Professional Documents
Culture Documents
Clamping Tools
Clamping Tools
Uploaded by
Иван РадивојевићCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Clamping Tools
Clamping Tools
Uploaded by
Иван РадивојевићCopyright:
Available Formats
katalog.book Seite 508 Samstag, 8.
Mrz 2014 3:56 15
Clamping tools
Chapter overview
Chapter overview continued >>
Drilling clamps
Pre-setting equipment
Clamping tools
Reduction-extension sleeves
510
Tool furnishing
581
Morse taper ejecting drifts and arbours
511
Tool pre-setting
582
Drill chucks
512
Lathe and cut-off tools accessories
Centres
587
Thread-cutting tools
Tapping chuck
515
Cams
592
Thread-cutting apparatus
518
Tool holders for conventional lathes
593
Clamping spindles for lathes and grinders
598
Lathe chucks
599
Tool holders for NC lathes
617
Tool holders
Tool holding fixtures selection overview
Tool holding fixtures DIN 2080
Tool holding fixtures DIN 69871 ST 40
519
520
523
Magnetic clamping technology
Tool holding fixtures DIN 69871 ST 50
538
Permanent magnet clamping plates
623
Tool holding fixtures JIS B 6339 MAS BT
541
Permanent magnet round chucks
625
Tool holding fixtures Morse taper /
shank
543
Electromagnetic clamping plates
626
Tool holding fixtures DIN 69893 HSK
544
Magnetic clamping accessories
626
Tool holding fixtures accessories
561
Vacuum clamping devices
Vacuum clamping devices
629
Dividing heads
631
Slide guideways
634
Shrink method
Dividing heads
Horizontal shrink systems
Vertical shrink systems
576
578
Tool guides
Shrink accessories
580
Chapter overview continued >>
508
Edition 5
katalog.book Seite 509 Samstag, 8. Mrz 2014 3:56 15
Clamping tools
Chapter overview
Mechanical clamping elements
636
Quick action clamps
650
Clamping tools
Conventional workpiece clamping
Positioning pieces
Parallel underlays
659
Mounting devices
661
Workpiece clamping
Workpiece clamping selection overview
663
Workpiece stops
664
Precision vices
665
Drilling machine vices
666
Machine vices
667
High pressure machine vices
670
3- and 5-axis machine vices
677
Multiple clamping vices
685
Multi-function clamping vices
688
Zero point clamping system
689
Hydraulic clamping technology
Edition 5
Hydraulic tools
690
Hydraulic presses
697
509
GB_2013_Abt2-1.fm Seite 510 Montag, 10. Mrz 2014 9:00 09
Drilling clamps
Reduction-extension sleeves
Continued next page
Reduction sleeves
DIN 2185
Design: male and female taper according to DIN 228, hardened, male and female taper ground.
Application: for tools with morse taper.
1/0
80
010
2/1
92
021
3/1
99
031
3/2
112
032
4/1
124
041
4/2
124
042
4/3
140
043
5/2
156
052
5/3
156
053
5/4
171
054
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
6/5
218
065
O. R.
Prod. Gr. 207
Continued next page
Extension sleeves
Long version
Design: male and female taper according to DIN 228, female taper ground.
Application: for tools with morse taper, such as drills and reamers
L2
L1
200
138
20
120
250
188
20
125
1/1
300
238
20
130
O. R.
O. R.
O. R.
21107
E
MT
mm
mm
mm
Ident. No.
250
156
32
325
300
206
32
330
Unit price
O. R.
O. R.
Male/female taper
Total length L1
Length l2
Cylinder
MT
mm
mm
mm
Ident. No.
21107
Unit price
Male/female taper
Total length L1
Length l2
Cylinder
2/2
350
288
20
135
400
338
20
140
200
125
25
220
250
175
25
225
300
225
25
230
350
275
25
235
400
325
25
240
450
375
25
245
500
425
25
250
600
525
25
260
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
350
256
32
335
O. R.
3/3
400
306
32
340
O. R.
O. R.
O. R.
450
356
32
345
500
406
32
350
600
506
32
360
300
182,5
40
430
350
232,5
40
435
400
282,5
40
440
450
332,5
40
445
500
382,5
40
450
600
482,5
40
460
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
4/4
O. R.
Prod. Gr. 207
Continued next page
Extension sleeves
Design: male and female taper according to DIN 228.
No. 21114 external taper ground, structural dimensions similar to DIN 2187
No. 21115 ground male and female taper, DIN 2187, hardened
Application: for tools with morse taper.
L2
L1
1/1
145
83
20
011
1/2
160
98
30
012
2/1
160
85
20
021
2/2
175
100
30
022
2/3
196
121
36
023
3/1
175
81
20
031
3/2
194
100
30
032
3/3
215
121
36
033
3/4
240
146
48
034
4/3
240
122,5
36
043
4/4
265
147,5
48
044
4/5
300
182,5
63
045
5/4
300
150,5
48
054
5/5
300
182,5
63
055
Unit price
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Unit price
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Male/female taper
Total length L1
Length l2
Cylinder
21114
21115
MT
mm
mm
mm
Ident. No.
h Extension sleeves available in special lengths on request.
Prod. Gr. 207
Continued next page
Split taper sleeves
DIN 6329
Application:
For holding twist drills with fit X8 and other tools with straight shank and flat tang.
Not suitable for milling.
A clamping sleeve is required for each shank .
Morse taper
Shank D
MT
mm
Ident. No.
MK
D
d
Clamping tools
21102
MT
mm
Ident. No.
Male/female taper
Overall length
3
103
3,5
106
4
109
4,5
112
O. R.
O. R.
O. R.
O. R.
21150
E
MT
mm
Ident. No.
8
215
8,5
218
9
221
9,5
224
10
227
10,5
230
11
233
12
239
12
327
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
21150
Unit price
Morse taper
Shank D
5,5
118
6
121
6,5
124
7
127
8
133
6
203
7
209
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
12,5
330
14
339
16
351
O. R.
O. R.
h Other dimensions on request (specially manufactured).
510
5
115
O. R.
Prod. Gr. 207
Edition 5
GB_2013_Abt2-1.fm Seite 511 Montag, 10. Mrz 2014 9:00 09
Drilling clamps
Morse taper ejecting drifts and arbours
Continued next page
Split taper sleeves
DIN 6328
Application:
For holding taps and twist drills, fit h8, with straight shank and square.
Not suitable for milling.
A clamping sleeve is required for each shank .
D
d
21155
MT
mm
mm
Ident. No.
4,5
3,4
103
6
4,9
109
7
5,5
112
8
6,2
115
6
4,9
203
7
5,5
206
8
6,2
209
9
7
212
10
8
215
12
9
218
14
11
303
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
h Other dimensions on request (specially manufactured).
16
12
306
O. R.
Prod. Gr. 207
Continued next page
Morse taper ejecting drifts
DIN 317
Design: made of special steel, tempered and bronzed.
Application: for taper shanks conforming to DIN 228 with flat tang
21160
MT
Ident. No.
0
005
1 and 2
010
3
030
4
040
Unit price
O. R.
O. R.
O. R.
O. R.
For Morse taper
5 and 6
050
O. R.
Prod. Gr. 207
Continued next page
Morse taper ejecting drifts
with ejection shutters
Design:
Hardened from special steel, blade tempered in burnishing tone, both sizes with finger protection.
Application:
Semi-automatic, for one-hand operation, for taper shanks according to DIN 228 with tang; by activating the
lever the tool taper is released in the spindle without impact.
21165
MT
Ident. No.
1-3
010
4-6
020
Unit price
O. R.
O. R.
For Morse taper
Prod. Gr. 260
Continued next page
Arbours
DIN 238-1
with morse taper, for drill chucks
Design: hardened and ground
Application: for holding drill chucks
Drill chuck
Taper shank
Smallest of taper B
Largest of taper B
21269
B 10
B 12
B 16
B 18
B 22
MT
1
2
1
2
3
1
2
3
4
1
2
3
4
5
2
3
4
mm 9,4
9,4
11,1 11,1 11,1 14,5
14,5
14,5
14,5
16,2
16,2
16,2
16,2
16,2
19,8
19,8
19,8
mm 10,095 10,095 12,06 12,06 12,06 15,733 15,733 15,733 15,733 17,780 17,780 17,780 17,780 17,780 21,793 21,793 21,793
Ident. No. 101
102
121 122 123
161
162
163
164
181
182
183
184
185
222
223
224
E O. R.
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
h Drill chuck holders with steep taper see No. 23272 page 520.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 207
Continued next page
Arbours in precision design
with straight shank, for drill chucks
Design: hardened and ground, concentricity tolerance 2 m
Application: for holding drill chucks
21270
mm
mm
mm
mm
Ident. No.
B6
6
35
5,85
6,35
305
8
35
9,4
10,095
310
10
50
9,4
10,095
320
B 12
10
50
11,1
12,06
330
Unit price
O. R.
O. R.
O. R.
O. R.
Drill chuck
Shaft
Shank length
Smallest of taper B
Largest of taper B
hOther dimensions available on request.
Edition 5
B 10
B 16
16
50
14,5
15,733
340
O. R.
Prod. Gr. 209
511
Clamping tools
Morse taper
Shank D
Square
MK
GB_2013_Abt2-1.fm Seite 512 Montag, 10. Mrz 2014 9:00 09
Drilling clamps
Drill chucks
Continued next page
Release forks ADG
Application: For releasing the drill chuck from the arbour. It prevents damage, which can occur if unsuitable methods are used.
b
c
Clamping tools
For drill schuck
Dimensions a/b/c
Dimensions d/e
21271
mm
mm
Ident. No.
Unit price
B6
120/20/7
-/8
006
B 10/12
170/30/11
13/10
010
B 16/18
210/40/16,7
18,7/12
016
O. R.
O. R.
O. R.
Prod. Gr. 209
Continued next page
Drill chucks with taper pin adaptors
for right- and left-hand rotation, with toothed rim and key
Design: head with keyholes and jaws hardened.
No. 21290 RHM Prima heavy-duty type, with female taper according to DIN 238
No. 21291 RHM Prima industrial design for manually controlled machines, with female taper
according to DIN 238
No. 21293 ORION industrial design for manually controlled machines, with female taper according to DIN 238
No. 21294 spare key
Taper pin adaptor
Ident. No.
0,5-6,5
B 10
B 12
29,5
29,5
4
4
10
10
030
0,5-8
B 10
B 12
29,5
34,5
4
6
10
12
040
RHM
E
Ident. No.
010
O. R.
020
O. R.
030
ORION
E O. R.
Ident. No.
O. R.
010
O. R.
E
Ident. No.
010
O. R.
Spare key
020
Clamping width
Female taper to DIN 238
External
Pilot (key) D
No. of teeth (key)
RHM
21290
Unit price
21291
Unit price
21293
Unit price
21294
No. 21290 -21291
No. 21294
mm
mm
mm
Unit price
0,8-10
B 12
B 12
33,5
34,5
6
6
12
12
O. R.
1-10
B 16
B 16
42,4
42,8
6
6
12
12
050
No. 21293
1-13
B 16
52
8
12
080
1-16
B 18
56,5
8
12
170
1,5-13
B 12
B 16
42,8
42,4
6
6
12
12
3-16
B 16
B 18
50
50
8
8
12
12
5-20
B 22
65
9
14
200
O. R.
O. R.
O. R.
040
050
O. R.
020
O. R.
030
O. R.
040
042
O. R.
O. R.
O. R.
O. R.
O. R.
h Arbours see No. 21269 page 511.
030
020
030
040
O. R.
O. R.
O. R.
O. R.
No. 21290, 21291, 21294 = Prod. Gr. 201, No. 21293 = Prod. Gr. 207
Continued next page
Drill chucks with thread adaptors
DIN 6349
for right-hand rotation, with toothed rim and key
Design: head with keyholes and jaws hardened.
No. 21292 RHM Prima industrial version for manually controlled machines, with inside thread, only
for right-hand rotation.
No. 21293 ORION industrial design for manually controlled machines, with inside thread, only for righthand rotation.
No. 21294 spare key
thread adapter
Ident. No.
0,5-6,5
x 24
29,5
4
10
035
ORION
E
Ident. No.
O. R.
E
Ident. No.
Spare key
Clamping width
Thread UNF-3 B
External
Pilot (key) D
No. of teeth (key)
21292 RHM
Unit price
21293
Unit price
21294
Unit price
*
Thread UN-3 B.
512
No. 21292
No. 21294
mm
3/ "
8
mm
mm
0,5-8
8" x 24
29,5
4
10
041
3/
3/
8"
x 24
33,3
6
12
0,8-10
x 24 1/2" x 20
34,5
33,3
6
6
12
12
045
3/
8"
1/
2"
x 20
34,5
6
12
051
3/
8"
x 24
42,8
6
12
055
1,5-13
2" x 20
42,4
6
12
1/
No. 21293
1/
2"
x 20
42,8
6
12
060
1/
2"
x 20
50
8
12
185
O. R.
110
O. R.
112
O. R.
O. R.
130
O. R.
O. R.
O. R.
O. R.
020
O. R.
010
O. R.
O. R.
3-16
5/ " x 16*
8
50
8
12
171
O. R.
030
O. R.
No. 21292, 21294 = Prod. Gr. 201, No. 21293 = Prod. Gr. 207
Edition 5
GB_2013_Abt2-1.fm Seite 513 Montag, 10. Mrz 2014 9:00 09
Drilling clamps
Drill chucks
Continued next page
Drill chucks with taper pin adaptors
Clamping tools
Design: for right-hand rotation, self-locking, all parts replaceable.
No. 21300 RHM Prima heavy-duty industrial version, with female taper according to DIN 238
No. 21301 RHM Prima industrial design for manually controlled machines, with female taper
according to DIN 238
No. 21304 ORION industrial design for manually controlled machines, with female taper according to
DIN 238
Taper
holder
mm
Ident. No.
0-4
B 10
26
010
B 10
32
020
B 12
32
030
B 10
35,8
040
B 12
35,8
050
B 12
40,2
070
B 16
40,2
080
B 12
B 16
46
090
B 16
51
100
3-16
B 18
B 18*
51
110
Unit price
Outer No. 21301
RHM
21301
E
mm
Ident. No.
O. R.
O. R.
O. R.
O. R.
32
040
O. R.
32
050
O. R.
35,8
060
O. R.
40,2
085
O. R.
40,2
090
O. R.
46
100
O. R.
46
110
Unit price
Outer No. 21300
ORION
21304
E
mm
Ident. No.
(O. R.)
O. R.
32
010
O. R.
36
020
42,5
022
O. R.
40,2
030
O. R.
40
032
O. R.
46
040
46
042
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Clamping width **
Female taper to DIN 238
Outer No. 21300
RHM
21300
mm
Unit price
0-6,5
0-8
0-10
1-13
* Shortened.
** Ident. No. 060 = clamping width 0.5-10 mm.
h Arbours see No. 21269 page 511.
No. 21300, No. 21301 = Prod. Gr. 201
No. 21304 = Prod. Gr. 207
Continued next page
Drill chucks Supra S
Design: for right-hand rotation, self-locking, all parts replaceable.
Heavy-duty type for manually controlled machines, with inside thread.
Clamping width
Thread UNF-3 B
External
mm
3/
21302
mm
Ident. No.
Unit price
0-8
x 24 1/2" x 20
32
32
040
050
8"
O. R.
0,5-10
x 24 1/2" x 20
35,8
35,8
070
080
3/
O. R.
8"
O. R.
1-13
x 24 1/2" x 20
40,2
40,2
085
090
3/
O. R.
8"
O. R.
O. R.
1/
3-16
x 20 5/8" x 16**
46
46
100
110
2"
O. R.
O. R.
** Thread UN-3 B.
h Arbours see No. 21269 page 511.
Thread
holder
Prod. Gr. 201
Continued next page
Drill chucks Supra SK
Design: for right-hand rotation, self-locking, all parts replaceable.
With elastic force for percussion drills, sealed from dust.
Image taking
Clamping width
Female taper to DIN 238
Thread UNF-3 B
External
mm
21303
mm
Ident. No.
Unit price
With female taper*
0,5-10
1-13
1-13
B 12
B 12
B 16
40
42,8
42,8
010
020
030
O. R.
O. R.
With female thread
0,5-10
0,5-10
1-13
3/ " x 24
1/ " x 20
1/ " x 20
8
2
2
40
40
40
110
120
130
O. R.
O. R.
O. R.
O. R.
h * Arbours see No. 21269 page 511.
Taper
holder
Thread
holder
Prod. Gr. 201
Continued next page
Drill chucks Spiro
Design: for right-hand rotation, self-locking (keyless), precision design, all parts replaceable.
All wearing parts hardened, high concentricity.
Clamping width
Female taper to DIN 238
External
Length open - closed
Length closed
21305
Unit price
mm
mm
mm
mm
Ident. No.
E O. R.
* Shortened.
h Arbours see No. 21269 page 511.
Edition 5
0-4
B 10
28
48
53,3
010
0-6,5
B 10
B 12
35
35
62,5
62,5
68,6
68,6
020
030
0-8
B 12
38
70,5
76,9
040
0-10
B 12
B 16
43
43
82,5
82,5
90,1
90,1
050
060
1-13
B 16
50
94
102,5
070
3-16
B 16
B 18*
55
55
96,5
96,5
106,8 106,8
080
090
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Taper
holder
O. R.
Prod. Gr. 201
513
GB_2013_Abt2-1.fm Seite 514 Montag, 10. Mrz 2014 9:00 09
Drilling clamps
Drill chucks
Continued next page
Drill chucks
Clamping tools
Extra RV with retaining ring
with radial locking, keyless, for right- and left-hand rotation
Ident. No. 013-015 Jaw with carbide clamping chamfer
Application:
For battery screwdrivers, battery operated drills and mains drilling machines, percussion drill resistant with
multiple edges for assembling and dismantling.
no additional locking required when screwing and drilling, in particular when hammer drilling
very ergonomic, user-friendly, equipped with impact guard
The plastic parts are marked according to material and can therefore be recycled.
Clamping width
External
Thread UNF-3 B
Max. machine tool output
21308 Clamping sleeve in plastic version
mm
mm
W
Ident. No.
E
Ident. No.
Unit price
21308
1-10
42,7
42,7
3/ " x 24
1/ " x 20
8
2
550
550
001
002
Clamping sleeve in metal version
O. R.
O. R.
O. R.
Unit price
1,5-13
42,7
42,7
3/ " x 24
1/ " x 20
8
2
1000
1000
013
014
Ident. No. 001-014
Ident. No. 015
O. R.
015
O. R.
Prod. Gr. 201
Threaded mount
Continued next page
Drill chucks
self-locking, precision finish, for right-hand rotation
Design:
For continuous use at minimum concentricity. All wear parts are case-hardened, ground and replaceable.
100% concentricity check with different test pin diameters on different measuring plants, in analogy to
DIN ISO 10888.
On chuck 0-1.5 mm a Vernier for pre-adjustment is attached.
Clamping width
Female taper
External
Length open - closed
Length closed
Tension force safety device
Drill chucks
21311
mm 0,2-1,5
B6
mm
19
mm
35
mm
37,5
Ident. No.
015
Unit price
E
Ident. No.
21312
Replacement jaws
O. R.
Set price
Clamping width
Female taper
External
Length open - closed
Length closed
Tension force safety device
Drill chucks
21311
mm 0,5-6,5
B 12
mm
34
mm
61,5
mm
68
Ident. No.
065
Unit price
E
Ident. No.
O. R.
065
O. R.
21312
Set price
*
Replacement jaws
0,2-3,0
B 10
24
44
47,5
030
O. R.
B 12
43
80
91
103
O. R.
0,3-10,0
B 16
43
80
91
yes
101*
O. R.
100
O. R.
B 16
56
95,5
109
163
O. R.
O. R.
O. R.
Type SBF
O. R.
065
O. R.
1,0-13,0
B 16
B 16
50
50
90,5
90,5
103
103
yes
131*
130
O. R.
3,0-16,0
B 18
56
95,5
109
yes
164*
130
O. R.
160
O. R.
O. R.
Ident. No. 101, 131 and 164 with locking jaws to prevent unintentional opening of the drill
chuck in the event of the spindle stopping abruptly.
514
0,5-6,5
B 10
34
61,5
68
063
B 16
43
80
91
100
B 18
56
95,5
109
160
O. R.
Taper
holder
Type NCBF
Ident. No. 101,
131, 164
Prod. Gr. 209
Edition 5
GB_2013_Abt2-1.fm Seite 515 Montag, 10. Mrz 2014 9:00 09
Thread-cutting tools
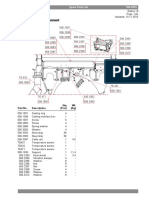
Tapping chuck
Continued next page
Drill chucks
Design:
No. 21314 ALBRECHT drill chuck SBF-plus shortened mode, self-locking, precision design, for right-hand
rotation. With this tool the drill chuck and attachment shaft form one unit. This gives optimum
stability and low concentricity tolerance. Particularly beneficial for machines with limited
working area since shorter by 21 mm compared to the 2-part design with arbor/drill chuck.
Ident. no. 035 and 235 clamping jaws diamond-coated, for improved holding of drill made of
solid carbide and HSS with hardened shank
Ident. no. 020-030 und 040-160 with diamond-coated clamping jaws on request
No. 21316 ORION drill chuck, self-locking, for right-hand rotation. Drill chuck and location taper are one
unit.
Take-up shank,
steep taper
Clamping jaws
coating
MT 2
MT 3
MT 3
MT 4
16
MT 2
MT 3
MT 3
MT 4
Diamond
Diamond
mm
1-13
1-13
3-16
ALBRECHT
ORION
Discharge length 21314 Discharge length 21316
A
A
Ident. No.
mm
U. pr. E
mm
U. pr. E
020
85
O. R.
95,5
O. R.
030
85
O. R.
95,5
O. R.
035
85
(O. R.)
040
86,5
O. R.
98
O. R.
160
79
O. R.
90,5
O. R.
220
89
O. R.
100,5
O. R.
230
89
O. R.
100,5
O. R.
235
89
(O. R.)
240
90
O. R.
102
O. R.
h Spare jaws see No. 21312 page 514.
No. 21314 = Prod. Gr. 209
No. 21316 = Prod. Gr. 295
MK3
Clamping tools
Clamping width
l1
21
Dimensions comparison
1 SBF and arbour (two-part)
2 SBF-plus (single part)
Continued next page
Quick-change tapping chucks
shank design with steep taper DIN 69871 A
A63
40
50
No. 21540 a quick-change tapping chuck type GSF-SK with even distribution of the pre-tension of
the threaded cut (ball guide)
Advantages: low maintenance expenditures with increased process safety in pre-cutting and cutting
phase.
No. 21545 ORION quick-change tapping chuck with length balancing which is effective both under compression and tension
Application:
For thread cutting and thread shaping on NC machines and processing centres. During reverse motion, the
direction of rotation of the machine spindle needs to be changed.
21540
Number
Size/inserts
Image taking
For threads
Length compensation
under pressure/tension
Dimension D
Programming dimension
A
a
ORION
Unit price
Unit price
39
65
Ident. No. 610
E O. R.
E
60
103
60
88
38
60
38
62
55
100
55
83
41
72
60
110
630
O. R.
640
(O. R.)
610
O. R.
620
O. R.
630
O. R.
640
O. R.
650
O. R.
660
(O. R.)
h See required pull studs at No. 23690 page 574.
Required quick-change inserts see No. 21560-21566 page 516.
Edition 5
No. 21540
21545
1
2
2
1
1
2
2
1
2
SK 40 SK 40 SK 50 SK 40 SK 50 SK 40 SK 50 HSK 63 HSK 63
M3-M12 M8-M20 M8-M20 M3-M12 M3-M12 M6-M20 M6-M20 M3-M12 M6-M20
mm 7,5/7,5 10/10 10/10
9/9
9/9
15/15 15/15 7,5/7,5 10/10
mm
mm
No. 21545
No. 21545 = Prod. Gr. 295
No. 21540 = Prod. Gr. 225
515
GB_2013_Abt2-1.fm Seite 516 Montag, 10. Mrz 2014 9:00 09
Thread-cutting tools
Tapping chuck
Continued next page
Quick-change tapping chucks type GSF-Z
Clamping tools
modular shank MS similar to DIN 1835 B
Design:
Quick-change tapping chuck type GSF-Z with even distribution of the pre-tension of the threaded cut (ball
guide).
Advantages: low maintenance expenditures with increased process safety in pre-cutting and cutting
phase.
Application:
For thread cutting and thread shaping on NC machines and processing centres. During reverse motion, the
direction of rotation of the machine spindle needs to be changed.
Model
Size
For threads
Suitable quick-change inserts
Length compensation under pressure/tension
Dimensions D/D1/D2
L1/L
Dimension L
Without coolant duct
21550
Size
mm
mm
mm
mm
Ident. No.
115
1
M3-M12
1
7,5/7,5
39/25/19
53/45
45
105
220
2
M8-M20
2
10/10
60/25/31
53/68
68
110
O. R.
(O. R.)
Unit price
h Available without pressure compensation if required.
Required quick-change inserts see No. 21560-21566 page 516.
D2 D
D1
L1
Prod. Gr. 225
Continued next page
Quick-change inserts
for quick-change tapping chuck No. 21540-21550
No. 21560 a high-precision quick-changing insert, without safety coupling
No. 21565 ORION precise quick-acting insert, without safety coupling
No. 21564 a high-precision quick-changing insert with adjustable and nearly wear-resistant balltype safety coupling to protect tap from damage from blunting or buffing on the base of the
bore
No. 21566 o high-precision quick-changing insert with adjustable and nearly wear-resistant balltype safety coupling to protect tap from damage from blunting or buffing on the base of the
bore
Size
a
Type WE
without coupling
D1 Length
l3/l4
Threaded shank For tap
Thread size
shank v
according to
threaded shank
DIN
371 376 374
m
2
2
2
2
3
3,5
4
5/6
3
4
5/6
8
10
5/6
8
10
m MF
4
2
3
3
4
8
5
5
6
8
10
12 12
14 14
3 5
4 6
5 8
8
10
10
12 12
14 14
16 16
18 14
20 20
24 24
24 24
5/6 8
8
10
mm
2,5
2,8
2,8
3,5
3,5
4
4,5
6
7
9
11
3,5
4,5
6
8
10
7
9
11
12
14
16
18
18
6
8
10
mm
2,1
2,1
2,1
2,7
2,7
3
3,4
4,9
5,5
7
9
2,7
3,4
4,9
6,2
8
5,5
7
9
9
11
12
14
14,5
4,9
6,2
8
21560
Ident. No.
010
020
020
030
030
040
050
060
130
150
170
105
110
120
140
160
205
220
240
250
260
270
275
280
203
210
230
mm
22
22
22
22
22
22
30
30
30
30
30
30
30
30
48
48
48
48
48
48
48
48
48
48
mm U. pr. E
4/19,5 O. R.
4/19,5 O. R.
4/19,5 O. R.
4/19,5 O. R.
4/19,5 O. R.
4/19,5 O. R.
4/21,5 O. R.
4/21,5 O. R.
4/21,5 O. R.
4/21,5 O. R.
4/21,5 O. R.
4/21,5 O. R.
4/21,5 O. R.
4/21,5 O. R.
31/ 35 O. R.
31/ 35 O. R.
31/ 35 O. R.
31/ 35 O. R.
31/ 35 O. R.
31/ 35 O. R.
31/ 35 O. R.
31/ 35 O. R.
31/ 35 O. R.
31/ 35 O. R.
a
Type WES
with coupling
D1 Length Insertion
l3/l4
depth
tap
mm
24
24
24
24
24
32
32
32
32
32
32
32
32
50
50
50
50
50
50
50
50
50
50
mm
20/19,5
20/19,5
20/19,5
20/19,5
20/19,5
25/21,5
25/21,5
25/21,5
25/21,5
25/21,5
25/21,5
25/21,5
25/21,5
31/35
31/35
31/35
31/35
31/35
31/35
31/35
31/35
31/35
31/35
l4
l4
l3
l3
without safety coupling
with safety coupling
ORION
without coupling
ORION
with coupling
D1 Length
l3/l4
D1 Length Insertion
l3/l4
depth
tap
mm
21564
15
15
15
15
15
17
17
17
17
17
17
17
17
30
30
30
30
30
30
30
30
30
30
U. pr. E mm mm U. pr. E
O. R.
22 7/19,5 O. R.
22 7/19,5 O. R.
O. R.
22 7/19,5 O. R.
O. R.
O. R.
O. R.
22 7/19,5 O. R.
22 7/19,5 O. R.
O. R.
30 7/21,5 O. R.
O. R.
30 7/21,5 O. R.
O. R.
30 7/21,5 O. R.
O. R.
30 7/21,5 O. R.
O. R.
30 7/21,5 O. R.
O. R.
30 7/21,5 O. R.
O. R.
30 7/21,5 O. R.
O. R.
30 7/21,5 O. R.
O. R.
46 11/35 O. R.
O. R.
46 11/35 O. R.
O. R.
46 11/35 O. R.
O. R.
46 11/35 O. R.
O. R.
46 11/35 O. R.
O. R.
46 11/35 O. R.
O. R.
46 11/35 O. R.
O. R.
46 11/35 O. R.
O. R.
46 11/35 O. R.
O. R.
46 11/35 O. R.
h Unlisted shank or thread sizes and brands on request.
The DIN No. or shank dimensions (diameter and square) must be indicated on the order form in addition to the thread size.
Adjusting tools on request.
516
21565
mm
mm
mm
21566
23
23
23
23
32
32
32
32
32
32
32
32
50
50
50
50
50
50
50
50
50
50
21/19,5
21/19,5
21/19,5
21/19,5
25/21,5
25/21,5
25/21,5
25/21,5
25/21,5
25/21,5
25/21,5
25/21,5
34/35
34/35
34/35
34/35
34/35
34/35
34/35
34/35
34/35
34/35
20
21
21
23
17
17
17
17
17
17
17
17
30
30
30
30
30
30
30
30
30
30
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
No. 21565, 21566 = Prod. Gr. 295
No. 21560, 21564 = Prod. Gr. 225
Edition 5
GB_2013_Abt2-1.fm Seite 517 Montag, 10. Mrz 2014 9:00 09
Thread-cutting tools
Tapping chuck
Continued next page
Synchronous tapping chucks
for machine tools with synchronous control
40
50
d D
Shanks
Size
For threads
Use
A
D
d
21555
mm
mm
mm
Ident. No.
Unit price
SK 40
1
2
M3-M12 M6-M20
ER16
ER25
53
90
43
60
20
32
341
342
O. R.
O. R.
SK 50
1
2
M3-M12 M6-M20
ER16
ER25
53
74
43
60
20
32
351
352
O. R.
HSK-63A
1
2
M3-M12 M6-M20
ER16
ER25
64
97
43
60
20
32
361
362
O. R.
O. R.
O. R.
D25
1
2
M3-M12 M6-M20
ER16
ER25
34
56
43
60
20
32
371
372
O. R.
h Collets type ER for thread cutting No. 21575 page 570
Clamping tools
A63
Design:
With a minimum length compensation of 1.0 mm for tension and 0.2 mm for compression, the Synchrolize
tapping chucks compensate for any lead errors. This prevents wear to thread flanks of the tool and thus
increases the tool life. For holding inserts No. 21556 page 517 for tap collets No. 21575 page 570
Application:
For thread cutting on machines with controlled feed. Upon synchronous tread cutting, lead differences of
the machine control cause high axial forces with rigidly clamped taps.
Application example
O. R.
Prod. Gr. 225
Continued next page
Inserts for synchronous tapping chucks Synchrolize
Application: for holding tap collets No 21575
Ident. No. 316 hexagonal nuts.
Ident. No. 325 42 mm with lugs, matching hook wrench No. 52100 060, page 565.
21556
mm
mm
mm
mm
Ident. No.
Unit price
2-10
1
M3-M12
ER16
24
28
20
37
316
2-16
2
M6-M20
ER25
28
42
32
52
325
O. R.
O. R.
L1
mm
Clamping range
Size
For threads
Collet
L
D
d
L1
Ident. No. 016
Prod. Gr. 225
Continued next page
Tapping chucks type DSPL
with Morse taper to DIN 228
Design:
With patented double work-holding, adjustable safety coupling, pendulum apparatus parallel to
axis and elastic length balance for precision cutting of true to pitch aligned thread, clamping ranges see
table.
Delivery: with square key.
Size
Length compensation
Compensation parallel to axis
Maximum chuck
Chuck length
With taper shank DIN 228
For threads
Clamping range
mm
mm
mm
mm
MT
21520
mm
Ident. No.
Unit price
DSPL 12
20
20
1
1
58
58
135
135
2
3
M3-M12
M3-M12
2,5-10
2,5-10
010
020
(O. R.)
O. R.
DSPL 20
20
20
1,5
1,5
83
83
170
170
3
4
M8-M20
M8-M20
6-16
6-16
050
060
(O. R.)
(O. R.)
DSPL 30
30
2
106
230
4
M14-M30
11-23
070
(O. R.)
Prod. Gr. 278
Continued next page
Square socket spanners
Design:
With internal square socket for clamping and unclamping the taps. Made from chrome vanadium steel,
alloyed, hardened, tempered and burnished, for tapping chuck No. 21510-21520.
21528
Size
mm
Ident. No.
1
12
4,5
010
2
20
6
020
Unit price
O. R.
O. R.
Size
Suitable for chuck
Width across flats
4
30
9
040
O. R.
Prod. Gr. 278
Edition 5
517
GB_2013_Abt2-1.fm Seite 518 Montag, 10. Mrz 2014 9:00 09
Thread-cutting tools
Thread-cutting apparatus
Continued next page
Tapping attachments
Clamping tools
No. 21610 Versatile standard model for universal use
No. 21615 Additional with depth setting (adjustable extension length), especially advantageous for short
threads in blind holes
Application:
For right-handed thread for bench and pillar drilling machines, and all machines with manual feed and nonreversible direction of rotation.
Design:
Fast reverse travel (transmission 1.75 : 1), interchangeable shanks, adjustable safety friction coupling,
(plate friction gear), multi-range collet (Rubber-Flex), first-cut springing.
Location hole for Jacobs taper and DIN 238 Matching arbours see No. 21270 page 511 and 21619 page
518.
Delivery scope: without Rubber-Flex collet chuck
Version
Model
For thread in steel
Clamping range
with Rubber-Flex collet
mm
Max. speed
rpm
Axial length compensation
mm
External
mm
With taper bore
Length incl. chuck
mm
Ident. No.
21610
21615
*
30 X
M1,4-M7
2,5-4,5/
4,5-6,5
J 116/J 117
2000
3,5
48
J 33
113
305
30 X
M1,4-M7
2,5-4,5/
4,5-6,5
J 116/J 117
2000
3,5
48
B 16
113
330
Standard
50 X
50 X
70 X*
90 X
30 TC/DC
M3-M12
M3-M12
M5-M18
M10-M30
M1,4-M7
3,5-6,5/
3,5-6,5/6,5- 2,8-7/7-13 10-16/16-23 2,5-4,5/
6,5-10
10
J 443/J 440 J 461/J 462
4,5-6,5
J 421/J 422 J 421/J 422
J 116/ J 117
1500
1500
1200
600
2000
6
6
9
13
1,5-3,5
70
70
76
105
48
B 16
J 33
J3
J4
J 33
153
153
176
219
122
530
520
710
910
310
With depth setting
50 TC/DC
50 TC/DC 70 TC/DC*
M3-M12
M3-M12
M5-M18
3,5-6,5/
3,5-6,5/
2,8-7/7-13
6,5-10
6,5-10
J 443/ J 440
J 421/J 422 J 421/J 422
1500
1500
1200
2-6
2-6
3-9
70
70
76
B 16
J 33
J3
169
169
191
530
520
730
Unit price
O. R.
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
Unit price
(O. R.)
O. R.
(O. R.)
(O. R.)
Collets required No. 21655 105 page 518.
Prod. Gr. 240
Continued next page
Arbours
DIN 238-1
hardened and ground
Application: For TAPMATIC tapping attachments with tapered location hole for Jacobs taper ISO 239. Shanks for DIN 238 taper bore see No. 21270 page 511.
21619
Ident.
MT
Ident. No.
2
020
J 33
3
030
4
040
2
120
J3
3
130
4
140
Unit price
O. R.
O. R.
(O. R.)
O. R.
O. R.
(O. R.)
Jacobs location taper
Morse taper
J4
4
240
(O. R.)
Prod. Gr. 240
Continued next page
Rubber Flex collets
The jaw segments, which are bonded firmly with the special rubber, are moved in parallel over the whole
clamping range and clamp the tool shank over the entire length of the bore in this way. Precision in centric
clamping the tool throughout the whole of clamping range is thus assured.
Type
Clamping range
21655
Unit price
mm
Ident. No.
E
J 115
1-2,5
010
O. R.
J 116
2,5-4,5
020
O. R.
J 117
4,5-6,5
030
O. R.
J 423
2-4,5
040
O. R.
J 421
3,5-6,5
050
O. R.
J 420
4,5-8
060
O. R.
J 422
6,5-10
070
O. R.
J 443
2,8-7
080
O. R.
J 441
4,5-10
090
O. R.
J 440
7-13
100
O. R.
J 445
9-15
105
(O. R.)
Prod. Gr. 241
Continued next page
High performance tapping attachments
With reverse movement for NC machines, especially for serial production on machining centres with automatic tool change and internal coolant supply for high
cutting speeds, model series RDT, RDTiC and RCT for thread M 1-M 25.
With the new type RCT a number of improvements have been made in the model series. It has been possible to develop
thread-cutting equipment of higher efficiency (higher speed) and greater process reliability thanks to the more lightweight
spindle, the larger release spring and better sealing now used, to mention only a few of the improvements.
with internal coolant supply and return
without change of rotary direction of main spindle
with holder
HSK-A
h TAPMATIC tapping attachments see No. 21610 page 518.
Complete TAPMATIC range for all machines available on request.
518
Edition 5
GB_2013_Abt2-1.fm Seite 519 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures selection overview
Continued next page
DIN 2080
Drill chuck
holders
23272
page 520
Short drill
chucks
21318
page 520
Adapting sleeves
23080
page 521
DIN 69871
SK 30
DIN 69871
SK 50
JIS B 6339
MAS BT
21329
page 538
21329
page 541
Morse taper
shank
23050
page 524
23155
page 522
Mill arbours for
screw-on mill
cutters
23080
page 525
23080
page 539
23150
page 526
23150
page 539
23155
page 526
23150
page 526
23721
page 546
23155
page 542
23744
page 547
23130
page 561
23746
page 549
23130
page 561
23170
page 527
23334
page 543
Milling chucks
type ER
23300
page 522
Milling chucks
type OZ
23295
page 522
23295
page 531
Face chucks
23330
page 523
23330
page 531
23300
page 529
23300
page 528
23300
page 540
23300
page 542
23304
page 543
23332
page 569
23725
page 550
23285
page 543
23330
page 540
23330
page 542
23730
page 550
23329
page 572
23760
page 547
23303
page 564
23733
page 552
23336
page 573
23360
page 529
Hydrodehn
clamping chucks
23333
page 533
Shrink-fit chucks
Thermogrip
23425
page 535
23420
page 555
23425
page 535
23420
page 555
23333
page 541
Shrink-fit chucks
PYROquart
Shrink extensions
Thermogrip
23303
page 564
23303
page 564
Precision spring
collet
Shrink-fit chuck
with JetSleeve
Accessories
23092
page 561
Clamping chuck
extensions AMC
Edition 5
DIN 69893
HSK
23272
page 523
Shell end mill
arbours with
fixed driver
Combined shell
end mill arbours
DIN 69871
SK 40
23403
page 574
23435
page 559
23431
page 581
519
Clamping tools
Tool holding fixtures selection overview
GB_2013_Abt2-1.fm Seite 520 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 2080
Continued next page
Drill chuck holders
30
40
50
Clamping tools
Design:
Case hardened HRC 60-2 (HV 700-50), hardness depth 0.8 mm 0.2 mm, burnished.
Taper angle tolerance quality 3 according to DIN 2080. Alloyed case-hardened steel with tensile strength
at the core of at least 950 N/mm2. With plastic edge protection ring, ring groove.
Tolerances of taper shanks according to DIN 2080 AT 3.
Application:
For holding 3-jaw chucks. We recommend the chuck No. 21305 and 21311.
Shanks
steep taper
Drill chuck
Discharge length A
Length of pilot L
Clamping thread g
ST
23272
Ident. No.
30
B 16
15,5
24
M12
830
Unit price
O. R.
mm
mm
DIN 2080 with ring groove
40
40
40
B 12
B 16
B 18
15
17
17
18,5
24
32
M 16
M 16
M 16
840
841
842
O. R.
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
50
B 18
20
32
M 24
850
SK
A
O. R.
Prod. Gr. 295
Continued next page
Short drill chucks
with clamping force amplifier, for direct holding of drill, for right- and left-hand rotation
40
50
R/L
Design:
Shank according to DIN 69871 A for speeds up to 12000 1/min. radial run-out max. 0.04 mm.
Precision design with high concentricity. Short construction as tool shank and guide bush are rigidly
fixed as one unit. The chucking of the tools is done using a gear operated by hexagon socket wrench so
that it is also possible to change tools directly in the machine. It is accident-proof as it is not possible to
open the chuck during operation or if the spindle stops abruptly
Application: for use on machining centres and CNC milling machines
Advantage: flat precision-controlled clamping jaws guarantee maximum concentricity and clamping stability. Clamping torque at tool up to 80 Nm (1-13 mm) and 120 Nm (2.5-16 mm).
21318
mm
ST
mm
mm
Ident. No.
1-13
40
80
43
801
DIN 2080 with ring groove
2,5-16
40
97
56
806
Unit price
O. R.
O. R.
Shanks
Clamping width
steep taper
Discharge length A
Dimension D
* Pre-balanced according to balancing G16.
h Drill chuck with shank DIN 69871 B, with internal coolant supply, on request.
i Tool holding fixtures selection overview page 519.
2,5-16
50
101
56
826
O. R.
Prod. Gr. 208
Continued next page
Short drill chucks ASL
precision design for quick tool change, for right-hand rotation
40
50
Design: shaft according to DIN 2080 A.
Self-clamping, the cutting pressure upon drilling provides for an automatic increase of the clamping force
of the drill chuck. The clamping force can be further increased using the key included in the scope of
delivery. 100 % concentricity testing precision check with different plug gauge diameters on different
measuring points, in analogy to DIN ISO 10888.
Application: for single part and series production with frequent tool change for NC machines.
Advantage: tool change is possible in just a few seconds.
21323
mm
ST
mm
mm
Ident. No.
1-13
40
82
50
134
DIN 2080
1,5-16
40
84
56
164
Unit price
O. R.
O. R.
Shanks
Clamping width
Steep taper
Discharge length A
Dimension D
i Tool holding fixtures selection overview page 519.
520
1,5-16
50
83
56
165
O. R.
Prod. Gr. 209
Edition 5
GB_2013_Abt2-1.fm Seite 521 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 2080
Continued next page
Short drill chucks
with special key for right-hand rotation
50
Precision design. Self-locking, the clamping force automatically increases in proportion to the torque. It
is impossible for the cutting tool to loosen even if the spindle stops suddenly. Fast action clamping via
clamping sleeve with two key surfaces for increasing clamping force twofold by chuck key.
23050
mm
ST
mm
mm
Ident. No.
1-13
40
88
50
741
DIN 2080
3-16
40
112
57
746
3-16
50
85
57
751
Unit price
O. R.
O. R.
O. R.
Shanks
Clamping range C
steep taper
Discharge length A
Dimension D
i Tool holding fixtures selection overview page 519.
Prod. Gr. 295
Continued next page
Insert sleeves for morser taper ejecting drifts
30
40
DIN 6383
For holding tools with Morse taper and flat tangs
50
Design:
Case hardened HRC 60-2 (HV 700-50), hardness depth 0.8 mm 0.2 mm, burnished.
Taper angle tolerance quality 3 according to DIN 2080. Alloyed case-hardened steel with tensile strength
at the core of at least 950 N/mm2. With plastic edge protection ring, ring groove.
Application: for holding tools with morse taper and flat tangs.
23080
ST
MT
mm
mm
Ident. No.
2
32
50
832
3
40
75
833
1
25
50
841
2
32
50
842
3
40
65
843
4
48
95
844
3
40
65
853
50
4
48
70
854
5
63
105
855
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
steep taper
Female taper
Dimension D
Discharge length A
30
40
i Tool holding fixtures selection overview page 519.
MK D
SK
Prod. Gr. 295
Continued next page
Insert sleeves for clamping threads
DIN 6364
40
Design:
Case hardened HRC 60-2 (HV 700-50), hardness depth 0.8 mm 0.2 mm, burnished.
