Download as pdf or txt
You might also like
- 99 AX Booster Assembly ManualDocument34 pages99 AX Booster Assembly ManualFernando NunezNo ratings yet
- QuickServe Online - (4021539) QST30 Service ManualDocument7 pagesQuickServe Online - (4021539) QST30 Service Manualjengandxb33% (3)
- QuickServe Online - (3666121) Holset® Air Compressors Master Repair ManualDocument2 pagesQuickServe Online - (3666121) Holset® Air Compressors Master Repair ManualjengandxbNo ratings yet
- QSK78 Owners Manual PDFDocument17 pagesQSK78 Owners Manual PDFjengandxb100% (2)
- QuickServe Online - (5411406) Fluids For Cummins® Products Service ManualDocument7 pagesQuickServe Online - (5411406) Fluids For Cummins® Products Service Manualjengandxb100% (1)
- K38, K50, Owners ManualDocument3 pagesK38, K50, Owners ManualjengandxbNo ratings yet
- CentinalDocument2 pagesCentinaljengandxb0% (1)
- QSK78 Troubleshooting and Repair Manual PDFDocument4 pagesQSK78 Troubleshooting and Repair Manual PDFjengandxbNo ratings yet
- Smash FW110 PDFDocument66 pagesSmash FW110 PDFbrian balmater50% (2)
- Mayweather-McGregor Unofficial Blank ScorecardDocument1 pageMayweather-McGregor Unofficial Blank ScorecardOskar GarciaNo ratings yet
- Piston RingsDocument1 pagePiston RingsOlimpiu Vuia100% (1)
- QuickServe Online - (3666422) ICON™ Idle Control SystemDocument18 pagesQuickServe Online - (3666422) ICON™ Idle Control Systemjengandxb100% (1)
- QuickServe Online - (4021528) GTA38, K38, K50, QSK38, and QSK50 Service ManualDocument9 pagesQuickServe Online - (4021528) GTA38, K38, K50, QSK38, and QSK50 Service Manualjengandxb100% (2)
- Main Bearing Torque K50Document1 pageMain Bearing Torque K50jengandxb100% (1)
- Main Bearing Torque K50Document1 pageMain Bearing Torque K50jengandxb100% (1)
- Katalog New Holland Kombayn tc56 Combine PDFDocument783 pagesKatalog New Holland Kombayn tc56 Combine PDFAndreyIvanovNo ratings yet
- 2 1 E28093 Structure and Function of The Ventilation SystemDocument10 pages2 1 E28093 Structure and Function of The Ventilation Systemapi-343368893No ratings yet
- Installation Instructions Oil Filter Relocation Kit PART # 15749Document2 pagesInstallation Instructions Oil Filter Relocation Kit PART # 15749Alex BernalNo ratings yet
- 4000 Winch NarDocument14 pages4000 Winch NarJITENDRA KUMAR SHARMANo ratings yet
- Installation Guide: Isnorkel020Document6 pagesInstallation Guide: Isnorkel020Miguel CerdaNo ratings yet
- Instalación SnorkelDocument5 pagesInstalación SnorkelManoloNo ratings yet
- Piston Kit InstructionsDocument2 pagesPiston Kit InstructionsMoto ExpertNo ratings yet
- Installation Work Instructions For Mechanical SealDocument2 pagesInstallation Work Instructions For Mechanical SealAnees Ud DinNo ratings yet
- 1CV Overhaul PDFDocument15 pages1CV Overhaul PDFsteve@air-innovations.co.zaNo ratings yet
- Daewo Matiz2Document54 pagesDaewo Matiz2hipo84575% (4)
- C5 - C6 - Z06 Corvette Install ManualDocument46 pagesC5 - C6 - Z06 Corvette Install ManualAdam GrahamNo ratings yet
- Transfer CaseDocument6 pagesTransfer CaseTim SmithNo ratings yet
- May Cap Da Voi Nhiet DienDocument14 pagesMay Cap Da Voi Nhiet Dienlinhcdt3No ratings yet
- Group 4-Cylinder BlockDocument48 pagesGroup 4-Cylinder BlockNikkikumar MaisuriyaNo ratings yet
