Analysis of Cupsyash_ganatraNo ratings yet
- Shrinkage in Iron CastingsDocument10 pagesShrinkage in Iron CastingskarthikkandaNo ratings yet
- Recovery of Magnesium in A Ductile Iron Process.: AbstractDocument8 pagesRecovery of Magnesium in A Ductile Iron Process.: AbstractJorge Prado DiazNo ratings yet
- Cast IronDocument12 pagesCast IronSurendra SonayeNo ratings yet
- Cast Iron BrochureDocument12 pagesCast Iron BrochureFlamarion BadaroNo ratings yet
- Foundry DefectsDocument12 pagesFoundry DefectsVirendra Gupta100% (1)
- Controlling The Chemistry and The and The Section Size Is Very ImportantDocument2 pagesControlling The Chemistry and The and The Section Size Is Very ImportantHeuzerGomesNo ratings yet
- Surface Graphite Degeneration in Ductile Iron CastDocument8 pagesSurface Graphite Degeneration in Ductile Iron CastKhairul MuzafarNo ratings yet
- Effect of Bismuth in Ductile IronDocument4 pagesEffect of Bismuth in Ductile Ironmarcotulio123100% (2)
- Why Primary Graphite Is Bad!Document4 pagesWhy Primary Graphite Is Bad!qwsx123No ratings yet
- Simulatiing Porosity in Ductile Iron - Etip17Document2 pagesSimulatiing Porosity in Ductile Iron - Etip17yeokbinNo ratings yet
- Common Metal Casting DefectsDocument12 pagesCommon Metal Casting DefectsMACKAY9999No ratings yet
- Partition of Slag Phases in The Treatment and Pouring of Ductile IronDocument2 pagesPartition of Slag Phases in The Treatment and Pouring of Ductile Ironarnaldorcr8646No ratings yet
- Carbidic Austempered Ductile Iron - ADIDocument8 pagesCarbidic Austempered Ductile Iron - ADITayfun TezanlarNo ratings yet
- Alternative Tundish Ladle DesignDocument2 pagesAlternative Tundish Ladle Designarnaldorcr8646No ratings yet
- FP240Document28 pagesFP240igorisakovNo ratings yet
- Casting Defects in SteelsDocument4 pagesCasting Defects in SteelsShamsur Rahman Russell100% (1)
- Nitrogen Fissures Defects in Iron Castings: Back ToDocument2 pagesNitrogen Fissures Defects in Iron Castings: Back ToJustin DixonNo ratings yet
- MAG Design GuideDocument32 pagesMAG Design Guidekarthik_thanguduNo ratings yet
- Niobium in Cast IronDocument13 pagesNiobium in Cast IronTayyab HussainNo ratings yet
- Application Manual Chapter 6 - Feeding & GatingDocument148 pagesApplication Manual Chapter 6 - Feeding & GatingVishal MaliNo ratings yet
- Disamatic GatingDocument7 pagesDisamatic Gatingtanto_deep_15No ratings yet
- Metallurgical Defects of Cast Steel: SeminarDocument26 pagesMetallurgical Defects of Cast Steel: SeminarAndré RibeiroNo ratings yet
- Common Metallurgical Defects in Grey Cast Irons 2Document1 pageCommon Metallurgical Defects in Grey Cast Irons 2Rasool MohammadiNo ratings yet
- Elkem InoculacaoDocument26 pagesElkem InoculacaoeduardolavratiNo ratings yet
- Composition of Grey Cast IronDocument2 pagesComposition of Grey Cast IronPranil GhatageNo ratings yet
- Introduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13Document13 pagesIntroduction in Alloys and Influence of Elements: Alloys and Melting 01 - Alloys - and - Melting - EN - Docx 1/13luisA1923No ratings yet
- Furane Sand PDFDocument118 pagesFurane Sand PDFOscar SotomayorNo ratings yet
- Gating-Risering Sec2Document35 pagesGating-Risering Sec2jagan_4u100% (1)
- Analysis of Casting DefectsDocument20 pagesAnalysis of Casting DefectsVarun Jain100% (1)
- 256412Document68 pages256412tabibkarim100% (1)
- AntiSegregation HopperDocument5 pagesAntiSegregation Hoppermecaunidos7771No ratings yet
- Casting DefectsDocument39 pagesCasting DefectsAnup Tigga100% (3)