Taper angle tolerance quality 3 according to DIN 2080. Alloyed case-hardened steel with tensile strength
at the core of at least 950 N/mm2. With plastic edge protection ring, ring groove.
Application: for holding tools with morse taper and flat tangs.
steep taper
Female taper
Dimension D
Discharge length A
40
23080
ST
MT
mm
mm
Ident. No.
1
25
50
941
2
32
50
942
3
40
65
943
Unit price
O. R.
O. R.
O. R.
MK D
4
48
95
944
SK
A
O. R.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 295
Continued next page
Transverse shell end mill arbours
DIN 6357
40
Design:
Case hardened HRC 60-2 (HV 700-50), hardness depth 0.8 mm 0.2 mm, burnished.
Taper angle tolerance quality 3 according to DIN 2080. Alloyed case-hardened steel with tensile strength
at the core of at least 950 N/mm2. With plastic edge protection ring, ring groove.
Application: for holding shell end mills and single angle milling cutters with longitudinal slot to DIN 842.
Delivery: with milling cutter retaining screw and feather key. Rings for mill arbours see No. 23135-23142,
page 562.
steep taper
Arbour ~durchmesser} d
Arbour length L
Dimension D
Discharge length A
23150
ST
h 6 mm
mm
mm
mm
Ident. No.
16
17
38
30
840
Unit price
O. R.
i Tool holding fixtures selection overview page 519.
Edition 5
22
19
48
30
841
40
27
21
58
30
842
32
24
78
30
843
O. R.
O. R.
O. R.
d D
SK
40
27
88
30
844
O. R.
Prod. Gr. 295
521
Clamping tools
40
GB_2013_Abt2-1.fm Seite 522 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 2080
Continued next page
Combined shell end mill arbours
30
40
DIN 6358
50
Clamping tools
Design:
Case hardened HRC 60-2 (HV 700-50), hardness depth 0.8 mm 0.2 mm, burnished.
Taper angle tolerance quality 3 according to DIN 2080. Alloyed case-hardened steel with tensile strength
at the core of at least 950 N/mm2. With plastic edge protection ring, ring groove.
Application:
For holding milling cutters with longitudinal or transverse slot according to DIN 842, 1880 and milling
heads according to DIN 1830.
Delivery: with milling cutter retaining screw, feather key, and carrier ring.
SK
A
23155
ST
h 6 mm
mm
mm
mm
Ident. No.
16
17
32
35
830
22
19
40
35
831
27
21
48
35
832
32
24
58
50
833
16
17
32
52
840
22
19
40
52
841
40
27
21
48
52
842
32
24
58
52
843
40
27
70
52
844
16
17
32
55
851
22
19
40
55
852
27
21
48
55
853
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
steep taper
Arbour ~durchmesser} d
Arbour length L
Dimension D
Discharge length A
30
d D
50
h Rings for mill arbours see No. 23135-23142 page 562.
i Tool holding fixtures selection overview page 519.
32
24
58
55
854
O. R.
Prod. Gr. 295
Continued next page
Milling chucks type ER
40
Design:
Case hardened HRC 60-2 (HV 700-50), hardness depth 0.8 mm 0.2 mm, burnished.
Taper angle tolerance quality 3 according to DIN 2080. Alloyed case-hardened steel with tensile strength
at the core of at least 950 N/mm2. With plastic edge protection ring, ring groove.
Application:
For double-conical collets, type ER No. 23320page 569, slotted on both sides. The tools are held along the
entire collet chuck length and can also be clamped on the drill heel. The collet chucks are withdrawn from
the drill chuck through the outlet groove on loosening the clamping nut.
steep taper
Collet chucks
Clamping range
Dimension D
Discharge length A
40
23300
ST
Type
mm
mm
mm
Ident. No.
ER 16
1-10
32
50
840
ER 25
2-16
42
50
841
ER 32
2-20
50
50
842
Unit price
O. R.
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
SK
ER 40
3-26
63
80
843
O. R.
Prod. Gr. 295
Continued next page
Milling chucks type OZ
30
DIN 6391
40
Design:
Case hardened HRC 60-2 (HV 700-50), hardness depth 0.8 mm 0.2 mm, burnished.
Taper angle tolerance quality 3 according to DIN 2080. Alloyed case-hardened steel with tensile strength
at the core of at least 950 N/mm2. With plastic edge protection ring, ring groove.
For collet chucks DIN 6388.
milling chuck without collets, with integrated, adjustable length stop screw.
Delivery: with clamping nut.
23295
ST
mm
mm
mm
Ident. No.
30
2-16
43
50
005
40
2-25
60
63
010
Unit price
O. R.
O. R.
steep taper
Clamping range
Dimension D
Discharge length A
h Hook wrench No. 52100 page 565.
Collets No. 23291 and 23293 page 571.
i Tool holding fixtures selection overview page 519.
522
D
SK
A
Prod. Gr. 295
Edition 5
GB_2013_Abt2-1.fm Seite 523 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Face chucks
DIN 6359
Design:
Case hardened HRC 60-2 (HV 700-50), hardness depth 0.8 mm 0.2 mm, burnished.
Taper angle tolerance quality 3 according to DIN 2080. Alloyed case-hardened steel with tensile strength
at the core of at least 950 N/mm2. With plastic edge protection ring, ring groove.
Application:
For clamping tools with straight shank and clamping area according to DIN 1835 B. They prevent the tool
from twisting by maintaining high concentricity.
Clamping tools
40
d D
SK
A
23330
ST
mm
mm
mm
Ident. No.
6
25
50
840
8
28
50
841
10
35
50
842
12
42
50
843
40
14
44
63
844
16
48
63
845
20
52
80
846
25
65
80
847
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
steep taper
Tool adapter d1
Dimension D
Discharge length A
h Version for DIN 1835 E on request.
i Tool holding fixtures selection overview page 519.
32
72
80
848
O. R.
Prod. Gr. 295
Continued next page
Drill chuck holders
A
40
Design: hardened, taper shaft and drill chuck cone ground.
Tolerances of taper shanks according to DIN 2080 AT 3.
Application:
For holding 3-jaw chucks. We recommend the chuck No. 21305 and 21311.
Shanks
steep taper
Drill chuck
Discharge length A
ST
23272
mm
Ident. No.
Unit price
h ** See required pull studs No. 23690 page 575.
i Tool holding fixtures selection overview page 519.
DIN 69871 A
40**
B 16
26
510
O. R.
Prod. Gr. 206
Continued next page
CNC precision short drill chucks
40
R/L
G 40
7000 rpm
C D
Design:
With worm gearbox and helical gearbox, shank SK 40 DIN 69871 A. Precision clamping chuck with high
concentricity, concentricity tolerance 0.03 mm. Pre-balanced up to 7000 rpm with a residual unbalance of
max. 40 gmm.
Application:
For use on machining centres and CNC milling machines with tool changer. For drilling, reaming, lowering,
thread cutting and for light smoothing tasks. Suitable for clockwise and anti-clockwise rotation.
Shanks
Clamping range C
steep taper
Discharge length A
Dimension D
21329
mm
ST
mm
mm
Ident. No.
Unit price
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Edition 5
DIN 69871 A
1-16
40
80
50
510
DIN 69871 A
0,5-16
40
90
50
540
O. R.
(O. R.)
A
a CNC precision short drill chuck with worm gear
transmission No. 21329 510
a CNC precision short drill chuck with spur gear
transmission No. 21329 540
Prod. Gr. 208
523
GB_2013_Abt2-1.fm Seite 524 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Short drill chucks
with clamping force amplifier, for direct holding of drill, for right- and left-hand rotation
40
R/L
G 6,3
12000 rpm
Clamping tools
Design: shank according to DIN 69871 A for speeds up to 12000 1/min., radial run-out 0.04 mm.
Precision design with high concentricity. Short construction as tool shank and guide bush are rigidly fixed as one unit. The chucking of the tools is done using
a gear operated by hexagon socket wrench so that it is also possible to change tools directly in the machine. It is accident-proof as it is not possible to open the
chuck during operation or if the spindle stops abruptly
Application: for use on machining centres and CNC milling machines
Advantage:
Flat precision-controlled clamping jaws guarantee maximum concentricity and clamping stability. Clamping
torque at tool up to 80 Nm (1-13 mm) and 120 Nm (2.5-16 mm).
DIN 69871 A
Shanks
Clamping range C
steep taper
Discharge length A
Dimension D1
21318
mm
ST
mm
mm
Ident. No.
1-13
40*
87,5
43
512
2,5-16
40
104,5
56
513
Unit price
O. R.
O. R.
C D1
A
DIN 69871 A
Prod. Gr. 208
* Pre-balanced according to balancing G16.
h See required pull studs No. 23690 page 575.
Drill chuck with shank DIN 69871 B, with internal coolant supply, on request.
i Tool holding fixtures selection overview page 519.
Continued next page
Short drill chucks ASL
precision design for quick tool change, for right-hand rotation
40
50
C D
Design: shank model according to DIN 69871 A.
Self-clamping, the cutting pressure upon drilling provides for an automatic increase of the clamping force
of the drill chuck. The clamping force can be further increased using the key included in the scope of
delivery. 100 % concentricity testing precision check with different plug gauge diameters on different
measuring points, in analogy to DIN ISO 10888.
Application: for single part and series production with frequent tool change for NC machines.
Advantage: tool change is possible in just a few seconds.
21323
mm
ST
mm
mm
Ident. No.
1-13
40
86
50
413
DIN 69871 A
1,5-16
40
89
56
416
Unit price
O. R.
O. R.
Shanks
Clamping range C
Steep taper
Discharge length A
Dimension D
h See required pull studs No. 23690 page 575.
i Tool holding fixtures selection overview page 519.
1,5-16
50
87
56
516
O. R.
Prod. Gr. 209
Continued next page
Precision short drill chucks AKL
for clockwise and anti-clockwise rotation
30
40
R/L
G 40
7000 rpm
AD
D D1
Design: Shank DIN 69871 A/AD with internal coolant supply. Higher speeds on request. 100 % concentricity test with different test pin diameters on different measuring points, in analogy to DIN ISO 10888.
Concentricity tolerance 0.03 mm.
Application: for use on machining centres and CNC milling machines with tool changer.
Advantage: Safe since opening of the chuck during run or abrupt spindle stop is not possible. Integrated
worm gearing provides for high holding torque > 75 Nm at 13 mm.
Delivery: hexagon socket wrench.
Shanks
Clamping range C
steep taper
Discharge length A
Dimension D
Dimension D1
Free length L10
23050
mm
ST
mm
mm
mm
mm
Ident. No.
Unit price
0,5-10
30
69
38
45
37,5
530
DIN 69871 A/AD with IK
0,5-10
40
69
38
45
37,5
540
O. R.
O. R.
Concentricity tolerance 0.03 mm
h Ultra type: concentricity tolerance 0.015 mm over the complete clamping area. For convenient clamping of solid carbide drills and HSS drills with hardened shank, drill chucks with diamondcoated clamping jaws are also available.
Prices on request.
i Tool holding fixtures selection overview page 519.
524
1-16
40
80
50
545
L10
A
O. R.
Prod. Gr. 209
Edition 5
GB_2013_Abt2-1.fm Seite 525 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Short drill chucks
with special key for right-hand rotation
C D
Precision design. Self-locking, the clamping force automatically increases in proportion to the torque. It
is impossible for the cutting tool to loosen even if the spindle stops suddenly. Fast action clamping via
clamping sleeve with two key surfaces for increasing clamping force twofold by chuck key.
Clamping tools
40
DIN 69871 A
Shanks
Clamping range C
steep taper
Discharge length A
Dimension D
23050
mm
ST
mm
mm
Ident. No.
1-13
40
86
50
740
2,5-16
40
110
57
745
Unit price
O. R.
O. R.
h See required pull studs No. 23690 page 575.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 295
Continued next page
Adapting sleeves
40
IK
AD
G 2,5
25000 rpm
For holding tools with Morse taper
and flat tangs
Design: case-hardened and precision-ground and nickel plated.
Shank design DIN 69871 AD = centric inner cooling.
Tolerances of taper shanks according to DIN 2080 AT 3.
Coating: nickel (corrosion-resistant and dirt-repelling).
Application: for holding tools with morse taper and flat tangs.
23080
MT
mm
mm
Ident. No.
Short
1
25
50
310
Short
2
32
50
311
Short
3
40
70
312
40
Short
4
48
95
313
Unit price
O. R.
O. R.
O. R.
O. R.
steep taper
Version
Female taper
Dimension D
Discharge length A
ST
Long
2
32
117
321
Long
3
40
133
322
O. R.
O. R.
* Form ADB on request.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Long
4
48
156
323
O. R.
Prod. Gr. 263
Continued next page
Combination adapting sleeves
40
G 6,3
12000 rpm
Design: case-hardened and precision-ground.
Shaft design DIN 69871 A.
Tolerances of taper shanks according to DIN 2080 AT 3.
Application: for holding tools with morse taper and flat tangs.
steep taper
Female taper
Dimension D
Discharge length A
Special extractor bolt No. 23691
A
40
23082
ST
MT
mm
mm
Ident. No.
1*
25
50
510
2**
32
50
511
3**
40
70
512
Unit price
O. R.
O. R.
O. R.
* The insert sleeve is available by default with internal retaining screw for fixation of the milling tool.
** Special pull studs required for mounting of tools with morse taper and internal draw-in thread see
No. 23691 page 575.
h Pull studs required for shank DIN 69871 A see No. 23690 page 575.
i Tool holding fixtures selection overview page 519.
Edition 5
4**
48
95
513
O. R.
Prod. Gr. 206
525
GB_2013_Abt2-1.fm Seite 526 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Shell end mill arbours with fixed driver
40
IK
G 2,5
25000 rpm
AD/B
L1
d1
D
23150
h 6 mm
mm
mm
mm
Ident. No.
Short
16
17
38
35
311
Short
22
19
48
35
312
Short
27
21
58
40
313
Short
32
24
78
50
314
40
Short
40
27
88
50
315
Long
22
22
48
100
321
Long
27
27
58
100
322
Long
32
32
78
100
323
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
steep taper
Version
Arbour d1
Arbour length L1
Dimension D
Discharge length A
ST
Long
40
40
88
100
324
O. R.
h See required pull studs No.23690 page 575.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 263
Continued next page
Shell end mill arbours
40
IK
G 2,5
15000 rpm
AD
Design:
Case hardened 670 40 HV (56+4 HRC). Taper, arbor d1 and contact surface ground on collar.
Tolerances of taper shanks according to DIN 2080 AT 3.
Shank design DIN 69871 AD = centric inner cooling.
With drivers tightly screwed down and diameter of locating face increased to hold milling heads and milling
cutters with transverse slot DIN 1880.
Material: case-hardened steel with tensile strength at core of min. 800 N/mm.
Application: with coolant outlet on end face for blade heads with inner coolant supply
Delivery: with milling cutter retaining screw.
steep taper
Arbour d1
Arbour length L1
Dimension D
Discharge length A
0.003 A
0.008 A
d1
D
40
23150
ST
h 6 mm
mm
mm
mm
Ident. No.
22
19
50
35
512
27
21
50
35
513
32
24
78
50
514
Unit price
O. R.
O. R.
(O. R.)
40
27
89
50
515
L1
(O. R.)
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 206
Continued next page
Combined shell end mill arbours
40
G 2,5
25000 rpm
L1
Design: case-hardened and precision-ground and nickel plated.
Shank design DIN 69871 AD = centric/over collar inner cooling, tolerances of taper shanks according to
DIN 2080 AT 3.
Coating: nickel (corrosion-resistant and dirt-repelling).
Delivery: with milling cutter retaining screw, feather key, and carrier ring.
steep taper
Version
Arbour d1
Arbour length L1
Dimension D
Discharge length A
23155
Unit price
ST
Short
16
17
32
55
311
Short
22
19
40
55
312
Short
27
21
48
55
313
Short
32
24
58
60
314
Short
40
27
70
60
315
E O. R.
O. R.
O. R.
O. R.
O. R.
h 6 mm
mm
mm
mm
Ident. No.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
526
d1
D
Clamping tools
Design: case-hardened HRC 60 2 (HV 700 50), hardness depth 0.8 mm 0.2, nickel-plated.
Shank design DIN 69871 ADB* = centric/over collar inner cooling, tolerances of taper shanks according
to DIN 2080 AT 3.
Coating: nickel (corrosion-resistant and dirt-repelling).
With drivers tightly screwed down and diameter of locating face increased to hold milling heads and milling
cutters with transverse slot DIN 1880.
Material: alloyed case-hardened steel with tensile strength at core of min. 800 N/mm.
Application: with coolant outlet on end face for blade heads with inner coolant supply
Delivery: with milling cutter retaining screw.
40
Medium Medium Medium Medium Medium
16
22
27
32
40
17
19
21
24
27
32
40
48
58
70
100
100
100
100
100
321
322
323
324
325
O. R.
O. R.
O. R.
O. R.
O. R.
Long
16
17
32
160
331
Long
22
19
40
160
332
Long
27
21
48
160
333
Long
32
24
58
160
334
Long
40
27
70
160
335
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 263
Edition 5
GB_2013_Abt2-1.fm Seite 527 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Combined shell end mill arbours
DIN 6358
L1
Pre-balanced G 2.5 at 8000 1/min.
Material: case-hardened steel with tensile strength at core of min. 800 N/mm.
Application:
For holding milling cutters with longitudinal or transverse slot according to DIN 842, 1880 and milling
heads according to DIN 1830.
Scope of delivery: with milling cutter retaining screw, feather key, and carrier ring No. 23200 page 564.
d1 D
L3
0.003 A
steep taper
Version
Arbour d1
Arbour length L1
Arbour length L3
Dimension D
Discharge length A
23155
23156
ST
h 6 mm
mm
mm
mm
mm
Ident. No.
Short
13
12
22
28
55
510
Long
13
12
22
28
100
510
Short
16
17
27
32
55
511
Long
16
17
27
32
100
511
Short
22
19
31
40
55
512
Long
22
19
31
40
100
512
Unit price
O. R.
O. R.
O. R.
Unit price
O. R.
O. R.
O. R.
40
Short
27
21
33
48
55
513
Long
27
21
33
48
100
513
Short
32
24
38
58
60
514
Long
32
24
38
58
100
514
Short
40
27
41
70
60
515
O. R.
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
h See required pull studs No.23690 page 574.
Rings for mill arbours see No. 23135-23142 page 562.
i Tool holding fixtures selection overview page 519.
Long
40
27
41
70
100
515
Prod. Gr. 206
Continued next page
Mill arbours for screw-on mill cutters
40
IK
G 6,3
12000 rpm
AD/B
d d2 d3
Design:
Case-hardened HRC 60 2 (HV 700 50). Hardness depth 0.8 mm 0.2, burnished.
Shank design DIN 69871 ADB* = centric/over collar inner cooling, tolerances of taper shanks according
to DIN 2080 AT 3.
Pre-balanced G 6.3 at 12000 1/min
Material: alloyed case-hardened steel with tensile strength at core of min. 800 N/mm.
Application: for holding screw-on mill cutter No 16026, 16032, 16035, 16120, 16141.
Steep taper
Thread M
Supporting d
Smallest d2
Maximum d3
Shank length L
Discharge length A
23170
Unit price
Steep taper
Thread M
Supporting d
Smallest d2
Maximum d3
Shank length L
Discharge length A
ST
mm
mm
mm
mm
mm
Ident. No.
E
ST
23170
mm
mm
mm
mm
mm
Ident. No.
Unit price
M6
6,5
10
13
25
44
610
M8
8,5
13
15
25
44
611
M10
10,5
18
25
25
44
612
M12
12,5
21
24
25
44
613
(O. R.)
(O. R.)
(O. R.)
O. R.
40
M 16
17
29
29
25
44
614
M6
6,5
10
20
50
69
640
M8
8,5
13
23
50
69
641
M10
10,5
18
23
50
69
642
M6
6,5
10
23
75
94
650
O. R.
(O. R.)
(O. R.)
O. R.
(O. R.)
40
M8
8,5
13
23
75
94
651
M10
10,5
18
28
75
94
652
M12
12,5
21
31
75
94
653
M 16
17
29
34
75
94
654
M8
8,5
13
25
100
119
661
M10
10,5
18
32
100
119
662
M12
12,5
21
36
125
144
663
M 16
17
29
40
125
144
664
(O. R.)
(O. R.)
O. R.
O. R.
(O. R.)
(O. R.)
(O. R.)
(O. R.)
* Bores for form B closed with set screws on delivery.
h See required pull studs No.23690 page 575.
i Tool holding fixtures selection overview page 519.
Edition 5
Prod. Gr. 295
527
Clamping tools
Design:
Case hardened 670 40 HV (56+4 HRC). Taper, arbor d1 and contact surface ground on collar.
Shank version DIN 69871 A. Tolerances of taper shanks according to DIN 2080 AT 3.
0.008 A
40
GB_2013_Abt2-1.fm Seite 528 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Spring collets
for collets DIN ISO 15488
AD
40
IK
Clamping tools
Design:
Case-hardened and precision ground. Shank design DIN 69871 AD = centric internal cooling supply,
without stop screw. Form ADB on request. Fine balanced G 6.3 for 1500 rpm. Tolerances of taper shanks
in accordance with DIN 2080 AT 3.
steep taper
Version
Collet chucks
Clamping range
Dimension D
Discharge length A
40
ST
23300
Type
mm
mm
mm
Ident. No.
Unit price
Short
ER 16/426 E
1-10
32
63
901
Short
ER 25/430 E
2-16
42
60
904
Short
ER 32/470 E
2-20
50
70
907
O. R.
O. R.
O. R.
Long
ER 40/472 E
3-26
63
80
914
O. R.
Prod. Gr. 295
Continued next page
Milling chucks type ER
40
IK
G 2,5
25000 rpm
AD
D
Design: case-hardened and precision-ground and nickel plated.
Shank design DIN 69871 AD = centric/over collar inner cooling, without stop screw.
ADB version on request.
Coating: nickel (corrosion-resistant and dirt-repelling).
Tolerances of taper shanks according to DIN 2080 AT 3.
Delivery: with clamping nut
steep taper
Version
Collet chucks
Clamping range
Dimension D
Discharge length A
23300
Unit price
steep taper
Version
Collet chucks
Clamping range
Dimension D
Discharge length A
40
ST
Type
mm
mm
mm
Ident. No.
E
ST
23300
Type
mm
mm
mm
Ident. No.
Unit price
Short
ER 16**
1-10
32
63
311
Short
ER 25
2-16
42
60
313
Short
ER 32
2-20
50
70
314
O. R.
O. R.
O. R.
Short
ER 40
3-26
63
80
315
Medium
ER 16**
1-10
32
100
321
Medium
ER 25
2-16
42
100
323
O. R.
O. R.
O. R.
Long
ER 40
3-26
63
160
335
40
Medium
ER 32
2-20
50
100
324
Medium
ER 40
3-26
63
100
326
Long
ER 16**
1-10
32
160
331
Long
ER 25
2-16
42
160
333
Long
ER 32
2-20
50
160
334
O. R.
O. R.
O. R.
O. R.
O. R.
** Suitable ring profile key in standard design for ER 16 see No. 23308 216 page 564.
h See required pull studs No.23690 page 575.
Collets see No. 23320 page 569.
i Tool holding fixtures selection overview page 519.
528
O. R.
Prod. Gr. 263
Edition 5
GB_2013_Abt2-1.fm Seite 529 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Milling chucks type ER
40
steep taper
Version
Collet chucks
Clamping range
Dimension D
Discharge length A
30
ST
Design:
Case hardened 670 40 HV (56+4 HRC). Male and female taper ground. With adjustable longitudinal dead
limit.
Shank design DIN 69871 A. Tolerances of taper shanks according to DIN 2080 AT 3.
Material: case-hardened steel with tensile strength at the core of at least 800 N/mm.
Application:
For double-conical collets, type ER No. 23320, slotted on both sides. The tools are held along the entire
collet chuck length and can also be clamped on the drill heel. The collet chucks are withdrawn from the drill
chuck through the outlet groove on loosening the clamping nut.
Delivery: with clamping nut
Clamping tools
30
G 2,5
15000 rpm
DIN 69871 A
40
23300
Type
mm
mm
mm
Ident. No.
Short
ER 32
2-20
50
71
500
Short
ER 40
3-26
63
80
501
Short
ER 32
2-20
50
71
510
Short
ER 40
3-26
63
71
511
Short
ER 16
0,5-10
28
71
512
Medium
ER 16
0,5-10
28
120
513
Short
ER 20
1-13
34
71
514
Medium
ER 20
1-13
34
120
515
Short
ER 25
1-16
42
71
516
Unit price
O. R.
(O. R.)
O. R.
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
h See required pull studs No.23690 page 575.
i Tool holding fixtures selection overview page 519.
Medium
ER 25
1-16
42
120
517
O. R.
Prod. Gr. 206
Continued next page
Precision spring collets CENTRO P
40
IK
AD
G 2,5
25000 rpm
< 3m
HP+CP
Design: steep taper version according to DIN 69871 AD = centric inner cooling.
Tolerances of taper shanks according to DIN 2080 AT3.
30 trapezoid thread with ground, extra long double guide
precise centring of the clamping nut
Tool holding fixture has concentricity of 1 m, with Fahrion HP/HPD collet chuck Ident No. 23323 a system concentricity of 3 m
the collet chuck is completely surrounded in the chuck cone for optimal stability and even distribution of the clamping forces.
Tool holder 1 m concentricity.
Scope of delivery: without clamping nut, without stop screw.
A
E
Product video:
use your mobile phone to scan the QR code.
H
F
Steep taper
Size
Collet chucks
Clamping range
Dimension D
Discharge length A
Insertion depth E**
Insertion depth F***
40
ST
23360
Type
mm
mm
mm
mm
mm
Ident. No.
Unit price
CP 16
ER 16 / 426 E
1-10
30
70
110
016
CP 16
ER 16 / 426 E
1-10
30
100
140
116
CP 25
ER 25 / 430 E
2-16
40
70
110
125
CP 25
ER 25 / 430 E
2-16
40
100
113
225
CP 32
ER 32 / 470 E
2-20
50
50
85
55
032
CP 32
ER 32 / 470 E
2-20
50
70
111
60
132
CP 32
ER 32 / 470 E
2-20
50
100
114
55
232
O. R.
(O. R.)
O. R.
(O. R.)
(O. R.)
O. R.
(O. R.)
* A-size for clamping nuts without sealing disc. The HPD collet chucks can also be used for IK, see No. 23323 151-297 page 568.
** E dimension for tool shanks 16 mm.
*** F dimension for tool shanks > 16 mm.
h FAHRION collet chucks see No. 23322 page 567.
FAHRION roller wrench see No. 23360 950-964 page 566.
FAHRION collet chucks 2 m concentricity, not sealed, No. 23323 012-137
FAHRION collet chucks 2 m concentricity, sealed for IK No. 233230 151-297
See required pull studs No.23690 page 575.
i Tool holding fixtures selection overview page 519.
Edition 5
CP 40
ER 40 / 472 E
3-26
63
70
105
244
(O. R.)
Prod. Gr. 235
529
GB_2013_Abt2-1.fm Seite 530 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Precision spring collets
CAD
40
AD
auf Anfrage
DIN 69871 FORM AD
G 2,5
25000 rpm
A
E
G
Clamping tools
1 30 polished trapezoidal thread with special anti-friction coating with low friction and thank to that
exact centring at the insertion of the clamping nut
2 chuck cone, completely-sitting collet chuck, permit up to two-times greater holding force than the traditional spring collets
Advantages:
resistent against fluctuations in temperature and fully suitable for drying processes and hard cutting up
to 200 C
Clamping forces are evenly distributed across the entire cylindrical shell surface and perfect surfaces are
achieved via the optimally recorded radial forces by the very good damping properties
the strengthening of the chuck body over the diameter of the clamping nut creates enormous stability at
optimal interference contour
extremely low system true running of <3 m with the 2 m collet No. 23323 012-137 unsealed and
sealed collets up to 80 bar for IK (without flange packing) No. 23323 151-297
6 m system radial run-out with the Orion/Fahrion collet chucks No. 32320 101-320 and No. 23322 101320 (not shown)
Scope of delivery: welder protective helmet, incl. clamping nut
Please order chuck key separately. Torque screwdriver is recommended.
H
F
steep
ST
40
taper
Size
16
16
16
16
25
25
25
25
32
32
32
Collet chucks
Type ER 16/426 E ER 16/426 E ER 16/426 E ER 16/426 E ER 250/430 E ER 250/430 E ER 250/430 E ER 250/430 E ER 32/470 E ER 32/470 E ER 32/470 E
Clamping range mm
1-10
1-10
1-10
1-10
2-16
2-16
2-16
2-16
2-20
2-20
2-20
Dimension D mm
30
30
30
30
40
40
40
40
50
50
50
Discharge
mm
70
100
160
200
70
100
160
200
70
100
160
length A
Insertion
mm
110
140
200
240
110
113
165
111
114
135
depth E**
Insertion
mm
60
55
60
55
depth F***
001
002
003
004
005
006
007
008
009
010
011
23361 Ident. No.
Unit price
O. R.
O. R.
(O. R.)
(O. R.)
O. R.
O. R.
(O. R.)
(O. R.)
O. R.
O. R.
(O. R.)
Please order chuck key separately. Torque screwdriver is recommended.
Mounting of accessories for the a precision clamping chuck
For roller wrench see No. 23360 950-956 page 566
For matching torque screwdriver
see No. 23360 960-964 page 566
Mounting fixture
see No. 23915 063-100 page 582
Spare parts a clamping nut
see No. 23361 101-103 page 565
FAHRION collets GER HPD for internal cooling
with < 2 m true running
see No. 23323 151-297 page 568
* E dimension for tool shanks 16 mm
** F dimension for tool shanks > 16 mm
530
FAHRION collets GER HP for external cooling
with < 2 m true running
see No. 23323 012-137 page 568
ORION collets type ER
with < 5 m concentricity see No. 23320 101-320 page 570
Prod. Gr. 263
Edition 5
GB_2013_Abt2-1.fm Seite 531 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Milling chuck sets type ER
40
Design: same as No. 23300 in a set.
ST
40
ER 32/2-20 mm
3, 4, 5, 6, 8, 10, 12, 14, 16, 18, 20
No. 23308
031
mm
Ident. No.
E
ST
Unit price
Steep taper
1 milling chuck No. 23300
Set includes: 1 collet No. 23320
1 ring profile key
Complete Set in the case
23305
O. R.
40
ER 40/3-26 mm
4, 5, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 25
No. 23308
041
mm
Ident. No.
E
Unit price
Clamping tools
Steep taper
1 milling chuck No. 23300
Set includes: 1 collet No. 23320
1 ring profile key
Complete Set in the case
23305
O. R.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 206
Continued next page
Milling chucks type OZ
DIN 6391
A
40
steep taper
Clamping range
Dimension D
Discharge length A
23295
ORION
Application:
milling chuck without collets, with integrated, adjustable length stop screw.
For collets DIN ISO 10897 (new standard) / DIN 6388 (former standard).
Delivery: with clamping nut.
ST
mm
mm
mm
Ident. No.
2-16
43
70
610
40
2-25
60
70
612
O. R.
O. R.
Unit price
DIN 69871 A
4-32
72
90
613
O. R.
* When holding the largest diameter.
h See required pull studs No. 23690 page 574.
Hook wrench No. 52100 page 1350.
Collets, OT type, No. 23291 and 23293 page 571.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 295
Continued next page
Face chucks
40
IK
G 2,5
25000 rpm
AD
Design: case-hardened and precision-ground and nickel plated.
Shank design DIN 69871 AD = IKZ centric
Tolerances of taper shanks according to DIN 2080 AT 3.
Coating: nickel (corrosion-resistant and dirt-repelling).
Scope of delivery: with tensioning screw(s)
steep taper
Version
Clamping d
Dimension D
Discharge
length A
23330
Unit price
steep taper
Version
Clamping d
Dimension D
Discharge
length A
23330
Unit price
Short
6
mm
mm 25
mm 50
Short
8
28
50
Short
10
35
50
40
Short Short Short Short Short Short Medium Medium Medium Medium Medium
12
14
16
18
20
32
6
8
10
12
14
42
44
48
50
52
50
25
28
35
42
44
50
50
63
63
63
65
100
100
100
100
100
310
311
312
313
314
315
316
317
309
320
321
322
323
324
325
326
327
E O. R.
O. R.
O. R. O. R.
ST
Medium Medium Medium Long
mm 25
32
40
6
mm 65
72
80
25
mm 100
100
120
160
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Long
8
28
160
Long
10
35
160
Long
12
42
160
Long
14
44
160
O. R.
40
Long
16
48
160
Long
18
50
160
Long
20
52
160
Long
25
65
160
Long Ultra short Ultra short Ultra short
32
16
20
25
72
45
50
50
160
35
35
35
ST
Ident. No.
Medium
16
48
100
Medium Medium
18
20
50
52
100
100
318
319
340
330
331
332
333
334
335
336
337
338
339
305
307
308
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No.
h See required pull studs No.23690 page 574.
Form AD/B on request.
i Tool holding fixtures selection overview page 519.
Edition 5
d D
Prod. Gr. 263
531
GB_2013_Abt2-1.fm Seite 532 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Face chucks with cooling canal along the adapter hole
IK
AD/B
Clamping tools
d1
Design: case hardened 700 50 HV (60 2 HRC). Taper and tool holding fixture ground.
Shank design DIN 69871 ADB* = centric/over collar inner cooling.
Tolerances of taper shanks according to DIN 2080 AT 3.
Material: case-hardened steel with tensile strength at the core of at least 800 N/mm.
Application: to hold tools with straight shank and lateral locating face to DIN 1835 B (Weldon).
23330
mm
mm
mm
Ident. No.
Short
6
25
50
910
Short
8
28
50
911
Short
10
35
50
912
40
Short
12
42
50
913
Short
16
48
63
914
Short
20
52
63
915
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
steep taper
Version
Dimension D1
Dimension D
Discharge length A
ST
40
G 6,3
12000 rpm
Medium
25
65
100
916
O. R.
* Bores for form B closed with set screws on delivery.
h See required pull studs No.23692 page 574.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 295
Continued next page
Precision chucks APC
for maximum clamping force, concentricity precision and stability
40
IK
G 2,5
20000 rpm
AD
Design: shank model according to DIN 69871 AD = IKZ centric/over collar.
Higher speeds on request. Very low concentricity tolerance 3 m (at 2.5 x D). The tool clamping is performed in connection with coated clamping sleeve (see No. 23332) and adjustable longitudinal stop in the
clamping sleeve.
Advantage:
Precise and quick tool change laterally using the hex. wrench. More safety when machining due to an
extraordinarily high holding torque > 200 Nm (for shank 12 mm). Can be used for finishing, heavy duty
machining, HSC and machining hard materials.
Application:
For clamping of cylinder shanks according to DIN 1835 A, B (Weldon) and DIN 6535 form HA, HB as well
as HE to 20 mm and shank tolerance h6. For milling, drilling, reaming, thread cutting, etc.
Shanks
Version
Clamping range
Steep taper
Discharge length A
Dimension L1
Dimension L2
Dimension L3
Dimension D
Dimension D
23331
mm
ST
mm
mm
mm
mm
mm
mm
Ident. No.
Unit price
532
L3
L2
d D
Slim short
3-14
40
63
11
28,5
43,9
30
50
014
DIN 69871 AD
Standard
3-20
40
63
20
28,5
44
40
50
021
Standard
20-32
40
135
3
23
116
56
70
025
O. R.
O. R.
(O. R.)
h Torque screwdriver art. No. 52223 012 preset to 12 Nm see page 1406.
Clamping sleeves No.23332 page 569.
Albrecht wrench for precision clamping chuck see No. 23732 100 page 551.
See required pull studs No.23690 page 575.
i Tool holding fixtures selection overview page 519.
L1
No. 23732 100
Prod. Gr. 209
Product video:
use your mobile phone to scan
the QR code.
Edition 5
GB_2013_Abt2-1.fm Seite 533 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
HYDRO expansion clamping chucks
Easy tool change in a matter of seconds:
Clamping with a HYDRO expansion chuck means that tools can be clamped and unclamped in a few seconds. The axial length adjustment allows to achieve a high repeat accuracy. Special seals ensure absolute
tightness and a long service life of the clamping chuck. The system of hydraulic oil-filled chambers makes
for safe and vibration-damped clamping. Tool service life is increased by a factor of up to 4. The use of
reducing sleeves allows to clamp different tool diameters in a holder.
Technical data:
concentricity tolerance < 0.003 mm
max. speed 40000 1/min (precision balancing recommended!)
optimum temperature of use 20-50 C (higher temperatures on request)
axial length setting range approx. 10 mm
tool clamping damps vibrations due to hydraulic oil-filled chamber system
Function:
The hexagon socket wrench 1 is used to screw the clamping screw 2 fully home. The press pin 3 pushes
the hydraulic oil into the expansion chamber 4. The pressure thus generated causes an even deformation
of the expansion sleeve 5, which results in accurate, powerful centric clamping of the tool shank.
Transmitted torques: (with direct voltage)
Torque
mm
Nm
6
20
8
35
10
45
12
80
14
100
16
130
18
180
20
210
25
350
Clamping tools
1
2
3
4
5
32
450
Continued next page
HYDRO expansion clamping chucks
slimline design
40
IK
G 2,5
25000 rpm
AD/B
Design: shank model DIN 69871 ADB*, concentricity tolerance 0.003 mm.
With axial length adjustment. Use of reducing sleeves is possible.
Application: for high precision centric clamping of milling, drilling and reaming tools.
Advantages:
vibration-damped tool clamping with maximum rigidity
improved cutting tool life and surface qualities
Scope of delivery: incl. hexagon T-handle wrench.
23333
Unit price
ST
mm
6
mm 26
mm 49,5
mm 80,5
mm 37
mm 10
mm 29,5
M5
Ident. No. 006
E O. R.
8
28
49,5
80,5
37
10
30
M6
008
O. R.
10
30
49,5
80,5
41
10
35
M8x1
010
O. R.
L10
40
12
14
16
18
20
25
32
32
34
38
40
42
55
63
49,5
49,5
49,5
49,5
49,5
63
70
80,5
80,5
80,5
80,5
80,5
80,5
80,5
46
46
49
49
51
57
61
10
10
10
10
10
10
10
40
40
45
46
47
28
25,5
M10x1 M10x1 M12x1 M12x1 M16x1 M16x1 M16x1
012
014
016
018
020
025
032
O. R.
O. R.
O. R.
O. R.
O. R.
O. R. (O. R.)
* Please state in order if you require form B.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
d
D2
D3
steep taper
Clamping d
Dimension D2
Dimension D3
Discharge length A
Dimension L2
Setting range V
Dimension L10
Thread G
G
V
L2
Prod. Gr. 263
Continued next page
HYDRO expansion clamping chucks
short, solid design
40
IK
G 2,5
25000 rpm
AD/B
Design: shank model DIN 69871 ADB*, concentricity tolerance 0.003 mm.
With axial length adjustment. Use of reducing sleeves is possible.
Application: for high precision centric clamping of milling, drilling and reaming tools.
Advantages:
vibration-damped tool clamping with maximum rigidity
high stock removal capacity and torque transmission.
low maintenance due to closed clamping system.
Scope of delivery: incl. hexagon T-handle wrench.
ST
mm
mm
mm
mm
mm
23333
Ident. No.
Unit price
* Please state in order if you require form B.
h Reducing bush see No. 23336 page 573. See required pull studs No.23690 page 575.
i Tool holding fixtures selection overview page 519.
Edition 5
40
20
49,5
64,5
51
10
M16x1
220
d
D2
steep taper
Clamping d
Dimension D2
Discharge length A
Dimension L2
Setting range V
Thread G
G
V
L2
O. R.
Prod. Gr. 263
533
GB_2013_Abt2-1.fm Seite 534 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
HYDRO expansion clamping chucks TENDO
slimline design
IK
AD/B
steep taper
Clamping d
Dimension D2
Dimension D3
Discharge length A
Clamping depth L2
Dimension L7
Free length L10
Setting range V
Dimension g
ST
mm
mm
mm
mm
mm
mm
mm
mm
A
L7
L10
40
23335
Ident. No.
6
26
49,5
80,5
37
61,5
29,5
10
M5
010
Unit price
O. R.
8
28
49,5
80,5
37
61,5
30
10
M6
020
10
30
49,5
80,5
41
61,5
31
10
M8x1
030
12
32
49,5
80,5
46
61,5
31,5
10
M 10 x 1
040
16
38
49,5
80,5
49
61,5
33
10
M 12 x 1
050
O. R.
O. R.
O. R.
O. R.
20
40
49,5
80,5
51
61,5
34
10
M 16 x 1
060
L6
L2
L5
O. R.
Prod. Gr. 229
* Bores for form B closed with set screws on delivery.
h Reducing bush see No. 23336 page 573.
See required pull studs No.23690 page 575.
i Tool holding fixtures selection overview page 519.
Continued next page
HYDRO expansion chucks TENDO ES
ultra-short design
40
IK
G 2,5
25000 rpm
AD
Design: shank model DIN 69871 concentricity tolerance 0.003 mm.
TENDO: AD = centric inner cooling.
Advantages:
For high stock removal, particularly low-cost design, cost advantage when using closed reducing bushes
No. 23336. page 573.
All commercial shank types can be clamped: Tools with smooth straight shanks according to DIN 6535
form HA to 20 mm and with clamping surfaces according to DIN 1835 form HB, HE can be clamped
directly and without intermediate sleeves.
40
20
49,5
24,6
51,7
36,5
5,5
205
Unit price
O. R.
* Bores for form B closed with set screws on delivery.
h Reducing bush see No. 23336 page 573.
See required pull studs No.23690 page 575.
i Tool holding fixtures selection overview page 519.
534
L7
23335
ST
mm
mm
mm
mm
mm
mm
Ident. No.
steep taper
Clamping d
Dimension D2
Discharge length A
Clamping depth L2
Clamping range L4
Dimension L7
L4
L2
D2
Clamping tools
Design:
Shank model DIN 69871 ADB* = internal colling supply centric/over collar, with axial length adjustment,
concentricity tolerance 0.003 mm.
Application:
High-precision central tension, good torque transmission, improved cutting tool life, good surface qualities,
suitable for high revolutions, axial length adjustment.
All commercial shank types can be clamped: Tools with smooth straight shanks according to DIN 6535
form HA to 20 mm and with clamping surfaces according to DIN 1835 form HB, HE can be clamped
directly and without intermediate sleeves.
Scope of delivery: incl. with length stop screw and chuck key.
d
D2
D3
40
G 2,5
25000 rpm
L5
Prod. Gr. 229
Edition 5
GB_2013_Abt2-1.fm Seite 535 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Innovations
3
2
1 widening
Product video:
use your mobile phone to scan the QR code.
Shrink-fit chuck with JetSleeve
Continued next page
Shrink-fit chucks standard design
40
IK
G 2,5
15000 rpm
AD
Design:
Steep taper to DIN 69871-1 form AD = centric internal cooling supply. Concentricity tolerance of steep
taper to location hole d1 < 0.003 mm. The clamping diameter is designed for a shank tolerance of h 6.
For higher speeds, finest weighing is necessary. On request.
Ident. No. 560-569 extra long version
Delivery:
With integrated, drilled-through stop screw. Other models and dimensions available on request.
steep taper
Clamping d
Smallest d2
Clamping depth L1 max.
Discharge length A
Setting range V
ST
mm
mm
mm
mm
mm
Ident. No.
4
15
20
80
5
504
5
15
25
80
5
505
6
21
36
80
10
510
8
21
36
80
10
511
O. R.
O. R.
(O. R.)
O. R.
O. R.
23425
E
ST
mm
mm
mm
mm
mm
Ident. No.
14
27
47
80
10
518
18
33
50
80
10
519
6
21
36
160
10
560
8
21
36
160
10
561
Unit price
O. R.
O. R.
(O. R.)
(O. R.)
Unit price
steep taper
Clamping d
Smallest d2
Clamping depth L1 max.
Discharge length A
Setting range V
d
d2
0,003 A
10
24
42
80
10
512
12
24
47
80
10
513
16
27
50
80
10
514
20
33
52
80
10
515
25
44
58
100
10
516
O. R.
O. R.
O. R.
O. R.
(O. R.)
10
24
42
160
10
562
12
24
47
160
10
563
16
27
50
160
10
564
20
33
52
160
10
565
14
27
47
160
10
568
18
33
50
160
10
569
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
40
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Edition 5
L1
V
40
3
15
20
80
5
503
23425
(O. R.)
Prod. Gr. 297
535
Clamping tools
shrink-fit chuck with widening
Widening: shrink-fit chuck with widening for more process safety
All ThermoGrip shrink-fit chucks are designed with widening. Through this, the shanks are pre-centred, the shrinking process can be done automatically,
without using the hand.