- Jet 700 4l60 e Billet Powr ServoDocument4 pagesJet 700 4l60 e Billet Powr ServoJavier VelasquezNo ratings yet
- Hyundai Coupe 2.0Document11 pagesHyundai Coupe 2.0BrandonHiDudNo ratings yet
- Maintenance Procedure MK 17Document5 pagesMaintenance Procedure MK 17HankNo ratings yet
- Ringendgap Piston Ring 4jb1Document3 pagesRingendgap Piston Ring 4jb1Shimmer CrossbonesNo ratings yet
- CanrigBJWPC ICO Manual PDFDocument42 pagesCanrigBJWPC ICO Manual PDFCarlos Patiño SuarezNo ratings yet
- Manual EVK SealDocument18 pagesManual EVK Sealpanamajack26No ratings yet
- g312 ManualDocument14 pagesg312 Manualflasher_for_nokiaNo ratings yet
- Installing T400 Load Sensors: Doc #: 11080 Rev:A T400 InstallationDocument7 pagesInstalling T400 Load Sensors: Doc #: 11080 Rev:A T400 InstallationHusnulKhotimahNo ratings yet
- SKF Mount - 22232 CCK-W33 - Hydraulic Nut - Adapter SleeveDocument11 pagesSKF Mount - 22232 CCK-W33 - Hydraulic Nut - Adapter SleeveMohamed Abo elkhairNo ratings yet
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB Seriesaliihsan3461No ratings yet
- Ring and Pinion Installation InstructionsDocument8 pagesRing and Pinion Installation InstructionsJonathanNo ratings yet
- Hyco - 091 7010 0Document12 pagesHyco - 091 7010 0david mendozaNo ratings yet
- Installation Instructions: BW Seals Q, QB SeriesDocument8 pagesInstallation Instructions: BW Seals Q, QB SeriesJoseGarciaRNo ratings yet
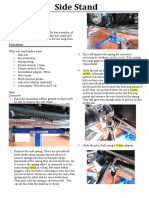
- Side Stand DraftDocument3 pagesSide Stand Draftapi-327987286100% (1)
- Rammer 1655 Service 2015Document52 pagesRammer 1655 Service 2015SerkanAlNo ratings yet
- TPMSposter90 1033Document1 pageTPMSposter90 1033robertfrick100% (1)
- Propeller Fitting InstructionsDocument7 pagesPropeller Fitting Instructionsrubens0001No ratings yet
- Starrett 3814 ManualDocument15 pagesStarrett 3814 ManualcdokepNo ratings yet
- SOP TemplateDocument2 pagesSOP TemplateAnkur Dhir100% (1)
- VE5C VE Commodore Hard Lid ManualDocument13 pagesVE5C VE Commodore Hard Lid ManualmathewNo ratings yet
- RP2Document24 pagesRP2Vennia PapadipoulouNo ratings yet
- TEM FluidEnds MPDocument15 pagesTEM FluidEnds MPGeorge BuitragoNo ratings yet
- TTR125 150BigBore Update2Document4 pagesTTR125 150BigBore Update2eddielindermannNo ratings yet
- Kbu KBZ3Document9 pagesKbu KBZ3Andrew VNo ratings yet
- 186 6802 0revb - 1Document8 pages186 6802 0revb - 1marranNo ratings yet
- Piston Ring Installation GenericDocument1 pagePiston Ring Installation GenericMinibikeTech100% (1)
- DYNAenergetics 1.90 Short Mechanical Firing Head Re-Dress ProcedureDocument8 pagesDYNAenergetics 1.90 Short Mechanical Firing Head Re-Dress ProceduremahsaNo ratings yet
- JC 2648 Seal IOM Manual PDFDocument4 pagesJC 2648 Seal IOM Manual PDFRené Mora-CasalNo ratings yet
- Engine Air Intake: Service When IndicatedDocument14 pagesEngine Air Intake: Service When IndicatedLeandro Sienra100% (1)
- Cummins Injector Install ProcedureDocument15 pagesCummins Injector Install ProcedureLawrence Shafer100% (7)
- Engine Assembly-Repair ProcedurDocument24 pagesEngine Assembly-Repair Procedurfebri yuliantoNo ratings yet
- Equipment Assembly A3Document3 pagesEquipment Assembly A3adamnassir91No ratings yet
- Tool List: Please Read Completely Before BeginningDocument5 pagesTool List: Please Read Completely Before BeginningDavíð Örn SvavarssonNo ratings yet