- Effect of Minor and Trace Elements in Cast IronDocument2 pagesEffect of Minor and Trace Elements in Cast IronsachinguptachdNo ratings yet
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocument8 pagesCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdNo ratings yet
- ATAS Metstar Kovis FoundryDocument18 pagesATAS Metstar Kovis FoundryslagmercuryNo ratings yet
- AFS Casting DefectDocument4 pagesAFS Casting Defectdarwin_huaNo ratings yet
- Principles of SolidificationDocument74 pagesPrinciples of SolidificationAnand ShivannaNo ratings yet
- RECHUPEDocument7 pagesRECHUPEmarcotulio123No ratings yet
- Pin HolesDocument4 pagesPin HolesEr WidodoNo ratings yet
- Sintering ProcessDocument4 pagesSintering ProcessNicollas Matheus100% (1)
- 07 Fissure Defects2Document3 pages07 Fissure Defects2Gh AbadiNo ratings yet
- Cacat PinholeDocument12 pagesCacat PinholeMaya Ida SilviaNo ratings yet
- Lectures On CementsDocument32 pagesLectures On CementsKaushik RNo ratings yet
- ZincDocument73 pagesZincAqsa BanoNo ratings yet
- Chemical AttackDocument35 pagesChemical AttackArjun V CivilNo ratings yet
- 5-Hot Tear PDFDocument9 pages5-Hot Tear PDFPeeka Prabhakara RaoNo ratings yet
- 01 Burnt-On SandDocument2 pages01 Burnt-On SandWert DasNo ratings yet
- 16 ScabbingDocument4 pages16 Scabbingvivek13120% (1)
- Sand Testing ProcedureDocument34 pagesSand Testing Procedurevivek1312100% (5)
- ALSTOM Different-Types-of-Mills PDFDocument39 pagesALSTOM Different-Types-of-Mills PDFvivek1312100% (1)
- Influence MN S Properties Cast IronDocument14 pagesInfluence MN S Properties Cast Ironvivek1312No ratings yet
- Common Metallurgical Defects in Ductile IronDocument1 pageCommon Metallurgical Defects in Ductile IronMehdi Koneshlou100% (1)
- The Oolitization Rate Determination of Bentonite Moulding MixturesDocument4 pagesThe Oolitization Rate Determination of Bentonite Moulding Mixturesvivek1312No ratings yet
- Foundry DefectsDocument74 pagesFoundry DefectsdanielsasikumarNo ratings yet
- Toyota PDFDocument8 pagesToyota PDFOHNo ratings yet
- Yogyata VikasDocument11 pagesYogyata Vikasvivek1312No ratings yet
- 4 OEE ExampleDocument8 pages4 OEE Examplevivek1312No ratings yet
- Gating System DesignDocument8 pagesGating System Designvivek1312No ratings yet
- GREEN SAND PREPARATION Manufacturing Lab Foundry PDFDocument21 pagesGREEN SAND PREPARATION Manufacturing Lab Foundry PDFvivek1312100% (1)
- WEAR The Wear Behaviour of Hi ChromiumDocument19 pagesWEAR The Wear Behaviour of Hi Chromiumvivek1312No ratings yet
- Expansion Silica SandDocument2 pagesExpansion Silica Sandvivek1312No ratings yet
- Mold Hardness Vs PermeabilityDocument4 pagesMold Hardness Vs Permeabilityvivek1312No ratings yet
- Mold Hardness Vs PermeabilityDocument4 pagesMold Hardness Vs Permeabilityvivek1312No ratings yet
- MM Daily - Monthly - Yearly Performance - DASH BOARD: Dispatch GCT Sales Value Rs. LacsDocument6 pagesMM Daily - Monthly - Yearly Performance - DASH BOARD: Dispatch GCT Sales Value Rs. Lacsvivek1312No ratings yet
- Green Sand For HPMLDocument2 pagesGreen Sand For HPMLvivek1312No ratings yet
- Kaizeninstitutemexico2013 130903094330Document13 pagesKaizeninstitutemexico2013 130903094330vivek1312No ratings yet
- Oxidation-Reduction by Mahima WaldiaDocument20 pagesOxidation-Reduction by Mahima WaldiaRahul Waldia100% (1)
- Qdoc - Tips - Chemistry Project On Factors Responsible For Tea XDocument21 pagesQdoc - Tips - Chemistry Project On Factors Responsible For Tea XKartikeya MishraNo ratings yet