JetSleeve the innovative fluid supply
Delivery: 15 m high pressure hose (rotary mounting), integrated hose reel, easy press gun with Softgrip inlay, 850 mm stainless steel pipe rotatable under pressure, dirt cutter, triple nozzle (0/25/40)
GB_2013_Abt2-1.fm Seite 536 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Shrink-fit chucks slim JetSleeve design
40
IK
G 2,5
25000 rpm
steep taper
Clamping d
Smallest d2
Maximum d3
Clamping depth L1 max.
Discharge length A
Setting range V
Thread G
Size
Tightening torque
23425
ST
mm
mm
mm
mm
mm
mm
m
mm
Nm
Ident. No.
L1
V
40
3
15
20
15
80
9
6
19
10
703
E (O. R.)
Unit price
4
15
20
15
80
9
6
19
10
704
5
15
20
20
80
9
6
19
10
705
6
21
27
36
80
9
5
25
12
706
8
21
27
36
80
9
6
25
12
708
10
24
32
42
80
9
8x1
30
16
710
12
24
32
47
80
7
10 x 1
30
16
712
16
27
34
50
80
11
12 x 1
32
18
716
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
h See required pull studs at No. 23690 page 574.
i Tool holding fixtures selection overview page 519.
0,003 A
SW
Prod. Gr. 226
Continued next page
Shrink-fit chucks standard JetSleeve design
AD
40
IK
G 2,5
25000 rpm
Design: reinforced version for the heavy machining
Steep taper according to DIN 69871-1, form AD = internal cooling supply centric. Concentricity tolerance
of the steep taper to receptacle hole d1 < 0.003 mm. The collet diameter is designed for a shank tolerance
of h 6.
The indicated tightening torque indicates the tightening torque of the JetSleeve nozzle sleeve on the
chuck.
Delivery: shrink-fit chuck with JetSleeve nozzle sleeve.
steep taper
Clamping d
Smallest d2
Maximum d3
Clamping depth L1 max.
Discharge length A
Setting range V
Thread G
Size
Tightening torque
23425
ST
mm
mm
mm
mm
mm
mm
m
mm
Nm
Ident. No.
Unit price
h See required pull studs at No. 23690 page 574.
i Tool holding fixtures selection overview page 519.
536
A
L1
A
0,003 A
40
8
24
29
36
80
17
6
27
14
808
10
28
34
42
80
17
8x1
32
18
810
12
33
38
47
80
17
10 x 1
36
20
812
(O. R.)
(O. R.)
(O. R.)
16
38
42
50
80
17
12 x 1
40
22
816
g
d
d2
d3
Clamping tools
Design:
Outside contour according to DIN 69882-8, chuck body 'slim design TSF'.
Steep taper according to DIN 69871-1 Form AD = centric internal cooling supply. Concentricity tolerance
of steep taper to bore of holder d1 < 0.003 mm. The clamping diameter is designed for a shank tolerance
of h 6.
The indicated tightening torque indicates the tightening torque of the JetSleeve nozzle sleeve on the
chuck.
Delivery: shrink-fit chuck with JetSleeve nozzle sleeve.
g
d
d2
d3
AD
SW
(O. R.)
Prod. Gr. 297
Edition 5
GB_2013_Abt2-1.fm Seite 537 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 40
Continued next page
Shrink-fit chucks slim design
AD
Design:
Slim design for tool mould making. Steep taper to DIN 69871-1 form A/D = centric internal cooling supply.
Concentricity tolerance of steep taper to bore of holder d1 < 0.003 mm. The clamping diameter is designed
for a shank tolerance of h 6.
Type of the surface: these shrink chucks have an oxidation-free coat to prevent corrosion due to dry
machining and discolouration upon shrinking.
Delivery: with built-in, drilled stop screw.
steep taper
Clamping d
Smallest d2
Maximum d3
Discharge length A
Shank length L
Clamping depth L1 max.
Setting range V
ST
mm
mm
mm
mm
mm
mm
mm
Ident. No.
L
I1
d1
3 V
40
3
9
13
83
60
20
5
410
3
9
16
123
100
20
5
411
4
10
14
83
60
20
5
420
4
10
17
123
100
20
5
421
6
12
18
83
60
36
5
040
6
12
22
123
100
36
5
140
6
12
26
163
140
36
5
240
8
14
20
83
60
36
5
041
8
14
24
123
100
36
5
141
8
14
28
163
140
36
5
241
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
10
16
22
83
60
42
5
042
10
16
26
123
100
42
5
142
10
16
30
163
140
42
5
242
12
18
24
83
60
47
5
043
(O. R.)
40
12
18
28
123
100
47
5
143
(O. R.)
23426
E
ST
mm
mm
mm
mm
mm
mm
mm
Ident. No.
12
18
32
163
140
47
5
243
16
22
28
83
60
50
5
044
16
22
32
123
100
50
5
144
16
22
36
163
140
50
5
244
Unit price
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
23426
Unit price
steep taper
Clamping d
Smallest d2
Maximum d3
Discharge length A
Shank length L
Clamping depth L1 max.
Setting range V
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 297
Continued next page
High speed milling spindles
Application:
High-speed spindles provide a solution for all cases in which the available machine speeds and the resulting
cutting speeds are not sufficient for economic manufacturing. Standard design of tools includes jacket
cooling, which makes for low operating temperatures and thus for constant working conditions. Dry running is possible.
Design:
The high-speed milling spindles are available for all machine holding fixtures (e.g. HSK 63 A, HSK 80 A, DIN
69871) as well as with the tool holding fixtures ER collet chuck system and Weldon. Models with manual
or automatic changer, on request also available with internal cooling.
Prices on request
Edition 5
537
Clamping tools
d
d3
IK
40
G 2,5
18000 rpm
GB_2013_Abt2-1.fm Seite 538 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 50
Continued next page
CNC precision short drill chucks
for clockwise and anti-clockwise rotation
50
R/L
G 40
7000 rpm
C D
Clamping tools
Design:
Shank SK 50 DIN 69871 A. Precision clamping chuck with high concentricity, concentricity tolerance
0.03 mm. Minimum clamping length 22 mm for a diameter of 1.0 mm.
Application:
For use on machining centres and CNC milling machines with tool changer. For drilling, reaming, lowering,
thread cutting and for light smoothing tasks. Suitable for clockwise and anti-clockwise rotation.
Advantage:
Wearing parts hardened and ground for long service life. The integrated worm gearing provides a high
holding torque.
Delivery: hexagon socket wrench.
Shanks
Clamping range C
steep taper
Discharge length A
Dimension D
21329
mm
ST
mm
mm
Ident. No.
Unit price
DIN 69871 A
1-16
50
80
50
530
O. R.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 208
Continued next page
Short drill chucks
with clamping force amplifier, for direct holding
50
R/L
G 6,3
12000 rpm
Design: shaft according to DIN 69871 A
Precision design with high concentricity. Short construction as tool shank and guide bush are rigidly
fixed as one unit. The chucking of the tools is done using a gear operated by hexagon socket wrench so
that it is also possible to change tools directly in the machine. It is accident-proof as it is not possible to
open the chuck during operation or if the spindle stops abruptly
Application: for use on machining centres and CNC milling machines
Advantage: flat precision-controlled clamping jaws guarantee maximum concentricity and clamping stability. Clamping torque at tool up to 80 Nm (1-13 mm) and 120 Nm (2.5-16 mm).
C D
A
DIN 69871 A
DIN 69871 A
Shanks
Clamping range C
steep taper
Discharge length A
Dimension D
21318
mm
ST
mm
mm
Ident. No.
1-13
50
87,5
43
532
2,5-16
50
106,5
56
533
Unit price
(O. R.)
(O. R.)
Prod. Gr. 208
* Pre-balanced according to balancing G16.
h See required pull studs No. 23690 page 575.
Drill chuck with shank DIN 69871 B, with internal coolant supply, on request.
i Tool holding fixtures selection overview page 519.
Continued next page
Precision short drill chucks AKL
50
IK
R/L
G 40
7000 rpm
AD
C
Design:
Shank DIN 69871 A/AD with internal coolant supply. Higher speeds on request. 100 % concentricity test
with different test pin diameters on different measuring points, in analogy to DIN ISO 10888. Concentricity
tolerance 0.03 mm.
Application: for use on machining centres and CNC milling machines with tool changer.
Advantage:
Safe since opening of the chuck during run or abrupt spindle stop is not possible. Integrated worm gearing
provides for high holding torque > 75 Nm at 13 mm.
Delivery: hexagon socket wrench.
Shanks
Clamping width
steep taper
Discharge length A
Dimension D
23050
mm
ST
mm
mm
Ident. No.
Unit price
DIN 69871 A/AD with IK
1-16
50
80
50
550
Concentricity tolerance 0.03 mm
h Type Ultra: concentricity tolerance 0.015 mm over the entire clamping range.
Prices on request.
i Tool holding fixtures selection overview page 519.
538
O. R.
Prod. Gr. 209
Edition 5
GB_2013_Abt2-1.fm Seite 539 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 50
Continued next page
Short drill chucks
with special key for right-hand rotation
C D
Precision design. Self-locking, the clamping force automatically increases in proportion to the torque. It
is impossible for the cutting tool to loosen even if the spindle stops suddenly. Fast action clamping via
clamping sleeve with two key surfaces for increasing clamping force twofold by chuck key.
Shanks
Clamping range C
steep taper
Discharge length A
Dimension D
23050
mm
ST
mm
mm
Ident. No.
Unit price
Clamping tools
50
DIN 69871 A
3-16
50
90
57
750
O. R.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 295
Continued next page
Adapting sleeves
50
IK
G 6,3
12000 rpm
AD/B
For holding tools with Morse taper
and flat tangs
Design: case-hardened and precision-ground.
Shank design DIN 69871 ADB* = centric/over collar inner cooling.
Tolerances of taper shanks according to DIN 2080 AT 3.
Pre-balanced G 6.3 at 12000 1/min.
Application: for holding tools with morse taper and flat tangs.
steep taper
Female taper
Dimension D
Discharge length A
23080
ST
MT
mm
mm
Ident. No.
1
25
45
630
Unit price
O. R.
2
32
60
631
50
3
40
65
632
4
48
95
633
O. R.
O. R.
O. R.
5
63
105
634
O. R.
Prod. Gr. 295
* Bores for form B closed with set screw on delivery.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Continued next page
Shell end mill arbours with fixed driver
50
IK
G 6,3
12000 rpm
AD/B
23150
ST
h 6 mm
mm
mm
mm
Ident. No.
22
19
48
35
631
27
21
58
40
632
50
32
24
78
50
633
40**
27
88
50
634
Unit price
O. R.
O. R.
O. R.
O. R.
steep taper
Arbour d1
Arbour length L
Dimension D
Discharge length A
* Bores for form B closed with set screws on delivery.
** With 4 additional threaded holes according to DIN 2079.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Edition 5
0.003 A
0.008 A
d1
D
Design: case-hardened HRC 60 2 (HV 700 50), hardness depth 0.8 mm 0.2, burnished.
Shank version DIN 69871 AD and ADB* = centric/over collar inner cooling, tolerances of taper shanks
according to DIN 2080 AT 3.
With drivers tightly screwed down and diameter of locating face increased to hold milling heads and milling
cutters with transverse slot DIN 1880.
Material: alloyed case-hardened steel with tensile strength at core of min. 800 N/mm.
Application: with coolant outlet on end face for blade heads with inner coolant supply
Delivery: with milling cutter retaining screw.
60**
40
129
70
635
L1
O. R.
Prod. Gr. 295
539
GB_2013_Abt2-1.fm Seite 540 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69871 ST 50
Continued next page
Combined shell end mill arbours
50
IK
G 6,3
12000 rpm
AD/B
L3
23155
ST
h 6 mm
mm
mm
mm
Ident. No.
16
17
32
55
630
22
19
40
55
631
50
27
21
48
55
632
32
24
58
55
633
Unit price
O. R.
O. R.
O. R.
O. R.
steep taper
Arbour d1
Arbour length L3
Dimension D
Discharge length A
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
d1
D
40
27
70
55
634
O. R.
Prod. Gr. 295
Continued next page
Milling chucks type ER
50
IK
G 6,3
12000 rpm
AD
Design: case-hardened and precision-ground.
Shank design DIN 69871 AD = centric/over collar inner cooling, without stop screw.
ADB version on request.
Ident. No. 630-631 ST 50, form ADB.
Tolerances of taper shanks according to DIN 2080 AT 3.
A
50
ST
23300
Type
mm
mm
mm
Ident. No.
Short
ER 32
2-20
50
70
630
Short
ER 40
3-26
63
80
631
Unit price
O. R.
O. R.
0.005 A
steep taper
Version
Collet chucks
Clamping range
Dimension D
Discharge length A
ST 50, DIN 69871 ADB
Prod. Gr. 295
** Suitable ring profile key in standard design for ER 16 see No. 23308 216 page 564.
h See required pull studs No.23690 page 575.
Collets see No. 23320 page 569.
i Tool holding fixtures selection overview page 519.
Continued next page
Face chucks with cooling canal along the adapter hole
IK
AD/B
Design: case hardened 700 50 HV (60 2 HRC). Taper and tool holding fixture ground.
Shank design DIN 69871 ADB* = centric/over collar inner cooling.
Tolerances of taper shanks according to DIN 2080 AT 3.
Material: case-hardened steel with tensile strength at the core of at least 800 N/mm.
Application: to hold tools with straight shank and lateral locating face to DIN 1835 B (Weldon).
steep taper
Cutting d1
Dimension D
Discharge length A
23330
ST
mm
mm
mm
Ident. No.
Unit price
50
8
28
63
931
10
35
63
932
12
42
63
933
16
48
63
934
20
52
63
935
(O. R.)
(O. R.)
O. R.
O. R.
O. R.
* Bores for form B closed with set screws on delivery.
h See required pull studs No.23692 page 574.
i Tool holding fixtures selection overview page 519.
540
50
G 6,3
12000 rpm
d1
Clamping tools
Design: case-hardened and precision-ground.
Shank version DIN 69871 AD/B = centric/over collar inner cooling, tolerances of taper shanks according
to DIN 2080 AT 3.
Delivery: with milling cutter retaining screw, feather key, and carrier ring.
25
65
80
936
(O. R.)
Prod. Gr. 295
Edition 5
GB_2013_Abt2-1.fm Seite 541 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures JIS B 6339 MAS BT
Continued next page
Face chucks
50
IK
G 6,3
12000 rpm
AD/B
23330
Unit price
Short
6
25
63
630
Short
8
28
63
631
Short
10
35
63
632
Short
12
42
63
633
Short
14
44
63
638
Short
16
48
63
634
Short
18
50
63
639
50
Short
Short
20
25
52
65
63
80
635
636
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
ST
mm
mm
mm
Ident. No.
Clamping tools
steep taper
Version
Cutting d1
Dimension D
Discharge length A
d1
D
Design: case-hardened and precision-ground.
Shank design DIN 69871 ADB* = centric/over collar inner cooling.
Tolerances of taper shanks according to DIN 2080 AT 3.
Medium Medium Medium Medium Medium Medium
10
12
16
20
25
32
35
42
48
52
65
72
100
100
100
100
120
100
642
643
644
645
646
637
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
* Bores for form B closed with set screws on delivery.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
O. R.
Prod. Gr. 295
Continued next page
HYDRO expansion clamping chucks
short, solid design
50
G 2,5
25000 rpm
Design: shank model DIN 69871 ADB*, concentricity tolerance 0.003 mm.
With axial length adjustment. Use of reducing sleeves is possible.
Application: for high precision centric clamping of milling, drilling and reaming tools.
Advantages:
vibration-damped tool clamping with maximum rigidity
high stock removal capacity and torque transmission.
low maintenance due to closed clamping system.
Scope of delivery: incl. hexagon T-handle wrench.
ST
mm
mm
mm
mm
mm
23333
Ident. No.
50
32
72
81
61
10
M16x1
232
Unit price
(O. R.)
d
D2
steep taper
Clamping d
Dimension D2
Discharge length A
Dimension L2
Setting range V
Thread G
G
V
L2
Prod. Gr. 263
* Please state in order if you require form B.
h Reducing bush see No. 23336 page 573.
See required pull studs No.23690 page 575.
i Tool holding fixtures selection overview page 519.
Continued next page
CNC precision short drill chucks
for clockwise and anti-clockwise rotation
40
R/L
G 40
7000 rpm
Design:
Shank JIS B 6339 MAS BT DIN 69871 A. Precision clamping chuck with high concentricity, concentricity
tolerance 0.03 mm. Minimum clamping length 22 mm for a diameter of 1.0 mm.
Application:
For use on machining centres and CNC milling machines with tool changer. For drilling, reaming, lowering,
thread cutting and for light smoothing tasks. Suitable for clockwise and anti-clockwise rotation.
Advantage:
Wearing parts hardened and ground for long service life. The integrated worm gearing provides a high
holding torque.
Delivery: hexagon socket wrench.
Shanks
Clamping range C
steep taper
Discharge length A
Dimension D
21329
mm
ST
mm
mm
Ident. No.
Unit price
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Edition 5
MAS BT
1-16
BT 40
88
50
710
O. R.
Prod. Gr. 208
541
GB_2013_Abt2-1.fm Seite 542 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures JIS B 6339 MAS BT
Continued next page
Combined shell end mill arbours
40
G 6,3
12000 rpm
16
17
32
55
711
22
19
40
55
712
40
27
21
48
55
713
32
24
58
60
714
40
27
70
60
715
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
d1
D
23155
ST
mm
mm
mm
mm
Ident. No.
steep taper
Arbour d1
Arbour length L1
Dimension D
Discharge length A
L1
Prod. Gr. 295
Continued next page
Milling chucks type ER
40
50
G 6,3
12000 rpm
IK
AD/B
steep taper
Collet chucks
Clamping range
Dimension D
Discharge length A
40
23300
ST
Type
mm
mm
mm
Ident. No.
ER 32
2-20
50
70
710
ER 40
3-26
63
80
711
Unit price
O. R.
O. R.
Design: case-hardened HRC 60 2 (HV 700 50), hardness depth 0.8 mm 0.2, burnished.
Shank design Japanese standard JIS B 6339 (MAS 403 BT), centric inner cooling, without stop screw.
Tolerances of taper shanks according to DIN 2080 AT 3.
With inner coolant supply through the collar form AD/B.
Material: alloyed case-hardened steel with tensile strength at the core of at least 800 N/mm.
50
ER 40
3-26
63
80
730
O. R.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 295
Continued next page
Face chucks
IK
AD/B
Design: case-hardened 60 2 HRC (HV 700 50 HV), hardness depth 0.8 mm 0.2, burnished.
Shank design Japanese standard JIS B 6339 (MAS 403 BT), centric inner cooling.
Tolerances of taper shanks according to DIN 2080 AT 3.
With inner coolant supply through the collar form AD/B.
Material: alloyed case-hardened steel with tensile strength at the core of at least 800 N/mm.
steep taper
Clamping d
Dimension D
Discharge length A
40
23330
ST
mm
mm
mm
Ident. No.
6
25
50
710
8
28
50
711
10
35
63
712
12
42
63
713
16
48
63
714
20
50
63
715
25
63
90
716
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
h See required pull studs No.23690 page 574.
i Tool holding fixtures selection overview page 519.
542
40
G 6,3
12000 rpm
Clamping tools
Design: case-hardened HRC 60 2 (HV 700 50), hardness depth 0.8 mm 0.2, burnished.
Shank version Japanese standard JIS B 6339 (MAS 403 BT), tolerances of taper shanks according to DIN
2080 AT 3.
Material: alloyed case-hardened steel with tensile strength at the core of at least 800 N/mm.
Delivery: with milling cutter retaining screw, feather key, and carrier ring.
32
72
100
717
O. R.
Prod. Gr. 295
Edition 5
GB_2013_Abt2-1.fm Seite 543 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures Morse taper / shank
Continued next page
Milling chucks, with Morse taper
Design:
With integrated, adjustable length stop screw. For collets DIN ISO 10897 (new standard), DIN 6388 (former
standard).
Delivery: with clamping nut.
Ident. No.
2
2-16
43
65
M10
002
O. R.
MT
mm
mm
mm
Unit price
3
2-25
60
80
M12
003
4
2-25
60
84
M 16
004
O. R.
O. R.
Clamping tools
Morse taper
Clamping range
Dimension D
Discharge length A
Clamping thread
Milling chuck without collets
23285
No. 23285 = Prod. Gr. 218
* When holding the largest diameter.
h Collets see No. 23291-23293, page 572.
Hook wrench No. 52100 page 1350.
i Tool holding fixtures selection overview page 519.
Continued next page
Clamping chuck extensions AMC
with high concentricity to clamp smallest tools for clockwise and counter-clockwise rotation
R/L
Design: cylinder shaft h6
The holding takes place in the Albrecht APC precision chuck or in a shrink fit chuck, hydro-expansion chuck
or precision chuck. The tool clamping takes place in connection with a coated clamping sleeve (see No.
23332) and with integrated hexagon wrench.
Application:
Everywhere where smallest tool and/or twist drills shall be used at machining zones difficult to access.
Advantage:
14 mm make it a very slim design. No special knowledge or devices required when using shrink-fit extensions.
Ident. No. 100 three-jaw chuck design for clamping really small twist drills 0.2-1.5 mm (no clamping
sleeve required)
Shaft
Clamping range
Clamping thread
23334
mm
mm
mm
Ident. No.
Unit price
14
20
1-6
100
010
1-6
150
020
1-6
100
030
1-6
150
040
(O. R.)
(O. R.)
(O. R.)
(O. R.)
h Clamping sleeves No.23332 page 569.
16
0,2-1,5
160
100
(O. R.)
Prod. Gr. 209
Continued next page
Clamping chuck extensions
Collet chucks
Shank d1
width a.f./dimension D
Shank length L
Head length L2
Clamping thread
Type
mm
mm
mm
mm
23304
Ident. No.
Unit price
D
L
L2
12
25/28
80
36
M8
130
16
25/28
60
36
M10
150
ER 16
16
25/28
100
36
M10
160
20
25/28
50
30
M12
162
20
25/28
100
30
M12
164
20
30/34
60
36
M12
190
20
30/34
100
36
M12
200
20
42
50
46
M12
240
20
42
100
46
M12
250
25
42
50
46
M 16
260
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
(O. R.)
h Chuck keys see No. 23308 008 page 564 and collets 23320 see page 569.
i Tool holding fixtures selection overview page 519.
Edition 5
d1
with straight shank type ER standard
Design:
Drill can also be clamped on drill heel. Special slim line design for use in milling chucks as tool extension
for deep level operations where space is restricted.
Application:
For double-conical collets, type ER No. 23320 page 569, slotted on both sides. For NC machines and centres.
ER 20
ER 25
25
42
100
46
M 16
270
(O. R.)
Prod. Gr. 206
543
GB_2013_Abt2-1.fm Seite 544 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
ER 16 Mini
mm
mm
mm
mm
23304
Ident. No.
10
22
60
37
005
Unit price
O. R.
12
22
80
37
010
ER 20 Mini
16
28
100
38
M10
020
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
L2
Prod. Gr. 206
Continued next page
Short drill chucks System ERICKSON
with straight shank particularly slim design
Design:
Tensile strength in core min. 800 N/mm.
Hardened 670 40 HV (582 HRC).
With adjustable length stop.
Drill can also be clamped on drill heel.
Use: for NC machines and centres.
Version
Shank d1
Clamping range
Collet chucks
Shank length L
Head length L2
Clamping depth min/max
Size
width a.f./dimension D
23325
mm
mm
Type
mm
mm
mm
mm
mm
Ident. No.
DKS
8
1-4
DKS
100
32
20/42
9
10
295
23325
Ident. No.
O. R.
DKS
410
Unit price
O. R.
Unit price
Spare clamping nut
L2
D
d1
Clamping tools
Type Miniature
Shank d1
Dimension D
Shank length L
Head length L2
Clamping thread
with straight shank type ER miniature
Design: Drill can also be clamped on drill heel. Special slim line design for use in milling chucks as tool
extension for deep level operations where space is restricted.
Application: For double-conical collets, type ER No. 23320, slotted on both sides. For NC machines and
centres. Straight shank in solid material.
d1
Clamping chuck extensions
Ident. No. 295-325
DK 30
12
1-6,5
DK 30
76
36
38/99
13
14
300
O. R.
DK 20
12
1-6,5
DK 30
140
36
43/105
13
14
305
20
1-10
DK 20
76
44
41/107
19
21
310
O. R.
O. R.
DK 10
20
1-10
DK 20
140
44
41/178
19
21
315
25
2,5-14,5
DK 10
76
49
55/107
24
27
320
O. R.
O. R.
25
2,5-14,5
DK 10
140
49
55/120
24
27
325
O. R.
DK 30
420
DK 20
430
DK 10
440
O. R.
O. R.
(O. R.)
h Collets see No. 23326 page 570.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 218
Continued next page
Hollow taper shank tools
DIN 69893
for automatic and manual tool change
The new generation of tool holding fixtures HSK-32/40/50/63/80/100 form A to F
To enable us to work out an offer, we need details of the size of your spindle and the tool holding fixtures
in question.
Advantages vis--vis steep taper:
High rigidity: considerably greater bending strength is achieved with the same tool sizes as a result of
the support at the collar (flange).
Excellent change precision: the flange attachment facilitates axial positioning precision in the mrange. The form-fit, tight taper tolerance prevents any radial run-out.
Good torque transmission: the hollow taper shank is held in the take-up spindle so that a torque transmission is possible as a result of friction contact. Also, 2 carrier blocks move into the slots at the shank
end.
Particularly well suited for high speeds: at high revolutions the spindle expands as a result of the centrifugal force. As a result the steep taper could slide into the spindle and jam. This is prevented with the
flat surface contact. Also, the tension elements are pushed outwards as a result of the centrifugal force,
causing an increase in tension force.
Interconnected tool system: the hollow taper shank was designed both for stationary and rotary tool
holding fixtures. The tool holders can therefore be used on milling and turning machines in addition to
being used as modular tools.
Plane play
Functional principle of the HSK interface:
Connecting position with locating faces
Radial nominal rigidity of various machine tool interfaces
544
Holding situation with locating faces
Edition 5
GB_2013_Abt2-1.fm Seite 545 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Form A
Preferred version for machining centres!
U Automatic tool change
U Driving slots on end of taper
U Central coolant supply via the automatic clamping device
by means of the cooler pipe.
Form B
For spindle fixtures with small taper and large support
diameter! Preferred use as lathe holder.
U Automatic tool change
U Driving slots on end of taper
U Central coolant supply via the automatic clamping device
by means of the cooler pipe.
Form C
Like form A, however for manual tool change! Used on
transfer centres or as modular tool.
U Central coolant supply by means of clamping device,
locks without cooler pipe.
Form D
Like form B, however for manual tool change! Is not yet
needed.
U Central coolant supply by means of clamping device,
locks without cooler pipe or if preferred, via tool flange.
Form E
As form A, but absolutely symmetric rotationally without
any driving slots, suitable for high speed machining!
Form F
As form B, but absolutely symmetric rotationally without
any driving slots, currently used in wood working!
Form A / C / E
Collar = Nominal size
d1
25
32
40
50
63
80
100
125
160
Taper
d2
19
24
30
38
48
60
75
95
120
Shank length
l1
13
16
20
25
32
40
50
63
80
Form B / D / F
Collar = Nominal size
d1
40
50
63
80
100
125
160
Clamping tools
Distinguishing features of the various forms
Taper
d2
24
30
38
48
60
75
95
Shank length
l1
16
20
25
32
40
50
63
Continued next page
Micro drill chucks
G 2,5
40000 rpm
DIN 69893
< 0,01
R/L
Design:
Precision design with maximum run-out tolerance 0.01 mm for clockwise and anti-clockwise rotation.
Shank according to DIN 69893 (see table). Actuated from the rear side with torque screwdriver. Tightening
torque 2.5 Nm. Without IC.
Application:
Micro-drill chuck for tensioning of the smallest tools, requires screwdriver (width a.f.4) from behind by the
tool holding fixture with on tightening torque 2 Nm for machines with high revolutions.
Advantages:
The slightest disturbing edges of the very slim design and very low self weight and the extraordinary concentricity are the advantages of this new drill chuck.
Concentricity max.
Shanks
Clamping range
Discharge length A
Dimension D
Length L1
Length l2
23720
Unit price
mm
< 0,01
DIN 69893 HSK E25 HSK E25 HSK E32 HSK E32 HSK A40 HSK A40 HSK E40 HSK E40
mm 0,2-1,5 1,5-3,0 0,2-1,5 1,5-3,0 0,2-1,5 1,5-3,0 0,2-1,5 1,5-3,0
mm
42
42
50
50
50
50
50
50
20
20
20
20
20
20
20
20
mm
17
17
17
17
17
17
17
17
mm
30
30
30
30
30
30
30
30
Ident. No. 100
101
102
103
104
105
106
107
E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
h a torque screwdriver No. 52200 020, see page 1400, and blades for hexagon socket head
screw No. 52200 340, see page 1401.
Edition 5
A
L2
L1
D1
O. R.
Prod. Gr. 280
545
GB_2013_Abt2-1.fm Seite 546 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
CNC precision short drill chucks
A63
G 40
7000 rpm
R/L
Clamping tools
Design:
With worm gearbox and helical gearbox, shank HSK 63 DIN 69893 A. Precision clamping chuck with high
concentricity, concentricity tolerance 0.03 mm. Pre-balanced up to 7000 rpm with a residual unbalance of
max. 40 gmm.
Application:
For use on machining centres and CNC milling machines with tool changer. For drilling, reaming, countersinking, thread cutting and for light smoothing tasks.
Number
Shanks
Clamping range C
Discharge length A
Dimension D
mm
mm
mm
Ident. No.
E
Unit price
21329
23721
A 63
0,5-16
109
57
542
(O. R.)
A 63
1-16
98
50
050
O. R.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 208
A
a CNC precision short drill chuck with worm
gear transmission No. 213721 050
a CNC precision short drill chuck with spur
gear transmission No. 21329 542
Continued next page
Precision short drill chucks AKL
for clockwise and anti-clockwise rotation
A63
R/L
G 40
7000 rpm
Design:
Precision design with maximum run-out tolerance 0.03 mm. Shank according to DIN 69893 HSK form A.
Higher revolutions on request.
100 % concentricity tolerance check using different plug gauge at various measuring points, based on
DIN ISO 10888.
Tool clamping is realised using the hexagon chuck key provided.
Application: for use on machining centres and CNC milling machines with tool changer.
Advantage:
Safe since opening of the chuck during run or abrupt spindle stop is not possible. Integrated worm gearing
provides for high holding torque > 75 Nm at 13 mm.
Shanks
Clamping range C
Discharge length A
Dimension D
Dimension D1
Free length L10
23722
HSK
mm
mm
mm
mm
mm
Ident. No.
Unit price
i Tool holding fixtures selection overview page 519.
546
D D1
L10
A
Ident. No. 060
A 63
0,5-10
85
38
45
37,5
060
1-16
98
50
065
O. R.
O. R.
A
Ident. No. 065
Prod. Gr. 209
Edition 5
GB_2013_Abt2-1.fm Seite 547 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Shell end mill arbours with transverse slot DIN 6357
A63
G 2,5
25000 rpm
L1
Clamping tools
d1
D
Design: hollow shank taper according to DIN 69893-1 shape A with enlarged diameter.
With internal channel cooling and nickel-plated.
Application: retaining of shell end mills DIN 841 and dovetail cutters DIN 842 with transverse slot.
Coating: nickel (corrosion-resistant and dirt-repelling).
23744
mm
mm
mm
mm
Ident. No.
Short
16
17
38
50
551
Short
22
19
48
50
552
Short
27
21
58
60
553
Short
32
24
78
60
554
A 63
Short
40
27
88
60
555
Long
16
17
38
100
751
Long
22
19
48
100
752
Long
27
21
58
100
753
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Hollow taper shank
Version
Arbour d1
Arbour length L1
Dimension D
Discharge length A
HSK
i Tool holding fixtures selection overview page 519.
Long
32
24
78
100
754
O. R.
Prod. Gr. 263
Continued next page
Precision spring collets CENTRO P
A63
G 2,5
25000 rpm
< 3m
HP+CP
IK
Design: hollow taper shank according to DIN 69893-1 form AD.
30 trapezoid thread with ground, extra long double guide
precise centring of the clamping nut
tool holding fixture has concentricity of 1 m, with Fahrion HP/HPD collet chuck Ident No. 23323 a system concentricity of 3 m
the collet chuck is completely surrounded in the chuck cone for optimal stability and even distribution of the clamping forces.
Tool holder 1 m concentricity.
Scope of delivery: without clamping nut, without stop screw.
A
E
Product video:
use your mobile phone to scan the QR code.
H
F
Hollow taper shank
Size
Collet chucks
Clamping range
Dimension D
Discharge length A
Insertion depth E**
Insertion depth F***
CP 16
ER 16/426 E
1-10
30
100
71
050
CP 25
ER 25/430 E
2-16
40
100
70
052
CP 32
ER 32/470 E
2-20
50
70
46
053
A 63
CP 32
ER 32/470 E
2-20
50
100
71
45
153
CP 32
ER 32/470 E
2-20
50
160
129
55
154
CP 40
ER 40/472 E
3-26
63
80
56
240
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
HSK
23760
Type
mm
mm
mm
mm
mm
Ident. No.
Unit price
* A-size for clamping nuts without sealing disc. The HPD collet chucks can also be used for IK, see No. 23323 151-297 page 568.
** E dimension for tool shanks 16 mm.
*** F dimension for tool shanks > 16 mm.
h For inner cooling a coolant transfer pipe No. 23715 page 576 is required.
Fahrion collets see No. 23322 page 567.
Fahrion roller wrench see No. 23360 page 566.
Fahrion clamping nut see No. 23360 page 566.
FAHRION collet chucks 2 m concentricity, not sealed, No. 23323 012-137
FAHRION collet chucks 2 m concentricity, sealed for IK No. 233230 151-297
i Tool holding fixtures selection overview page 519.
Edition 5
CP 40
ER 40/472 E
3-26
63
160
130
241
(O. R.)
Prod. Gr. 235
547
GB_2013_Abt2-1.fm Seite 548 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Precision spring collets
CAD
A63
auf Anfrage
AD
DIN 69893 FORM A
G 2,5
25000 rpm
A
E
G
Clamping tools
Application:
For clamping tools with straight shanks without loss of concentricity or clamping force up to shank tolerance h10. Suitable for machining of precision parts, HSC machining and high-precision machining results.
Advantages:
1 30 polished trapezoidal thread with special anti-friction coating with low friction and thank to that
exact centring at the insertion of the clamping nut
2 chuck cone, completely-sitting collet chuck, permit up to two-times greater holding force than the traditional spring collets
resistent against fluctuations in temperature and fully suitable for drying processes and hard cutting up
to 200 C
Clamping forces are evenly distributed across the entire cylindrical shell surface and perfect surfaces are
achieved via the optimally recorded radial forces by the very good damping properties
the strengthening of the chuck body over the diameter of the clamping nut creates enormous stability at
optimal interference contour
extremely low system true running of <3 m with the 2 m collet No. 23323 012-137 unsealed and
sealed collets up to 80 bar for IK (without flange packing) No. 23323 151-297
6 m system radial run-out with the 5 m collet chucks No. 23320 101-320 and No. 23322 101-320 (not
shown)
Scope of delivery: welder protective helmet, incl. clamping nut
H
F
Hollow taper shank
Size
Collet chucks
Clamping range
Dimension D
Discharge length A
Insertion depth E**
16
ER16/426E
1-10
30
55#
32
001
16
ER16/426E
1-10
30
100
71
002
16
ER16/426E
1-10
30
160
106
003
16
ER16/426E
1-10
30
200
136
004
A 63
25
ER25/430E
2-16
40
160
128
006
25
ER25/430E
2-16
40
200
148
007
32
ER32/470E
2-20
50
70#
46
008
32
ER32/470E
2-20
50
100
114
009
32
ER32/470E
2-20
50
160
129
010
O. R.
O. R.
(O. R.)
(O. R.)
O. R.
(O. R.)
O. R.
O. R.
(O. R.)
HSK
23761
Type
mm
mm
mm
mm
Ident. No.
Unit price
Please order chuck key separately. Torque screwdriver is recommended.
Mounting of accessories for the a precision clamping chuck
For roller wrench see No. 23360 950-956 page 566
For matching torque screwdriver
see No. 23360 960-964 page 566
Mounting fixture
see No. 23915 063-100 page 582
Spare parts a clamping nut
see No. 23361 101-103 page 565
FAHRION collets GER HPD for internal cooling
with < 2 m true running
see No. 23323 151-297 page 568
# without stop screw
* E dimension for tool shanks 16 mm
** F dimension for tool shanks > 16 mm
548
FAHRION collets GER HP for external cooling
with < 2 m true running
see No. 23323 012-137 page 568
ORION collets type ER
with < 5 m concentricity see No. 23320 101-320 page 570
Prod. Gr. 263
Edition 5
GB_2013_Abt2-1.fm Seite 549 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Spring collets
for collets DIN ISO 15488
AD/B
IK
A63
G 6,3
15000 rpm
Hollow
taper shank
Version
Collet
chucks
Clamping
range
Dimension
D
Discharge
length A
A 63
HSK
mm
Short
ER25/
430E
2-16
Short
ER32/
470E
2-20
Short
ER40/
472E
3-26
Long
ER16/
426E
1-10
Long
ER16/
426E
1-10
Long
ER25/
430E
2-16
Long
ER32/
470E
2-20
Long
ER40/
472E
3-26
mm
42
50
63
32
32
42
50
63
mm
100
70
120
100
160
160
100
160
Type
Clamping tools
Design:
Case-hardened and precision ground. Shank design DIN 69893-1 Form A. Centric internal cooling supply,
without stop screw. Form ADB on request. Tolerances of taper shanks in accordance with DIN 2080 AT 3.
23725
Ident. No.
803
805
807
801
802
804
806
808
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 290
Continued next page
Combined shell end mill arbours
A
G 2,5
25000 rpm
A63
Hollow taper shank Version Arbour d1 Arbour length L1 Dimension D Discharge length A
mm
A 63
Short
Short
Short
Short
Short
Long
Long
Long
Long
Long
mm
16
22
27
32
40
16
22
27
32
40
mm
17
19
21
24
27
17
19
21
24
27
i Tool holding fixtures selection overview page 519.
Edition 5
mm
32
40
48
58
70
32
40
48
58
70
mm
60
60
60
60
70
100
100
100
100
100
23746
Ident. No. U. pr. E
551
O. R.
552
O. R.
553
O. R.
554
O. R.
555
O. R.
751
O. R.
752
O. R.
753
O. R.
754
O. R.
755
O. R.
d1
D
Design:
Hollow taper shank according to DIN 69893-1 form A. Case-hardened, precision-ground and nickel plated.
Application: for holding milling cutters with transverse and longitudinal slot.
Coating: nickel (corrosion-resistant and dirt-repelling).
Delivery: with feather key, carrier ring and milling cutter.
L1
Short version
Prod. Gr. 263
549
GB_2013_Abt2-1.fm Seite 550 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Spring collets
for collets ER/ESX DIN ISO 15488
A63
G 2,5
25000 rpm
G 2,5
15000 rpm
Hollow taper shank
Version
Collet chucks
Clamping range
Dimension D
Discharge length A
23725
a Unit price
DIEBOLD Unit price
Hollow taper shank
Version
Collet chucks
Clamping range
Dimension D
Discharge length A
23725
a
DIEBOLD
Unit price
Unit price
Short
ER16
1-10
32
100
551
Short
ER25
2-16
42
100
553
Short
ER32
2-20
50
100
554
O. R.
O. R.
O. R.
Type
mm
mm
mm
Ident. No.
Long
ER32
2-20
50
160
754
Long
ER40
3-26
63
160
756
E
E
O. R.
O. R.
Type
mm
mm
mm
Ident. No.
E
E
HSK
A 63
Short
ER40
3-26
63
120
555
HSK
Long
ER16
1-10
32
160
751
Long
ER25
2-16
42
160
753
O. R.
O. R.
426E/ER16
0,5-10
28
100
051
O. R.
A 63
430E/ER25
0,5-16
42
80
053
470E/ER32
2-20
50
100
054
470E/ER40
3-26
63
120
055
O. R.
O. R.
O. R.
O. R.
h For inner cooling supply coolant transfer pipe No. 23715 is required page 576.
i Tool holding fixtures selection overview page 519.
a = Prod. Gr. 263
DIEBOLD = Prod.-Gr. 290
Continued next page
Weldon surface chucks
A63
G 2,5
25000 rpm
Design: hollow shaft cone according to DIN 69893-1 shape A
Coating: nickel (corrosion-resistant and dirt-repelling).
Application: holding tools with straight shank and lateral clamping surface DIN 1835 B.
Scope of delivery: with tensioning screw(s).
Hollow taper shank
Version
Clamping d
Dimension D
Discharge length A
a
23730
Unit price
Hollow taper shank
Version
Clamping d
Dimension D
Discharge length A
a
23730
Unit price
HSK
mm
mm
mm
Ident. No.
E
HSK
mm
mm
mm
Ident. No.
E
Short
6
25
65
550
Short
8
28
65
551
Short
10
35
65
552
Short
12
42
80
553
Short
14
44
80
554
O. R.
O. R.
O. R.
O. R.
O. R.
Medium
6
25
100
750
Medium
8
28
100
751
Medium
10
35
100
752
Long
6
25
160
850
O. R.
O. R.
O. R.
O. R.
h For inner cooling supply coolant transfer pipe No. 23715 is required page 576.
i Tool holding fixtures selection overview page 519.
550
d
D
Clamping tools
Design: hollow shaft cone according to DIN 69893-1 shape A
Ident. No. 551-756 a
Fine balanced G 2.5 at 25000 1/min.
Coating: nickel (corrosion-resistant and dirt-repelling).
Ident. No. 051-055 DIEBOLD
Fine balanced G 2.5 at 15000 1/min.
Application: Tensioning tools with straight shank in the collet chuck.
Scope of delivery: incl. with length stop screw and clamping nut.
A 63
Short
16
48
80
555
Short
18
50
80
556
Short
20
52
80
557
Short
25
65
110
558
Short
32
72
110
559
Short
40
80
125
560
O. R.
O. R.
O. R.
O. R.
O. R.
Long
8
28
160
851
O. R.
A 63
Long
10
35
160
852
Long
12
42
160
853
Long
14
44
160
854
Long
16
48
160
855
Long
18
50
160
856
Long
20
52
160
857
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 263
Edition 5
GB_2013_Abt2-1.fm Seite 551 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Precision chucks APC
for maximum clamping force, concentricity precision and stability
A63
G 2,5
20000 rpm
IK
Clamping tools
Design:
Shank according to DIN 69893 HSK form A, internal cooling supply centric. Very low concentricity tolerance 3 m (at 2.5 x D). The tool clamping is performed in connection with coated clamping sleeve (see
No. 23332 page 569) and adjustable longitudinal stop in the clamping sleeve.
Application:
For clamping of cylinder shanks according to DIN 1835 A, B (Weldon) and DIN 6535 form HA, HB as well
as HE to 20 mm and shank tolerance h 6. For milling, drilling, reaming, thread cutting, etc.
Advantage:
Precise and quick tool change laterally via the hex. wrench. More safety when machining due to an extraordinarily high holding torque > 200 Nm (for shank 12 mm). Can be used for finishing, heavy duty
machining, HSC and machining hard materials.
A
L3
Hollow taper shank
Version
Clamping width
Location taper
Discharge length A
Dimension L1
Dimension L2
Dimension L3
Dimension D1
Dimension D2
A 63
HSK
23732
mm
HSK
mm
mm
mm
mm
mm
mm
Ident. No.
Unit price
D1
D2
L2
L1
Slim short
3-14
63
92
11
28,5
66
30
50
049
Slim long
3-14
63
176
85
103
150
30
50
051
Standard
3-20
63
92
20
28,5
66
40
50
054
(O. R.)
(O. R.)
(O. R.)
Standard
20-32
63
140
3
23
114
56
70
053
(O. R.)
h Clamping sleeves 23332 see page 569.
Other tool holding fixtures and discharge lengths available on request.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 209
Product video:
use your mobile phone to scan the QR code.
Continued next page
Key for APC precision chucks
Design: hex key SW4 with slip-on sleeve
Application:
For clamping of all APC precision chucks, the chucks must be tightened until the marks (Fig. 1) are aligned
with each other. This ensures that the tool is always tightened with the correct torque.
Width across flats
Length without handle
23732
mm
mm
Ident. No.