- Rear SealDocument9 pagesRear SealHammad Uddin JamilyNo ratings yet
- Assembly and Disaassembly of PumpsDocument5 pagesAssembly and Disaassembly of Pumpsshin deiru100% (1)
- Injectors STCDocument7 pagesInjectors STCLionnel ParantNo ratings yet
- IS233Document2 pagesIS233Carlos Lara CastroNo ratings yet
- SAP PARTS: Installation Guidelines For Installation Guidelines For Duo-Cone SealsDocument5 pagesSAP PARTS: Installation Guidelines For Installation Guidelines For Duo-Cone SealsRavi MirzaNo ratings yet
- Chapter (4) Pump InstallationDocument21 pagesChapter (4) Pump Installationkarioke mohaNo ratings yet
- ClutchtDocument6 pagesClutchtchanakawidNo ratings yet
- Install The ATF (Automatic Transaxle Fluid) Oil Cooler Hoses (C) - Page 116 of 138Document15 pagesInstall The ATF (Automatic Transaxle Fluid) Oil Cooler Hoses (C) - Page 116 of 138flash_24014910No ratings yet
- Cylinder Block - Repair ProcedurDocument34 pagesCylinder Block - Repair Procedurfebri yulianto100% (1)
- QFC Valve ManualDocument27 pagesQFC Valve ManualLeandro100% (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- K38 - Cylinder Head InstallationDocument3 pagesK38 - Cylinder Head InstallationjengandxbNo ratings yet
- QuickServe Online - (4915540) QSX15 Owners ManualDocument4 pagesQuickServe Online - (4915540) QSX15 Owners ManualjengandxbNo ratings yet
- Fault Code 113: Electronic Step Timing Control (STC) CircuitDocument2 pagesFault Code 113: Electronic Step Timing Control (STC) CircuitjengandxbNo ratings yet
- Preparatory Steps: (/qs3/pubsys2/xml/en/manual/4021528/4021528-Titlepage - HTML)Document7 pagesPreparatory Steps: (/qs3/pubsys2/xml/en/manual/4021528/4021528-Titlepage - HTML)jengandxbNo ratings yet
- Remove: (/qs3/pubsys2/xml/en/manual/4021539/4021539-Titlepage - HTML)Document2 pagesRemove: (/qs3/pubsys2/xml/en/manual/4021539/4021539-Titlepage - HTML)jengandxbNo ratings yet
- ECM TroubleshootingDocument27 pagesECM Troubleshootingjengandxb100% (4)
- Preparatory Steps: (/qs3/pubsys2/xml/en/manual/4021528/4021528-Titlepage - HTML)Document7 pagesPreparatory Steps: (/qs3/pubsys2/xml/en/manual/4021528/4021528-Titlepage - HTML)jengandxbNo ratings yet
- QSK78 Troubleshooting and Repair ManualDocument4 pagesQSK78 Troubleshooting and Repair Manualjengandxb0% (1)
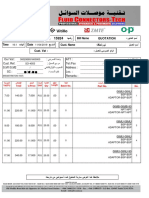
- Pay Type No. Bill Name Cust. Name Time Date Cust. VatDocument3 pagesPay Type No. Bill Name Cust. Name Time Date Cust. VatjengandxbNo ratings yet
- Cummins K-50 Performance PartsDocument10 pagesCummins K-50 Performance Partsjengandxb100% (1)
- General Information: Industrial EnginesDocument17 pagesGeneral Information: Industrial EnginesjengandxbNo ratings yet
- Pay Type No. Bill Name Cust. Name Time Date Cust. VatDocument3 pagesPay Type No. Bill Name Cust. Name Time Date Cust. VatjengandxbNo ratings yet
- Pay Type No. Bill Name Cust. Name Time Date Cust. Vat::: QuotationDocument3 pagesPay Type No. Bill Name Cust. Name Time Date Cust. Vat::: QuotationjengandxbNo ratings yet
- Pay Type No. Bill Name Cust. Name Time Date Cust. VatDocument6 pagesPay Type No. Bill Name Cust. Name Time Date Cust. VatjengandxbNo ratings yet
- Electronic Parts Catalog - Option DetailDocument2 pagesElectronic Parts Catalog - Option DetailjengandxbNo ratings yet