- 1st Module - PointersDocument2 pages1st Module - PointersMariejoy Vargas Adlawan-SartigaNo ratings yet
- Product Veritas Health Science PVT LTD-1Document8 pagesProduct Veritas Health Science PVT LTD-1DRIVECURENo ratings yet
- Senza TitoloDocument28 pagesSenza TitoloGMSNo ratings yet
- Methyl Isocyanate - WikipediaDocument28 pagesMethyl Isocyanate - WikipediaABDulNafeNo ratings yet
- Anti-Fungal Activity of Carica Papaya Leaf ExtractDocument12 pagesAnti-Fungal Activity of Carica Papaya Leaf ExtractDaniel BartoloNo ratings yet
- 10 Science Notes 03 Metals and Non Metals 1Document10 pages10 Science Notes 03 Metals and Non Metals 1Rishu KaulNo ratings yet
- General BiochemistryDocument85 pagesGeneral BiochemistryHafrizDanielNo ratings yet
- Activated Carbons Produced by Pyrolysis of Waste Potato Peels Cobalt Ions Removal by AdsorptionDocument10 pagesActivated Carbons Produced by Pyrolysis of Waste Potato Peels Cobalt Ions Removal by AdsorptionLaura LambreaNo ratings yet
- Masterseal TC 242: Description Typical PropertiesDocument2 pagesMasterseal TC 242: Description Typical PropertiesGavriel NgNo ratings yet
- Periodic Table - Study NotesDocument19 pagesPeriodic Table - Study NotesTamoghna DeyNo ratings yet
- Chem 26.1 Practicals ReviewerDocument2 pagesChem 26.1 Practicals ReviewerKyla JavierNo ratings yet
- Worley Parsons - Balikpapan Project Overview - 2020Document4 pagesWorley Parsons - Balikpapan Project Overview - 2020Vraja DasiNo ratings yet
- Mark Scheme Jan 1996 Unit-1Document10 pagesMark Scheme Jan 1996 Unit-1Samira MahmoodNo ratings yet
- Enhanced Thermal Destruction of Toxic Microalgal Biomass by Using CO2Document9 pagesEnhanced Thermal Destruction of Toxic Microalgal Biomass by Using CO2Julian De BedoutNo ratings yet
- AVIS - Brucellosis - OIE Laboratory Techniques Antigen Production RBTDocument1 pageAVIS - Brucellosis - OIE Laboratory Techniques Antigen Production RBTRofiqul AlaNo ratings yet
- Application of Low Fouling RO Membrane Elements For Reclamation of Municipal WastewaterDocument17 pagesApplication of Low Fouling RO Membrane Elements For Reclamation of Municipal Wastewaterzerocool86No ratings yet
- Application Note Vapor Recovery Units PDFDocument4 pagesApplication Note Vapor Recovery Units PDFNicolae VisanNo ratings yet
- Electronegativity and The Bond TriangleDocument9 pagesElectronegativity and The Bond TriangleKSmklNo ratings yet
- Crystal Field Theory of Coordination ComplexesDocument2 pagesCrystal Field Theory of Coordination ComplexesMohammed ZiyadNo ratings yet
- PhEd-Some Basic Concepts of Chemistry-W.SDocument18 pagesPhEd-Some Basic Concepts of Chemistry-W.SSubharna ChauhanNo ratings yet
- I. Chaouki, L. Mouhir, M. Fekhaoui, A. El Abidi, A. Bellaouchou, M. El MorhitDocument10 pagesI. Chaouki, L. Mouhir, M. Fekhaoui, A. El Abidi, A. Bellaouchou, M. El MorhitBenjelloun MehdiNo ratings yet
- Name Reaction by Ashish SirDocument10 pagesName Reaction by Ashish SirSrishant KumarNo ratings yet
- Assecheur D'air COMEM-EnDocument7 pagesAssecheur D'air COMEM-EnTarek FawzyNo ratings yet
- Cloud PointDocument1 pageCloud PointRavi ShankarNo ratings yet
- Molecular Mechanism of Fluoride Induced Oxidative Stress and Its Possible Reversal by Chelation TherapyDocument27 pagesMolecular Mechanism of Fluoride Induced Oxidative Stress and Its Possible Reversal by Chelation TherapyAshitosh KumarNo ratings yet
- Alcohol Phenol Ethers Solved QuestionsDocument21 pagesAlcohol Phenol Ethers Solved QuestionssauravNo ratings yet