4
98
100
Unit price
O. R.
Fig. 1
Prod. Gr. 209
Fig. 2
Edition 5
551
GB_2013_Abt2-1.fm Seite 552 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
HYDRO expansion clamping chucks
Torque
mm
Nm
6
20
8
35
10
45
12
80
14
100
16
130
18
180
20
210
25
350
1
2
3
4
5
32
450
Continued next page
HYDRO expansion clamping chucks
short slimline design
A63
G 2,5
25000 rpm
Design: hollow taper shank per DIN 69893-A, concentricity tolerance 0.003 mm.
With axial length adjustment, use of reducing sleeves is possible.
Application: for high precision centric clamping of milling, drilling and reaming tools.
Advantages:
Vibration-damped tool clamping with maximum rigidity. Improved cutting tool life and surface quality.
Delivery: incl. hexagon T-handle wrench
23733
Unit price
Ident. No.
6
26
50
70
37
10
24
M5
050
E O. R.
8
28
50
70
37
10
24
M6
051
(O. R.)
A 63
10
12
14
16
18
20
25
32
30
32
34
38
40
42
57
63
50
50
50
50
50
50
53
59
80
85
85
90
90
90
120
125
41
46
46
49
49
51
57
61
10
10
10
10
10
10
10
10
32
40
40
46
46
48
63
61
M8 x 1 M10 x 1 M10 x 1 M12 x 1 M12 x 1 M16 x 1 M16 x 1 M16 x 1
052
053
054
055
056
057
058
059
(O. R.)
i Tool holding fixtures selection overview page 519.
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
(O. R.)
A
L10
D3
HSK
mm
mm
mm
mm
mm
mm
mm
Hollow taper shank
Clamping d
Dimension D2
Dimension D3
Discharge length A
Clamping depth L2
Setting range V
Free length L10
Thread G
D2
Clamping tools
Easy tool change in a matter of seconds:
Clamping with a HYDRO expansion chuck means that tools can be clamped and unclamped in a few seconds. The axial length adjustment allows to achieve a high repeat accuracy. Special seals ensure absolute
tightness and a long service life of the clamping chuck. The system of hydraulic oil-filled chambers makes
for safe and vibration-damped clamping. Tool service life is increased by a factor of up to 4. The use of
reducing sleeves allows to clamp different tool diameters in a holder.
Technical data:
concentricity tolerance < 0.003 mm
max. speed 40000 1/min (precision balancing recommended!)
optimum temperature of use 20-50 C (higher temperatures on request)
axial length setting range approx. 10 mm
tool clamping damps vibrations due to hydraulic oil-filled chamber system
Function:
The hexagon socket wrench 1 is used to screw the clamping screw 2 fully home. The press pin 3 pushes
the hydraulic oil into the expansion chamber 4. The pressure thus generated causes an even deformation
of the expansion sleeve 5, which results in accurate, powerful centric clamping of the tool shank.
Transmitted torques: (with direct voltage)
V
G
L2
Prod. Gr. 263
Product video:
use your mobile phone to scan the QR code.
552
Edition 5
GB_2013_Abt2-1.fm Seite 553 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
HYDRO expansion clamping chucks
short, solid design
Design: hollow taper shank DIN 69893-A, concentricity tolerance 0.003 mm.
With axial length adjustment. Use of reducing sleeves is possible.
Application: for high precision centric clamping of milling, drilling and reaming tools.
Advantages:
vibration-damped tool clamping with maximum rigidity
high stock removal capacity and torque transmission.
low maintenance due to closed clamping system.
Scope of delivery: incl. hexagon T-handle wrench.
23733
Ident. No.
Unit price
L10
A 63
20
33
57
80
51
10
M8 x 1
220
D3
HSK
mm
mm
mm
mm
mm
mm
Hollow taper shank
Clamping d
Dimension D2
Dimension D3
Discharge length A
Clamping depth L2
Setting range V
Thread G
Clamping tools
D2
A63
G 2,5
25000 rpm
V
L2
O. R.
Prod. Gr. 263
* Please state in order if you require form B.
h Reducing bush see No. 23336 page 573.
i Tool holding fixtures selection overview page 519.
Continued next page
HYDRO expansion clamping chucks
A63
G 2,5
25000 rpm
Design: hollow shaft cone according to DIN 69893-1 shape A
Advantages:
High-precision central tension, concentricity tolerance 0.003 mm, good torque transmission, improved cutting tool life, good surface qualities, suitable for high speeds, all commercial shaft types can be tensioned,
axial length adjustment.
Scope of delivery: length stop screw and with spanner.
A 63
Ident. No.
Unit price
O. R.
8
28
50
70
37
25
10
M6
051
10
30
50
80
41
35
10
M8x1
052
12
32
50
85
46
40
10
M 10 x 1
053
16
38
50
90
49
46
10
M 12 x 1
055
20
42
50
90
51
48
10
M 16 x 1
057
O. R.
O. R.
O. R.
O. R.
O. R.
h For inner cooling supply coolant transfer pipe No. 23715 is required page 576.
Reducing bush see No. 23336 page 573.
i Tool holding fixtures selection overview page 519.
Edition 5
A
L10
D3
23735
6
26
50
70
37
24
10
M5
050
D2
HSK
mm
mm
mm
mm
mm
mm
Hollow taper shank
Clamping d
Dimension D2
Dimension D3
Discharge length A
Clamping depth L2
Free length L10
Setting range V
Thread G
L2
Prod. Gr. 229
553
GB_2013_Abt2-1.fm Seite 554 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
HYDRO universal expansion chucks SINO-R
for heavy-duty machining
Hollow taper shank
Clamping d
Dimension D2
Dimension D3
Discharge length A
Clamping depth L2
Setting range V
Thread G
HSK
mm
mm
mm
mm
mm
mm
23737
Ident. No.
Unit price
(O. R.)
20
48,5
49,72
85
51
10
M8x1
020
(O. R.)
D3
A 63
12
39
44,45
80
46
10
M8x1
010
0,005 A
A
A
Clamping tools
Design: hollow shaft cone according to DIN 69893-1 shape A
For inner cooling supply coolant transfer pipe No. 23715 page 576 is required.
Design:
Innovative expansion clamping technology, through axial tightening of the clamping sleeve with the SINO
hook wrench, the elastic pressure medium is clamped against the expansion sleeve. The expansion sleeve
stretches uniformly in the direction of the chuck centre axis.
Advantages:
Very good damping properties, extension of tool service life, improvement of surface quality on workpiece,
improvement in life of machine spindle, highly precise centric tension, concentricity tolerance
0.005 measured in the clamping hole, suitable for high speeds, tensioning of shanks DIN 1835 A+B and
DIN 1835 E (whistle notch), axial length adjustment with repeat precision of 0.005 mm.
Heavy-duty machining properties: maximum clamping force 450 Nm / D 20 mm, reinforced expansion
sleeve made of high-end elastomer, suitable for heavy-duty machining, additional brass cover sleeve for
maximum torque, suitable for rough cutting and copy milling.
D2
A63
G 6,3
15000 rpm
L2
Prod. Gr. 229
* For tool tolerance h 6.
h Reducing bush see No. 23336 page 573.
Bush remover see No. 23348 page 574.
Hook wrench see No. 23349 page 573.
i Tool holding fixtures selection overview page 519.
Continued next page
Blanks
Design: hollow shaft cone according to DIN 69893-1 shape A
Application: manufacture of customised special tools.
Material: hardened tempered steel with tensile strength at the core of at least 1000 N/mm.
Scope of delivery: taper nitrided and ground, straight soft shank with an overmeasure of 0.3 mm.
23755
HSK
mm
mm
Ident. No.
A 40
40
120
030
A 50
50
150
040
A 63
63
150
050
Unit price
(O. R.)
(O. R.)
(O. R.)
Hollow taper shank
Dimension D
Discharge length A
i Tool holding fixtures selection overview page 519.
Prod. Gr. 290
Continued next page
Innovations
shrink-fit chuck with widening
Widening: shrink-fit chuck with widening for more process safety
All ThermoGrip shrink-fit chucks are designed with widening. Through this, the shanks are pre-centred, the shrinking process can be done automatically,
without using the hand.
JetSleeve the innovative fluid supply
Delivery: 15 m high pressure hose (rotary mounting), integrated hose reel, easy press gun with Softgrip inlay, 850 mm stainless steel pipe rotatable under pressure, dirt cutter, triple nozzle (0/25/40)
1
3
2
1 widening
554
Shrink-fit chuck with JetSleeve
Product video:
use your mobile phone to scan the QR code.
Edition 5
GB_2013_Abt2-1.fm Seite 555 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Shrink-fit chucks HSK A
A
Design:
Hollow taper shank according to DIN 69893-1 form A. Permissible concentricity tolerance of the taper
hollow shaft for the adapter hole d1 < 0.003 mm. The clamping diameter is designed for a shank tolerance
of h 6.
Ident. No. 150-157 long version
Ident. No. 250-258 extra long version
Delivery:
With integrated, drilled-through stop screw. Other models and dimensions available on request.
A
L1
V
0,003 A
L2
Hollow taper shank
HSK A x d 63 x 3
Smallest d2
mm 15
Clamping depth L1 max.
mm 20
Discharge length A
mm 90
Setting range V
mm
5
Ident. No. 603
23420
63 x 4
15
20
90
5
604
63 x 5
15
25
90
5
605
21
36
80
10
050
Unit price
E
Hollow taper shank
HSK A x d
Smallest d2
mm
Clamping depth L1 max.
mm
Discharge length A
mm
Setting range V
mm
Ident. No.
23420
O. R.
O. R.
O. R.
27
47
90
10
054
O. R.
63 x 14
27
47
120
10
154
27
47
160
10
254
27
50
95
10
055
O. R.
(O. R.)
(O. R.)
O. R.
Unit price
63 x 6
21
36
120
10
150
21
36
160
10
250
21
36
80
10
051
O. R.
(O. R.)
63 x 16
27
27
50
50
120
160
10
10
155
255
(O. R.)
O. R.
33
50
95
10
056
(O. R.)
O. R.
63 x 8
21
36
120
10
151
21
36
160
10
251
(O. R.) (O. R.)
63 x 18
33
33
50
50
120
160
10
10
156
256
(O. R.)
63 x 10
24
42
120
10
152
24
42
85
10
052
(O. R.)
24
42
160
10
252
O. R.
(O. R.)
63 x 20
33
33
52
52
120
160
10
10
157
257
O. R.
33
52
100
10
057
(O. R.)
O. R.
63 x 12
24
47
120
10
153
24
47
90
10
053
(O. R.)
O. R.
(O. R.)
63 x 25
44
44
58
58
115
160
10
10
058
258
O. R.
24
47
160
10
253
(O. R.)
(O. R.)
h For inner cooling supply coolant transfer pipe No. 23715 is required page 576.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 297
Continued next page
Shrink-fit chucks HSK E
L
Design:
Hollow taper shank according to DIN 69893-5 form E. Concentricity tolerance of the taper hollow shaft for
the adapter hole d1 < 0.003 mm. The clamping diameter is designed for a shank tolerance of h 6.
Note: HSK 40/50 on request also available as JetSleeve design.
Design of surface: the new generation of shrink-fit chucks features an oxidation-free coat to prevent corrosion due to dry machining and discolouration upon shrinking. The chucks can dry without using corrosion
inhibitors.
Scope of delivery:
with integrated, stop screw. Other models and dimensions available on request.
Hollow taper shank
Smallest d2
Clamping depth L1 max.
Discharge length A
Setting range V
23420
HSK E x d1
mm
mm
mm
mm
Ident. No.
23420
E
HSK E x d1
mm
mm
mm
mm
Ident. No.
Unit price
Unit price
Hollow taper shank
Smallest d2
Clamping depth L1 max.
Discharge length A
Setting range V
40 x 3
15
20
60
5
403
40 x 4
15
20
60
5
404
D
L2
20
36
80
10
430
21
36
65
460
20
36
80
10
431
21
36
65
461
24
42
65
462
24
42
80
10
432
O. R.
O. R.
40 x 16
27
27
50
50
65
90
10
465
435
(O. R.)
50 x 3
15
20
80
5
503
O. R.
50 x 4
15
20
80
5
504
O. R.
50 x 5
15
25
80
5
505
(O. R.)
50 x 6
20
36
80
10
440
(O. R.)
50 x 8
20
36
80
10
441
O. R.
50 x 10
24
42
85
10
442
(O. R.)
50 x 12
24
47
90
10
443
O. R.
50 x 16
27
50
95
10
445
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
40 x 6
0,003 A
40 x 5
15
25
60
5
405
h For inner cooling supply coolant transfer pipe No. 23715 is required page 576.
i Tool holding fixtures selection overview page 519.
Edition 5
L1
V
g
d
d2
d3
A63
G 2,5
40000 rpm
40 x 8
40 x 10
40 x 12
24
24
47
47
65
90
10
463
433
(O. R.)
Prod. Gr. 297
555
Clamping tools
G 2,5
18000 rpm
g
d
d2
d3
A63
GB_2013_Abt2-1.fm Seite 556 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Shrink-fit chucks slim JetSleeve design
A63
G 2,5
25000 rpm
E (O. R.)
Unit price
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
h For inner cooling supply coolant transfer pipe No. 23715page 576is required.
i Tool holding fixtures selection overview page 519.
(O. R.)
A
A
L1
V
0,003 A
g
d
d2
d3
Hollow taper shank
HSK A x d 63 x 3 63 x 4 63 x 5 63 x 6 63 x 8 63 x 10 63 x 12 63 x 16 63 x 20
Smallest d2
mm 15
15
15
20
20
24
24
27
33
Maximum d3
mm 20
20
25
27
27
32
32
34
42
Clamping depth L1 max.
mm 15
15
20
36
36
42
47
50
52
Discharge length A
mm 80
80
80
80
80
85
90
95
100
Setting range V
mm
9
9
9
9
9
5
9
11
11
Thread G
m
6
6
6
5
6
8 x 1 10 x 1 12 x 1 16 x 1
Size
mm 19
19
19
25
25
30
30
32
40
Tightening torque
Nm 10
10
10
12
12
16
16
18
22
Ident. No. 703
704
705
706
708
710
712
716
720
23420
SW
(O. R.)
Prod. Gr. 226
Continued next page
Shrink-fit chucks standard JetSleeve design
A63
G 2,5
25000 rpm
Design: reinforced version for the heavy machining
Steep taper to DIN 69893-1 form A. Concentricity tolerance of steep taper to location hole d1 < 0.003 mm.
The clamping diameter is designed for a shank tolerance of h 6.
The indicated tightening torque indicates the tightening torque of the JetSleeve nozzle sleeve on the
chuck.
Delivery: shrink-fit chuck with JetSleeve nozzle sleeve.
23420
HSK A x d
mm
mm
mm
mm
mm
m
mm
Nm
Ident. No.
63 x 8
24
29
36
80
10
6
27
14
808
63 x 10
28
34
42
85
10
8x1
32
18
810
63 x 12
33
38
47
90
10
10 x 1
36
20
812
63 x 16
38
40
50
95
10
12 x 1
40
22
816
Unit price
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Hollow taper shank
Smallest d2
Maximum d3
Clamping depth L1 max.
Discharge length A
Setting range V
Thread G
Size
Tightening torque
h For inner cooling supply coolant transfer pipe No. 23715page 576is required.
i Tool holding fixtures selection overview page 519.
556
63 x 20
44
51
52
100
17
16 x 1
50
24
820
A
L1
V
0,003 A
g
d
d2
d3
Clamping tools
Design:
Outside contour according to DIN 69882-8, chuck body 'slim design TSF'.
Hollow shank taper according to DIN 69893-1 Form A. Concentricity tolerance of steep taper to bore of
holder d1 < 0.003 mm. The clamping diameter is designed for a shank tolerance of h 6.
The indicated tightening torque indicates the tightening torque of the JetSleeve nozzle sleeve on the
chuck.
Delivery: shrink-fit chuck with JetSleeve nozzle sleeve.
SW
(O. R.)
Prod. Gr. 226
Edition 5
GB_2013_Abt2-1.fm Seite 557 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Shrink-fit chucks HSK 63 A
slim design for tool mould making
Design:
Hollow taper shank according to DIN 69893-1 form A. Concentricity tolerance of the taper hollow shaft for the adapter hole d1 < 0.003 mm. The clamping diameter is designed for a shank tolerance of h 6.
Type of the surface: these shrink-fit chucks have an oxidation-free coat to prevent corrosion due to dry machining and discolouration upon shrinking.
Delivery: with built-in, drilled stop screw.
A
L
L1
Hollow taper shank
Smallest d2
Maximum d3
Discharge length
Shank length L
Clamping depth L1 max.
Setting range V
d
d2
d3
HSK 63A
3 V
63 x 3
9
16
100
70
20
5
631
HSK A x clamping d
mm
mm
mm
mm
mm
mm
Ident. No.
9
13
70
40
20
5
630
23421
E
HSK A x clamping d
mm
mm
mm
mm
mm
mm
Ident. No.
(O. R.)
63 x 8
14
26
150
120
36
5
261
(O. R.)
(O. R.)
63 x 10
16
16
22
28
90
150
60
120
42
42
5
5
062
262
Unit price
(O. R.)
(O. R.)
23421
Unit price
Hollow taper shank
Smallest d2
Maximum d3
Discharge length
Shank length L
Clamping depth L1 max.
Setting range V
h For inner cooling a coolant transfer pipe No. 23715 page 576 is required.
i Tool holding fixtures selection overview page 519.
Edition 5
9
19
130
100
20
5
632
(O. R.)
10
20
130
100
20
5
642
12
18
90
60
36
5
060
12
24
150
120
36
5
260
63 x 8
14
20
90
60
36
5
061
(O. R.)
(O. R.)
63 x 12
18
18
24
30
90
150
60
120
47
47
5
5
063
263
(O. R.)
(O. R.)
(O. R.)
22
28
90
60
50
5
064
(O. R.)
63 x 16
22
31
120
90
50
5
164
(O. R.)
(O. R.)
(O. R.)
(O. R.)
10
14
70
40
20
5
640
63 x 4
10
17
100
70
20
5
641
(O. R.)
63 x 6
22
34
150
120
50
5
264
Prod. Gr. 297
557
Clamping tools
A63
G 2,5
25000 rpm
GB_2013_Abt2-1.fm Seite 558 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Shrink-fit chucks HSK E
E63
G 2,5
40000 rpm
A
L
L1
3
V
d
d2
d3
Clamping tools
Design:
Slim design for tool mould making. Hollow taper shank to DIN 69893-5 form E. Concentricity tolerance of hollow taper shank to bore of holder d1 < 0.003 mm.
The clamping diameter is designed for a shank tolerance of h 6.
Type of the surface: these shrink-fit chucks have an oxidation-free coat to prevent corrosion due to dry machining and discolouration upon shrinking.
Delivery: with built-in, drilled stop screw.
Hollow taper shank
Smallest d2
Maximum d3
Discharge length A
Shank length L
Clamping depth L1 max.
Setting range V
40 x 3
40 x 4
40 x 6
HSK E x clamping d
mm
mm
mm
mm
mm
mm
Ident. No.
9
13
64
40
20
5
410
9
16
94
70
20
5
411
E
HSK E x clamping d
mm
mm
mm
mm
mm
mm
Ident. No.
(O. R.)
40 x 8
14
26
144
120
36
5
341
(O. R.)
E
HSK E x clamping d
mm
mm
mm
mm
mm
mm
Ident. No.
(O. R.)
(O. R.)
50 x 4
10
10
14
17
70
100
42
70
20
20
5
5
520
521
(O. R.)
(O. R.)
(O. R.)
16
22
90
60
42
5
152
(O. R.)
50 x 10
16
25
120
90
42
5
252
(O. R.)
23422
E
HSK E x clamping d
mm
mm
mm
mm
mm
mm
Ident. No.
16
28
150
120
42
5
352
18
22
70
42
47
053
Unit price
(O. R.)
(O. R.)
(O. R.)
(O. R.)
23422
Unit price
Hollow taper shank
Smallest d2
Maximum d3
Discharge length A
Shank length L
Clamping depth L1 max.
Setting range V
23422
Unit price
Hollow taper shank
Smallest d2
Maximum d3
Discharge length A
Shank length L
Clamping depth L1 max.
Setting range V
23422
Unit price
Hollow taper shank
Smallest d2
Maximum d3
Discharge length A
Shank length L
Clamping depth L1 max.
Setting range V
16
20
60
38
42
042
h For inner cooling a coolant transfer pipe No. 23715 page 576 is required.
i Tool holding fixtures selection overview page 519.
558
10
14
64
40
20
5
420
10
17
94
70
20
5
421
(O. R.)
(O. R.)
40 x 10
16
16
22
25
84
114
60
90
42
42
5
5
142
242
12
16
70
42
36
5
050
12
16
60
38
36
040
12
18
84
60
36
5
140
(O. R.)
(O. R.)
16
28
144
120
42
5
342
18
22
60
38
42
043
(O. R.)
(O. R.)
50 x 6
12
12
18
21
90
120
60
90
36
36
5
5
150
250
12
21
114
90
36
5
240
12
24
144
120
36
5
340
(O. R.)
(O. R.)
40 x 12
18
18
24
27
84
114
60
90
47
47
5
5
143
243
(O. R.)
(O. R.)
12
24
150
120
36
5
350
14
18
70
42
36
5
051
14
18
60
38
36
041
(O. R.)
18
30
144
120
47
5
343
14
23
114
90
36
5
241
(O. R.)
(O. R.)
50 x 3
9
9
13
16
70
94
42
70
20
20
5
5
510
511
(O. R.)
(O. R.)
50 x 8
14
14
20
23
90
120
60
90
36
36
5
5
151
251
(O. R.)
14
26
150
120
36
5
351
(O. R.)
50 x 10
16
20
70
42
42
052
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
50 x 12
18
18
24
27
90
120
60
90
47
47
5
5
153
253
(O. R.)
(O. R.)
18
30
150
120
47
5
353
22
28
90
60
50
5
054
(O. R.)
50 x 16
22
31
120
90
50
5
154
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
40 x 8
14
20
84
60
36
5
141
22
34
150
120
50
5
254
Prod. Gr. 297
Edition 5
GB_2013_Abt2-1.fm Seite 559 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
PYROquart shrink-fit chucks HSK 63 A
Short arm (stubby)
A63
G 2,5
25000 rpm
Clamping tools
Application: high holding forces make it suitable for heavy machining.
Design: hollow shaft cone according to DIN 69893-1 shape A
Concentricity tolerance on d1 < 0.003 mm. The clamping diameter is designed for a shank tolerance of h6.
Reinforced design to reduce vibrations.
A
d d2 d3
L1min
L1max
Hollow taper shank
Clamping d
Discharge length A
Smallest d2
Maximum d3
Clamping depth L1 min.
Clamping depth L1 max.
23435
HSK
mm
mm
mm
mm
mm
mm
Ident. No.
Unit price
3
65
10
22
630
4
65
12
23
640
5
65
14
24
650
6
65
22
26
26
32
060
8
70
24
28
31
37
061
10
70
26
35
31
37
062
A 63
12
70
28
42
31
37
063
14
70
31
40
31
37
064
16
75
32
48
32
40
065
18
75
35
50
32
40
066
20
80
36
52
37
45
067
25
85
41
52
42
50
068
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
h For inner cooling supply coolant transfer pipe No. 23715page 576is required.
i Tool holding fixtures selection overview page 519.
32
100
49
52
57
65
069
(O. R.)
Prod. Gr. 297
Continued next page
PYROquart shrink-fit chucks HSK 63 A
Long version
A63
G 2,5
25000 rpm
Application: high holding forces make it suitable for heavy machining.
Design: hollow shaft cone according to DIN 69893-1 shape A
Concentricity tolerance on d1 < 0.003 mm. The clamping diameter is designed for a shank tolerance of h6.
Reinforced design to reduce vibrations.
d4
d1
L1
L3min
L3max
Hollow taper shank
Clamping d
Discharge length A
Minimum d1
Maximum d4
Clamping depth L1 min.
Clamping depth L1 max.
23435
HSK
mm
mm
mm
mm
mm
mm
Ident. No.
Unit price
A 63
3
126
10
28
631
4
126
10
28
641
5
126
11
30
651
6
126
12
30
25
32
160
8
126
16
34
30
37
161
10
126
20
38
30
37
162
12
126
25
42
26
37
163
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
h For inner cooling supply coolant transfer pipe No. 23715page 576is required.
i Tool holding fixtures selection overview page 519.
Edition 5
16
126
29
52
29
40
165
(O. R.)
Prod. Gr. 297
559
GB_2013_Abt2-1.fm Seite 560 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures DIN 69893 HSK
Continued next page
Indexable inserts drill holders
for indexable insert drill shape E1
CAD
A100
auf Anfrage
IK
AD
HB
G 2,5
25000 rpm
d D
Hollow taper shank
Clamping d
Dimension D
Discharge length A
HSK-A
A 100
23820
HSK
mm
mm
mm
Ident. No.
20
40
90
020
25
45
95
025
32
52
100
032
Unit price
O. R.
O. R.
O. R.
40
60
110
040
O. R.
Prod. Gr. 263
Continued next page
Weldon surface chucks
Milling cutter support DIN 6359 with cooling canal for clamping surfaces in accordance with DIN 1985 B
CAD
A100
auf Anfrage
AD
G 2,5
25000 rpm
HB
Application: holding tools with straight shank and lateral clamping surface DIN1835 B
Design:
Hollow taper shank according to DIN 69893-1 form A. Tool holding fixture for tools without internal cooling.
Coating: nickel (corrosion-resistant and dirt-repelling)
Scope of delivery: with tensioning screw(s)
d D
HSK-A
d
D
2 cooling channels 6-18
4 cooling channels 20-40
23811
HSK
mm
mm
mm
Ident. No.
6
25
80
001
8
28
80
002
10
35
80
003
12
42
80
004
14
44
80
005
A 100
16
48
100
006
18
50
100
007
20
52
100
008
25
65
100
009
32
72
100
010
Unit price
O. R.
O. R.
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
O. R.
(O. R.)
Hollow taper shank
Clamping d
Dimension D
Discharge length A
40
80
105
011
(O. R.)
Prod. Gr. 263
Continued next page
Weldon surface chucks
CAD
A100
auf Anfrage
G 2,5
25000 rpm
IK
AD
Application: holding tools with straight shank and lateral clamping surface DIN1835 B
Design: hollow shaft cone according to DIN 69893-1 shape A
Coating: nickel (corrosion-resistant and dirt-repelling)
Scope of delivery: with tensioning screw(s)
Hollow
taper shank
Clamping
d
Dimension
D
Discharge
length A
23810
Unit price
d
D
Clamping tools
Application: for clamping of indexable insert FORM E1
Design: hollow shaft cone according to DIN 69893-1 shape A
Coating: nickel (corrosion-resistant and dirt-repelling)
Scope of delivery: with tensioning screw(s)
A 100
HSK
mm
10
12
14
16
18
20
25
32
40
mm
25
28
35
42
44
48
50
52
65
72
80
mm
80
80
80
80
80
100
100
100
100
100
100
002
003
004
005
006
007
008
009
010
011
O. R.
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
O. R.
(O. R.)
(O. R.)
Ident. 001
No.
E O. R.
Prod. Gr. 263
560
Edition 5
GB_2013_Abt2-1.fm Seite 561 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Spring collets
CAD
auf Anfrage
A100
IK
AD
G 2,5
25000 rpm
Medium
ER25
1-10
42
100
025
A 100
Medium
ER32
2-20
50
100
032
O. R.
O. R.
HSK
23800
Type
mm
mm
mm
Ident. No.
Unit price
Clamping tools
Hollow taper shank
Version
Collet chucks
Clamping range
Dimension D
Discharge length A
Application: Tensioning tools with straight shank in the collet chuck
Design: hollow shaft cone according to DIN 69893-1 shape A
Coating: nickel (corrosion-resistant and dirt-repelling)
Medium
ER40
3-26
63
120
040
O. R.
For inner cooling supply coolant transfer pipe No. 23715page 576
Tool holding fixtures page 519 selection overview
Prod. Gr. 263
Continued next page
Accessories for insert sleeves
Continued next page
Adjustable adapters
DIN 6327-1
without tightening nut HSK-A 100
Design:
The length of the tools is adjusted by adjusting the tightening nut. Tools with straight shank are held by
conical split taper sockets No. 21150-21155. Hardened external diameter and female taper.
Application:
Form D, for holding tools with morse taper and flat tangs, short construction without recess.
Designation
Holder A
Morse taper
Overall length
Regulating range
D 16 x 1
D 20 x 1
D 28 x 1
D 28 x 2
D 36 x 3
mm
16
20
28
28
36
MT
1
1
1
2
3
D mm
85
88
95
95
118
V mm
28
28
30
30
36
23092
Ident. No.
015
020
025
030
040
i Tool holding fixtures selection overview page 519.
U. pr. E
O. R.
(O. R.)
(O. R.)
O. R.
O. R.
Prod. Gr. 205
MK
0.01 A
Shape D
Continued next page
Clamping nuts
DIN 6327-4
for adjustable sleeves
Thread
* D
Bore hole gauge LK
23098
Tr
mm
mm
Ident. No.
Unit price
16 x 1,5
24,6
12
010
20 x 2
31,6
12
020
28 x 2
39,6
12
030
O. R.
O. R.
O. R.
36 x 2
49,6
14
040
O. R.
* Size tolerance 0-0.4 mm.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 205
Continued next page
Accessories for combi and shell end mill arbours
Continued next page
Nuts
DIN 2082
for mill arbours
Design:
Hub and key face hardened, thread not hardened, face surface precision ground.
For mill arbour
Thread (RH)
23130
mm
m
Ident. No.
Unit price
13
12 x 1,5
010
16
14 x 1,5
020
22
20 x 1,5
030
27
24 x 1,5
040
32
30 x 1,5
050
O. R.
O. R.
O. R.
(O. R.)
O. R.
i Tool holding fixtures selection overview page 519.
Edition 5
40
36 x 2
060
(O. R.)
Prod. Gr. 206
561
GB_2013_Abt2-1.fm Seite 562 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Adjustable rings
for mill arbours
Design:
Steel 600-700 N/mm strength, turned version, for determining milling cutter distances for gang cutting.
0.01 mm graduation. Adjustment with the help of a pin.
Clamping tools
23142
mm
mm
mm
Ident. No.
16
26
12/14
010
22
35
14/17
020
27
41
14/17
030
32
48
17/21
040
Unit price
(O. R.)
O. R.
O. R.
O. R.
Internal
External
Width min./max.
40
60
16/20
050
O. R.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 206
Continued next page
Collars
DIN 2084
for mill arbours
Design: form A, cut.
Material: hardened steel strip.
Internal d1 (C11)
External d2 (h11)
Width b1
mm
0,03
0,04
0,05
0,1
0,2
0,3
0,5
0,6
1,0
1,5
13
21
16
25
23135
Ident. No.
005
040
075
110
145
180
215
250
285
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
22
33
23135
Ident. No.
010
045
080
115
150
185
220
255
290
325
27
39
23135
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No.
015
050
085
120
155
190
225
260
295
330
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
32
45
23135
Ident. No.
020
055
090
125
160
195
230
265
300
335
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
40
54
23135
Ident. No.
025
060
095
130
165
200
235
270
305
340
50
67
23135
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No.
030
065
100
135
170
205
240
275
310
345
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
23135
Ident. No.
070
105
140
175
210
245
280
315
i Tool holding fixtures selection overview page 519.
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 206
Continued next page
Collars
DIN 2084
for mill arbours
Design: form A, cut, as an assortment, in plastic holder.
Material: hardened steel strip.
Range consisting of:
Rings width b1
Assortment I
Assortment II
mm
Unit
Unit
0,03
10
5
0,2
5
3
0,3
5
3
0,5
4
3
0,6
3
2
1,0
2
2
1,5
1
1
Assortment I
22
33
122
27
39
127
32
45
132
40
54
140
Assortment II
E
Ident. No.
O. R.
216
O. R.
222
O. R.
227
O. R.
232
O. R.
240
O. R.
O. R.
O. R.
O. R.
Set price
Set price = assortment price.
i Tool holding fixtures selection overview page 519.
562
0,1
10
6
16
25
116
Set price
23136
0,05
10
5
mm
mm
Ident. No.
Bore d1 (C11)
External d2 (h11)
23136
0,04
10
5
O. R.
Prod. Gr. 206
Edition 5
GB_2013_Abt2-1.fm Seite 563 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Collars
DIN 2084
d3 h11
for mill arbours
Design: form B, turned.
Material: case-hardened steel, Vickers pyramid hardness min. 590 HV 30 (54 HRC).
13
22
Bore d1 (C11)
External d3 (h11)
Width b1
mm
2
3
4
5
6
10
20
30
16
27
23140
23140
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No.
005
045
085
125
165
205
22
34
Ident. No.
010
050
090
130
170
210
250
27
41
23140
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
23140
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No.
015
055
095
135
175
215
255
295
32
47
Ident. No.
020
060
100
140
180
220
260
300
40
55
23140
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No.
025
065
105
145
185
225
265
305
50
69
23140
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No.
030
070
110
150
190
230
270
310
23140
Ident. No.
035
075
115
155
195
235
275
315
i Tool holding fixtures selection overview page 519.
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 206
Continued next page
Cutter retaining screws
DIN 6367
for shell end mill arbours
Design: tempered at min. 900 N/mm Standard finish: Right-handed thread.
Material: tempered steel, forged.
for arbour
Thread d1
Head d2
Thread length l
Width of jaw h
23185 Standard
mm 13
mm M6
mm 17
mm 12
mm 5
Ident. No. 020
16
M8
20
16
6
030
22
M10
28
18
7
040
27
M12
35
22
8
050
32
M 16
42
26
9
060
40
M 20
52
30
10
070
50
M 24
63
36
12
080
Unit price
E O. R.
Ident. No.
O. R.
130
O. R.
140
O. R.
150
O. R.
160
O. R.
170
O. R.
180
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
23185
For centric inner cooling a
Unit price
i Tool holding fixtures selection overview page 519.
M5
d2
g
Prod. Gr. 206
Continued next page
Wrenches
DIN 6368
for shell end mill arbours
Design: hardened and tempered at min. 1200 N/mm and welded.
Material: hardened and tempered steel
for arbour
Overall length L1
Width of jaw h
23190
mm
mm
mm
Ident. No.
Unit price
10 and 13
160
16
013
16
180
20
016
22
200
25
022
27
225
32
027
32
250
36
032
40
280
40
040
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
50
315
45
050
O. R.
Prod. Gr. 206
Continued next page
Cutter retaining screws
for shell end mill arbours
Design:
With hexagon socket; a very high tension force is achieved as a result of the different pitch of the two
threads on the gudgeon stud. It is no longer possible for the screw to loosen by itself.
23195
mm
m
mm
mm
mm
mm
Ident. No.
16
8
20
13
7
5
010
22
10
28
14,4
8
6
020
27
12
35
17,5
9
8
030
32
16
42
20,5
10
10
040
40
20
52
24
11
12
050
50
24
63
28,5
13
14
060
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
for arbour
Thread G
Head d2
Thread length l
Width of jaw h
Jaw openings of spanner
i Tool holding fixtures selection overview page 519.
r
g
d2
Prod. Gr. 206
a
h
Edition 5
563
Clamping tools
b1+
0.1
d1 C11
GB_2013_Abt2-1.fm Seite 564 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Driving collars in standard design
DIN 6366
for shell end mill arbours No. 23155-23159 and 23168
Design:
Hardened, min. 56 HRC, parallel ground. The collar widths a are adjusted to the length of the shell end mill
holder to DIN 1880, parallelism of surfaces a = 0.004 mm.
Material:
Case-hardened steel with tensile strength at core after the case hardening min. 800 N/mm
Clamping tools
23200
mm
mm
mm
mm
Ident. No.
16
10
5/8
32
020
22
12
5,6/10
40
030
27
12
6,3/12
48
040
32
14
7/14
58
050
Unit price
O. R.
O. R.
O. R.
O. R.
Internal d1 (A11)
No. 23200 standard finish a
Driver pin h, -IT11/b, h11
External d3
d3 b h11
40
14
8/16
70
060
d1 A11
h
a
h
-IT11 -0.2 -IT11
O. R.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 206
Continued next page
Driving keys
DIN 2079
Design: hardened, min. 56 HRC, surfaces b2 ground.
Material:
Case-hardened steel with tensile strength at core of min. 800 N/mm.
23210
ST
h 5 mm
mm
mm
Ident. No.
30
15,9
16
16,5
010
40
15,9
16
19,5
020
50
25,4
25
26,5
030
Unit price
O. R.
O. R.
O. R.
For a quick-release taper
Width b2
Height H
Length l2
h Other versions and sizes on request.
i Tool holding fixtures selection overview page 519.
l2
d7
d8
Prod. Gr. 206
b2
Continued next page
Accessories for milling chuck
Continued next page
Clamping nuts type ER
No. 23303 Clamping nuts fine-balanced
No. 23308 Ring profile key
Clamping nuts miniature
ER 16-ER 25
ER 16
016
ER 20
018
ER 25
020
ER 32
030
ER 40
035
Clamping nuts with plain bearings
E
Ident. No.
O. R.
O. R.
O. R.
025
O. R.
032
O. R.
040
Clamping nuts, miniature
E
Ident. No.
116
120
O. R.
125
O. R.
O. R.
O. R.
O. R.
O. R.
Unit price
23303
Unit price
h ER 16 and ER 20 = Normal version should be used with our single head wrench No. 52002 025 or 030 page 1294.
For ER 25 and 32 roller wrench No. 23360 954 or 956 page 566.
i Tool holding fixtures selection overview page 519.
564
With plain bearings
ER 25-ER 40
Type
Ident. No.
Unit price
23303
Standard design
ER25-ER40
Clamping nuts, standard design
Clamping nuts
23303
Standard design
ER16-ER20
Prod. Gr. 206
Edition 5
GB_2013_Abt2-1.fm Seite 565 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Chuck keys for clamping nuts type ER
Ident. No. 008-216 Ring profile key
Ident. No. 316-340 ER chuck key 1/2" groove: controlled tightening of the clamping nut using the torque screwdriver
L
S
Clamping tools
Ring profile key Mini ER 16-25
ER chuck key 1/2" groove
Ring profile key ER 16-25
Ring profile key
Type
mm
mm
Ident. No.
ER 16
163
216
ER 20
ER 25
203
008
ER 32
253
010
ER 40
285
020
Ring profile key Mini
E
mm
mm
Ident. No.
O. R.
115
116
130
120
O. R.
143
130
O. R.
O. R.
Chuck key 1/2" groove
E
mm
mm
Ident. No.
O. R.
69
45
316
O. R.
O. R.
85
60
325
85
60
332
85
60
340
O. R.
O. R.
O. R.
With clamping nut
Overall length L
Length S
23308
Unit price
Overall length L
Length S
23308
Unit price
Overall length L
Length S
23308
Unit price
h Fitting torque screwdrivers see No. 52244 030-040 page 1408 and 120-130 page 1408.
O. R.
Prod. Gr. 206
Continued next page
Clamping nuts type OZ
for milling chucks No. 23285 und 23295
Clamping range
Clamping nut
23295
mm
mm
Ident. No.
2-16
43
916
2-25
60
925
Unit price
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
4-32
72
932
O. R.
Prod. Gr. 295
Continued next page
Precision clamping nuts, standard
Spare parts for the a precision spring collets No. 23361 001-011 and 23761 001-011
Size
Collet chucks
Dimension D
23361
Type
mm
Ident. No.
Unit price
HPE16
ER16/426E-B
30
101
HPE25
ER25/430E-B
40
102
HPE32
ER32/470E-B
50
103
O. R.
O. R.
O. R.
Prod. Gr. 263
Continued next page
Hook wrenches
52100
mm
mm
mm
Ident. No.
40-42
5
170
060
58-62
7
240
090
Unit price
O. R.
O. R.
For nuts, external
Thickness
Length
i Tool holding fixtures selection overview page 519.
Edition 5
68-75
7
240
100
O. R.
Prod. Gr. 532
565
GB_2013_Abt2-1.fm Seite 566 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Roller and rollertorque screwdrivers
Ident. No. 950-956 roller wrench for clamping nuts
Ident. No. 960-964 torque screwdriver add-on unit
Application: to clamp all CENTRO P chuck and all standard nuts according to DIN 6499/ISO 15488 (ER/ESX).
Advantages: quick, easy clamping without risk on injuries, even commercial clamping nuts can be clamped.
Clamping tools
Ident. No. 960-964
Designation
With clamping nut
23360
Ident. No.
Unit price
Ident. No. 950-956
Ro 30
HPC 16
950
Ro 40
HPC 25
952
Ro 42
HPC 25
954
Ro 50
HPC 32 / ER 32
956
DRO 30
HPC 16
960
DRO 40
HPC 25
962
Ro63
HPC 40
963
DRO 42
HPC 25
964
DRO 50
HPC 32 / ER 32
966
O. R.
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
(O. R.)
(O. R.)
O. R.
h Matching torque screwdriver:
For torque add-on piece Ident. No. 960 see No. 52244 200-210 page 1409.
For torque add-on piece Ident. No. 962-966 see No. 52244 220-230 page 1409.
i Tool holding fixtures selection overview page 519.
DRO 63
HPC 40
973
(O. R.)
Prod. Gr. 235
Continued next page
Clamping nuts standard and for flange packings
for spring collets CENTRO P
Ident. No. 917, 926 und 933: sizes DI = clamping nut for flange packing.
Size
For collet chucks
23360
HPC 16
ER 16/426 E-B
mm
30
Ident. No.
916
E
Unit price
O. R.
HPC 16 DI*
ER 16/426 E-B
30
917
HPC 25
ER 25/430 E-B
40
925
HPC 25 DI*
ER 25/430 E-B
40
926
HPC 32
ER 32/470 E-B
50
932
HPC 32 DI*
ER 32/470 E-B
50
933
HPC 40
ER 40 / 472 E-B
63
940
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
(O. R.)
* Fitting flange packings for DI clamping nuts see No. 23324 page 567.
i Tool holding fixtures selection overview page 519.
HPC 40 DI*
ER 40 / 472 E-B
63
941
(O. R.)
Prod. Gr. 235
Continued next page
Collets TYPE ER Concentricity tolerances DIN ISO 15488
D
H7
Nominal diameter
Above
Until
mm
1
1,6
6
1,6
3
10
3
6
16
6
10
25
10
18
40
18
26
50
h * UP=Ultraprecision version with concentricity tolerance < 0.01 mm available.
566
Concentricity tolerance
DIN ISO 15488
Class 2 standard model *
0,015
0,020
Prod. Gr. 206
Edition 5
GB_2013_Abt2-1.fm Seite 567 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Collets type ER, form B and flange packings for internal cooling
mm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
Collet
d1
L
GER 16-B
1-10 mm
17 mm
27.5 mm
426 E
GER 25-B
1-16 mm
26 mm
34 mm
430 E
GER 32-B
2-20 mm
33 mm
40 mm
470 E
GER 40-B
3-26 mm
41 mm
46 mm
472 E
Flange packing
HP 16-DI
1-10 mm
12.5 mm
2 mm
Flange packing
HP 25-DI
1-16 mm
20.2 mm
2 mm
Flange packing
HP 32-DI
2-20 mm
26.2 mm
2 mm
Flange packing
HP 40-DI
3-26 mm
34.2 mm
46 mm
23322
23322
23322
23322
23324
23324
23324
23324
Ident. No. U. pr. E Ident. No. U. pr. E Ident. No.
101
O. R.
102
O. R.
252
O. R.
103
O. R.
253
O. R.
303
104
O. R.
254
O. R.
304
105
O. R.
255
O. R.
305
106
O. R.
256
O. R.
306
107
O. R.
257
O. R.
307
108
O. R.
258
O. R.
308
109
O. R.
259
O. R.
309
110
O. R.
260
O. R.
310
261
O. R.
311
262
O. R.
312
263
O. R.
313
264
O. R.
314
265
(O. R.)
315
266
O. R.
316
317
318
319
320
U. pr. E Ident. No.
O. R.
O. R.
404
O. R.
405
O. R.
406
O. R.
407
O. R.
408
O. R.
409
O. R.
410
(O. R.)
411
O. R.
412
(O. R.)
413
O. R.
414
O. R.
415
O. R.
416
(O. R.)
417
O. R.
418
(O. R.)
419
O. R.
420
421
422
423
424
425
426
U. pr. E Ident. No.
101
102
103
(O. R.)
104
(O. R.)
105
O. R.
106
(O. R.)
107
O. R.
108
(O. R.)
109
O. R.
110
(O. R.)
O. R.
(O. R.)
(O. R.)
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
(O. R.)
(O. R.)
(O. R.)
O. R.
O. R.
U. pr. E Ident. No.
(O. R.)
(O. R.)
252
(O. R.)
253
(O. R.)
254
(O. R.)
255
(O. R.)