- LinersDocument4 pagesLinersjengandxbNo ratings yet
- Single Phase AlternatorsDocument3 pagesSingle Phase AlternatorsjengandxbNo ratings yet
- K50 Cylinder Head TorqueDocument1 pageK50 Cylinder Head Torquejengandxb100% (1)
- Make Your Own Miniature Electric Hub Motor - 6Document12 pagesMake Your Own Miniature Electric Hub Motor - 6jengandxbNo ratings yet
- Pil - Sport - Football - 20190927Document42 pagesPil - Sport - Football - 20190927VEMATELNo ratings yet
- Lesson 7 Computer Workstation ErgonomicsDocument17 pagesLesson 7 Computer Workstation ErgonomicsRonaldo PalomaNo ratings yet
- Big, Bigger, BiggestDocument2 pagesBig, Bigger, BiggestAdelaide TeixeiraNo ratings yet
- Cronin 2006Document10 pagesCronin 2006asepsumpenaNo ratings yet
- Mantenimiento de Caja Chery QQ PDFDocument14 pagesMantenimiento de Caja Chery QQ PDFJose FerrerNo ratings yet
- Rodrigo Costa Felix Fado PortugueseDocument7 pagesRodrigo Costa Felix Fado Portuguesetpwalker0% (1)
- Fall 2023 Brochure Darien YMCADocument22 pagesFall 2023 Brochure Darien YMCAPatty KaneNo ratings yet
- Customized For Your Members, Trainers & BusinessDocument29 pagesCustomized For Your Members, Trainers & BusinessPancrasio PancrasioNo ratings yet
- Pe Obe Syllabus in P.E 4 Ball SportsDocument8 pagesPe Obe Syllabus in P.E 4 Ball SportsPeter Jhon TaroyNo ratings yet
- RK Chain Guide ChartDocument5 pagesRK Chain Guide ChartSalam AbdulNo ratings yet
- History of Indian Sport by Dr. Rajkumar G MalkappagolDocument3 pagesHistory of Indian Sport by Dr. Rajkumar G MalkappagolRolwynloboNo ratings yet
- Reinforcing Accessories Starter Bars Footing Cages Ribwire SpiralsDocument1 pageReinforcing Accessories Starter Bars Footing Cages Ribwire SpiralsAnonymous imkwF8N7TeNo ratings yet
- Talleres Finalización Primer PeriodoDocument8 pagesTalleres Finalización Primer PeriodoFerley Caso PNo ratings yet
- Surya NamaskarDocument12 pagesSurya NamaskarBaskaran Sowrirajulu100% (1)
- The Quick and Simple RPG SystemDocument9 pagesThe Quick and Simple RPG SystemAxel RagnarsonNo ratings yet
- D&D 5E - Homebrew - Pistoleiro (Spellslinger)Document12 pagesD&D 5E - Homebrew - Pistoleiro (Spellslinger)Pedro Lucas0% (1)
- Komatsu W60 Wheel Loader: Looking To Purchase This Item? Need To Sell Equipment?Document2 pagesKomatsu W60 Wheel Loader: Looking To Purchase This Item? Need To Sell Equipment?eka sukanda0% (1)
- Mta Alumni RosterDocument12 pagesMta Alumni Rosterapi-293637068No ratings yet
- THREE X THREE Video Drill GuideDocument3 pagesTHREE X THREE Video Drill GuideAmlan PatiNo ratings yet
- Crash 2023 06 14 - 17.15.26 FMLDocument5 pagesCrash 2023 06 14 - 17.15.26 FMLEspeciales ???No ratings yet
- Grimoire of Heart Character SheetDocument16 pagesGrimoire of Heart Character Sheetnão interessaNo ratings yet
- 1500 Metres Official.Document2 pages1500 Metres Official.RICHARDNo ratings yet
- RE 2 - M222CIL MPT PM LSP 3001 - Rev B1 PDFDocument6 pagesRE 2 - M222CIL MPT PM LSP 3001 - Rev B1 PDFsumit kumarNo ratings yet
- Directory Producers & EngineersDocument14 pagesDirectory Producers & Engineersstudio1bcNo ratings yet
- Hope 2 Q3 M3Document14 pagesHope 2 Q3 M3Earl Mienard MonaresNo ratings yet
- Hartman Training CourseDocument18 pagesHartman Training CourseJuan Pablo Cortes CallejasNo ratings yet