256
(O. R.)
257
(O. R.)
258
(O. R.)
259
(O. R.)
260
261
262
263
264
265
266
i Tool holding fixtures selection overview page 519.
U. pr. E Ident. No.
(O. R.)
(O. R.)
303
(O. R.)
304
(O. R.)
305
(O. R.)
306
(O. R.)
307
(O. R.)
308
(O. R.)
309
(O. R.)
310
(O. R.)
311
(O. R.)
312
(O. R.)
313
(O. R.)
314
(O. R.)
315
(O. R.)
316
317
318
319
320
U. pr. E Ident. No.
(O. R.)
(O. R.)
404
(O. R.)
405
(O. R.)
406
(O. R.)
407
(O. R.)
408
(O. R.)
409
(O. R.)
410
(O. R.)
411
(O. R.)
412
(O. R.)
413
(O. R.)
414
(O. R.)
415
(O. R.)
416
(O. R.)
417
(O. R.)
418
(O. R.)
419
(O. R.)
420
421
422
423
424
425
426
U. pr. E
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 235
Continued next page
Collet sets type ER, form B
DIN ISO 15488
for spring collets Fahrion Centro P no. 23360, 23760
Design: concentricity and repeat tolerance 0.005 mm, clamping bridging 0.5 mm.
Delivery: in wooden case
Type
For clamping range
Overall length
Contents
Collet chuck type
23322
Ident. No.
Set price
GER 16-B
1-10 mm
17 mm
27.5 mm
10 pieces
426 E
116
GER 25-B
1-16 mm
26 mm
34 mm
15 pieces
430 E
275
GER 32-B
2-20 mm
33 mm
40 mm
18 pieces
470 E
332
O. R.
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
Edition 5
GER 40-B
3-26 mm
41 mm
46 mm
23 pieces
472 E
430
(O. R.)
Prod. Gr. 235
567
Clamping tools
Designation
Type
For clamping range
D
Overall length L
Type
Cutting d1
DIN ISO 15488
for spring collets Fahrion Centro P no. 23360, 23760
Design of collet chucks: small concentricity and repeat tolerance 5 m (for system tolerance 6 m), surface superfinish, RZ shell surface 1.6 m, high stability by 12 slots only, longitudinal edges deburred and
rounded, to save the clamping chuck cone, improved holding forces and stiffness, clamping bridging up
to 1 mm below nominal except for D 1.0 to 2.0 (here only 0.5 mm).
Flange packing design: insertion in the clamping nut to ensure proper internal cooling so that the cooling
lubricant reaches everywhere it is supposed to.
Tight up to 80 bar.
GB_2013_Abt2-1.fm Seite 568 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
FAHRION precision collets type GER (ER) FORM HP and HPD
DIN 6499/ISO 15488-B
Clamping tools
For a precision spring collets and Fahrion CentroP precision spring collets
Application: for HSC treatment and high-precision processing results
Design:
HP and HPD with small concentricity and repeat tolerance 2m (for system tolerance 3 m and for 3xD maximal = 50 mm), clamping bridging h10, surface
superfinish, increased holding forces and rigidity, higher percentage contact area.
Ident. No. 012 -137 collet chucks HP
Ident. No. 151 -297 collet chucks HPD sealed collet chucks for IK
Coloured ring as recognition sign for 2 m concentricity of the collet chucks (no sealing function)
L
Collet chuck HP 2 m true running
Designation
Type
For clamping range
D
Overall length L
Type
Cutting d1
mm
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
23323
Ident. No.
012
022
031
033
036
039
042
044
046
sealed collet chuck HPD 2m concentricity with IK
Collet
GER 25-HP
1-16
26
34
430 E
GER 16-HP
1-10
17
27,5
426 E
GER 32-HP
2-20
33
40
470 E
23323
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No.
052
054
056
058
060
062
064
066
068
070
072
074
076
078
080
30
30
GER 16-HPD
1-10
17
27,5
426 E
23323
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No.
103
105
107
109
111
113
115
117
119
121
123
125
127
129
131
133
135
137
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
23323
Ident. No.
151
152
153
154
155
156
157
158
U. pr. E
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
Sealed collets for IK
GER 25-HPD
1-16
26
34
430 E
23323
Ident. No.
181
182
183
184
185
186
187
188
189
190
191
192
193
U. pr. E
(O. R.)
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
(O. R.)
(O. R.)
O. R.
GER 32-HPD
2-20
33
40
470 E
23323
Ident. No.
281
282
283
284
285
286
287
288
289
290
291
292
293
294
295
296
297
U. pr. E
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
(O. R.)
(O. R.)
O. R.
(O. R.)
(O. R.)
(O. R.)
O. R.
Prod. Gr. 235
Continued next page
Collet sets type ER, form HP
DIN ISO 15488
for spring collets Fahrion Centro P no. 23360, 23760
Design: concentricity and repeat tolerance 0,002 mm.
Delivery: in wooden case
Type
For clamping range
Overall length
Contents
GER 16-HP
GER 25-HP
GER 32-HP
3-10 mm
4-16 mm
4-20 mm
17 mm
26 mm
33 mm
27.5 mm
34 mm
40 mm
3,0 / 4,0 / 5,0 / 6,0 / 8,0 / 4,0 / 6,0 / 8,0 / 10,0 / 12,0 4,0 / 6,0 / 8,0 / 10,0 / 12,0
10,0
/ 14,0 / 16,0
/ 14,0 / 16,0 / 20,0
Collet chuck type
426 E
430 E
470 E
Ident. No.
216
375
432
23322
Set price
(O. R.)
i Tool holding fixtures selection overview page 519.
568
(O. R.)
(O. R.)
Prod. Gr. 235
Edition 5
GB_2013_Abt2-1.fm Seite 569 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Clamping sleeves
Clamping range
Clamping
mm
mm
Ident. No.
E
mm
mm
Ident. No.
E
23332
Unit price
Clamping range
Clamping
23332
Unit price
3-14
3
103
O. R.
4
104
O. R.
5
105
O. R.
8
208
O. R.
10
210
O. R.
12
212
O. R.
6
106
O. R.
3-20
14
214
O. R.
Clamping tools
for precision chucks APC No. 23331, No. 23732
Design: hardened, ground and coated for long service life.
With fine adjustable length stop.
3-20
8
108
O. R.
10
110
O. R.
12
112
O. R.
14
114
O. R.
3
203
(O. R.)
16
216
O. R.
18
218
O. R.
20
220
O. R.
20
320
(O. R.)
22
322
(O. R.)
4
204
(O. R.)
5
205
(O. R.)
25
325
(O. R.)
32
332
(O. R.)
6
206
(O. R.)
20-32
h Sealing design for tools with inner cooling on request.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 209
Continued next page
Clamping sleeves
for clamping chuck extension AMC No. 23334
Design: hardened, ground and coated for long service life.
Clamping
mm
Ident. No.
E
23332
Unit price
1
401
(O. R.)
2
402
(O. R.)
3
403
(O. R.)
4
404
(O. R.)
6
406
(O. R.)
Prod. Gr. 209
Continued next page
Milling chucks type ER
DIN ISO 15488
for milling chucks No. 23300, 23304, 23305
Design: double-conical collet chucks, slotted on both sides, with extracting groove.
Simple to use. By loosening the nut the gripper is pulled out of the chuck through eccentric ring.
Advantages: Multi-range collets to fix up to max. 1 mm below nominal diameter, no extra costs and additional storage necessary for intermediate dimensions, long, effective clamping length and high clamping
forces due to double slot, miller free from rocking movement, giving high precision machining and long life,
short clamping of twist drills on the heel is possible.
Application: for tools with cylinder shaft
Type
For clamping range
D
Length L
Type
Clamping d
mm
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
ER 11
1-7 mm
11.5 mm
18 mm
4008 E
ER 16
0.5-10 mm
17 mm
27.5 mm
426 E
23320
Ident. No.
011
012
013
014
015
016
017
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
23320
Ident. No.
101
102
103
104
105
106
107
108
109
110
h Collets for thread cutting see No. 21 575 page 570.
i Tool holding fixtures selection overview page 519.
Edition 5
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
ER 20
1-13 mm
21 mm
31.5 mm
428 E
23320
Ident. No.
202
203
204
205
206
207
208
209
210
211
212
213
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
ER 25
1-16 mm
26 mm
34 mm
430 E
23320
Ident. No.
252
253
254
255
256
257
258
259
260
261
262
263
264
265
266
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
ER 32
2-20 mm
33 mm
40 mm
470 E
23320
Ident. No.
303
304
305
306
307
308
309
310
311
312
313
314
315
316
317
318
319
320
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
ER 40
3-26 mm
41 mm
46 mm
472 E
23320
Ident. No.
404
405
406
407
408
409
410
411
412
413
414
415
416
417
418
419
420
421
422
423
424
425
426
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 295
569
GB_2013_Abt2-1.fm Seite 570 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Collet chuck sets type ER
for milling chucks No. 23300, 23305
Application: for tools with cylinder shaft
Delivery: in a case
Clamping tools
ER 16 426 E
0.5-10 mm
17 mm
27.5 mm
10
Ident. No.
116
E
O. R.
Type
For clamping range
Length
Quantity set
23320
Set price
ER 20 428 E
1.5-13 mm
21 mm
31.5 mm
12
220
O. R.
ER 25 430 E
1.5-16 mm
26 mm
34 mm
15
275
O. R.
ER 32 470 E
2-20 mm
33 mm
40 mm
18
332
O. R.
h Collet chucks box for storage, see the supplier catalogue, AQURADO modular classification system
i Tool holding fixtures selection overview page 519.
ER 40 472 E
3-26 mm
41 mm
46 mm
23
430
O. R.
Prod. Gr. 295
Continued next page
Milling chucks type ER
for thread cutting, with square socket for twisting security device
Application: for clamping taps with straight shank and square.
Use in spring collets No. 22 782 page 621 and No. 23 300 page 528. For machines with synchronous feed.
Size
For
threads
v width
a.f.
mm mm mm
mm
D
4,5
M4-M
17 27,5 6,0
10
7,0
4,5
6,0
7,0
8,0
M4-M
25 34
ER 25
16
9,0
10,0
11,0
12,0
ER 16
3,4
4,9
5,5
3,4
4,9
5,5
6,2
7,0
8,0
9,0
9,0
21575
Ident.
No.
104
106
107
254
256
257
258
259
260
261
262
U. pr. E
Size
For
threads
v width
a.f.
mm mm mm
mm
D
O. R.
4,5
O. R.
6,0
O. R.
7,0
O. R.
8,0
O. R.
9,0
M
4
M
ER 32
32 40
20
O. R.
10,0
O. R.
11,0
O. R.
12,0
O. R.
14,0
O. R.
16,0
O. R.
3,4
4,9
5,5
6,2
7,0
8,0
9,0
9,0
11,0
12,0
h Collet chucks type ER DIN 6499B for cylindrical shanks see No. 23320 page 569.
Storage box, see the supplier catalogue.
i Tool holding fixtures selection overview page 519.
21575
Ident.
No.
304
306
307
308
309
310
311
312
314
316
U. pr. E
Delivery without tap
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
SW
d D
Prod. Gr. 218
Continued next page
Collet chucks
for short clamping chuck No. 23325
Design: multirange collet chucks for clamping the nominal diameter.
For clamping range Type Clamping
mm
1-4
1-6,5
DKS
DK 30
mm
1
1,25
1,5
1,75
2
2,25
2,5
3
3,25
3,5
4
1
1,5
2
2,5
3
3,5
4
4,5
5
5,5
6
6,5
23326
Ident. No. U. pr. E
020
O. R.
021
O. R.
022
O. R.
O. R.
023
024
O. R.
025
O. R.
O. R.
026
028
O. R.
029
O. R.
O. R.
030
032
O. R.
001
O. R.
O. R.
002
003
O. R.
004
O. R.
O. R.
005
006
O. R.
007
O. R.
O. R.
008
009
O. R.
010
O. R.
O. R.
011
012
O. R.
For clamping range Type Clamping
mm
1-10
2,5-14,5
h ORION short drill chuck system ERICKSON No. 23325 page 544.
i Tool holding fixtures selection overview page 519.
570
DK 20
DK 10
mm
1
1,5
2
2,5
3
3,5
4
4,5
5
5,5
6
6,5
7
7,5
8
8,5
9
9,5
10
2,5
3
3,5
4
23326
Ident. No. U. pr. E
101
O. R.
102
O. R.
103
O. R.
104
O. R.
105
O. R.
106
O. R.
107
O. R.
108
O. R.
109
O. R.
110
O. R.
111
O. R.
112
O. R.
113
O. R.
114
O. R.
115
O. R.
116
O. R.
117
O. R.
118
O. R.
119
O. R.
201
O. R.
202
O. R.
203
O. R.
204
O. R.
For clamping range Type Clamping
mm
2,5-14,5
DK 10
mm
4,5
5
5,5
6
6,5
7
7,5
8
8,5
9
9,5
10
10,5
11
11,5
12
12,5
13
13,5
14
14,5
23326
Ident. No. U. pr. E
205
O. R.
206
O. R.
207
O. R.
208
O. R.
209
O. R.
210
O. R.
211
O. R.
212
O. R.
213
O. R.
214
O. R.
215
O. R.
216
O. R.
217
O. R.
218
O. R.
219
O. R.
220
O. R.
221
O. R.
222
O. R.
223
O. R.
224
O. R.
225
O. R.
Prod. Gr. 218
Edition 5
GB_2013_Abt2-1.fm Seite 571 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Collet chucks OZ
DIN ISO 10897
L1
L1
No. 23291
For clamping range
D
Length L1
Type
Collet chuck
mm
2
2,5
3
3,5
4
4,5
5
5,5
6
6,5
7
7,5
8
8,5
9
9,5
10
10,5
11
11,5
12
12,5
13
13,5
14
14,5
15
15,5
16
17
17,5
18
19
20
21
22
23
24
25
26
28
30
32
2-16 mm
25.5 mm
40 mm
410 E
23291
Ident. No.
003
006
009
012
015
018
021
024
027
030
033
036
039
042
045
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
No. 23293
2-25 mm
35.5 mm
52 mm
444 E
23291
Ident. No.
047
048
051
054
057
060
063
066
069
072
075
078
081
084
087
090
093
096
099
102
105
108
111
114
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
4-32 mm
44 mm
60 mm
450 E
23291
Ident. No.
116
117
120
126
129
132
138
141
144
150
156
159
162
174
177
180
186
192
198
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
h No. 23293 Design with completely vulcanised slots for inner coolant delivery on request.
i Tool holding fixtures selection overview page 519.
Edition 5
Clamping tools
for tools with straight shank
No. 23291 slotted on one side, suitable for milling chucks No. 23285/23290/23295 and high speed milling spindle No. 23275
No. 23293 double slotted, for clamping drills on the heel, clamping range up to 0.5 mm under nominal diameter, suitable for milling chucks No. 23285/23290/
23295
2-16 mm
25.5 mm
40 mm
415 E
23293
Ident. No.
001
002
004
005
007
008
003
006
009
012
015
018
021
024
027
030
033
036
039
042
045
048
051
054
057
063
069
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
2-25 mm
35.5 mm
52 mm
462 E
23293
Ident. No.
010
011
013
014
016
017
019
020
072
075
078
081
084
087
090
093
096
099
102
105
108
111
114
117
120
123
126
129
132
138
141
144
150
156
162
168
174
180
186
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
6-36 mm
44 mm
60 mm
467 E
23293
Ident. No.
022
028
213
225
237
243
249
261
273
297
303
321
333
345
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 218
571
GB_2013_Abt2-1.fm Seite 572 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Collet chuck sets OZ
DIN ISO 10897
for tools with straight shank
Application: for tools with cylinder shaft
Delivery: in a case
Suitable for milling chucks No. 23285/23290/23295/22780 and high speed milling spindle No. 23275.
410 E
2-16
15
410
444 E
2-25
24
444
Set price
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 218
Continued next page
Collet chucks
Design: Ident. No. 004-025 with ring groove.
Application: for direct insertion into the machine spindle, for milling cutter with straight shank.
Thread M 16
No.
mm
Ident. No.
4
004
5
005
6
006
40
8
008
10
010
12
012
14
014
Thread S 20 x 2
E
Ident. No.
O. R.
204
O. R.
205
O. R.
206
O. R.
208
O. R.
210
O. R.
212
O. R.
214
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Thread M 16
E
No.
mm
Ident. No.
16
016
18
018
20
020
22
022
24
024
25
025
Thread S 20 x 2
E
Ident. No.
O. R.
216
O. R.
218
O. R.
220
(O. R.)
222
(O. R.)
224
O. R.
225
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
steep taper
Clamping
23340
Unit price
23340
Unit price
steep taper
Clamping
23340
Unit price
23340
Unit price
Thread M 16
40
i Tool holding fixtures selection overview page 519.
Prod. Gr. 218
Thread S 20 x 2
Continued next page
Accessories for surface chucks
Continued next page
Tap adapters with straight shank
Application: for the accommodation of taps. Tap is put into the holder and is caught in the end position
safe for the process.
23329
Unit price
Dimension D
Dimension d1 x wrench size
(sw)
Length L
mm
16
mm 3,5 x 2,7 4,0 x 3,0 4,5 x 3,4
6,0 x 4,9
7,0 x 5,5
56
406
58
507
20
8,0 x 6,2 9,0 x 7,0
mm
Ident. No.
56
403
56
404
56
405
58
508
58
509
E O. R.
(O. R.)
O. R.
O. R.
O. R.
O. R.
mm
20
25
32
mm 10,0 x 8,0 11,0 x 9,0 12,0 x 9,0 14,0 x 11,0 16,0 x 12,0 18,0 x 14,0
23329
mm
Ident. No.
58
510
66
611
66
612
70
714
70
716
70
718
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
572
Dimension D
Dimension d1 x wrench size
(sw)
Length L
d1
Clamping tools
23291
mm
Unit
Ident. No.
Type
For clamping ranges
Contents
O. R.
Prod. Gr. 295
Edition 5
GB_2013_Abt2-1.fm Seite 573 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Accessories for HYDRO expansion clamping technology
Continued next page
Intermediate sleeves
L1
l
d d2
d1
l2
Ident. No. 903-955
Ident. No. 813-855
4
16
40
29
36
12
5
16
40
29
36
6
16
40
36
36
8
16
40
37
36
3
25
50
28
54
813
4
25
50
28
54
814
5
25
50
28
54
815
6
25
50
36
54
816
8
25
50
37
54
818
10
25
50
40
54
820
12
25
50
45
54
822
14
25
50
45
54
824
903
904
905
906
908
O. R.
913
O. R.
914
O. R.
915
O. R.
916
O. R.
918
O. R.
920
O. R.
922
O. R.
924
E
mm
mm
mm
mm
mm
mm
Ident. No.
O. R.
20
16
25
50
48
54
826
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
3
36
61
63
833
4
36
61
63
834
5
36
61
63
835
6
36
60
36
64
836
8
36
60
37
64
838
10
36
60
40
64
840
12
36
60
45
64
842
14
36
60
46
64
844
16
36
60
48
64
846
18
36
60
49
64
848
20
36
60
50
64
850
25
36
60
56
64
855
E
Ident. No.
O. R.
926
O. R.
O. R.
O. R.
O. R.
936
O. R.
938
O. R.
940
O. R.
942
O. R.
944
O. R.
946
O. R.
948
O. R.
950
O. R.
955
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Chuck clamping d1
Clamping d
Collar d2
Length L
Length l2
Overall length L1
23336 without seal
mm
mm
mm
mm
mm
mm
Ident. No.
3
16
40
29
36
Unit price
E
Ident. No.
Unit price
Chuck clamping d1
Clamping d
Collar d2
Length L
Length l2
Overall length L1
23336 without seal
Unit price
23336
23336
sealed
sealed
Unit price
20
32
i Tool holding fixtures selection overview page 519.
Prod. Gr. 263
Continued next page
Intermediate sleeves closed
with adjustable longitudinal dead limit
Application: sealed for internal cooling supply, reduction of clamping diameter, suitable for all expansion chucks No. 23333, 23335 and 23350.
Using these reducing sleeves, various shank diameters can be clamped with one chuck. Concentricity tolerance with collets is 0,003 mm.
Chuck clamping d1
Clamping d
Collar d2
Length L1
Design length L10
3
19
45
2
403
4
19
45
2
404
12
5
19
45
2
405
O. R.
O. R.
O. R.
23336
E
mm
mm
mm
mm
mm
Ident. No.
5
29
50,5
2
505
6
29
50,5
2
506
Unit price
O. R.
O. R.
23336
Unit price
Chuck clamping d1
Clamping d
Collar d2
Length L1
Design length L10
mm
mm
mm
mm
mm
Ident. No.
20
6
19
45
2
406
8
19
45
2
408
3
29
50,5
2
503
4
29
50,5
2
504
O. R.
O. R.
O. R.
8
29
50,5
2
508
O. R.
20
10
29
50,5
2
510
12
29
50,5
2
512
14
29
50,5
2
514
16
29
50,5
2
516
O. R.
O. R.
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
d d2
d1
L1
L10
O. R.
Prod. Gr. 229
Continued next page
Hook wrenches
DIN 1810
suitable for universal expansion chucks
Design: according to DIN 1810 B, size 45-50.
367
23349
Ident. No.
Unit price
i Tool holding fixtures selection overview page 519.
Edition 5
S/N HKS
020
30
Type
O. R.
Prod. Gr. 229
573
Clamping tools
Application: for reduction of clamping diameter, suitable for all expansion chucks.
GB_2013_Abt2-1.fm Seite 574 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Bush remover SINOmax
Application:
For easy removal of intermediate sleeves from the Universal expansion chuck. The sleeve remover has
versatile uses: you can also use SINOmax for GZB-S- (coolant seal version) to remove intermediate sleeves
from SCHUNK TENDO hydro-expansion chuck, see No. 23336, page 573.
Clamping tools
Ident. No.
Unit price
30
SINOmax
010
Type
23348
67
O. R.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 229
Continued next page
Accessories for shrink-fit chucks
Continued next page
Ring wrenches for JetSleeve shrink-fit chucks
Application:
To insert in the torque screwdriver for secure and damage-free fastening of the JetSleeve sleeve on the
shrink-fit chuck.
Size
Square
23403
mm
inch
Ident. No.
Unit price
19
25
27
30
32
36
40
50
3/
3/
3/
3/
8
3/
8
3/
3/
3/
319
325
327
330
332
336
340
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
h Matching torque screwdriver:
See No. 52244200 page 1409.
See No. 52287545 page 1423.
i Tool holding fixtures selection overview page 519.
350
(O. R.)
Prod. Gr. 226
Continued next page
Accessories for all tool holders
Continued next page
Pull studs
Application: for tools with steep according to DIN 69871 and JIS B 6339 MAS BT.
Design: material 16MnCr5, case-hardened HRC 58 2.
pull stud with O-ring (except for SK 30).
DIN 69872 shape A
ISO 7388II B
DIN 69872 shape A
Version
MAS BT 45 JIS 6339
Ott ring groove 15
(with thread in the head,
for shaft DIN 69871 AD)
40
50**
25
39,60
21,10
16
24
53
65,10
25,10
25,10
15
90
340*
350*
40
19
14
16
54
26
15
140
50
28
21
24
74
34
15
150
40
18,95
12,95
16
44,50
16,25
45
240
50
29,10
19,60
24
65,50
25,55
45
250
30
11
7
12
43
23
45
435
40
15
10
16
60
35
45
445
50
23
17
24
85
45
45
455
with hole (centric inner cooling) Unit price
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
without hole
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
ST
mm
mm
m
mm
mm
Unit price
* No. 23690 340-350 with inner thread and IK.
i Tool holding fixtures selection overview page 519.
574
ISO 7388II B
Ott-ring groove
30
13
9
12
44
24
15
Ident. No. 130
For a quick-release taper
Dimension D1
Dimension D2
Thread d5
Overall length L1
Length of pilot L2
Angle a
23690
23692
MAS BT 45 JIS 6339
O. R.
O. R.
Prod. Gr. 263
Edition 5
GB_2013_Abt2-1.fm Seite 575 Montag, 10. Mrz 2014 9:00 09
Tool holders
Tool holding fixtures accessories
Continued next page
Pull studs
23690
ST
mm
m
mm
mm
Ident. No.
Unit price
Buttress thread S 20x2
40
S 20 x 2
16
53
25
011
Buttress thread
Clamping tools
Version
For a quick-release taper
Dimension D1
Thread d5
Overall length L1
Length of pilot L2
O. R.
i Tool holding fixtures selection overview page 519.
Prod. Gr. 263
Continued next page
Long pull studs
for combination sleeves DIN 69871 A No. 23082
Version
For a quick-release taper
Dimension D1
Thread
Overall length
23691
DIN 69872
ISO 7388 B
ST 40 x MT 2 ST 40 x MT 3 ST 40 x MT 4 ST 40 x MT 2 ST 40 x MT 3 ST 40 x MT 4
19
19
19
18,95
18,95
18,95
M10
M12
M16
M10
M12
M16
99
102
115
89,4
92,4
105,4
Ident. No.
502
503
504
515
516
517
E
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
* For spindle noses DIN 2079 only in conjunction with special T-nuts.
i Tool holding fixtures selection overview page 519.
Long pull studs ISO 7388 B
O. R.
Prod. Gr. 263
Continued next page
Data holders
identification with a system in the tool cabinet
Design: tool data holder in plastic, universal holder (VDI) with two strong magnets.
Advantages:
no more pieces of paper
minimization of the set-up time
avoiding errors for tool compilations already made
colour-coding tool arrangement possible
no additional measurements necessary
optically clean tool storage
Colour
23698
for ST 40 / HSK 63
Ident. No.
Blue
010
Yellow
011
Green
012
Red
013
Brown
014
Grey
015
for ST 50 / HSK 100
E
Ident. No.
O. R.
020
O. R.
021
O. R.
022
O. R.
023
O. R.
024
O. R.
025
for VDI / universal
E
Ident. No.
O. R.
030
O. R.
031
O. R.
032
O. R.
033
O. R.
034
O. R.
035
O. R.
O. R.
O. R.
O. R.
O. R.
Unit price
23698
Unit price
23698
Unit price
i Tool holding fixtures selection overview page 519.
O. R.
Prod. Gr. 206
Continued next page
Cleaning devices RGG
Application:
For cleaning the machine table or the interior of all NC, CNC and machining centres.
All corners in the working area can be reached and cleaned by rotating the spindle.
Advantages:
manual regulation of the quantity flowing
reduces downtimes.
automatic cleaning device
greater safety for the operator
operation with air or cooling lubricant
Shank holder
Head
Length of head
Number of nozzles
23550
Ident. No.
20
37
35
8
020
Unit price
O. R.
i Tool holding fixtures selection overview page 519.
Edition 5
mm
mm
mm
Prod. Gr. 229
575
GB_2013_Abt2-1.fm Seite 576 Montag, 10. Mrz 2014 9:00 09
Shrink method
Horizontal shrink systems
Continued next page
Cone cleaners
Application:
For cleaning tool holding fixtures on machine spindles, taper sockets or taper gauges.
Design:
taper shank MT
taper shank ST
hollow taper shank HSK [ for taper and grinding face
Clamping tools
MT 1
010
O. R.
Version
Unit price
Number
Version
Unit price
SK No. 23500
23500
Number
Ident. No.
E
MT 2
020
O. R.
MT 3
030
O. R.
MT 4
040
O. R.
MT 5
050
O. R.
32/A-C
020
O. R.
40/A-C
030
O. R.
50/A-C
040
O. R.
23500
SK 50
Ident. No. 120
E O. R.
SK 60
130
O. R.
MT 6
060
O. R.
SK 30
100
O. R.
SK 40
110
O. R.
80/A-C
060
O. R.
100/A-C
070
O. R.
23780
i Tool holding fixtures selection overview page 519.
63/A-C
050
O. R.
Prod. Gr. 206
Continued next page
Coolant transfer pipes
for HSK tool holding fixtures
Hollow taper shank
Dimension D1
Thread length l
Overall length L1
Thread G
HSK
mm
mm
mm
23715
Ident. No.
Unit price
A63
12
11,5
36,2
M18 x 1
050
A100
16
15,5
43,6
M24 x 1,5
070
O. R.
O. R.
i Tool holding fixtures selection overview page 519.
L1
L
d1
Prod. Gr. 290
Continued next page
Socket spanners
for coolant transfer pipe
23716
HSK
mm
mm
Ident. No.
A63
16,5
122
050
A100
22,0
141
070
Unit price
O. R.
(O. R.)
Hollow taper shank
Dimension D1
Overall length L1
i Tool holding fixtures selection overview page 519.
L1
d1
Prod. Gr. 290
Continued next page
Thermal tensioning of tools
The worldwide trade mark ThermoGrip stands for the following characteristics:
tools can be changed in a matter of seconds by induction or electrical heating with high energy density
ThermoGrip shrink-fit chucks are made from special resistant steel; as the result of the special hardening and tempering process they have a particularly long life and high dimensional stability
reversible shrinking process, can be repeated as often as required. Even after more than 5000 shrinking
processes, ThermoGrip shrink-fit chucks retain concentricity, clamping force and elasticity
induction shrinking of HSS and carbide shanks is possible in ThermoGrip chucks
shrinking process of max. 10 s when using the ISG 3200 induction shrinking equipment
only tool nose heated. By local heat induction with minimal heating of the chuck body, the cooling time
is < 30 s
Chuck in
cooling adapter
576
Edition 5
GB_2013_Abt2-1.fm Seite 577 Montag, 10. Mrz 2014 9:00 09
Shrink method
Horizontal shrink systems
Continued next page
Induction micro shrinking devices MS 502
Model
Power supply
Voltage
Capacity
Width x Depth x Height
Weight without coolant
23400
Unit price
23403
Air cooler
Unit price
V
max. A
kW
mm
Kg
Ident. No.
MS 502
220
16
3
220 x 520 x 350
15
021d
E
Ident. No.
(O. R.)
021
(O. R.)
Clamping tools
Application:
For shrinking carbide steel shanks
Chuck with standard geometry 3-16 mm
Chuck with slim geometry 3-20 mm
Design:
Shrinking device: especially developed for slim, thin-walled and extremely short shrink-fit chucks. This
version also allows to shrink in standard chucks with a diameter up to 16 mm.
The variable generator output allows for gentle heating of the chuck. Even with very low-mass chucks the
equipment switches off reliably and safely for the process before overheating can occur.
Air cooler: docked onto the device MS 502.
Once the tool has been shrunk to fit, the tool holding fixture is turned and pushed into the cooler. The patented way the flow of air is directed ensures the tool is cooled down quickly and effectively.
Delivery: incl. 1 pair of protective gloves and 1 support plate.
Prod. Gr. 226
Product video:
use your mobile phone to scan the QR code.
Continued next page
Inductive shrinking devices HS 1100
Application:
For shrinking HSS and carbide steel shanks in the range from 3-32 mm and 6-32 mm (HSS). All shrinkfit chucks of all manufacturers up to a length of 420 mm can be shrunk.
Design:
Shrinking device: thanks to the modular design of the tool-positioning system, flexibility of the modification of HSK40 to HSK100 and of SK30/BT30 to SK50/BT50. The horizontal design of the device permits
a simple positioning of the cutting tool. In addition, broken tools can be expelled with the help of the integrated push-off device. For precise adjustment of the length, the additional device for horizontal adjustment of the length can be set up at any time.
Delivery scope: device with inductive coil, 5 exchange discs and protective gloves
Model
Power supply
Voltage
Capacity
Width x Depth x Height
Weight without coolant
23400
Unit price
23404
Unit price
Length adjustment, measuring range 420 mm
V
max. A
kW
mm
Kg
Ident. No.
HS 1100
400
16
11
450 x 600 x 357
36
022
E
Ident. No.
(O. R.)
020
(O. R.)
Prod. Gr. 226
Edition 5
577
GB_2013_Abt2-1.fm Seite 578 Montag, 10. Mrz 2014 9:00 09
Shrink method
Vertical shrink systems
Continued next page
Tool holding fixtures for HS1100 with length stop and ejector pin
Application: for shrinking device MS 1100
Tool holding fixture
23401
Ident. No.
E (O. R.)
Unit price
Clamping tools
23405
(O. R.)
(O. R.)
(O. R.)
Shield rings/ferrite disc
100
14-20
E
Ident. No.
(O. R.)
110
25
E
Ident. No.
(O. R.)
125
32
E
Ident. No.
(O. R.)
132
(O. R.)
Unit price
23405
(O. R.)
Ident. No.
Unit price
23405
(O. R.)
6-12
Unit price
23405
HSK 40 HSK 50 HSK 63 HSK 80 HSK100 SK/BT30 SK/BT40 SK/BT50
100
110
120
130
141
142
160
170
Unit price
(O. R.)
(O. R.)
Prod. Gr. 226
Continued next page
Tool holding fixtures with length stop and ejector pin
Application: for shrinking device MS 502
Tool holding fixture
23401
Ident. No.
Unit price
HSK 25
005
HSK 32
010
HSK 40
015
HSK 50
020
HSK 63
025
SK 30
060
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
SK 40
070
(O. R.)
Prod. Gr. 226
Continued next page
Induction shrinking devices ISG 2202 (without cooling)
suitable for cooling station model FKS 03 No. 23403
Application:
For shrinking carbide shanks 3-20 mm and HSS steel shanks 6-20 mm
Design:
In connection with the above-mentioned cooling station model FKS 03, one can shrink, cool and clean in
seconds. For quick cooling and cleaning the shrink-fit chuck, the liquid cooler FKS 03 No. 23403 is used.
Advantages:
Safe screening of the magnetic field and optimum efficiency by means of patented ferrite disc, shrinking
period 4 seconds, cooling time 30 seconds in liquid cooler FKS 03 possible
Delivery:
Device complete with inductive coil, three replacement discs and one tool holding fixture, fitting HSK 63,
HSK 80 and HSK 100
Colour: RAL 9002, grey white
Model
Power supply
Voltage
Capacity
Width x Depth x Height
Weight without coolant
23400
V
max. A
kW
mm
Kg
Ident. No.
Unit price
Tool holding fixture to adapt the steep taper holders see No. 23403, page 580.
ISG 2202
400
16
7,5
310 x 390 x 640
25
035
(O. R.)
Prod. Gr. 226
Product video:
use your mobile phone to scan the QR code.
578
Edition 5
GB_2013_Abt2-1.fm Seite 579 Montag, 10. Mrz 2014 9:00 09
Shrink method
Vertical shrink systems
Continued next page
Induction shrinking devices ISG 3400 TWK
Model
Power supply
Voltage
Capacity
Width x Depth x Height
Weight without coolant
23400
V
max. A
kW
mm
Kg
Ident. No.
Unit price
d = Delivered ex works, postage and packaging excluded.
ISG 3400 TWK
3 x 400
16
11
800 x 580 x 960
60
070d
(O. R.)
Clamping tools
tabletop unit with integrated water cooling
Application:
For shrinking carbide shanks 3-32 mm and HSS steel shanks 6-32 mm. All shrink-fit chucks from all
manufacturers can be shrunk up to a length of 450 mm and cooled up to a length of 350 mm.
Design:
In the case of manual shrinking, the tool diameter is selected on the display and a suitable interchangeable
disc is put in the coil. The tool is inserted in the tool holder and then the coil is inserted manually in the tool
holder. After pressing the start button, the tool holder is heated by the induction coil, the shrinking process
is shown on the display and it continues for maximum 5 sec.
The next work cycle is shown on the display, the coil is moved upwards and the cooling device with bellows
is moved manually in the cooling position. After activation of the start button for the cooling process, the
duration of the cooling is shown on the display in the form of a bar chart. At the end, the cooling device
returns to its initial position.
Advantages:
Safe screening of the magnetic field and optimum efficiency with patented ferrite discs. Shrinking
< 5 seconds, cooling < 30 seconds in one system. Contour-independent cooling. Manual setting makes it
possible to adjust the tool parameters customer-specifically and then save them in tool memory. Shrink-fit
chucks to ensure no overheating.
Dialog-control with simple menu navigation on a graphical display, adjustable cooling processes, corrosion
protection of the shrink-fit chuck by the use of cooling emulsion, the largest shrinking length up to 450 mm,
maximum cooling length 350 mm, easy putting into operation.
Service-friendly electronic modules that can be easily changed by the user.
Delivery:
Inductive shrinking device with coil, 1 pair of Kevlar gloves, 2 litres of concentrate for cooling emulsion, 4
ferrite discs for 3-32, work plate with trays for ferrite discs
Colour: RAL 7047, telegrey 4
Product video:
use your mobile phone to scan the QR code.
Prod. Gr. 226
Continued next page
Induction shrinking devices ISG 3400 WK / WK-WS with integrated water cooling
Application:
For shrinking carbide shanks 3-32 mm and HSS steel shanks 6-32 mm
Design:
With the fully automatic, controlled ISG 3400 WK, the user only needs to select the tool diameter from the
display and insert the replaceable disc into the coil. As soon as the start button is actuated, the induction
coil travels across the tool holding fixtures, heats it up and returns to the top as soon as the shrinking
process has been completed. Parallel to this, the shrink-fit chuck travels down to the cooling tank and
returns to its original position after approx. 20 s cooled, dried and preserved.
Safe screening of the magnetic field and optimum efficiency by means of patented ferrite disc. Shrinking
< 4 seconds and cooling < 25 seconds in one work step. No contact with the hot shrink-fit chuck. Contourindependent cooling and no damage of the tool cutting edge by the cooling adapter. Use of stored parameters to protect the shrink-fit chucks from overheating. Parameters adjustable for special geometric dimensions. Dialog control with user-friendly menu guidance in graphic display. Adjustable dwell period before
the cooling process. With special coil shrinking up to 50 mm possible.
Maximum shrinking length up to 450 mm, maximum cooling length 400 mm, simple commissioning.
Service-friendly electronic modules which can be conveniently replaced by the user. Insensitive and easycare stainless steel worktop.
Do not touch the hot shrink-fit chuck.
Delivery:
Inductive shrinking device with coil and 4 replacement discs, support plate for tool holder, replacement
discs and milling cutter. 2 litres of liquid concentrate and protective gloves.
Colour: RAL 7047, telegrey 4
Model
Power supply
Voltage
Capacity
Width x Depth x Height
Weight without coolant
Compressed air
Coolant tank
Max. shrinking
Weight
23400
V
max. A
kW
mm
Kg
bar
L
mm
Kg
Ident. No.
Unit price
ISG 3400 WK
3 x 400
16
10
700 x 620 x 1700
30
4
30
32
4
080d
ISG 3400 WK-WS*
3 x 400
16
10
701 x 620 x 1700
30
4
30
32 (50*)
4
090d
(O. R.)
(O. R.)
* Only the shrinking device ISG 3400 WK-WS is equipped with change coil technology.
h Other accessories on request.
d = Delivered ex works, postage and packaging excluded.
Edition 5
Prod. Gr. 226
579
GB_2013_Abt2-1.fm Seite 580 Montag, 10. Mrz 2014 9:00 09
Shrink method
Shrink accessories
Continued next page
Tool holders
Application: for shrinking device ISG 3400 TWK and ISG 3400 WK and WK-WS
Tool holding fixture
23401
Ident. No.
SK 40
140
SK 50
150
HSK 32
332
HSK 40
340
HSK 50
350
HSK 63
363
Unit price
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
HSK 100
390
(O. R.)
Prod. Gr. 226
Clamping tools
Continued next page
Pressure fixtures
for broken tools
Application:
With this pressure fixture, broken shafts of a miller can be removed even if the broken point is in the drill
area. Also tool shanks where the tolerance on fit is over the tolerance limit can be cut off. For this, place
the device on the ISG and during the warm-up with the eccentric turning handle, impress through the press
pin set before to the correct height.
Delivery:
Basic holder with union nut, hexagon key and adjustable press pin
Tool holding fixture
23416
Ident. No.
Unit price
HSK 32
032
HSK 40
040
HSK 50
050
HSK 63
063
HSK 100
100
SK 40
140
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
SK 50
150
(O. R.)
Prod. Gr. 226
Continued next page
Length adjustment sets
Application:
Adjustment sleeve for the safe and quick clamping of the tool to be shrunk. Via the scale the tool is adjusted
to the desired long unclamping length and fixed by means of a stud. After heating the shrink adapter the
tool is placed into the older until the sleeve sits at the holder.
Advantages:
quick and safe length adjustment during shrinking
various sleeve sizes, thus intermediate sizes can also be adjusted
complicated handling of measuring equipment is no longer necessary
six sleeves ( 6-20 mm) in the holder block
Scope of delivery:
6 length adjustment sleeves, older block, hex. key
23401
Ident. No.
080
Set price
O. R.
Adjusting the shrinking depth
Ready for shrinking
Prod. Gr. 295
Continued next page
Tool holders
Application: as adapter for shrinking systems ISG 2202 and for liquid cooler FKS 03
46
65
85
1,6
114,5
20
Ident. No. 112
Tool holding fixture
23403
Ident. No.
Unit price
ST 30/40
111
SK 50
112
HSK-A 25/32
120
HSK-A 40/50
121
(O. R.)
(O. R.)
(O. R.)
(O. R.)
For HSK 63/80/100 is no tool adapter required.
580
35
Ident. No. 120
137
125
Ident. No. 111
35
Ident. No. 121
Prod. Gr. 226
Edition 5
GB_2013_Abt2-1.fm Seite 581 Montag, 10. Mrz 2014 9:00 09
Pre-setting equipment
Tool furnishing
Continued next page
Shrink extensions
Application: for extending and reducing to smaller diameter.
Design: at a 3 slant.
L
D1
Dimension d1
Dimension d3
Dimension l1
Dimension A
Adjusting screw
23431
h 5 mm
mm
mm
mm
mm
Ident. No.
E
h 5 mm
mm
mm
mm
mm
Unit price
D1
Dimension d1
Dimension d3
Dimension l1
Dimension A
Adjusting screw
23431
Ident. No.
Unit price
3
11,8
110
63
003
4
11,8
110
63
004
(O. R.)
(O. R.)
12
5
11,8
110
63
005
6
11,8
110
63
M5
006
8
19
110
63
M6
008
3
13
110
60
M6
103
(O. R.)
(O. R.)
(O. R.)
(O. R.)
4
14
110
60
M6
104
16
5
15
110
58
M6
105
6
15,8
110
60
M5
106
8
19
110
60
M6
108
3
13
110
58
M6
203
20
4
14
110
58
M6
204
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
10
20
250
198
M8x1
410
12
25
250
193
M10x1
512
(O. R.)
(O. R.)
6
16
110
58
M5
206
8
19
110
58
M6
208
10
19,8
110
58
M8
210
12
19,8
110
58
M10
212
3
16
200
150
303
4
16
200
150
304
5
16
200
150
305
6
16
200
150
M5
306
6
20
250
198
M5
406
(O. R.)
20
8
20
250
198
M6
408
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
20
16
5
15
110
58
M6
205
(O. R.)
25
The collet is designed for a shank tolerance of h 6.
h Greater lengths available on request.
16
25
250
193
M12x1
516
(O. R.)
Prod. Gr. 297
Continued next page
Tool mounting devices
1 system, all options
Application:
For mounting and dismantling all types of tools in up to eight different positions. Can be swiveled and
indexed through 4 x 90 or 8 x 45 for an optimum working position.
Design:
quick-change assembly system for all assembly systems without additional tools
safe tool mounting without great effort
accident-proof and convenient
exchangeable brass inserts to prevent wear on tool shanks
minimal space usage
Basic equipment
23912
Ident. No.
Unit price
Can be swivelled through 4x 90
010
Can be swivelled through 8x 45
020
O. R.
O. R.
For other interesting product images use your mobile phone to
scan the QR code.
Prod. Gr. 280
Continued next page
Tool holding fixtures for tool mounting device No. 23910 010-020
1 system, all options
Ident. No. 140
Tool holders
VDI d
Size
Ident. No. 263
DIN / MAS-BT / CAT
mm
23912
ST/ISO
30
Ident. No. 130
ST/ISO
40
140
Unit price
O. R.
O. R.
Ident. No. 305
DIN 69893-1
ST/ISO HSK-A 40 HSK-A 50 HSK-A 63 HSK-A 80 HSK-A
50
100
150
240
250
263
280
300
O. R.
O. R.
O. R.
O. R.
Ident. No. 550
Capto
O. R.
O. R.
C4
C5
C6
C8
Kennametal
KM 63
VDI (69880)
30
40
50
304
305
306
308
463
530
540
550
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 280
Edition 5
581
Clamping tools
d1
d2
d3
GB_2013_Abt2-1.fm Seite 582 Montag, 10. Mrz 2014 9:00 09
Pre-setting equipment
Tool pre-setting
Continued next page
Assembly block
Clamping tools
Application:
For assembling and dismantling tool construction sets arranged vertically and horizontally.
Design:
The rigid chucking, even in the horizontal position, facilitates robust operation on the rear of the tool (pull
studs, built-in screw).
No. 23911:
all taper variations DIN 69871, DIN 2080, MAS-BT of the same size can be fixed in the tool mounting block
without changing the inserts.
to change over to different sizes of steep taper all that is necessary is to replace the change inserts.
No. 23785:
can be used with form-fit ring clamping on collar for HSK form A/B/C/E/F
No. 23785
No. 23911
23785
Number
Tool holding fixture
Ident. No.
E
Unit price
HSK 32
020
(O. R.)
HSK 40
030
(O. R.)
23911
HSK 50
040
(O. R.)
HSK 63
050
O. R.
HSK 100A
070
(O. R.)
SK 40
040
O. R.
SK 50
050
O. R.
Prod. Gr. 297
Continued next page
Mounting fixtures with rollers
for different tool holders
Application: for mounting and dismantling tool holding fixtures.
Design:
Mounting fixture with rollers, for safe and simple clamping of tool holding fixtures on the collar.
23915
Tool holding fixtures,
type and size
U. pr. E
O. R.
(O. R.)
(O. R.)
Ident. No.
063
097
100
SK 40 / HSK 63 / C6 / MAS/BT 40 / CAT 40
SK 50
HSK 100 / CAT 50 / MAS/BT 50
Prod. Gr. 235
Continued next page
Edge finders
for milling and jig boring mills
Application:
The edge finder serves to move against i. e. locate reference surfaces or edges with a reproducibility of
approx. 0.01 mm.
Working method:
The lower part of the feeler is first pressed out of the carrier axle of the rotating work spindle using a finger.
The oscillation is gradually reduced by slow delivery of the surface to be traced. At the point of concentricity
between the upper and lower part, the lower part traverses along the surface of the workpiece. The position
of the traced surface to the axis of the work spindle corresponds exactly to the radius of the feeler head.
Version
Clamping shank
Feeler head
23921
Unit price
23921
Unit price
Spare spring with grooved pin
mm
mm
Ident. No.
E
Ident. No.
E
Simple feeler head
10
10
030
Offset feeler head
10
4/10
050
O. R.
O. R.
500
O. R.
Prod. Gr. 227
582
Edition 5
GB_2013_Abt2-1.fm Seite 583 Montag, 10. Mrz 2014 9:00 09
Pre-setting equipment
Tool pre-setting
Continued next page
with light display and spring probe ball
Application:
For the precise alignment of the reference surfaces of workpieces or edges and to determine the bore centre-points to the lathe spindle.
When there is contact between the feeler head and the workpiece 1 battery (in the shaft) cause the lamp to illuminate if the workpiece, receiver and tool holding
fixture are connected electrically to each other.
Design:
Functional parts hardened and ground. 3-D model also suitable for moving the workpiece in Z-direction (vertically).
Ident. No. 011 and 025 with acoustic signal
L1
L
L1
1
L
Ident. No. 005-011
1 spring ball 10.000
Ident. No. 015-025
1 spring ball 10.000
2 Tracer path approx. 3 mm
23923
mm
mm
mm
mm
mm
Ident. No.
16
10
0,01
99
35
005
2-D
20
10
0,01
92
45
010
2-D acoustic
20
10
0,01
119
45
011
16
10
0,01
111
35
015
20
10
0,01
106
45
020
3-D acoustic
20
10
0,01
131
45
025
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Version
Clamping shank D
Probe ball
Repetition precision
Overall length L
Clamping length L1
h High-precision version available on request.
Spare batteries No. 56815 202 page 1587.
3-D
Prod. Gr. 298
Continued next page
3-D edge finders
with dial gauge
Application:
Suited to define and set workpiece reference points in all 3 axes (X,Y,Z) on all milling machines and
machining centres. The workpiece is traced in any direction by means of the measuring probe until both
indicators are at 0.
The centre of the spindle stands then exactly on the edge of the workpiece. In the case of axial approach,
a known measure 'Z' is reached in the zero position. The measure 'Z' can be determined and adjusted by
the user.
Design:
Direct path measurement in Z-axis, can be used vertically and horizontally, concentricity can be readjusted
via 4 screws.
Nominal breaking point on the measuring probe prevents damage to the workpiece or dial gauge.
type of protection IP 67: temporary immersion in water possible as well as dust-proof according to DIN EN
60529.
Advantages:
0.01 mm graduation
type of protection IP 67
precision repeatability < 0.01 mm
automatic compensation for the probe radius
dial gauge very easy to read off
ceramic nominal breaking point
robust metal housing
straightforward probe replacement
reading off the actual value is simple because this isolation between probe insert and holder [ for
is independent of the direction
use with all tool and eroding machines
Delivery: Ident. No. 010 and 020:Ident. No. 004
Electronic indicator
Housing width
Clamping shank
Reading
3-D probes
23924
mm
Ident. No.
Unit price
Feeler head
Probe insert length L
Probe insert
23924
E
mm
mm
Ident. No.
4
33
004
8
75
008
4
33
004
O. R.
O. R.
O. R.
Unit price
mm
mm
Product video:
use your mobile phone to scan
the QR code.
57
65
20 mm
0,01
010
65
SK 40
0,01
020
O. R.
O. R.
8
75
008
O. R.
Prod. Gr. 234
Edition 5
583
Clamping tools
Edge finders
GB_2013_Abt2-1.fm Seite 584 Montag, 10. Mrz 2014 9:00 09
Pre-setting equipment
Tool pre-setting
Continued next page
Mechanical zero adjustment devices (magnet)
Clamping tools
with dial gauge
Application:
For precise determination of position of workpiece surfaces in Z direction for milling cutters or lathes. The
device is placed on the workpiece. Then with the spindle stopped the device is carefully approached until
the dial gauge shows 0. The reference dimension of 50 mm has then been reached. A safety spring excursion of about 0.5 mm to cross 50 mm is built in.
Design:
Zero pointer for improved guide, for even more precise position determination of the work piece surface in
Z-direction on milling and turning machines.
No. 23932 010 made of steel.
No. 23932 020 magnetic: in order to be able to bring up the zero adjuster also laterally, a construction
with built-in magnet is available for delivery.
No. 23932 020 made of stainless steel, sensor pin with two feeler diameters to prevent any tilting of the
contact surface, precision-grinded, inclined contact surface for the dial gauge, improved repetition precision.
Delivery: zero adjustment device in a wooden case with serial number and test certificate
23932
Number
Version
Repetition precision
Scale graduation value
Reference value
Unit price
mm
mm
mm
Ident. No.
E
Steel
0,01
0,01
50
010
O. R.
23934
magnetic
0,01
0,01
50
020
O. R.
Stainless steel
0,005
0,01
50
010
O. R.
49,5 50
Prod. Gr. 227
65
1 = gripping grooves
2 = spring-mounted button
Continued next page
Zero adjustment devices with dial gauge
Application:
The device is placed on the workpiece. Using the machine spindle, the cutting tool is moved up to the tracer
until the indicator is at zero for the first time. Now the reference value of 100 distance to the workpiece
has been reached.
The reference dimension 100 mm can be adjusted and checked by turning the outer collar of the dial gauge
with a height gauge.
Design:
Elevation adjustment gauge to determine position of workpiece surface in Z-direction on milling and turning
machines, can also be used horizontally.
23931
mm
mm
Ident. No.
0,01
100
010
Unit price
O. R.
Scale graduation value
Reference value
Prod. Gr. 227
Continued next page
Optical zero adjustment device, 50 mm (magnet)
Application:
To determine position of workpiece surfaces or workpiece lengths in Z-direction on lathes or milling
machines.
Design:
The device is placed on the workpiece. One moves carefully with the spindle on the device. As soon as the
LED lights up, one has reached the 60 mm reference dimension. A safety spring of about 3 mm for overrunning the 60 mm is built in. For horizontal use, a magnet model is available for delivery.
Delivery scope: zero point adjusting device
Unit price
h Spare batteries No. 56815 200 page 1586
584
50mm
23933
Number
Version
Shaft
Feeler head
Reference value
2mm
mm
mm
mm
Ident. No.
E
Steel
39
19
50
020
O. R.
magnetic
39
19
50
030
O. R.
Prod. Gr. 297
Edition 5
GB_2013_Abt2-1.fm Seite 585 Montag, 10. Mrz 2014 9:00 09
Pre-setting equipment
Tool pre-setting
Continued next page
Measuring technology
C
B
d6
L6
d2
f3
L5
d3
h Further information, advice and quotations available on request.
Continued next page
Test arbours and check arbours
check mandrels hollow-drilled in stages
Application: checking concentricity and aligning machine spindles. Concentricity tolerance < 0.003 mm
Design:
No. 23100 case hardened, 670 40 HV (56+4 HRC). Taper and shank ground. Tolerances of taper shanks
according to DIN 2080 AT 3.
No. 23750 hollow taper shank according to DIN 69893-1 form A, hollow with 4 grooves on the end of the
cone for measurement in position 0, 90, 180 and 270
Material: case-hardened steel with tensile strength at the core of at least 800 N/mm
Delivery: in wooden box with test report
Number
23100
Shanks
DIN 2080*
DIN
ST 40
69871 A
ST 40
mm
40
40
Dimension
d1
Dimension
A
Unit price
mm
Ident. No.
E
23750
DIN
69871 A
ST 50
40
HSK A/
d 40
HSK A/
d 50
HSK A/
d 63
HSK A/
d 80
HSK A/
d 100
24
32
40
40
40
320
320
320
180
236
346
346
349
801
(O. R.)
510
O. R.
530
O. R.
030
(O. R.)
040
(O. R.)
050
O. R.
060
(O. R.)
070
O. R.
* With ring groove.
h Necessary pull studs:
For shank version DIN 69871 A see No. 23690 page 575.
No. 23750
No. 23100 = Prod. Gr. 206
No. 23750 = Prod. Gr. 290
Continued next page
Gripping force testers, mechanical
Application: to check the draw forces from clamping systems to machine spindles.
Advantage:
Decreasing clamping force can lead to dust and imprecision. For regular check for maintaining the permanent function and precision of spindle and tool and for optimising the process safety during production.
Scope of delivery: with calibration certificate in plastic case.
Tool holding fixture
Clamping force
23928
Unit price
*
Size ST 40 M 16 DIN 2080*
kN
10,5
Ident. No.
010
E
(O. R.)
Delivered without pull studs. See No. 23 690 page 575.
Edition 5
SK 50
23
020
(O. R.)
HSK 32 HSK 40 HSK 50 HSK 63 HSK 100
5
6,8
11
18
45
032
040
050
063
100
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 294
585
Clamping tools
for checking tool adapters and machine spindles
HSK tool holding fixtures excel especially with the high accuracy when changing and high bending
strength. However, for this, a very precise interface is required. To be able to check the tolerances you
need precise measuring tools.
Tool holders not only bring poor machining results, but also cause spindle damage very quickly
Example: measuring device for hollow shaft cone
Application: to measure the conical d2 and d3, clamping shoulder incline I5, drilling depth I6
Delivery:
Basic device with measuring head incl. 2 precision dial gauges for d2/d3 and a dial gauge for I5/I6 complete in the wooden case.
Advantage:
With the measuring device for hollow taper shank, the 4 most important functional dimensions can be tested in one process:
d2 large taper- (direct measuring)
d3 smaller taper (direct measuring)
I5 clamping shoulder incline
I6 drilling depth
roundness: d2, d3, I5 by turning the tool in the measuring device
As option, additional measuring equipment for gripper slots and concentricity testing are available:
additional measuring device gripper slot for size f3 and size d6
concentricity testing equipment for measuring points A, B and C
GB_2013_Abt2-1.fm Seite 586 Montag, 10. Mrz 2014 9:00 09
Pre-setting equipment
Tool pre-setting
Continued next page
5-axes test sets 5X kinematics
Clamping tools
Application:
For a precise calculation of the positions of the machine axis of the 5-axes processing centre. In order to
be able to manufacture with highest precision at long term and to detect and remove possible coordinates
errors in the machine after collisions or possible faults. This set enables you to check, document and, if
required, calibrate on your own the condition (machine geometry of the axes).
Advantages:
highly stable solid carbide reference measuring ball 25 mm => resists to the high contact pressure of
the measuring probe
measuring and shape tolerance according to DIN 5401 GRADE 10 (0.001 mm)
head piece can be turned
reference ball to be attached below 0, 30 and 45
to be fastened in a flexible way in the working room by means of a magnet support
all other measuring equipment required for kinematics is included in the set
Conditions:
new control system (e. g. Siemens 840D sl from measuring cycles-width a.f. 7.5 or Heidenhain ITNC530
from software 340 49x-04)
3-D measuring probe
Kinematics measuring cycle (e.g. in case of Siemens: Cycle996 or Heidenhain: KinematicsOpt)
Other fields of application of the kinematics set:
calibration of measuring machines
calibration of measuring probes
geometry measurement of machine tools
Scope of delivery: Ident. No. 500:
reference measuring ball 25 mm with switching magnet support for probing with 3-D measuring probes
in different axis and angle positions
in the box
Scope of delivery: Ident. No. 550:
reference measuring ball 25 mm with switching magnet support for probing with 3-D measuring probes
in different axis and angle positions
3-D magnetic jointed measuring stand to hold the measuring gauge and to adjust the concentricity of the
measuring probe
lever gauge 38 mm (scale graduation 0.001 mm) to check the concentricity of the measuring probe and
to check the kinematics error
parallel gauge block to block the Z-dimension and to calibrate the measuring probe
setting ring 40 mm to calibrate the diameter of the measuring probe
in the box
23928
Ident. No.
Light
500
Basic
550
Unit price
(O. R.)
(O. R.)
Version
Use
Ident. No. 500
Ident. No. 550
Prod. Gr. 278
Continued next page
Tool pre-setting equipment
Application:
Cost-effective solution, as additional device directly on the machine, for adjusting and measuring the length
and diameter on milling, drilling and turning tools.
Design:
Easy to operate, fast ascertaining of the reference dimensions, stable construction, basic body solid
casting, steel tubing support column, Counterbalancing for easy handling and self-locking in any setting
position, adequate working precision in practice, revolving tool holding fixture with high precision spindle
bearing arrangement, integrated reference mark to determine zero-point, dial gauge at 45 degrees for horizontal and vertical measuring without swaying, large LCD-displays in both axes, horizontal indication can
be switched over from radius to diameter, 2 zero-point memories in each axis, both axes have V24 (RS 232)
data output, with dispenser for adhesive labels for tool marking.
Scope of delivery: with PCV cover hood
Basic equipment
Version
steep taper
Measuring range length
Numerical increment
Tolerance u2
Concentricity tolerance
23945
mm
mm
mm
mm
mm
Ident. No.
SK 40
410
240
0,01
< 0,02
0,005
040
SK 50
410
240
0,01
< 0,02
0,005
050
Unit price
(O. R.)
(O. R.)
Prod. Gr. 296
Continued next page
Reduction sleeves
Tool pre-setting equipment
Reduction sleeves
23950
Ident. No.
Unit price
ST 50 x ST 40
240
ST 50 x HSK 63 A
460
(O. R.)
(O. R.)
h Reducing sleeves No. 23951 for NC tool holder available on request.
586
Prod. Gr. 296
Edition 5
GB_2013_Abt2-1.fm Seite 587 Montag, 10. Mrz 2014 9:00 09
Lathe and cut-off tools accessories
Centres
Continued next page
Dimensions of centres according to DIN 806
for dead lathe centres
d1
mm
9,045
12,065
17,780
23,825
31,267
44,399
63,348
d2 h 9
mm
9,2
12,2
18
24,1
31,6
44,7
63,8
d3=
mm
0,5
0,5
0,8
0,8
1
1,6
2
h1
mm
1
1,5
2
3
5
7
10
l1
mm
50
53,5
64
81
102,5
129,5
182
l2
mm
70
80
100
125
160
200
270
l3
mm
16
22
30
38
50
63
79
r
mm
2,5
2,5
4
4
6
6
10
Rounded edge
Taper shank A according to
DIN 228, although without a hole
Centering
according
to DIN 332
Clamping tools
Taper shank
Taper
MT
0
1 : 19,212
1
1 : 20,047
2
1 : 20,020
3
1 : 19,922
4
1 : 19,254
5
1 : 19,002
6
1 : 19,180
h Special dimensions on request.
Continued next page
Dead lathe centres
DIN 806
Design: point angle 60
No. 22104 full point, tool steel, fully hardened and ground
No. 22107 full point, carbide metal tipped
No. 22109 half point, carbide metal tipped
Taper shank
Programming dimension A
D
B
Max. carbide D No. 22107/22109
H in No. 22109
22104
22107
22109
MT
mm
mm
mm
mm
mm
Ident. No.
1
26,5
12,2
22
7
4
010
2
36
18
30
7
4
020
3
44
24,1
38
11
6
030
4
57,5
31,6
50
14
7,5
040
5
70,5
44,7
63
18
9,5
050
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
Unit price
(O. R.)
O. R.
O. R.
O. R.
O. R.
Unit price
(O. R.)
O. R.
O. R.
(O. R.)
h Centres in special design on request.
No. 22104, 22107
A
B
H
No. 22109
Prod. Gr. 211
Continued next page
Dead lathe centres
DIN 806
points made of solid carbide, concentricity tolerance 0.8 m
Design:
Tip angle 60, taper hardened and high precision ground, with safety core: If the carbide cracks at the transition to the base material, e. g. due to operating or handling error, the integrated safety core prevents the
carbide from slipping with the clamped workpiece. This prevents high consequential damage.
22110
MT
mm
mm
Ident. No.
2*
46
18
020
3
69
24,1
030
4
57,5
31,6
040
Unit price
O. R.
O. R.
O. R.
Taper shank
Programming dimension A
Carbide D
Without safety core.
5
70,5
44,7
050
Safety core
O. R.
Prod. Gr. 211
No. 22110
Continued next page
Dead lathe centres
DIN 806
carbide-tipped, concentricity tolerance 0.8 m
Design: tip angle 60, taper hardened and high-precision ground
No. 22112 full point, DIN 806 E
No. 22113 half point, DIN 806 HE
Taper shank
Programming dimension A
Carbide D
H
B
22112
22113
MT
mm
mm
mm
mm
Ident. No.
1
26,5
7
4
22
010
2
36
7
4
30
020
3
44
11
6
38
030
4
57,5
14
7,5
50
040
5
70,5
18
9,5
63
050
(O. R.)
Unit price
(O. R.)
O. R.
O. R.
O. R.
Unit price
O. R.
O. R.
O. R.
O. R.
(O. R.)
Prod. Gr. 211
Edition 5
No. 22112
No. 22113
587
GB_2013_Abt2-1.fm Seite 588 Montag, 10. Mrz 2014 9:00 09
Lathe and cut-off tools accessories
Centres
Continued next page
Dead lathe centres
DIN 806 HE
carbide-tipped, extremely flattened, extended, concentricity tolerance 0.8 m
Design: tip angle 60, taper hardened and high-precision ground
Clamping tools
Carbide centring tip extremely flattened and extended for smaller
diameters and with short shoulder or surface grinding.
Taper shank
Programming dimension A
Carbide D
Flattening height H
Flattening length B
22114
MT
mm
mm
mm
mm
Ident. No.
Unit price
No.22114
46
7
1,5
40
020
2
46
7
2,5
40
021
69
11
1,5
63
030
3
69
11
2,5
63
031
69
11
4,0
63
032
77,5
14
1,5
70
040
4
77,5
14
2,5
70
041
(O. R.)
(O. R.)
O. R.
O. R.
(O. R.)
(O. R.)
(O. R.)
77,5
14
4,0
70
042
O. R.
Prod. Gr. 211
Continued next page
Dead lathe centres
DIN 807
carbide-tipped, concentricity tolerance 0.8 m
Design:
Tip angle 60, taper hardened and high precision ground, with thread for draw-off nut.
No. 22121 Fixed centre point
No. 22122 Draw-off nuts
Taper shank
Programming dimension A
Carbide D
Draw-off nut
22121
22122
MT
mm
mm
m
Ident. No.
2
48
7
22 x 1,5
120
3
57
11
27 x 1,5
130
4
72,5
14
36 x 1,5
140
5
87,5
18
48 x 1,5
150
O. R.
Unit price
O. R.
O. R.
O. R.
Unit price
O. R.
O. R.
O. R.
No. 22121
O. R.
Prod. Gr. 211
No. 22122
Continued next page
Live lathe centres
Design:
Point angle 60, extended moving point, radial run-out: up to 0.005 mm, tool completely hardened and
ground, bearing arrangement for high axial forces, the shaft seal ring prevents the penetration of dirt and
cooling liquid.
Application:
Perfect multi-purpose point for universal use on manual lathes, particularly suitable for copy turning. The
extended moving point facilitates approaching the planar workpiece end with the lathe tool.
Taper shank
Max. workpiece weight
Max. speed
Dimension A
Dimension B
Dimension C
Dimension D
Dimension e
Dimension F
22134
MT
Kg
Rpm
mm
mm
mm
mm
mm
mm
Ident. No.
2
170
4200
54
13
17,78
68,5
86,5
150,5
010
170
4200
54
13
23,83
68,5
86,5
167,5
020
330
4200
64
16
23,83
78
100
181
030
330
3800
64
16
31,27
78
100
202,5
040
550
3800
86
19
31,27
93,5
121,5
224
050
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
5
550
3200
86
19
44,4
93,5
121,5
251
060
B
A
60
MK
60
D
E
F
O. R.
Prod. Gr. 263
588
Edition 5
GB_2013_Abt2-1.fm Seite 589 Montag, 10. Mrz 2014 9:00 09
Lathe and cut-off tools accessories
Centres
Continued next page
Live lathe centres
Application: for rough turning and precision turning
No. 22124 RHM tip angle 60, hardened and ground
No. 22125 RHM tip angle 60, hardened and ground, with draw-off nut
No. 22126 RHM tip angle 60, hardened and ground
No. 22127 RHM with extended running point 60, hardened and ground
DC
Clamping tools
B
A
No. 22126
D
C
DC
DC
No. 22124
No. 22125
B
A
No. 22127
Taper shank
MT
Programming dimension B
mm
Programming dimension A
mm
Concentricity tolerance max.
mm
Workpiece weight max.
Kg
For revolutions max.
rpm
Housing D
mm
Tips C
mm
ORION
Ident. No.
22124
41,0
65,0
0,005
200
7000
45
20
120
2
41,0
70,5
0,005
140
7000
45
20
43,0
70,5
0,005
400
5000
50
22
3
48,5
79,5
0,005
500
5000
60
25
130
48,5
95,5
0,005
400
5000
60
25
61,5
102,5
0,005
800
3800
70
32
140
4
61,5
114,5
0,005
500
3800
70
32
78,5
129,0
0,005
2000
3000
90
40
150
5
78,5
143,5
0,005
1200
3000
90
40
6
94,5
152,0
0,01
3500
2600
105
50
O. R.
O. R.
020
030
O. R.
035
O. R.
040
O. R.
050
060
RHM
E
Ident. No.
010
(O. R.)
020
(O. R.)
030
(O. R.)
035
(O. R.)
040
(O. R.)
050
(O. R.)
060
RHM
E
Ident. No.
O. R.
O. R.
020
O. R.
O. R.
035
O. R.
040
O. R.
050
O. R.
O. R.
O. R.
O. R.
O. R.
Unit price
22127
43,5
60,5
0,010
100
7000
36
15
110
E
Ident. No.
Unit price
22126
RHM
Unit price
22125
43,5
60,5
0,005
100
7000
36
15
Unit price
No. 22124 = Prod. Gr. 211
No. 22125, 22126, 22127 = Prod. Gr. 201
Continued next page
Live lathe centres
Application:
For high speeds, revolving point 60/40, draw-off threads, fully hardened and high-precision ground,
sealing through TOP-DICHT-SYSTEM For all turning work, in particular for NC turning. The bearing is protected from cooling water three times more through the TOP-DICHT-SYSTEM.
1. The coolant does not immediately reach the seal ring, rather flows with reduced energy into the first labyrinth canal.
2. There, the largest part of the coolant is derived through the first delivery hole.
3. The little remaining quantity is ejected from the seal ring to the second labyrinth canal and discharges
through the second delivery hole.
Ident. No. 030-050 travelling NC high performance tips, true-running guaranteed through test report.
Ident. No. 130-140 Draw-off nut (slotted nut, similar to DIN 1804)
MT
mm
mm
Kg
rpm
mm
mm
mm
mm
m
Ident. No.
3
110
75
550
7000
0,005
58
25
14
60 x 1,5
030
E
Ident. No.
(O. R.)
22128
Unit price
Taper shank
Programming dimension A
Programming dimension B
Workpiece weight max.
For revolutions max.*
Concentricity tolerance
Housing D
Tips C
Holder E
Thread
22128
Unit price
Dependent on weight of workpiece.
Edition 5
130
O. R.
4
111
76
650
7000
0,005
58
25
14
60 x 1,5
040
5
131
87
1300
6000
0,005
76
35
16
80 x 2
050
O. R.
O. R.
140
No. 22128
O. R.
Prod. Gr. 211
589
GB_2013_Abt2-1.fm Seite 590 Montag, 10. Mrz 2014 9:00 09
Lathe and cut-off tools accessories
Centres
Continued next page
Live lathe centres
Design:
Revolving point 60, fully hardened and high-precision ground, true running covered by test report. For all
turning jobs (rough turning, dressing, fine turning), for grinding and testing with concentricity tolerance
0.003 mm on request.
Application: with reinforced bearing for jobs with high radial and axial loads
Clamping tools
22130
MT
mm
mm
approx. kg
rpm
mm
mm
mm
Ident. No.
2
82
57
280
5500
0,005
45
20
020
84
59
400
5500
0,005
45
20
030
102
67
525
5000
0,005
58
25
035
102
67
700
5000
0,005
58
25
040
121
78
1000
4000
0,005
76
35
045
5
160
100
2000
3500
0,005
95
45
050
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Taper shank
Programming dimension A
Programming dimension B
Workpiece weight max.
For revolutions max.*
Concentricity tolerance
Housing D
Tips C
* Dependent on weight of workpiece.
h Travelling high performance tips, BoK system on request.
6
179
115
3500
2300
0,005
120
58
060
O. R.
Prod. Gr. 211
Continued next page
Live lathe centres
Application:
With small housing diameter, suitable for general lathe work (roughing and dressing). Especially favourable
with narrow ratios on the lathe.
No. 22132 tip angle 60, hardened and ground
No. 22133 with extended running point 60/30, hardened and ground
Taper shank
Housing D
Tips C
MT
mm
mm
Ident. No.
2
32
15
020
3
34
15
030
4
42
20
040
5
58
30
050
Programming dimension A
Programming dimension B
Workpiece weight max.
For revolutions max.
Concentricity tolerance
Unit price
22132
mm
mm
approx. kg
1/mm
mm
E
62
44
200
7000
0,005
O. R.
62
44
400
7000
0,005
O. R.
75,5
50,5
800
6300
0,005
O. R.
104
70
1600
4300
0,01
O. R.
Programming dimension A
Programming dimension B
Workpiece weight max.
For revolutions max.
Concentricity tolerance
Unit price
22133
mm
mm
approx. kg
1/mm
mm
E
73
44
170
7000
0,008
O. R.
74
44
340
7000
0,008
O. R.
88,5
50,5
700
6300
0,008
O. R.
119
70
1400
4300
0,01
O. R.
DC
B
A
No. 22132
DC
B
A
No. 22133
Prod. Gr. 201
Continued next page
Live lathe centres
with interchangeable inserts No. 22147
Application: for general lathe work (roughing and dressing). Fully hardened and ground.
No. 22144 revolving centres without inserts
No. 22145 Centres with ejector and all inserts in wooden case
No. 22146 Ejector
MT
mm
approx. kg
mm
mm
Ident. No.
2
45
40
0,01
45
020
55
150
0,01
60
030
48
130
0,01
50
035
4
67
250
0,01
70
040
5
85
650
0,01
90
050
E
Ident. No.
O. R.
120
O. R.
130
O. R.
135
O. R.
140
O. R.
E
Ident. No.
(O. R.)
020
(O. R.)
O. R.
030
(O. R.)
22146
050
Unit price
O. R.
Taper shank
Programming dimension A
Workpiece weight max.
Concentricity tolerance
Housing
22144
Unit price
22145
Set price
O. R.
No. 22146
O. R.
Prod. Gr. 201
590
No. 22144
No. 22145
Edition 5
GB_2013_Abt2-1.fm Seite 591 Montag, 10. Mrz 2014 9:00 09
Lathe and cut-off tools accessories
Centres
Continued next page
Inserts interchangeable
Ident. No. 002-005
Ident. No. 302-304
Ident. No. 402-403
Centre
point angle 60
Inserts for
For centring points
D1
d
Length L
22147
MT
mm
mm
mm
Ident. No.
Unit price
Hollow parts
point angle 60
2
16
20
002
3
24
27,5
003
4
28
31,5
004
5
38
43
005
2
25
10
21
302
3
45
25
27
303
4
55
30
31,5
304
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Ident. No. 502-504
O. R.
Ident. No. 602-605
Extension parts
Point angle 60
Work pieces without
centre
tip angle
60 type B
2
3
4
12
18
35
6
10
20
12
16
25
502
503
504
Work pieces
without centre
tip angle
60 type A
2
3
20
40
10
25
18
25
402
403
O. R.
O. R.
O. R.
Clamping tools
for revolving centres
(O. R.)
2
14
6
25
602
3
18
8
30
603
4
26
12
43
604
5
32
13
55
605
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 201
Continued next page
Live self-centring tapers 60
Design: completely hardened and ground
Application: suitable for hollow parts and as brad point for standard work pieces.
Taper shank
Weight of workpiece up to
Concentricity tolerance
Housing length
22174
MT
Kg
mm
mm
Ident. No.
Unit price
2
200
0,01
54/42
020
3
400
0,008
72/56
030
4
800
0,008
92/64
040
O. R.
O. R.
O. R.
5
1600
0,008
107/78
050
60
O. R.
Prod. Gr. 201
Continued next page
Live self-centring tapers, blunt
Design:
Taper angle 60 and 75, maintenance-free storage, self-centring taper and cone shank are hardened and
fine ground
Application: for the machining of hollow bodies, pipes, etc.
B D
E
A
MT
Max. workpiece weight
Concentricity tolerance
A
B
D
E
Weight approx.
22176
Taper angle 60
Taper angle 75
Unit price
Unit price
Kg
mm
mm
mm
mm
mm
Kg
Ident. No.
2
200
0,008
65
50
20
52
1,2
020
400
0,008
77
80
30
64
2,2
030
3
400
0,008
80
80
20
67
2
130
600
0,008
85,5
120
30
72
4,2
135
400
0,008
78,5
80
30
64
2,3
040
400
0,008
81,5
80
20
67
2,4
140
4
800
0,008
87
120
30
72
4,3
143
800
0,008
98
120
30
83
4,5
045
1200
0,01
107
170
50
90
9,7
145
800
0,008
88
120
30
72
5,1
150
5
800
0,008
99
120
30
83
5,3
050
1600
0,01
106
170
50
90
10,6
155
E
E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 201
Edition 5
591
GB_2013_Abt2-1.fm Seite 592 Montag, 10. Mrz 2014 9:00 09
Lathe and cut-off tools accessories
Cams
Continued next page
Modular face driver bodies CoA
Clamping tools
clamping circle 12-50 mm, turning range 13 -100 mm
Application:
To turn work pieces over the entire length, without rechecking. It is possible to retool quickly to a different
workpiece using shell-type driving plates. The driving disc adapts to unevenness and workpiece end faces
inclined up to 5 by means of the hydraulic pressure compensation of the 3 support pistons. The axially
adjustable centring point is supported on the pre-tensioned disc spring stack and balances out the different
work piece centres. All the driving discs and centres fit all basic body sizes.
Small assortment for turning range 13-100 mm comprising of:
1 body
4 driving discs for clamping circle 12, 20, 32 and 50 mm
2 lathe centres 6 and 12 mm, in wooden box.
Taper shank
22208
Small assortment for right-hand motion
MT
Ident. No.
3
230
O. R.
Set price
h Clamping circle can be extended by supplementing the mix of small tools.
Front drivers with draw-off nut on request.
Front drivers with other taper shanks on request.
4
240
O. R.
Prod. Gr. 204
suitable lathe centres
HK No. 22140 on request
Continued next page
Driving discs
for carrier CoA
Design: directly geared
Clamping circle S
Turning range
Matching Tips A
Drill B
Overall length C
Length D
22208 For right-hand rotation
mm
mm
mm
mm
mm
mm
Ident. No.
8
9-16
4
4,5
38
4
308
10
11-20
4
4,5
38
4
310
12
13-24
6
7
36
4
312
16
17-32
10
11
33
4
316
20
21-40
12
13
30
4
320
25
26-50
16
17
30
8
325
32
33-64
16
22
30
10
332
Unit price
E
Ident. No.
O. R.
408
O. R.
410
O. R.
412
O. R.
416
O. R.
420
O. R.
425
O. R.
432
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
22208
For left-hand rotation
Unit price
h Driving discs with interchangeable carbide driving chucks on request.
Prod. Gr. 204
Continued next page
Face driver centres
for carrier CoA
22208
mm
Ident. No.
4
604
6
606
10
610
12
612
Unit price
O. R.
O. R.
O. R.
O. R.
Matching Tips A
h Centres with head on request.
16
616
O. R.
Prod. Gr. 204
Ident. No. 604-616
Continued next page
Cams
for cylindrical grinding
Version: self-locking and adjustable, made of steel, hardened, tempered and ground.
Simple operation: release clamping lever, insert work, clamp. The clamp diameter is adjusted using screws.
Clamping range
22220
Unit price
22220
Unit price
Spare springs
mm
Ident. No.
8-16
008
16-24
016
24-32
024
32-40
032
40-48
040
48-56
048
56-64
056
64-72
064
80-90
080
90-100
090
E
Ident. No.
O. R.
208
O. R.
O. R.
O. R.
O. R.
O. R.
216
O. R.
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
Prod. Gr. 264
592
Edition 5
GB_2013_Abt2-1.fm Seite 593 Montag, 10. Mrz 2014 9:00 09
Lathe and cut-off tools accessories
Tool holders for conventional lathes
Continued next page
MULTIFIX ORION Quick-change tool holders
The selection of the Multifix quick-change tool holder and change holder depends on the drive
capacity, the tool skid width l (l z) and lathe tool height h. The facts are illustrated in the following
example:
> Tool holder head B
> Tool holder head B with z = 150 mm
> Tool change holder BD 25140 with a = 25 mm
> Tip height x = 37 (see tables)
Clamping tools
Power
P = 3 KW
Tool skid width
I = 145 mm
Tool height
h = 25 mm
Tool height h = 25 mm change tool holder BD 25140
Note: drill hole r in the plug washer must be enlarged to the dimensions of the retaining screw.
Advantages of the Multifix system:
precise manufacture due to the high repetition precision (0.01 mm)
versatile production possibilities (40 tool positions possible)
height adjustment quickly and easily using adjusting screw
extremely flexible due to the modular structure
Tip height x depending on the tool height h and the tool holder size:
H
mm
6
8
10
12
(14)
16
20
25
32
40
50
63
Size Aa
x
D12
12
14
16
18
-
Size A
x
D16
17
19
21
23
25
-
Tool holder head
Matching change holder
Driving power max.
Slot width z max.
Steel support y
Drill hole r
Drill hole t standard
Drill hole t max.*
Depth of rebore e max.
Overall height s
Overall width v max.
Overhang u max. b holder D
22240
22250
Size B
x
D20
19
21
23
25
-
x
D25
24
26
28
32
37
-
Size C
x
D32
25
27
29
33
38
45
-
Size
Aa
Size Aa D 12
x
D32
29
31
35
40
47
-
x
D40
31
35
40
47
55
-
A
AD 16
AD 20
B
BD 25
BD 32
x
D40
45
52
60
-
x
D63
52
60
70
83
Tool holder width z Tool skid width l
C
D1
D1 D 40
CD 32
D1 D 50
CD 40
D1 D 63
CD 45
2,2
6,6
13,2
22
100
150
180
200
9,1 | 10,1 12 | 13,5 17 | 18 | 18
20,5
10
16
16
22
20
32**
40
40
35
40
55
65
35
45
75
75
54
75
105
122
100
150
202
230 | 234 | 242
48
71
102
112 | 116 | 124
060
070
080
090
kW
mm
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
1,1
80
6,2
10
12,5
13
36
70
30
050
MULTIFIX Unit price
O. R.
O. R.
O. R.
O. R.
ORION
O. R.
Unit price
Size D1
x
D50
52
60
70
-
* Indicate when ordering: 'With enlarged hole' (extra cost).
** Drill hole t standard = 31 mm for No. 22250 ORION.
h MULTIFIX quick-change tool holder, size D 2 on request
(O. R.)
No. 22240 = Prod. Gr. 214
No. 22250 = Prod. Gr. 264
Continued next page
MULTIFIX spare parts for all sizes
when ordering, please state identification, part No. and MULTIFIX-size
For MULTIFIX tool holder head
For MULTIFIX tool change holder
For MULTIFIX tool change holder J
For MULTIFIX cut-off tool holder
21
20
19
1 = tension bowl (compl. with eccentric bolt 4)
2 = plunger spring
7 = pointer
3 = ram
8 = centring disc
4 = eccentric bolt with oil dispenser 9 = protective cover
5 = clamping lever
10 = central body
6 = ring spring
11 = square head bolt
12 = cylinder head screw
13 = adjusting cap
14 = height adjustment nut
15 = height adjustment screw
16 = socket wrench
17 = clamping screw
19 = tensioning key
20 = spring
21 = cylinder head screw
Prod. Gr. 214
Edition 5
593
GB_2013_Abt2-1.fm Seite 594 Montag, 10. Mrz 2014 9:00 09
Lathe and cut-off tools accessories
Tool holders for conventional lathes
Continued next page
MULTIFIX ORION tool change holders
Clamping tools
Change holder D
For tool holder head
No. 22240
Size
Aa
D1
Designation
mm
50
75
75
80
85
90
90
120
120
120
120
120
130
140
140
150
150
160
160
160
160
170
170
170
180
Change holder H
MULTIFIX
Change holder
D
a
22241
AaD 1250
AaH 1250
AaJ 1550
AD 1675
AD 2075
AJ 3080
AH 2085*
AD 1690
AD 2090
BD
BD
BD 25120
BD 32120
BJ 40120
BH 30130*
BD 25140
BD 32140
CD 32150
CD 40150
CH 40160*
CH 50160*
CJ 40160
CJ 50160
CD 32170
CD 40170
CD 45170
D1 D 40180
D1 D 50180
D1 D 63180
D1 H 63180*
D1 J 63180
Ident. No.
010
010
010
020
040
020
020
030
050
080
060
060
080
030
030
070
090
100
120
040
050
040
050
110
130
140
150
160
170
060
070
mm
12
16
20
16
20
25
32
25
32
32
40
32
40
45
40
50
63
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
MULTIFIX
Change holder
H
d
22242
mm
12
20
30
40
50
63
* Vee blocks No. 22249 can be used.
*** No. 22243 010 and 020 slot laterally, No. 22243 030, 040, 050 and 070 slot above.
594
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Change tool holder J
MULTIFIX
Change holder
J ***
d
22243
mm
15
30
40
40
50
63
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
ORION
Change holder
D
a
22251
mm
32
25
25
32
U. pr. E
O. R.
O. R.
O. R.
O. R.
ORION
Change holder
H
d
22252
mm
30
U. pr. E
O. R.
ORION
Change holder
J ***
d
22253
mm
40
U. pr. E
O. R.
No. 22241, 22242, 22243 = Prod. Gr. 214
No. 22251, 22252, 22253 = Prod. Gr. 264
Edition 5
GB_2013_Abt2-1.fm Seite 595 Montag, 10. Mrz 2014 9:00 09
Lathe and cut-off tools accessories
Tool holders for conventional lathes
Continued next page
MULTIFIX ORION tool change holders
Clamping tools
MK
Reverse holder for external thread
Reverse holder for internal thread
Sleeve
Boring rod
MULTIFIX
Reverse holder
Reverse holder
external thread
internal thread
For tool holder head
No. 22240
Size
BC
Designation
AFG I**
AIG***
AL 130
AL 230
AM 30250
BFG II**
BIG***
BK 230*
BM 40500
BL 340
BL 440
CFG IV**
CIG***
CL 350
CL 450
CL 550
CM 50500
D1
MT
mm
250
500
mm
30
30
30
30
40
mm
12
16
40
500
50
50
50
50
20
mm
MT 1
MT 2
MT 2
MT 3
MT 4
MT 3
MT 4
MT 5
Ident. No.
010
110
005
010
010
020
120
020
020
030
040
030
130
050
060
065
040
MULTIFIX
Sleeve
MULTIFIX
Boring rod M
ORION
Sleeve
22244
22244
22245
22246
22255
U. pr. E
(O. R.)
(O. R.)
(O. R.)
U. pr. E
(O. R.)
(O. R.)
(O. R.)
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
U. pr. E
(O. R.)
(O. R.)
(O. R.)
U. pr. E
O. R.
O. R.
* Only for holder BH 30130; without KOMET chaser.
** See No. 17178 page 410.
*** See No. 17240-17250 from page 411.
No. 22244, 22245, 22246 = Prod. Gr. 214
No. 22255 = Prod. Gr. 264
Continued next page
MULTIFIX ORION tool change holders
Change holder A
For tool holder head
No. 22240
Size
Aa
A
C
D1
Vee block P
Designation
D max
Aa-A00
AA-AO
AP 1485
BA-A2a
BP 20130
BP 20130
CA-A3a
CP 25160
CP 32160
D1 P 40180
14
20
20
25
32
40
85
130
30
160
160
180
h Suitable cut-off blades No. 17102-17106 from page 409.
Edition 5
Ident. No.
005
010
010
020
020
020
030
030
040
050
MULTIFIX
Cut-off change holder A
MULTIFIX
Vee block P
ORION
Cut-off change holder A
ORION
Vee block P
22247
22249
22257
22259
U. pr. E
(O. R.)
O. R.
O. R.
O. R.
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
U. pr. E
O. R.
U. pr. E
O. R.
No. 22257, 22259 = Prod. Gr. 264
No. 22247, 22249 = Prod. Gr. 214
595
GB_2013_Abt2-1.fm Seite 596 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Tool holders for conventional lathes
Continued next page
PARAT Revolving heads 2 and 4x
Application: user-friendly tool changing system for lathes
Selection of a 4x revolving head and change holder depends on the drive line, of the tool skid width
C (l z) and the lathe tool height h. The facts are illustrated in the following example:
P = 3.7 KW
C = 95 mm
B = 30 mm
Power
Tool skid width
Cutting height
> Revolver head Size 1
> Quick-change holder size 1
> Quick-change holder size 1
4x revolver head RD
J
E
Size
Drive power lathe chuck max. in KW
Lathe tool cross section max.
Cutter face height
Tool skid width min.
Revolver head (square basic body)
Dividing plate with protective ring
Turning circle with change holder
Clamping screw in support
Weight approx. (without change
holder)
TYP RD
22265
2
7,4
25
40
110-150
106
102
240
M 16 x 2
25
6,5
3
14,7
40
60
150-180
134
133
300
M 20 x 2,5
30
15
4
22
50
80
200-250
154
150
350
M24 x 3
35
22
010
020
030
040
TYP RD+IK
E
Ident. No.
(O. R.)
110
(O. R.)
120
(O. R.)
130
(O. R.)
140
TYP UD
E
Ident. No.
(O. R.)
210
(O. R.)
220
(O. R.)
230
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Unit price
22265
1
3,7
20
30
90-100
84
80
180
M 14 x 2
21
3,5
Ident. No.
Unit price
22265
P
A
B
C
D
E
G
J
K
Kg
Unit price
2x universal rapid tool change holder UD
Prod. Gr. 213
Continued next page
PARAT quick-change holders and clamping sleeves
Size
Type
WD 1/12
WDL 1/12
WDR 1/12
WD 1/20
WDL 1/20
WDR 1/20
WDPL 1/12
WB1/30
WD 2/25
WDL 2/25
WDR 2/25
WDPL 2/25
WB 2/40
WD 3/32
WD 3/32
WDR 3/32
WDPL 3/32
N
84
100
100
84
100
100
100
84
110
130
130
130
110
140
165
165
165
O
24
24
24
33
33
33
28
39
36
36
36
50
51
44
44
44
53
P
R
S U Kg Size
Type
47 14 22 - 0,7
WDL 3/40
47 14 22 16 0,8
WDR 3/40
3
47 14 22 16 0,8
WB 3/40
52 20 22 - 0,8
WB 3/50
52 20 22 16 0,9
WD 4/40
52 20 22 16 0,9
WDL 4/40
47 16 22 16 0,9
WDR 4/40
47 30 - 0,8
WDPL 4/40
4
66 19 33 - 1,9
WD 4/50
66 19 33 20 2,1
WDL 4/50
66 19 33 20 2,1
WDR 4/50
62 31 33 20 2,3
WB 4/60
63 40 - 1,8
WD 5/50
76 25 33 - 3,0
WDL 5/50
76 25 33 25 3,4 5
WDR 5/50
76 25 33 25 3,4
WDPL 5/50
66 31 33 25 3,6
N
165
165
140
140
160
190
190
190
160
190
190
160
220
260
260
260
O
44
44
53
63
53
53
53
63
63
63
63
77
67
67
67
74
P
R
S U Kg
76
25 43 25 3,4
76
25 43 25 3,4
66 40 - 2,7
76 50 - 3,5
96
30 44 - 5,0
96
30 44 30 5,8
96
30 44 30 5,8
96
40 52 30 6,5
96
40 54 - 5,5
96
40 54 30 6,0
96
40 54 30 6,0
96 60 - 6,0
114 40 54 - 9,6
114 40 54 40 10,6
114 40 54 40 10,6
114 51 54 40 10,5
Clamping tools
Advantages of the Parat 4x revolver head:
precise manufacture due to the high repetition and fit precision (0.005 mm)
versatile production possibilities (40 tool positions possible, division 9 possible)
height adjustment quickly and easily using adjusting screw
extremely flexible due to the modular structure
Ident. No. 010-040 Parat 4 fold revolving head TYPE RD
Scope of delivery: chuck key, offset socket wrench, socket wrench
Ident. No. 110-140 Parat 4 fold revolving head with internal cooling TYPE RD + IK
Scope of delivery: chuck key, offset socket wrench, socket wrench, clamping screw with
inner bore hole, cooling hose, connection piece, angle piece, locking screw
Ident. No. 210-230 Parat 2 fold universal revolving head TYPE UD
Scope of delivery: offset socket wrench, socket wrench
R
S
P
596
Edition 5
GB_2013_Abt2-1.fm Seite 597 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Tool holders for conventional lathes
Continued next page
WD (internal and external machining)
Size revolver head
Ident. No.
010
020
030
040
050
060
070
Type RD 1 and Type UD 1
Type RD 1 and Type UD 1
Type RD 2 and Type UD 2
Type RD 3 and Type UD 3
Type RD 3 and Type UD 3
Type RD 4
Type RD 4
WD 1/12
WD 1/20
WD 2/25
WD 3/32
WD 3/40
WD 4/40
WD 4/50
WDL (Inside machining)
WDR (for internal machining)
22271
22272
U. pr. E
(O. R.)
(O. R.)
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
U. pr. E
(O. R.)
(O. R.)
O. R.
(O. R.)
(O. R.)
O. R.
(O. R.)
WDL 1/12
WDL1/20
WDL 2/25
WDL 3/32
WDL 3/40
WDL 4/40
WDL 4/50
22273
U. pr. E
(O. R.)
(O. R.)
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
WDR 1/12
WDR 1/20
WDR 2/25
WDR 3/32
WDR 3/40
WDR 4/40
WDR 4/50
Prod. Gr. 213
Continued next page
PARAT quick-change holders
WDPL (for boring bars)
Type RD 1 and Type UD 1
Type RD 2 and Type UD 2
Type RD 3 and Type UD 3
Type RD 3 and Type UD 3
Type RD 4
WB (for holding of clamping sleeves)
22274
Size revolver head
WDPL 1/12
WDPL 2/25
WDPL 3/32
WDPL 4/40
U. pr. E
(O. R.)
(O. R.)
O. R.
(O. R.)
Ident. No.
010
030
040
060
WBW (blank)
22275
WB 1/30
WB 2/40
WB 3/40
WB 3/50
WB 4/60
Ident. No.
010
030
040
050
060
22275
U. pr. E
(O. R.)
O. R.
O. R.
O. R.
(O. R.)
Ident. No.
110
130
140
150
160
WBW 1/30
WBW 2/40
WBW 3/40
WBW 3/50
WBW 4/60
U. pr. E
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 213
Continued next page
PARAT clamping sleeves
MT (clamping sleeve)
22276
Type RD 1 and UD 1 A for MT 1
Type RD 1 and UD 1 B for MT 2
Type RD 2 and UD 2 C for MT 3
Type RD 2 and UD 2 D for MT 4
Type RD 3 and UD 3 E for MT 3
Type RD 3 and UD 3 F for MT 4
Type RD 4 G for MK 4
Type RD 4 H for MK 5
U. pr. E
(O. R.)
(O. R.)
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
(O. R.)
Ident. No.
010
020
030
040
050
060
070
080
30
30
40
40
50
50
60
60
Prod. Gr. 213
Continued next page
PARAT clamping sleeves, slotted
Type RD 1 and Type UD 1
mm
Ident. No.
8
108
10
110
12
112
15
115
16
116
20
120
25
125
32
40
Type RD 2 and Type UD 2
E
Ident. No.
(O. R.)
(O. R.)
210
(O. R.)
212
(O. R.)
215
(O. R.)
216
(O. R.)
220
(O. R.)
225
232
Type RD 3 and Type UD 3
E
Ident. No.
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
320
(O. R.)
325
(O. R.)
332
340
Type RD 4
E
Ident. No.
(O. R.)
(O. R.)
425
(O. R.)
432
(O. R.)
440
(O. R.)
(O. R.)
Internal
22277
Unit price
22277
Unit price
22277
Unit price
22277
Unit price
(O. R.)
Prod. Gr. 213
Edition 5
597
Clamping tools
PARAT quick-change holders
GB_2013_Abt2-1.fm Seite 598 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Clamping spindles for lathes and grinders
Continued next page
Mandrels for turning
DIN 523
Design:
Conical, hardened turning mandrels. Surface areas and centring bores ground. Concentricity tolerance up
to 18 mm: 3 m; over 18 mm: 4 m. The mandrels are suitable for work pieces with drill holes within
the tolerance zone G 6, H 7 and J 6.
mm
mm
Ident. No.
3
55
010
3,5
65
015
4
65
020
4,5
70
025
5
70
030
5,5
70
035
6
70
040
7
85
045
8
85
050
9
93
055
10
93
060
E
mm
mm
Ident. No.
O. R.
11
115
065
O. R.
12
115
070
O. R.
13
115
075
O. R.
14
115
080
O. R.
15
125
085
O. R.
16
125
090
O. R.
17
125
095
O. R.
18
125
100
O. R.
19
165
105
O. R.
20
165
110
O. R.
22
165
120
O. R.
23
175
125
O. R.
24
175
130
O. R.
25
175
135
O. R.
26
175
140
O. R.
27
190
145
O. R.
28
190
150
O. R.
30
190
155
O. R.
32
220
160
O. R.
35
230
175
O. R.
40
240
190
O. R.
22285
E
mm
mm
Ident. No.
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Overall length
Unit price
Overall length
22285
Unit price
Overall length
h Other diameters and tolerance fields, intermediate dimensions and special lengths on request.
Prod. Gr. 216
Continued next page
Grinding mandrels (individual)
DIN 6374
Design:
Grinding mandrels are hardened, surface areas and centring bores are ground. Concentricity tolerance: up
to 50 mm: 2 m; over 50 mm: 3 m. The mandrels are suitable for work pieces with drill holes within
the tolerance zone H 7.
mm
mm
Ident. No.
4
71
020
5
71
030
6
71
040
8
100
050
10
100
060
12
140
070
13
140
075
14
140
080
15
140
085
16
140
090
O. R.
17
140
095
O. R.
18
140
100
O. R.
20
220
110
O. R.
22
220
120
O. R.
24
220
130
O. R.
25
220
135
O. R.
30
220
155
O. R.
32
300
160
O. R.
40
300
190
O. R.
22289
E
mm
mm
Ident. No.
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Overall length
22289
Unit price
Overall length
h Other diameters and tolerance fields, intermediate dimensions and special lengths on request.
Pair of grinding quills consisting of one grinding quill No. 1 for smaller drill hole , and No. 2 for of larger drill hole within the H 7 tolerance range available
on request.
Prod. Gr. 216
Continued next page
Tensioning spindles MZE
for inspection and light turning jobs for grinding and balancing
Application:
For holding between points. A uniform cylindrical clamping is achieved with expanding sleeve slotted on
both sides. The arbor 1 is case-hardened and ground, the sleeve 2 hardened and ground.. Concentricity tolerance 0.01 mm.
No. 22300 Sleeve tensioning spindles without clamping sleeves
No. 22301 Clamping sleeves, single
8-10,5
75
001
10-12,5
110
005
Clamping tools
22285
E
L
12-15
125
010
14-17
140
020
16-20
150
030
19-23
170
040
Clamping range
Length L
22300 Sleeve tensioning spindles
mm
mm
Ident. No.
Unit price
Socket
Length E
D1
Adapter sleeve
E
mm
mm
mm
Ident. No.
1,5
40
8
008
1,5
40
9
009
1,5
45
10
010
1,5
45
11
011
2
60
12
012
2
60
13
013
2
70
14
014
2
70
15
015
Unit price
Clamping range
Length L
22300 Sleeve tensioning spindles
E
mm
mm
Ident. No.
O. R.
O. R.
22-26
175
050
O. R.
O. R.
O. R.
25-37
225
060
(O. R.)
O. R.
(O. R.)
Unit price
Socket
Length E
D1
E
mm
mm
mm
Ident. No.
2
80
22
022
2
80
24
024
3
100
25
025
3
100
26
026
O. R.
3
100
28
028
3
100
30
030
3
100
32
032
3
100
35
035
O. R.
3
100
38
038
3
100
40
040
O. R.
O. R.
(O. R.)
(O. R.)
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
O. R.
22301
22301
Unit price
Adapter sleeve
O. R.
O. R.
O. R.
O. R.
h Clamping sleeves and sleeve tensioning spindles in other diameters available on request.
598
O. R.
O. R.
2
70
16
016
O. R.
35-47
225
070
O. R.
2
80
19
019
2
80
20
020
O. R.
O. R.
Prod. Gr. 205
Edition 5
GB_2013_Abt2-1.fm Seite 599 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Tensioning spindle MZE sets
Clamping range
Consisting of: 1 piece sleeve tensioning spindle each No.
22300
Consisting of: 1 sleeve each No. 22301
Sleeve tension spindles in sets
22300
mm
12-26
Ident. No. 010-020-030-040-050
25-55
060-070-080
mm 12-14-16-18-20-22-24
Ident. No.
200
25-30-35-40-45-50
210
Set price
(O. R.)
Clamping tools
Scope of delivery: in wooden case
(O. R.)
Prod. Gr. 205
Ident. No. 200
Continued next page
STOPAX hollow spindle limit stops
for lathes, to limit length in spindle
Design: consisting of clamp body, extension and special key. Set up: the first work piece is clamped. The
STOPAX limit stop is inserted into the hollow spindle from behind using the special key until it is at the end
of the work piece and can be fixed. The stop is also released and adjusted using the key.
Prices on request.
Flat head No. 22331
Centre head No. 22332
h Hollow spindle limit stops with different diameters on request.
Continued next page
Vertical draw-bars
Application: for use on conventional drilling and milling machines and thread cutters, for quick tensioning
of work pieces by collets.
Clamping range d
Clamping vice width
Dimension H
Dimension L x L1
Groove size
Vertical draw-bar
22365
mm
mm
mm
mm
mm
Ident. No.
3-26
96
80
160 x 273
14
010
3-42
135
100
210 x 347
16
020
Unit price
E
Ident. No.
O. R.
010
(O. R.)
020
(O. R.)
(O. R.)
22366
Collets rising in 1 mm steps
Unit price
h Collet chucks for sq. and hex. on request.
Prod. Gr. 250
H
L
L1
Continued next page
Collet chucks
Please state machine type and bore of collet chuck when ordering; also state whether clamping of round, square, hexagon or octagon components is required.
If it is not possible to clearly identify the machine type, in addition to the diameter, please give the technical data such as length, diameter of shank and collar
etc. as shown in the following drawings.
Tension collet
Compression collet
h Further information, advice and quotations available on request.
Edition 5
599
GB_2013_Abt2-1.fm Seite 600 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Machine spindle heads
for lathe chuck adapters with self-centring taper and flange to DIN 55021
For lathe chucks with direct short taper adapter lathe chuck is fastened onto machine spindle with set
screws for shape A, with Allen screws for shape B (fast chuck change).
Spindle head size
Clamping tools
3
4
5
6
8
11
15
102
112
135
170
220
290
380
53,985
63,525
82,575
106,390
139,735
196,885
285,800
No. of holes on outer
hole circle
C D
11
11
13
14
16
18
20
16
20
22
25
28
35
42
(F 1) E 1
3 x M 10
3 x M 10
7 x M 10
7 x M 12
7 x M 16
12 x M 20
12 x M 24
F 1 (outer hole No. holes on inner
circle)
hole circle
(F 1) G
3 x 10,5
3 x 10,5
4 x 10,5
4 x 13
4 x 17
6 x 21
6 x 25
(F 2) E 2
8 x M 10
8 x M 12
8 x M 16
11 x M 20
11 x M 24
75
85
104,8
133,4
171,4
235
330,2
From spindle size 4 with driver
Form A
F 2 (inner hole
circle)
61,9
82,6
111,1
165,1
247,6
Form B
Continued next page
Machine spindle heads
for lathe chuck adapters with self-centring taper and flange to DIN 55026
For lathe chucks with direct short taper adapter, work is fastened onto the machine spindle from the front
using Allen screws on the outer or inner hole circle
Spindle head size
3
4
5
6
8
11
15
20
C1
C2
92
108
133
165
210
280
380
520
53,983
63,521
82,573
106,385
139,731
196,883
285,791
412,795
11
11
13
14
16
18
19
21
14,288
15,875
17,462
19,05
20,638
22,225
No. of holes on
D outer hole circle
(F 1) E 1
16
3 x M 10
20
11 x M 10
22
11 x M 10
25
11 x M 12
28
11 x M 16
35
11 x M 20
42
12 x M 24
48
12 x M 24
F 1 (outer hole
circle)
No. holes on
inner hole circle
F 2 (inner hole
circle)
70,6
82,6
104,8
133,4
171,4
235
330,2
463,6
(F 2) E 2
8 x M 10
8 x M 12
8 x M 16
8 x M 20
11 x M 24
11 x M 24
61,9
82,6
111,1
165,1
247,6
368,3
From taper size 4 with driver
Continued next page
Machine spindle heads
for lathe chuck adapters with self-centring taper, flange and bayonet-type face plate fastening to DIN 55027, old
standard DIN 55022
For lathe chucks with direct short taper adapter, the lathe chuck is fixed onto the bayonet-type faceplate
of the machine spindle with stay bolt and collar nut (quick chuck change). From taper size 4 with driver.
Spindle size 4 with driver
Spindle head size
3
4
5
6
8
11
A
102
112
135
170
220
290
B
53,985
63,525
82,575
106,390
139,735
196,885
C
11
11
13
14
16
18
D
16
20
22
25
28
35
E
3 x 21
3 x 21
4 x 21
4 x 23
4 x 29
6 x 36
F
75
85
104,8
133,4
171,4
235
Attached with a
stud bolt and collar nut
Continued next page
Machine spindle heads
for lathe chuck holders with self-centring taper, flange and camlock fastening to DIN 55029, formerly ASA B 5.9. D-1
With these lathe chucks, fastening is in the direct contact with the camlock stay bolts on the spindle head.
Spindle head size
3
4
5
6
8
11
600
A
92,1
117,5
146
181
225,4
298,5
B
53,985
63,525
82,575
106,390
139,735
196,885
C
11,1
11,1
12,7
14,3
15,9
17,5
D
31,8
33,3
38,1
44,5
50,8
60,3
E
3 x 15,08
3 x 16,66
6 x 19,84
6 x 23,01
6 x 26,19
6 x 30,96
F
70,66
82,55
104,8
133,4
171,4
235
Attached with a
Camlock stud bolt
Edition 5
GB_2013_Abt2-1.fm Seite 601 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Three-jaw scroll chucks KRF
Outside and clamping width
Through-bore
Base plate A1 x B
Back plate C/M
Back plate height
Overall height with jaws
22368
mm
mm
mm
mm
mm
mm
Ident. No.
Unit price
70
16
100 x 70
87/9
13
60
070
110
26
140 x 110
126/9
13
67,5
110
125
35
170 x 125
154/11
14
81,5
125
160
52
200 x 160
184/11
15
85
160
(O. R.)
O. R.
(O. R.)
(O. R.)
h Spare jaws from 125 mm see from No. 22389-22416 onwards page 606.
Clamping tools
with back plate
Design:
Cast body, with drilling and turning chucks. Clamping using knurling ring on the external diameter of the
chuck
Delivery: 1 set of drilling jaws, 1 set of turning jaws, Ident. No. 070 with reverse jaws, 1 dowel pin
Application: cost-effective use for the positioning and conveying of ring-shaped workpieces.
A1
Prod. Gr. 203
C
Continued next page
3-jaw clamping chucks ZG
with back plate
Design: cast body, with drilling and turning chucks. Clamping using socket wrench.
Delivery: 1 set drilling jaws, 1 set turning jaws, 1 socket wrench.
Application: for use on drilling and milling machines, centric clamping
Outside and clamping width A
Through-bore E
Base plates A1
Slot width/ length L/N
Back plate height I
Overall height with jaws C
Weight
22370
mm
mm
mm
mm
mm
mm
approx. kg
Ident. No.
Unit price
160
42
240
212/14
27
118
010
200
55
280
252/14
27
133
20,6
020
250
76
330
296/18
27
149
30,3
030d
O. R.
O. R.
O. R.
d = Delivered ex works, postage and packaging excluded.
h Spare jaws see No. 22389-22416 from page 606.
Alignment group and sealed version available on request.
315
103
390
360/18
27
168
62,8
040d
(O. R.)
Prod. Gr. 203
Continued next page
Scroll chucks
Design: with quick action clamping by means of knurling ring coil. High concentricity.
Application:
Suitable for subsequent turning work on individual or serial parts and thin-walled work pieces in light, fine
and precision mechanics and for use on drilling and grinding machines.
Centric clamping, steel body. Jaws case-hardened and reversible. Ident. No. 010 and 020 with 3 jaws,
Ident. No. 040 with 6 jaws.
22380
mm
mm
mm
mm
Ident. No.
57
55
8
13,8
010
72
70
8
15,7
020
Unit price
O. R.
O. R.
External
Clamping width
Through-bore
Height without jaws
h The following special designs are available:
Chuck with collet holder or MT shank.
Chuck with soft jaws.
Chuck available in 3-jaw or 6-jaw design, corrosion-protected
Chuck available with aluminum body.
Chuck also available in 125 and 150 mm.
Prices on request.
Edition 5
102
100
10
18,2
040
Ident. No. 040
Ident. No. 010 and 020
Possible clamping of the chucks:
O. R.
Prod. Gr. 220
Tension-clamp holder
MT-shank
601
GB_2013_Abt2-1.fm Seite 602 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Lathe chucks
with scroll, jaws clamping centrally
Clamping tools
universal application
jaws infinitely adjustable
special cast body
steel body forged in die
spiral collar drop forged, hardened, balanced
flanks of screw threads ground both sides
lubrication via nipple
Technical data of lathe chucks
Max. permissible revolutions according to DIN 6350-1
The max. permissible speed is set in such a way that at max. clamping force and using the heaviest
matching clamping jaw 1/3 of clamping force is available as residual clamping force. The clamping jaws
must not project beyond the chuck outside diameter. The lathe chucks must be in perfect condition. In the
case of lathe chucks in cast iron the speed limit must be in line with the permissible peripheral speed for
cast iron. Otherwise the provisions per DIN 6386 Part 1 apply.
Size
mm
80
100
125
160
3- and 4-jaws
cast iron body
rpm
5000
4500
4000
3600
3- and 4-jaws
steel body
rpm
7000
6300
5500
4600/4400*
Size
3- and 4-jaws
cast iron body
rpm
3000
2500
2000
1600
mm
200
250
315
400
3- and 4-jaws
steel body
rpm
4000/3400*
3000/2700*
2300
1800
Clamping force for 3-jaw lathe chucks according to DIN 6350-1
The clamping force is the total jaw force acting on the workpiece radially when idle.
The specified clamping forces are reference values. They apply to chucks in perfect condition lubricated
with grease F 80.
To maintain clamping force, lathe chucks must be lubricated regularly. The relevant details can be found in
the operating instructions supplied with each chuck.
They apply to chucks in perfect condition.
Size
Torque on key
mm
Nm
80
30
100
60
125
80
160
110
* In Version No. 22381.
Total clamping force
kN
13
27
31
47
Size
mm
200
250
315
400
Torque on key
Nm
140
150
180
240
1
6
1 steel or cast body
2 covers, 3 spiral ring
4 pinion, 6 clamping jaws
Drilling jaw, hardened
Total clamping force
kN
55
63
69
92
Non-stepped block jaw, soft,
hardenable
Reverse jaw grips, hardened
Turning jaw, hardened
Non-stepped block jaw, soft,
hardenable
Plain jaws, hardened
Continued next page
Clamping range of jaw steps
Reference values for 3 and 4-jaw chucks and for lathe chucks with reverse jaws
The maximum clamping ranges must not be exceeded.
Size
A1 (BB)
A2 (DB)
A3 (DB)
A4 (DB)
Rotating
Jaw travel
Size
J
J2
mm
80
mm 2-30
mm 2-30
mm 27-55
mm 52-80
mm 104
mm
14
mm
mm
mm
80
25-53
50-78
100
3-38
3-38
38-71
70-100
128
15
100
33-66
65-94
125
3-53
3-53
39-89
75-125
157
25
125
37-87
73-123
160
3-72
3-72
47-116
91-160
194
34
160
39-107
83-152
200
4-100
4-100
56-152
104-200
238
48
200
44-140
92-186
250
5-122
5-122
73-190
131-250
302
58
250
59-165
119-236
315
6-135
6-135
96-225
186-315
395
64
315
96-224
186-305
400
20-200
10-200
110-300
200-400
480
100
External chucking
400
100-300
190-390
Internal chucking
602
Edition 5
GB_2013_Abt2-1.fm Seite 603 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Three-jaw lathe scroll chuck made of steel or cast iron
DIN 6350
80
100
125
160
200
250
315
400
mm 16
mm 56
mm 3
approx. kg 1,5
Ident. No. 300
20
70
3
2,8
305
32*/35,5**
95
4
5
310
42
125
4
10
315
55
160
4
17,5
320
76
200
5
29
325
103
260
5
50
330
136
330
5
85
335
Cast body Unit price
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R. (O. R.)
steel body Unit price
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R. (O. R.)
Outside A
and clamping width
Through hole E
Centre B
Overall height C
Weight
22385
22386
mm
* glass body
** Steel body
Clamping tools
Design:
hand operated scroll lathe chuck with one cylindrical self-centring adapter in accordance with DIN 6350
Body made of steel or cast
scroll made of alloy steel, flanks are hardened and ground on both sides
Fine-balanced with high concentricity
CUSHMANN system, centric clamping
No. 22385 cast body
No. 22386 steel body
A D C
Prod. Gr. 221
Continued next page
Monobloc jaw sets, soft
all sets are 3-part ones
A
Lathe chuck size
Length A
Bore hole gauge LK
Height C
22391
mm
mm
mm
mm
Ident. No.
80
32
11
28
100
100
42
15
32
105
125
51
20
40
110
160
70
20
53
115
200
85
25
54
120
250
105
28
63
125
315
125
32
73
130
Set price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
400
145
36
92
135
(O. R.)
Prod. Gr. 221
Continued next page
Plain jaw sets, hardened
all sets are 3-part ones, including the screws
M
L
C
E
D
B
H
A
22412
mm
mm
mm
mm
Ident. No.
125
54
20
28
100
160
65
20
29
105
200
79
25
33
110
250
92
28
36
115
315
110
32
40
120
Set price
O. R.
O. R.
O. R.
O. R.
(O. R.)
Lathe chuck size
Length A
Bore hole gauge LK
Height C
400
130
36
49
125
(O. R.)
Prod. Gr. 221
Edition 5
603
GB_2013_Abt2-1.fm Seite 604 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Top jaws, soft
all sets are 3-part ones
A
K
L1
C
Clamping tools
F
J
B
M
R1
22416
mm
mm
mm
mm
Ident. No.
125
64
22
38,5
100
160
78
25
41,5
105
200
90
27
43,5
110
250
106
32
51,5
115
315
120
37
55,5
120
Set price
O. R.
O. R.
O. R.
O. R.
O. R.
Lathe chuck size
Length A
Bore hole gauge LK
Height C
400
140
42
64,5
125
O. R.
Prod. Gr. 221
Continued next page
Drilling jaws, hardened
all sets are 3-part ones
A
F
G
F
H
C
E
D
B
22389
mm
mm
mm
mm
Ident. No.
80
32
11
28
350
100
42
15
32
355
125
51
20
40
360
160
70
20
53
365
200
85
25
54
370
250
105
28
63
375
315
125
32
73
380
Set price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
(O. R.)
Lathe chuck size
Length A
Length B
Height C
400
145
36
92
385
(O. R.)
Prod. Gr. 221
Continued next page
Turning jaws, hardened
all sets are 3-part ones
A
F
F
K
E
D
B
22389
mm
mm
mm
mm
Ident. No.
80
32
11
28
300
100
42
15
32
305
125
51
20
40
310
160
70
20
53
315
200
85
25
54
320
Set price
O. R.
O. R.
O. R.
O. R.
O. R.
Lathe chuck size
Length A
Length B
Height C
400
145
36
92
335
O. R.
Prod. Gr. 221
604
Edition 5
GB_2013_Abt2-1.fm Seite 605 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
3- and 4-jaw lathe chucks
DIN 6350-1
Clamping tools
Design: with cylindrical self-centring adapter DIN 6350-1
No. 22385 3-jaw lathe chuck, cast body ZG
No. 22386 3-jaw lathe chuck, steel body ZS
No. 22393 4-jaw lathe chuck, cast body ZG
No. 22394 4-jaw lathe chuck, steel body ZS
Delivery:
1 set drilling jaws (mounted in chuck), 1 set turning jaws, 1 chuck key, 1 set retention screws (in cyl.
mounting recess), 1 set stay bolts and flanged nuts (for short taper DIN 55027).
DIN 6350
Outside A
and clamping width
Through hole E
Centre B
Overall height C
Hole circle D
Weight
22385
22386
22393
22394
80
mm
mm
mm
mm
mm
approx. kg
Ident. No.
19
56
53,5
67
010
Unit price
O. R.
Unit price
Unit price
Unit price
O. R.
100
56
53,5
67
010
125
19
70
68
83
020
20
70
68
83
020
O. R.
O. R.
160
20
95
78,5
108
030
32
95
78,5
108
030
O. R.
O. R.
(O. R.)
(O. R.)
200
32
125
91
140
040
42
125
91
140
040
O. R.
O. R.
(O. R.)
O. R.
250
42
160
106
176
050
55
160
106
176
050
O. R.
O. R.
(O. R.)
O. R.
315
55
200
122
224
25,7
060
76
200
122
224
25,7
060
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
d = Delivered ex works, postage and packaging excluded.
h Chucks with different diameters on request.
76
260
141
286
44,2
070d
Prod. Gr. 203
Continued next page
3- and 4-jaw lathe chucks ZSU
DIN 6350-1/DIN ISO 702-3
Design:
No. 22411 3-jaw lathe chuck, steel body ZS
Ident. No. 030-050 with cylindrical mounting recess DIN 6350-1
Ident. No. 245-265 with short taper adapter DIN 55027.
No. 22419 Four-jaw lathe chuck, steel body with short cone short-taper adapter DIN 55027
Delivery: 1 set plain jaws, 1 set reverse interchangeable jaws, 1 chuck key, 1 set retention screws (for cyl.
mounting recess), 1 set stay bolts and flanged nuts (for short taper 55027).
200
mm
mm
mm
mm
mm
approx. kg
32
95
95,5
108
42
125
108
140
55
160
119,6
176
42
109
104,8
82,5
42
109
104,8
82,5
030
040
050
5
245
5
245
76
140
133,4
106,4
30
6
260
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Ident. No.
22411
22419
Unit price
E (O. R.)
Unit price
160
h Chucks with different diameters and other short taper adapters on request.
Additional and spare jaws see No. 22389-22422 page 607.
Edition 5
D
B
250
76
140
133,4
106,4
30
6
260
76
140
171,4
139,7
30
8
265
(O. R.)
(O. R.)
(O. R.)
DIN 6350
No. 22411
No. 22419
160
125
mm
Outside A
and clamping width
Through hole E
Centre B
Overall height C
Hole circle D
Largest taper N
Weight
DIN 55027 taper size
steel body
DIN ISO 702-3
Prod. Gr. 203
605
GB_2013_Abt2-1.fm Seite 606 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
3-jaw and 4-jaw lathe chucks EG - ES
with spiral collar DIN 6351 (WESCOTT)
Jaws centrally clamping and individually adjustable via a spindle situated between the plain and the reverse
jaw. Particularly well suited for the alignment of irregularly shaped workpieces. Diameter: 100-630 mm.
Clamping tools
1 = steel or cast body
2 = Cover
3 = Spiral collar
4 = Operation
13 = plain jaw
14 = reversible jaws
16 = Spindle
14
16
13
3
4
h Further information, advice and quotations available on request.
Continued next page
3- and 4-jaw lathe chucks
DIN ISO 702-3
Design: with short taper adapter DIN 55027
No. 22385 3-jaw lathe chuck, cast body ZG
No. 22386 3-jaw lathe chuck, steel body ZS
No. 22393 4-jaw lathe chuck, cast body ZG
No. 22394 4-jaw lathe chuck, steel body ZS
Delivery: 1 set drilling jaws (mounted in chuck), 1 set turning jaws, 1 chuck key, 1 set retention screws (in
cyl. mounting recess), 1 set stay bolts and flanged nuts (for short taper DIN 55027).
E
for spindle heads conforming to DIN 55029
with Camlock stay bolts
Outside A
and clamping width
Taper size
Through hole E
Overall height C
Hole circle D
Largest taper N
22385
22386
22393
22394
for spindle heads DIN 53027
with stay bolts and collar nuts
mm
125
160
DIN 55027
mm
mm
mm
mm
Ident. No.
4
32
91,5
85
63,5
235
5
42
92
104,8
82,5
245
200
5
55
107
104,8
82,5
250
250
6
55
107
133,4
106,4
255
315
6
76
123
133,4
106,4
260
8
76
123
171,4
139,7
265
8
103
142
171,4
139,7
275d
DIN ISO 702-3
Unit price
(O. R.)
O. R.
DIN ISO 702-3
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
DIN ISO 702-3
Unit price
(O. R.)
(O. R.)
DIN ISO 702-3
Unit price
(O. R.)
O. R.
(O. R.)
(O. R.)
(O. R.)
(O. R.)
d = Delivered ex works, postage and packaging excluded.
h Chucks with different diameters and other short taper adapters on request.
Prod. Gr. 203
Continued next page
3- and 4-jaw lathe chucks
DIN ISO 702-2
Design: short taper adapter Camlock DIN 55029*
No. 22386 3-jaw lathe chuck, steel body ZS
No. 22394 4-jaw lathe chuck, steel body ZS
No. 22394 545 and 550 4-jaw lathe chuck, steel body ZS, DIN 55029
Delivery: 1 set drilling jaws (mounted in chuck), 1 set turning jaws, 1 chuck key, 1 set retention screws (in cyl. mounting recess), 1 set stay bolts and flanged
nuts (for short taper DIN 55027).
Outside A
and clamping width
Taper size
Through hole E
Overall height C
Hole circle D
Largest taper N
Weight
160
mm
DIN ISO 702-2 Camlock
mm
mm
mm
mm
approx. kg
Ident. No.
4
42
92
82,5
63,5
9,65
241
4
42
92
82,5
63,5
9,80
241
Camlock
Unit price
E (O. R.)
DIN ISO 702-2
Unit price
E
(O. R.)
22394 Camlock
DIN ISO 702-2
d = Delivered ex works, postage and packaging excluded.
h Chucks with different diameters and other short taper adapters on request.
22386
606
200
250
5
42
92
104,8
82,5
545
4
55
107
82,5
63,5
16,00
246
4
55
107
82,5
63,5
17
246
5
55
107
104,8
82,5
550
6
55
107
133,4
106,4
17,30
560
6
55
107
133,4
106,4
17,60
560
6
76
123
133,4
106,4
30,60
570
6
76
123
133,4
106,4
30,65
570
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
O. R.
(O. R.)
(O. R.)
Prod. Gr. 203
Edition 5
GB_2013_Abt2-1.fm Seite 607 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Accessories
for 3-jaw and 4-jaw lathe chucks
No. 22368, 22370, 22385, 22386, 22393, 22394, 22411, 22419, 22451 and 22470
Continued next page
Turning jaws DB*
Clamping tools
Design: hardened, stepped inwards
No. 22389 Set = 3 units
No. 22395 Set = 4 units
mm
mm
mm
Ident. No.
80
37
12 x 26
010
Set price
(O. R.)
O. R.
Set price
(O. R.)
For chuck
A
BxC
22389
22395
*
100
48
14 x 33,5
020
125
52
18 x 41,5
030
160
61
18 x 47,5
040
200
69
20 x 53,5
050
250
90
24 x 67,5
060
315
130
34 x 79,5
070
O. R.
O. R.
(O. R.)
(O. R.)
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
Grinding in chuck required to achieve better running accuracy.
Prod. Gr. 203
Continued next page
Drilling jaws*
Design: hardened, stepped outwards
No. 22389 Set = 3 units
No. 22395 Set = 4 units
For chuck
A
BxC
22389
22395
*
mm
mm
mm
Ident. No.
80
37
12 x 26
510
100
48
14 x 33,5
520
125
52
18 x 41,5
530
160
61
18 x 47,5
540
200
69
20 x 53,5
550
250
90
24 x 67,5
560
315
130
34 x 79,5
570
O. R.
Set price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Set price
(O. R.)
(O. R.)
O. R.
(O. R.)
Grinding in chuck required to achieve better running accuracy.
Prod. Gr. 203
Continued next page
Block jaws, unstepped BL
Design:
Unhardened. Can be machined subsequently and adapted to the shape of the work pieces. As the thread
is soft, only suitable for small series.
No. 22391 Set = 3 units
No. 22396 Set = 4 units
For chuck
L
BxH
22391
22396
mm
mm
mm
Ident. No.
80
37
12 x 26
010
100
48
14 x 33,5
020
125
52
18 x 41,5
030
160
61
18 x 47,5
040
200
69
20 x 53,5
050
250
90
24 x 67,5
060
315
130
34 x 79,5
070
Set price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Set price
(O. R.)
O. R.
O. R.
O. R.
O. R.
O. R.
(O. R.)
Prod. Gr. 203
Continued next page
Plain jaws GB
includes retaining screws
Design: hardened, for holding reverse shell-type jaws or non-stepped shell-type jaws.
No. 22412 Set = 3 units
No. 22420 Set = 4 units
For chuck
AxD
B
CxE
22412
22420
mm 100
mm 46 x 9,5
mm 7,94
mm 6,3 x 6
Ident. No. 020
125
55 x 12,68
7,94
7,3 x 7,0
030
160
65 x 12,68
7,94
8,3 x 7,0
040
200
78 x 12,68
7,94
8,3 x 8
050
250
92 x 19,03
12,7
10 ,3 x 10
060
315
108 x 19,03
12,7
11,3 x 15
070
Set price
(O. R.)
O. R.
O. R.
O. R.
O. R.
O. R.
Set price
(O. R.)
(O. R.)
(O. R.)
O. R.
(O. R.)
Prod. Gr. 203
Edition 5
607
GB_2013_Abt2-1.fm Seite 608 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Reverse interchangeable jaws UB*
Design: hardened, for screwing on to plain jaws.
No. 22414 Set = 3 units
Clamping tools
22414
mm
mm
mm
mm
mm
Ident. No.
125
37,5
12,68
8
56
030
160
41,5
12,68
10
66,7
040
200
42,5
12,68
10
79,5
050
250
52,5
19,03
14
95,3
060
Set price
(O. R.)
(O. R.)
O. R.
O. R.
For chuck
H
G
R
L
315
57,5
19,03
15
109,5
070
(O. R.)
* Grinding in chuck required to achieve better running accuracy.
h Reversible top jaws for four-jaw chucks on request.
Prod. Gr. 203
Continued next page
Interchangeable jaws, unstepped AB
Design:
Unhardened, for screwing on to plain jaws. They can be machined subsequently and adapted to the shape
of the work pieces.
No. 22416 Set = 3 units
No. 22422 Set = 4 units
For chuck
H
G
L
B
22416
22422
mm
mm
mm
mm
mm
Ident. No.
125
38
12,68
62
7,96
030
160
42
12,68
74
7,96
040
200
43
12,68
87
7,96
050
250
53
19,03
103
12,72
060
315
58
19,03
120
12,72
070
400/640
65
19,03
137
12,72
080
O. R.
Set price
O. R.
O. R.
O. R.
O. R.
O. R.
Set price
(O. R.)
O. R.
O. R.
O. R.
Prod. Gr. 203
Continued next page
Chipguards
Design:
For insertion into the jaw guides. Prevents chips penetrating inside the chuck body.
22423
mm
Ident. No.
125
030
140/160
040
200
050
250
060
315/350/400
070
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
For chuck
Prod. Gr. 203
608
3
4
1 clamping jaw
2 swarf protector
3 chuck body
Edition 5
GB_2013_Abt2-1.fm Seite 609 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Hand chucks
with tapered rod system, steel chuck body
Non-divided stepped jaws, hard,
useable as turning and drill jaws
Block jaws, soft (monobloc jaws),
adjustable to shape of tool
Plain jaws, hard, to hold hard
reverse interchangeable jaws or
soft interchangeable jaw grips
Reverse interchangeable jaws,
Jaws, soft, to be screwed onto plain
hard, for screwing in plain jaws, can jaws, adjustable to shape of tool
be used as turn and drill jaws
Continued next page
Wedge bar hand clamping chucks ROTA S plus 2.0
with jaw safety device for high operating safety
Application:
for rotation-symmetrical components
Hand clamping chuck with tapered rod drive for lasting high clamping force
quick-acting jaw change system for quick and comfortable jaw change
Design: 3-jaw chucks in the size range 160-315 mm
No. 22425 with cylindric cylindrical centring DIN 6350, with one-part jaw blanks without steps
No. 22426 with bayonet fastening DIN ISO 702-3, with basic jaw and hard top jaw
Advantages:
manual mandrel, which is driven via the chuck clamping jaws thus small internal chuck diameter can also
be tensioned with high precision
with jaw safety device for high operating safety
indicator pin optimally located at the chuck circumference
improved lubrication system for long-term high clamping forces
optionally with modular closed protection sleeves or depth stop for optimum adaption to the clamping
task
Scope of delivery:
Chuck
1 set non-divided stepped jaws (for No. 22425), ground on the chuck
1 set plain jaws and hard top jaws (for No. 22426), ground on the chuck
1 actuation key
1 set stay bolts, or stud bolts and flanged nuts (for short taper DIN ISO 702-3)
22425
Number
Chuck size
DIN ISO 702-3/cone size
External A
Clamping range outside*
Clamping range inside*
Through hole E
Centring edge
Height chuck body
Fixing hole
Unit price
Number
Chuck size
DIN ISO 702-3/cone size
External A
Clamping range outside*
Clamping range inside*
Through hole E
Centring edge
Height chuck body
Fixing hole
Unit price
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
E
22426
160
165
6-163
62-176
42
145
69,1
105
300
(O. R.)
200
205
7-207
71-217
52
185
88,1
105
301
(O. R.)
250
256
9-248
90-254
62
235
99,1
115
302
(O. R.)
315
323
14-333
92-325
92
300
118,7
180
303
(O. R.)
200
C6
205
7-207
71-217
52
106,3
315
(O. R.)
200
C8
205
7-207
71-217
52
139,7
316
(O. R.)
250
C5
256
9-248
90-254
62
82,5
317
(O. R.)
250
C6
256
9-248
90-254
62
106,3
318
(O. R.)
160
C4
165
6-163
62-176
42
63,5
310
(O. R.)
160
C5
165
6-163
62-176
42
82,5
311
(O. R.)
160
C6
165
6-163
62-176
42
106,3
312
(O. R.)
200
C4
205
7-207
71-217
52
63,5
313
(O. R.)
315
C6
323
14-333
92-325
92
106,3
320
(O. R.)
315
C8
323
14-333
92-325
92
139,7
321
(O. R.)
315
C11
323
14-333
92-325
92
196,8
322
(O. R.)
200
C5
205
7-207
71-217
52
82,5
314
(O. R.)
22426
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
E
250
C8
256
9-248
90-254
62
139,7
319
(O. R.)
Prod. Gr. 222
Edition 5
609
Clamping tools
Jaws central clamping, with drive ring and tapered rod. For use where extremely high clamping force , high running accuracy, optimum long-term accurate
clamping repeatability and short resetting times are indispensable. Concentricity is around half the values required by DIN 6386.
GB_2013_Abt2-1.fm Seite 610 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Tapered rod chucks DURO-T
DIN 6350-1/DIN ISO 702-3
Clamping tools
with jaw safety device
Design: lubrication nipples are on each jaw position
lubricate in regular intervals to ensure a long service life
no need to dismantle chuck before lubricating the guides
No. 22427 with non-divided stepped jaws
No. 22428 with plain and reversible jaw (only available from 160 mm)
Standard accessories:
1 set non-divided stepped jaws (for No. 22427)
1 set plain jaws and reversible top jaws (in No. 22428)
1 chuck key
1 set retention screws (for cyl. centre bore)
1 set stay bolts and flanged nuts (for short taper DIN ISO 702-3)
If required, model available with dust cover on end face to protect against grinding dust for use on grinding
machines and with back plate for use on BAZ. Details on request.
No. 22428
Cylinder - centre adapter
Version
External A
Clamping range outside*
Clamping range inside*
Through hole E
Centre B
Height chuck body C
Hole circle D
Largest taper N
DIN 55027 taper size
DIN 55027
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
22427
22428
with cylindrical self-centring adapter DIN 6350-1
160
160
206
206
255
5-161
5-161
7-207
7-207
8-253
67-174
67-174
71-214
71-214
99-261
42
42
52
52
62
145
145
185
185
235
68
68
86
86
98
125
125
160
160
200
041
041
051
051
061d
160
5-161
67-174
42
78
104,8
82,5
5
246
with short taper holder DIN ISO 702-3
206
206
255
318
7-207
7-207
8-253
12-323
71-214
71-214
99-261
102-319
52
52
62
87
96
97
108
127
104,8
133,4
133,4
133,4
82,5
106,4
106,4
106,4
5
6
6
6
256
258
266d
271d
Unit price
(O. R.)
(O. R.)
(O. R.)
Unit price
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
* For No. 22428.
h Chucks with different diameters and other short taper adapters on request.
Prod. Gr. 202
Continued next page
Safety keys
for lathe chucks
Application:
Press the key firmly into the chuck drive and hold it there until the tightening operation has been completed. When the pressure is relaxed, the key is automatically ejected.
Ident. No. 080-170 with sliding sleeve, for lathe chucks with inner square
Ident. No. 210-219 with ejector pin, for lathe chucks with outer square (tapered rod chuck)
mm
mm
Ident. No.
100/110
8
080
125/140
9
090
160
10
100
200
11
110
250
12
120
315/350
14
140
22471
E
mm
mm
Ident. No.
O. R.
400
17
170
O. R.
160
10
210
O. R.
200
12
212
O. R.
250
14
214
O. R.
315
17
217
O. R.
400
19
219
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
For chuck
Square
22471
Unit price
For chuck
Square
Ident. No. 080-170
Ident. No. 080-170 = Prod. Gr. 203
Ident. No. 210-219 = Prod. Gr. 202
Ident. No. 210-219
610
Edition 5
GB_2013_Abt2-1.fm Seite 611 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
for hand chucks No. 22425-22426, 22427-22428
Application: on SCHUNK ROTA-S plus, RHM DURO-T and FORKARDT F plus hand chucks.
No. 22437 Stepped jaws*, undivided, hardened
No. 22438 Plain jaws, hardened, for holding reverse interchangeable or soft jaw grips
No. 22439 Reverse interchangeable jaw grips*, hardened, to screw onto plain jaws
No. 22440 Jaw grips, soft (steel or aluminium), for screwing onto plain jaws. They can be machined subsequently and adapted to the form of the workpieces
No. 22441 Block jaws (monobloc jaws), unhardened. They can be machined subsequently and adapted to the form of the workpieces
Set = 3 pieces
No. 22443 fastening screws
No. 22437
No. 22438
No. 22439
22437
Ident. No.
Plain jaws, hardened
E
Ident. No.
030
(O. R.)
040
(O. R.)
050
O. R.
060
070
080
Reverse jaw grips*, hardened
E
Ident. No.
(O. R.)
O. R.
040
O. R.
050
O. R.
060
O. R.
070
(O. R.)
080
Unhardened steel jaw grips
E
Ident. No.
030
O. R.
040
O. R.
050
O. R.
060
(O. R.)
070
(O. R.)
080
top jaws from aluminium
E
Ident. No.
O. R.
O. R.
140
O. R.
150
O. R.
160
O. R.
(O. R.)
Block jaws (monoblock jaws), unhardened
E
Ident. No.
O. R.
040
O. R.
050
(O. R.)
060
M 16 x 1,5 x 40
080
Set price
22439
Set price
22440
Set price
22440
Set price
22441
Set price
22443
No. 22441
Stepped jaws*, non-divided, hardened
Set price
22438
No. 22440
125
For chuck size
Attachment bolts
Ident. No.
E
Unit price
160
040
200
050
250
060
315
400/500
M 6 x 10
030
O. R.
O. R.
M 8 x 1,0 x 20
040
O. R.
M 12 x 1,5 x 30
060
M 12 x 1,5 x 35
070
(O. R.)
O. R.
O. R.
(O. R.)
* Jaws purchased subsequently must be ground in the running chuck, to achieve precise running accuracy.
h Fixing screws for fastening the jaws and the chip guard available on request.
(O. R.)
Prod. Gr. 222
Continued next page
3-jaw turning and grinding chucks ZG-Hi-Tru
DIN 6350-1
with radial fine adjustment for very small radial run-out
Application: for grinding machines, dividing apparatus and turning machines.
Advantages: central tensioning via driving pinion, setting tolerance within 0.005 mm, concentricity tolerance with repeated clamping and equal diameter 0.015 mm, fine adjustment without releasing chuck
retaining screws, hardened adjusting spindles, induction hardened support surface for adjusting spindle,
tool holder flange
Delivery: 1 set drilling jaws, 1 set turning jaws, 1 chuck key, 1 set retention screws.
It is very easy to handle. The clamped workpiece is set to the desired concentric deviation very sensitively
through 3 tangentially arranged setting spindles.
22451
Ident. No.
80
50,5
19
56/3
67
M6
080
Unit price
(O. R.)
External A
Height D
Through-bore E
Centre /depth B/C
Hole circle F
Fastening thread 3 x G
mm
mm
mm
mm
mm
125
72
32
95/4
108
M8
125
160
81
42
125/4
140
M10
160
200
89,5
55
160/4
176
M10
200
Middle of the
rotating spindle
Displacement
Clamping middle
h Additional and spare jaws see No. 22389-22422 page 607.
Larger chuck on request.
Edition 5
100
63
20
70/3
83
M8
100
O. R.
O. R.
O. R.
(O. R.)
Prod. Gr. 203
611
Clamping tools
Additional and replacement jaws
GB_2013_Abt2-1.fm Seite 612 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Short taper-flanges made of cast
DIN 55027
Application: for subsequent fastening of lathe chuck
Design:
Finished machined machine side and chuck side, spindle heads with bayonet fastening according to
DIN ISO 702-3 (formerly DIN 55027)
mm
mm
mm
mm
mm
mm
22505
Ident. No.
Unit price
160
5
140
82,575
79,5
125
22
M10 x 6
101
200
5
176
82,575
79,5
160
22
M10 x 6
105
O. R.
O. R.
250
6
8
224
224
106,39
139,735
103
136,1
200
200
28
28
M12 x 6
M12 x 6
115
120
O. R.
O. R.
315
6
8
286
286
106,39
139,735
103
136,1
260
260
33
33
M16 x 6
M16 x 6
125
130
O. R.
O. R.
400
11
362
196,885
192,8
330
36
M16 x 6
135
O. R.
Prod. Gr. 221
F G K A
Clamping tools
Flange A
Taper size
Hole circle K
Taper C
bore F
Attachment G
Flange thickness B
Thread P
Continued next page
Short taper-flanges made of cast
DIN 55029
Application: for subsequent fastening of lathe chuck
Design:
Finished machined machine side and chuck side, spindle heads with camlock fastening according to
DIN ISO 702-2
Flange A
Taper size
Hole circle K
Taper C
bore F
Attachment G
Flange thickness B
Thread P
Number of the bolts
mm
mm
mm
mm
mm
mm
22510
Unit
Ident. No.
Unit price
160
5
108
82,575
79,5
95
30
M8 x 6
4/6
101
200
5
176
82,575
79,5
160
30
M10 x 6
6/4
105
O. R.
O. R.
250
6
8
224
224
106,39
139,735
103
136,1
200
200
36,5
39
M12 x 6
M12 x 6
6/4
6/4
115
120
O. R.
O. R.
315
6
8
286
286
106,39
139,735
103
136,1
260
260
39
39
M16 x 6
M16 x 6
6/4
6/4
125
130
O. R.
O. R.
400
11
362
196,885
192,8
330
47
M16 x 6
6/6
135
O. R.
Prod. Gr. 221
C
F G K A
P
B
612
Edition 5
GB_2013_Abt2-1.fm Seite 613 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Lathe chuck jaws recessing attachment BAV
Application:
For 3-jaw lathe chuck for recessing soft and block jaws and hardened jaw grips. The machining device is
mainly used for turning interior diameter and turning outside diameters of soft jaws on 3-jaw chucks.
Within just a few seconds the chuck can be set to the state which it will have later during the work piece
machining (pre-tension). The turned-on clamping surfaces of the chuck jaws have therefore positive fit in
clamped conditions, and are exactly concentric.
22472
mm
mm
mm
mm
Ident. No.
Unit price
176/110
35-125
170-260
250
010
215/135
70-140
215-285
250
020
244/162
100-175
240-315
250
030
290/208
145-215
290-360
315
040
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Housing and
spiral ring
Suspension area
Knurling jaw
Adjustment jaw
Suspension area
Suspension area
Clamping tools
Outer/inner
Range of chuck inside I
Range of chuck outside A
Range of chuck up to
Normal jaw
position
Jaw position
reversed
Prod. Gr. 203
Continued next page
Workpiece stop
Application: for lathe chuck, for clamping short parts
Design:
Fastening via 3 magnets in the limit stop, by simply placing on the lathe chuck body. The limit stop is aluminium, the contact surfaces are ground.
mm
15
mm 15-130
mm
55
Ident. No.
015
Width of limit stop
For workpiece
Max. width of jaws
22474
E
Ident. No.
Unit price
22474
Complete set in wooden case
20
15-130
55
020
25
15-130
55
025
30
15-130
55
030
35
15-130
55
035
O. R.
O. R.
100
O. R.
O. R.
O. R.
Set price
1 = workpiece stop
2 = workpiece
O. R.
Prod. Gr. 264
150
55
25
Workpiece stop
Continued next page
Short taper flanges for lathe chucks, made of steel
DIN ISO 702-3/DIN ISO 702-2
Design: finish-machined machine-side, faced chuck-side.
No. 22506 for spindle heads with bayonet fastening according to DIN ISO 702-3(formerly DIN 55207)
No. 22511 for spindle heads with camlock fastening according to DIN ISO 702-2(formerly DIN 55029)
AC
7730
DE 2
G
1
Flange
Taper size
Shoulder A
Taper C
Bore D
Hole circle E
Flange thickness B
Threaded bolts H
Number of bolts J
mm
mm
mm
mm
mm
mm
Ident. No.
22506
22511
160
5
135
82,563
40
104,8
21
M10
4
010
200
4
117,5
63,512
40
82,55
28
7/ - 20
16
6
010
5
135
82,563
50
104,8
21
M10
4
020
6
170
106,375
50
133,4
23
M12
4
030
6
181
106,375
50
133,4
36
5/ - 18
8
6
030
6
170
106,375
63
133,4
23
M 12
4
040
250
6
181
106,375
63
133,4
36
5/ - 18
8
6
040
8
220
139,719
63
171,4
26
M16
4
050
6
181
106,39
103
133,4
35
M12
4
060
315
8
220
139,719
63
171,4
26
M16
4
070
O. R.
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
(O. R.)
Unit price
(O. R.)
O. R.
(O. R.)
(O. R.)
h Raw flange to be made from special designs and steel flanges on request.
Other dimensions available on request.
Edition 5
5
146
82,563
50
104,8
31
1/ - 20
2
6
020
Prod. Gr. 203
613
GB_2013_Abt2-1.fm Seite 614 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
1/ "
16
Jaws, unhardened
x 90
Clamping tools
for power-operated chucks
Design: with ground groove and pointed teeth 1/16" x 90, made of steel 16 MnCr S 5.
Application:
For clamping on power-operated chucks, for machining and matching to the workpiece to be machined.
Suitable for use with clamping chucks from SCHUNK, FORKARDT, KITAGAWA, RHM and SMW. Refer to
page 616 for a list of the exact types of chucks.
Instructions for hardening can be provided if required. For screwing onto plain jaws.
For chuck
Slot width N
Dimension A
Hole distance b/for
Bore hole gauge LK
Height H
Length L
Toothing
22670 Set = 3 pieces
130
mm
mm
mm
mm
mm
mm
mm
12
10
16/M 8
30
38
55
1/16 x 90
Ident. No.
130
E
Set price
160
165/175
200
250/315
17
15
22/M 12
40
60
70
1/16 x 90
160
14
15
20/M 10
35
60
68
1/16 x 90
165
17
25
22/M 12
40
60
90
1/16 x 90
200
21
30
28/M 16
50
80
120
1/16 x 90
250
O. R.
O. R.
O. R.
O. R.
h Other dimensions, and segment jaws, reversible top jaws, clamping jaws and special jaws on request.
O. R.
Prod. Gr. 224
Continued next page
Jaws, unhardened
1.5 mm x 60
for power-operated chucks
Design: with ground groove and pointed teeth 1.5 mm x 60, made of steel 16 MnCr S 5.
Application:
For clamping on power-operated chucks, for machining and matching to the workpiece to be machined.
Suitable for use with clamping chucks from SCHUNK, FORKARDT, KITAGAWA, RHM and SMW. Refer to
page 616 for a list of the exact types of chucks.
Instructions for hardening can be provided if required. For screwing onto plain jaws.
For chuck
Slot width N
Dimension A
Hole distance b/for
Bore hole gauge LK
Height H
Length L
Set = 3 pieces
22671
mm
mm
mm
mm
mm
mm
mm
Ident. No.
E
Set price
135
165
210
254
315
10
13
14/M 8
25
32
55
135
12
15
20/M 10
32
32
72
165
14
24
25/M 12
35
40
95
210
16
30
30/M 12
40
42
110
254
21
39
30/M 16
50
60
129
315
O. R.
O. R.
O. R.
O. R.
h Other dimensions, and segment jaws, reversible top jaws, clamping jaws and special jaws on request.
O. R.
Prod. Gr. 224
Continued next page
1/ "
16
Stepped jaws, hardened
x 90
for power-operated chucks
Design: with ground groove and teeth 1/16 x 90, made of steel 16 MnCr 5.
Application:
For clamping on power-operated chucks. For clamping workpieces on the inside or the outside.
Suitable for use with clamping chucks from SCHUNK, FORKARDT, KITAGAWA, RHM and SMW. Refer to
page 616 for a list of the exact types of chucks.
For chuck
Slot width N
Dimension a/b/c
screws
Dimensions W x H x L
22672 Set = 3 pieces
Set price
mm
mm
mm
mm
mm
Ident. No.
E
160
14
16/22/22
M10
30 x 46 x 78
160
200
17
29/19/19
M12
40 x 49 x 84
200
250
21
34/25/25
M16
50 x 58 x 103,5
250
O. R.
O. R.
(O. R.)
315
21
46/30/30
M16
50 x 58 x 128
315
O. R.
Prod. Gr. 224
614
Edition 5
GB_2013_Abt2-1.fm Seite 615 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Stepped jaws, hardened
1.5 mm x 60
For chuck
Slot width N
Dimension a/b/c
screws
Dimensions W x H x L
22674 Set = 3 pieces
mm
mm
mm
mm
mm
Ident. No.
160
12
13/20/20
M10
28 x 36 x 67
160
200
14
15,5/25/25
M12
35 x 51 x 87
200
250
16
25,5/30/30
M12
40 x 54 x 101,5
250
O. R.
O. R.
O. R.
Set price
Clamping tools
for power-operated chucks
Design: with ground groove and teeth 1.5 mm x 60, made of steel 16 MnCr 5.
Application:
For clamping on power-operated chucks. For clamping workpieces on the inside or the outside.
Suitable for use with clamping chucks from SCHUNK, FORKARDT, KITAGAWA, RHM and SMW. Refer to
page 616 for a list of the exact types of chucks.
315
21
22/30/30
M16
50 x 62 x 128
315
O. R.
Prod. Gr. 224
Continued next page
T-nuts
suitable for SCHUNK, FORKARDT and SMW/Autoblock power-operated chuck No. 22670, 22671, 22672, 22674
Design:
Hardened, tempered and ground, with retaining screws to fix the shell-type jaws on the plain jaws.
22681
Ident. No.
12
7/17,2
M8
012
Unit price
(O. R.)
Slot width S
Height h/H
Thread
mm
mm
17
9/23
M12
017
21
11/27
M 16
021
O. R.
O. R.
25,5
11/29
M 20
025
(O. R.)
Prod. Gr. 224
Continued next page
Combination T-slots
suitable for SCHUNK, ROTA NCK and KITAGAWA power-operated chuck No. 22670, 22671, 22672, 22674
Design:
Hardened, tempered and ground, with retaining screws to screw in the shell-type jaws on the plain jaws.
Slot width S
Height h/H
Thread / hole distance b
22681
mm
mm
mm
Ident. No.
Unit price
12
7,5/18,5
M 10/20
212
14
8,5/20,5
M 12/25
214
O. R.
O. R.
16
8,5/21,5
M 12/30
216
O. R.
Prod. Gr. 224
Continued next page
T-nuts
suitable for jaws, for SCHUNK and SMW/Autoblock power-operated chuck, offset with chamfering
Design:
Hardened, tempered and ground, with retaining screws to fix the shell-type jaws on the plain jaws.h
Slot width S
Height h/H
Thread
mm
mm
22681
Ident. No.
Unit price
14
6,5/18,5
M10
114
17
7,5/20,5
M12
117
21
10/26,5
M 16
121
(O. R.)
O. R.
O. R.
Prod. Gr. 224
Edition 5
615
GB_2013_Abt2-1.fm Seite 616 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Lathe chucks
Continued next page
Jaws
Selection overview which SCHUNK interchangeable jaws for which chuck?
Clamping tools
SCHUNK chuck type toothing 1/16" x 90
Matching interchangeable jaw grips:
HSL 165; ROTA NC 165; ROTA NCD 185; ROTA NCF 165; ROTA NCO 165; TH/THF 165
HSL 210; ROTA NC 210; ROTA NCD 185-210; ROTA NCF 210; ROTA NCO 210; ROTA TP 200; TH/THF 210; TP 200; ROTA NCK plus 210-250; ROTA NC plus 215;
ROTA NCF plus 215
HSL 250-315; ROTA NC 250-315; ROTA NC plus 260-315; ROTA NCD 250-315; ROTA NCF 250-315; ROTA NCF plus 260-315; ROTA NCK plus 315;
ROTA NCO 260-315; ROTA TP 250-315-350; ROTA NCR 500-630-800; TH/THF 250-315; TP 250-315; ROTA EP 500
HSL 165; ROTA NC 165; ROTA NCD 185; ROTA NCF 165; TH/THF 165; ROTA NCO 165
HSG 200; HSL 210; ROTA NC 210; TP 200; ROTA NCD 210; ROTA NCF 210; TH/THF 210; ROTA NCO 210; ROTA TP 200; ROTA NCK plus 210-250;
ROTA NC plus 215; ROTA NCF plus 215
HSG 315; HSL 250; ROTA NC 250; ROTA NCD 250; ROTA NCF 250; ROTA NC plus 260; ROTA NCF plus 260; ROTA NCO 260; ROTA TP 250; TH/THF 250; TP 250
HSL 315; ROTA NC 315; ROTA NCD 315; ROTA NCF 315; ROTA NCO 315; ROTA TP 315; ROTA NC plus 315; ROTA NCF plus 315; TH/THF 315; TP 315;
ROTA NCK plus 315; ROTA EP 500
HK mat. No.
22670 160
22670 200
SCHUNK chuck type toothing 1.5 mm x 60
Matching interchangeable jaw grips:
ROTA NCD 165-185; ROTA NCK 165; ROTA NC/NCF 165; HSL 165; ROTA NCK plus 165; ROTA NC plus 185; ROTA NCF plus 185
ROTA NCD 210; ROTA NCK 210; ROTA NC/NCF 210; HSL 210; ROTA NCK plus 210; ROTA NC plus 215; ROTA NCF plus 215
ROTA NCD 250; ROTA NCK 250; ROTA NC/NCF 250; HSL 250; ROTA NCK plus 250; ROTA NC plus 260; ROTA NCF plus 260
ROTA NCD 315; ROTA NCK 315; HSL 315; ROTA NCK plus 315; ROTA NC plus 315; ROTA NCF plus 315
ROTA NCK 165; HSL 165; ROTA NC/NCF 165; ROTA NCD 165-185; ROTA NCK plus165; ROTA NC plus 185; ROTA NCF plus 185
ROTA NCK 210; HSL 210; ROTA NCD 210; ROTA NC/NCF 210; ROTA NCK plus 210; ROTA NC plus 215; ROTA NCF plus 215
ROTA NCK 250; HSL 250; ROTA NC/NCF/NCD 250; ROTA NCK plus 250; ROTA NC plus 260; ROTA NCF plus 260
ROTA NCK 315; HSL 315; ROTA NCD 315; ROTA NCK plus 315; ROTA NC plus 315; ROTA NCF plus 315
HK mat. No.
22671 165
22671 210
22671 254
22671 315
22674 160
22674 200
22674 250
22674 315
FORKARDT chuck type toothing 1/16" x 90
Matching interchangeable jaw grips:
KGH/KGHF 160-175; KL/KS 160; KSF 175; KSH/KSPS 160; KT/KTG/KTN 160; KTH 160-175; NH/NHF 160-175; QLC 160-175; QLK 160-175; UVE 160
KG/KGH/KGHF 200; KL/KLNC/KP 200; KS/KSHF 200; KSF/KSH/KSPS 200; KT/KTH/KTG/KTGF/KTN 200; NH/NHF 200; QLC/QLK 200;
QLC-KS/QLK-KS 200-250; KL/KS 250 (Monforts); NHF 250-290 (Index); UVE 200-250; KS 250
KG 250-315; KL 250; KLNC/KP 250-315; KS 315-400; KSH/KSHF 250-400; KSPS 250-300; KT/KTG/KTGF/KTN 250-315; NH/NHF 250-315;
NHF 257-290;
NHF 400 (Index); QLC/QLK 250-315; QLC-KS/QLK-KS 315-400; UVE 315
KGH/KGHF 160-175; KL/KS 160; KSF 175; KSH/KSPS 160; KT/KTG/KTN 160; KTH 160-175; NH/NHF 160-175; QLC 160-175; QLK 160-175; UVE 160
KG/KGH/KGHF 200; KL/KLNC/KP 200; KS/KSHF 200-250; KSF/KSH/KSPS 200; KT/KTH/KTG/KTGF/KTN 200; NH/NHF 200; QLC/QLK 200;
QLC-KS/QLK-KS 200-250; KL/KS 250 (Monforts); NHF 250-290 (Index); UVE 200-250
KG 250; KL 250; KLNC/KP 250; KSH/KSHF 250; KSPS 250-300; KT/KTG/KTGF/KTN 250; NH/NHF 250; NHF 257-290; QLC/QLK 250
KG 315; KLNC/KP 315; KS 315-400; KSH/KSHF 315-400; KSPS 300; KT/KTG 315; KTGF/KTN 315; NH/NHF 315; NHF 400 (Index); QLC/QLK 315;
QLC-KS/QLK-KS 315-400; UVE 315
HK mat. No.
22670 160
22670 200
KITAGAWA chuck type toothing 1.5 mm x 60
Matching interchangeable jaw grips:
AS 110; B 204; B 205; HJ 4; N 04
AS 165; B 06; BB 06; B 106,B 160; B 206; BB 206; B 7; B 07; HJA 5-6; HO 6; HOB 6; HOH 06; HOH 106; HOH 160; HOH 206; HOS 6; N 06; N 160
AS 165; B 06; BB 06; B 106; B 160; B 206; BB 206; B 7; B 07; HJA 5-6; HO 6; HOB 6; HOH 06; HOH 106; HOH 160; HOH 206; HOS 6; N 06; N 160
AS 210; B 08; B 108; B 200; B 208; BB 08; BB 208; HJA 6-8; HO 8; HOB 8; HOH 8; HOH 108; HOH 200; HOH 208; HOS 8; N 08; N 200
AS 210; B 08; B 108; B 200; B 208; BB 08; BB 208; HJA 6-8; HO 8; HOB 8; HOH 8; HOH 108; HOH 200; HOH 208; HOS 8; N 08; N 200
AS 250; B 10; B110; B 210; B 250; BB 10; BB 210; HJA 6-10; HJA 8-10; HO 10; HOB 10; HOH 10; HOH 110; HOH 210; HOH 250; HOS 10; N 10; N 250
AS 250; B 10; B 110; B 210; B 250; BB 10; BB 210; HJA 6-10; HJA 8-10; HO 10; HOB 10; HOH 10; HOH 110; HOH 210; HOH 250; HOS 10; N 10; N 250
B 112; B 212; BB 212; HOH 112; HOH 212
B 112; B 212; BB 212; HOH 112; HOH 212
HK mat. No.
22671 135
22674 160
22671 165
22674 200
22671 210
22674 250
22671 254
22674 315
22671 315
RHM chuck type toothing 1/16" x 90
Matching interchangeable jaw grips:
LVE 125; LVE 160; KFD 130; KFH 140
KFD 160; KFD-AF 160; KFD-HF 160; KFH 160; KFH-F 160; KFH-G 160; KFH-NC 160; LVE 160; SPD 160; SPO 160
KFD 200; KFD-AF 200; KFD-HE 210; KFD-HF 200; KFH 200; KFH-F 200; KFH-G 200; KFH-NC 200; KFL 250; LVE 200; SPD 215; SPO 215
KFD 250-315; KFD-AF 250-315; KFD-HE 254-315; KFD-HF 250-315; KFH 250-315; KFH-F 250-315; KFH-G 250-315; KFH-NC 250-315; KFL 315-400; LVE 250-305-315;
SPD 300; SPO 300
KFD 160; KFD-AF 160; KFD-HF 160; KFD-HS 200; KFH 160; KFH-F 160; KFH-G 160; KFH-NC 160; LVE 160; SPD 160; SPO 160
KFD 200; KFD-AF 200; KFD-HE 210; KFD-HF 200; KFD-HS 200; KFD-HS 250; KFH 200; KFH-F 200; KFH-G 200; KFH-NC 200; KFL 250; LVE 200; SPD 215; SPO 215
KFD 250; KFD-AF 250; KFD-HE 254; KFD-HF 250; KFD-HS 315; KFH 250; KFH-F 250; KFH-G 250; KFH-NC 250; LVE 250-305
KFD 315; KFD-AF 315; KFD-HE 315; KFD-HF 315; KFH 315; KFH-F 315; KFH-G 315; KFH-NC 315; KFL 315-400; LVE 315; SPD 300; SPO 300; KFD-HS 315
HK mat. No.
22670 130
22670 160
22670 200
22670 250
RHM chuck type toothing 1.5 mm x 60
KFD-HE 170
KFD-HE 210
KFD-HE 254
KFD-HE 315
KFD-HE 170
KFD-HE 210
KFD-HE 254
KFD-HE 315
22670 250
22672 160
22672 200
22672 250
22672 315
22670 250
22672 160
22672 200
22672 250
22672 315
22672 160
22672 200
22672 250
22672 315
Matching interchangeable jaw grips: HK mat. No.
22671 165
22671 210
22671 254
22671 315
22674 160
22674 200
22674 250
22674 315
SMW / AUTOBLOK chuck type toothing 1/16" x 90
Matching interchangeable jaw grips:
AL-D/AN-D 125; BH-D 130; HB-D 130; KDV 130; PB-D 130; PBI-D 130; SP/STP 125 (from year of man. 98) BB-D 140
HFK/HFKS 160; KDV/KDVG 160; KFMF 160; KFV 160
AL-D/AN-D 210; BB-D 210; BH-D/BH-D FC 210; CD 200; GHD-FC/GHDN 210; HB-D 210; HDB 220; HDL 200; HDN 200-220-250S; HFK/HFKS 200; HFKN-D 210;
HYDN-S 210-225; KFMF 200; KFV 200; LP 205; PB-D/PBI-D 210; RC-D 210; KDV/KDVG 200-250; ODL/ODN 200-220; SP/STP/STWP 200
AL-D/AN-D 250-315; BB-D 250-315; BH-D 250-315; BH-D FC 250-400; CD 250-315; GHD-FC/GHDN 250-305-315-400; GHD 400; HB-D 250-315; HDB 300;
HDL/HDN 250-315-400; HFK/HFKS 250-315; HFKN-D 260-315; HYDN-S 250-315; KDV/KDVG 315-400; KFMF 250-315; KFV 250-315; LP 250;
ODL/ODN 250-315-400; PB-D/PBI-D 250-315; RCD 250-305-400; SP 250-280-315-350; STP 250-280-315
HFK/HFKS 160; KDV/KDVG 160; KFMF 160; KFV 160
AL-D/AN-D 210; BB-D 210; BHD/BHD-FC 210; CD 200; GHD-FC/GHDN 210; HB-D 210; HDB 220; HDN 200-220-250S; HFK/HFKS 200; HFKN-D 210;
HYDN-S 210-226; KFMF 200; KFV 200; LP 205; PB-D/PBI-D 210; RCD 210; KDV/KDVG 200-250; ODL/ODN 200-220; SP/STP/STWP 200
AL-D/AN-D 250; BB-D 250; BH-D 250; BH-D-FC 250; CD 250; GHD-FC/GHDN 250; HB-D 250; HDL/HDN 250; HFK/HFKS 250; HFKN-D 260; HYDN-S 250;
KFMF 250; KFV 250; LP 250; ODL/ODN 250; PB-D/PBI-D 250; RCD 250-305; SP 250; STP 250
AL-D/AN-D 315; BB-D 315; BH-D 315; BH-D FC 315; CD/RCD 315; GHD-FC/GHDN 315; HB-D 315; HDB 300; HDL/HDN 315; HFK/HFKS 315; HFKN-D 315;
HYDN-S 315; KDV/KDVG 315; KFMF 315; KFV 315; ODL/ODN 315-400; PB-D/PBI-D 315; SP 350; STP 315
HK mat. No.
22670 130
22670 160
22670 200
22670 250
22672 160
22672 200
22672 250
22672 315
Continued next page
616
Edition 5
GB_2013_Abt2-1.fm Seite 617 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Tool holders for NC lathes
SMW / AUTOBLOK chuck type toothing 1.5 mm x 60
Matching interchangeable jaw grips:
AL-M 165; AN-M 165; BB-M 175; BH-M 165; BH-M FC 165; HB-M 165; HFKN-M 165; PB-M/PBI-M 165
AL-M 210; AN-M 210; BB-M 210; BH-M 210; BH-M FC 210; HB-M 210; HFKN-M 210; PB-M/PBI-M 210
AL-M 250; AN-M 250; BB-M 250; BH-M 250; BH-M FC 250; HBM 250; HFKN-M 260; PB-M/PBI-M 250
AL-M 315; AN-M 315; BB-M 305-315; BH-M 315; BH-M FC 315; GH-M 400; HB-M 305-315; HFKN-M 315; PB-M/PBI-M 315; RC-M 305-315-400
AL-M 165; AN-M 165; BB-M 175; BH-M 165; BH-M FC 165; HB-M 165; HFKN-M 165; PB-M/PBI-M 165
AL-M 210; AN-M 210; BB-M 210; BH-M 210; BH-M FC 210; HB-M 210; HFKN-M 210; PB-M/PBI-M 210
AL-M 250; AN-M 250; BB-M 250; BH-M 250; BH-M FC 250; HBM 250; HFKN-M 260; PB-M/PBI-M 250
AL-M 315; AN-M 315; BB-M 305-315; BH-M 315; BH-M FC 315; HB-M 305-315; HFKN-M 315; PB-M/PBI-M 315; RC-M 305-315
HK mat. No.
22671 165
22671 210
22671 254
22671 315
22674 160
22674 200
22674 250
22674 315
Continued next page
Tool holders for NC lathes
Can be used on almost all NC lathes with tool holding fixture according to DIN 69880-1. They are made of quality steel (tensile strength 1000 N/mm) and protected against corrosion by burnishing. All wear surfaces are hardened (58+4 HRC) and ground. The coolant supply is via adjustable nozzles or through a coolant
pipe. The lathe tools are clamped securely, precisely and carefully by means of a spring-mounted pressure plate.
Use of radial tool holders in case of left- Use of radial tool holders in case of right- Use of axial tool holders in case of left- Use of axial tool holders in case of righthand spindle rotation
hand spindle rotation
hand spindle rotation
hand spindle rotation
(direction of arrow)
(direction of arrow)
(direction of arrow)
(direction of arrow)
2
2
5
3
3
4
1 holder, right, shape B1, B5
2 lathe tool, left
3 holder, overhead, right, form B3, B7
4 lathe tool, right
5 holder, overhead left, shape B4, B8
1 holder, overhead, right, form B3, B7
2 lathe tool, right
3 holder, right, shape B1, B5
4 lathe tool, left
5 holder left, shape B2, B6
1 holder, right, shape C1
2 lathe tool, right
3 lathe tool, left
4 holder, overhead, right, form C3
5 holder, left, shape C2
1 holder, overhead, right, form C3
2 lathe tool, left
3 lathe tool, right
4 holder, right, shape C1
5 holder, overhead, left, shape C4
h Special versions on request.
Continued next page
Radial tool holders for NC lathes
20
30
40
EWS, B 1 R
20
16
55
020
30
16/20
70
035
40
20/25
85
045
50
25/32
100
055
30
20
70
40
25
85
ORION, B 1 R
E
Ident. No.
(O. R.)
720
O. R.
O. R.
(O. R.)
735
745
EWS, B 2 L
E
Ident. No.
O. R.
020
035
045
O. R.
O. R.
ORION, B 2 L
E
Ident. No.
(O. R.)
720
(O. R.)
(O. R.)
735
745
EWS, B 3 R, overhead
E
Ident. No.
O. R.
020
035
045
055
O. R.
O. R.
ORION, B 3 R, overhead
E
Ident. No.
(O. R.)
720
O. R.
O. R.
(O. R.)
735
745
O. R.
O. R.
O. R.
Unit price
22700
Unit price
22701
Unit price
22701
Unit price
22702
Unit price
22702
Unit price
50
mm
mm
mm
Ident. No.
VDI d
Dimension H
Dimension L
22700
DIN 69880
No. 22700 020-055
B 1 right-handed
No. 22702 020-055
B 3 right-handed, overhead
EWS = Prod. Gr. 215
ORION = Prod. Gr. 295
Edition 5
617
Clamping tools
(continued)
GB_2013_Abt2-1.fm Seite 618 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Tool holders for NC lathes
Continued next page
Axial tool holders for NC lathes
20
30
40
Clamping tools
VDI d
Chisel height h
Length L
22710
22715
22715
22716
DIN 69880
mm
30
mm 16/20
mm
70
Ident. No. 035
40
20/25
85
045
20
16
52
720
30
20
70
735
40
45
85
745
EWS, Shape C 3 R
Unit price
(O. R.)
(O. R.)
EWS, Shape C 1 R
Unit price
O. R.
O. R.
ORION, shape C 1 R
Unit price
(O. R.)
O. R.
O. R.
EWS, Shape C 2 L
Unit price
O. R.
O. R.
No. 22710
C 3 right-handed overhead
No. 22715
C 1 right-handed
EWS = Prod. Gr. 215
ORION = Prod. Gr. 295
Continued next page
Short drill chucks
DIN 69880
for NC lathes
30
40
R/L
IK
Design:
Precision short drill chuck for clockwise and anti-clockwise rotation. With internal coolant supply. The tool
is clamped using a hexagon socket wrench, and tool changing directly in the machine is also possible.
VDI d
Clamping range
D
Length A
22721
mm
mm
mm
mm
Ident. No.
30
1-16
50
87
030
40
1-16
50
87
040
Unit price
O. R.
O. R.
Prod. Gr. 208
Continued next page
Short drill chucks
DIN 69880
for NC lathes
I
30
40
50
R/L
IK
Design:
For right and left-hand rotation, precision design with high concentricity and increase in tension force. With
coolant supply through the centre of the drill chuck. The chucking of the tools is done using a gear operated
by hexagon socket wrench so that it is also possible to change tools directly in the machine.
22725
mm
mm
mm
mm
mm
Ident. No.
30
1-13
43
81
89
031
1-13
43
77
85
041
2,5-16
56
95
100
046
Unit price
O. R.
O. R.
O. R.
VDI d
Clamping range
d1
Open length l1
Length closed
40
50
2,5-16
56
95
100
051
(O. R.)
Prod. Gr. 208
Continued next page
Drill holders
DIN 69880
for NC lathes
30
40
Design: shape F, with collar for tools with morse taper.
22755
mm
MT
Ident. No.
2
030
3
035
2
042
40
3
044
Unit price
O. R.
O. R.
O. R.
O. R.
VDI d
Morse taper d1
30
4
048
O. R.
Prod. Gr. 215
618
Edition 5
GB_2013_Abt2-1.fm Seite 619 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Tool holders for NC lathes
Continued next page
Safety plugs
DIN 69880
for NC lathes, shape Z 2, plastic
VDI d/dimension D
22766
mm
Ident. No.
Unit price
20/50
020
30/68
030
40/83
040
50/98
050
O. R.
O. R.
O. R.
O. R.
h Steel version on request.
60/123
060
(O. R.)
Continued next page
Boring bar holders
DIN 69880
for NC lathes
20
30
40
50
IK
d1
Design: burnished, shape E2, for external coolant supply and internal cooling.
No. 22770 210-540 EWS
No. 22770 660-840 ORION
d D
No. 22770
6
8
10
12
16
20
25
32
40
VDI D1 L
22770
22770
22770
22770
22770
22770
22770
22770
22770
d
mm mm mm Ident. U. pr. E Ident. U. pr. Ident. U. pr. Ident. U. pr. Ident. U. pr. E Ident. U. pr. E Ident. U. pr. E Ident. U. pr. E Ident. U. pr. E
No.
No.
No.
No.
No.
No.
No.
No.
No.
E
E
E
O. R.
220 (O. R.) 225 (O. R.)
20 50 50 206 (O. R.) 280 (O. R.) 210 (O. R.) 212 (O. R.) 216
30 68 60 306
O. R.
380 O. R. 310 O. R. 312 O. R. 316
O. R.
320
O. R.
325
O. R.
332
O. R.
EWS
40 83 75 406 (O. R.) 408 (O. R.) 410 O. R. 412 O. R. 416
O. R.
420
O. R.
425
O. R.
432
O. R.
440
O. R.
50 98 90
516 (O. R.) 520 (O. R.) 525
O. R.
532 (O. R.) 540 (O. R.)
658 (O. R.) 660 (O. R.) 662 (O. R.) 666 (O. R.) 670 (O. R.) 675 (O. R.)
20 50 50
708 O. R. 710 O. R. 712 O. R. 716
O. R.
720
O. R.
725
O. R.
732
O. R.
ORION 30 68 60
40 83 75
808 O. R. 810 O. R. 812 O. R. 816
O. R.
820
O. R.
825
O. R.
832
O. R.
840
O. R.
d1
EWS = Prod. Gr. 215
ORION = Prod. Gr. 295
Continued next page
Reduction sleeves
with slot
Application: for tools with cylinder shaft.
Use in drill holders E1 and boring bar holders E2. Suitable for tools with cooling canal
Dimension d1
Dimension d2
Size d3*
Dimension d4
Dimension l1
Dimension l2
mm
20
20
20
20
20
20
25
25
25
25
25
25
32
32
32
32
32
32
32
40
40
40
40
40
40
40
mm
6
8
10
12
14
16
16
20
16
20
25
16
20
25
32
mm
6
8
10
12
6
8
10
12
8
10
12
mm
24
24
24
24
24
24
29
29
29
29
29
29
36
36
36
36
36
36
36
44
44
44
44
44
44
44
mm
36
36
36
36
36
36
50
50
50
50
50
50
58
58
58
58
58
58
58
58
58
58
58
58
58
58
mm
2
2
2
2
2
2
4
4
4
4
4
4
5
5
5
5
5
5
5
5
5
5
5
5
5
5
* Small reducing with separate clamping screw.
h Reducing sleeves with other d2 dimensions on request.
Edition 5
22772
Ident. No.
206
208
210
212
214
216
256
258
260
262
266
270
306
308
310
312
316
320
325
408
410
412
416
420
425
432
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 215
619
Clamping tools
Prod. Gr. 215
GB_2013_Abt2-1.fm Seite 620 Montag, 10. Mrz 2014 9:12 09
Lathe and cut-off tools accessories
Tool holders for NC lathes
Continued next page
Drill holders
DIN 69880
for NC lathes
30
40
Design: shape E 1, for carbide indexable insert drill with internal coolant supply.
Clamping tools
VDI d
D2/D3
Outside D6
Length l1
22775
mm
mm 16/36
mm 68
mm 64
Ident. No. 729
E O. R.
Unit price
20/40
68
67
730
30
25/45
68
71
733
32/52
68
75
735
40/60
68
95
738
16/36
83
64
739
O. R.
O. R.
O. R.
O. R.
O. R.
d3 d2
20/40
83
67
740
40
25/45
83
75
742
32/52
83
75
745
40/60
60
90
748
O. R.
O. R.
O. R.
O. R.
d D6
L1
Prod. Gr. 295
Continued next page
CNC cutter holder, modular
for thread-cutting with internal cooling (IK)
30
40
IK
Application: modular die holder with inner cooling for CNC machines
Advantages:
for cutting of external threads in seconds
high precision even for long threads
CNC cutter holder, modular
VDI basic holders + modular thread-cutting die interchangeable inserts
Prod. Gr. 295
Continued next page
Modular VDI basic holders
For holding thread-cutting die interchangeable inserts
30
40
22776
mm
Ident. No.
30
010
40
020
Unit price
O. R.
O. R.
VDI d
Prod. Gr. 295
Continued next page
Modular exchangeable inserts for thread cutting dies
all modular die stock interchangeable inserts fit to the VDI basic holder No. 27776
Suitable for thread-cutting dies
Use x width
Max. depth
External
22777
mm
mm
mm
Ident. No.
Unit price
M3-M4
20 x 5
70
30
010
M5-M6
20 x 7
70
30
020
M7-M9
25 x 9
70
35
030
M10
30 x 11
70
40
040
O. R.
O. R.
O. R.
O. R.
M12-M14
38 x 14
70
48
050
O. R.
Prod. Gr. 295
620
Edition 5
GB_2013_Abt2-1.fm Seite 621 Montag, 10. Mrz 2014 9:49 09
Lathe and cut-off tools accessories
Tool holders for NC lathes
Continued next page
Spring collets ER
DIN 69880
for NC lathes
30
50
40
IK
d D
No. 22782 020-050 EWS Design: burnished, form E4
No. 22782 725-745 ORION Design: burnished, form E4
No. 23308 008-020 Ring profile key
L2
No. 22782
VDI d
Size
Length l2
D1
Clamping range
22782 EWS
Unit price
22782
mm
mm
mm
Ident. No.
ER 16
40
50
0,5-10
020
20
ER 25
57
50
1-16
ER 32
60
50
2-20
028
ER 25
57
68
1-16
030
ER 32
68
85
2-20
032
E
Ident. No.
O. R.
725
(O. R.)
O. R.
730
O. R.
E
Type
mm
Ident. No.
O. R.
ER 25
203
008
ER 32
253
010
O. R.
ER 25
203
008
O. R.
O. R.
O. R.
mm
ORION
Unit price
With clamping nut
Overall length L
23308 Ring profile key
Unit price
30
ER 40
75
68
3-26
ER 32
75
83
2-20
ER 32
83
85
2-20
040
40
ER 40
75
83
3-26
ER 40
83
85
3-26
045
50
ER 40
95
98
3-26
050
732
735
740
O. R.
745
O. R.
(O. R.)
ER 32
253
010
O. R.
ER 25 ER 32
203
253
008
010
O. R.
ER 40
285
020
O. R.
ER 40
285
020
O. R.
O. R.
O. R.
ER 32
75
68
2-20
O. R.
h Collets see No. 23320 page 569.
For ER 16 size, the single head wrench No. 52002 025 page 1294.
O. R.
ER 32
253
010
O. R.
O. R.
EWS = Prod. Gr. 215
ORION = Prod. Gr. 295
No. 23308 = Prod. Gr. 206
Continued next page
Quick-change tapping chucks
with shank according to DIN 69880
20
30
40
Design: with length compensation under pressure and tension. With teeth and collar.
Application: for NC machines. During reverse motion, the direction of rotation of the machine spindle
needs to be changed.
VDI d
Dimension D1
Dimension D
Dimension L
Dim. MGB
For inserts size
Shaft
Length compensation under compression
Length compensation under tension
22787
20
19
38
55
M3-M12
1
2,8 -12
mm
9
mm
9
Ident. No.
121
mm
mm
mm
mm
Unit price
O. R.
30
19
38
55
M3-M12
1
2,8 -12
9
9
131
40
19
38
55
M3-M12
1
2,8 -12
9
9
141
30
31
55
77
M6-M20
2
6 -22
15
15
231
O. R.
O. R.
O. R.
h See quick-change inserts at No. 21566 page 516.
40
31
55
77
M6-M20
2
6 -22
15
15
241
O. R.
Prod. Gr. 295
Continued next page
Bar grips
DIN 69880
for CNC lathes
Right
Application: The grip-add-ons mountable on the spring-mounted clamping arms can be set infinitely variable to the desired bar . Depending on the material
and the tensile load, the dimension is set somewhat smaller (approx. 1 mm), than the bar .
The bar grip is brought to the length next to the bar in longitudinal direction with the Z-axis and moved to position diagonal with the x-axis.
The grip add-ons provided with carbide inserts press onto the bar to be machined. The clamping devices of
the working spindle must be opened and the bar must be pulled to the desired length in z-direction. Thereafter, the material to be machined must be clamped and the bar grip must be moved away in X-direction.
Delivery: with standard gripper add-ons and carbide plates.
22798
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
16
32
28
53
35
28
26,5
2-22
18-36
74
12,5
28
016
20
40
34
59
61
54
36,5
2-42
85
17
38
020
30
55
34
59/63
61
54
37
2-42
42-65
105
27
38
030
Unit price
(O. R.)
(O. R.)
(O. R.)
VDI d
Size I
Dimension l1
Dimension l2
Dimension B
Size b1
Size b2
Dimension D
Special accessories*
Dimension H
Dimension h1
Dimension h2
h * Special accessory for extending the grip diameter on request.
Edition 5
40
63
34
59/63
61
54
41,5
2-65
62-85
125
27
38
040
(O. R.)
Prod. Gr. 215
621
Clamping tools
20
GB_2013_Abt2-1.fm Seite 622 Montag, 10. Mrz 2014 9:49 09
Lathe and cut-off tools accessories
Tool holders for NC lathes
Continued next page
VDI tool holding fixtures for tool mounting devices
DIN 69880
Tool holding fixture, for basic holder see No. 23912 010-020 on page 581
Application: for assembling and dismantling.
Tool holders
VDI d
Clamping tools
23912
mm
Ident. No.
30
530
VDI (69880)
40
540
50
550
Unit price
O. R.
O. R.
O. R.
Prod. Gr. 280
Continued next page
Tool heads
for geared tools on CNC lathes
The tool heads are intended for mounting in the turret of a (4-axis) CNC turning machine with DIN 698801 shank (shank 20/30/40/50). Drive coupling designed as front coupling or multi-spline profile,
depending on the machine design and type. Profiles according to DIN 5480 and 5482 are as common front
couplings, e g. DIN 1809.
High-precision axial and radial tool heads are suitable for both clockwise and anti-clockwise rotation; the
input direction of rotation corresponds to the output direction of rotation. Different gear ratios allow for the
adjustment of required cutting conditions, depending on the tool used for the individual application.
The tool heads are manufactured with external and also with internal coolant supply. Safe sealing and permanent grease lubrication ensure long service life.
The machine brand, type and shank holder must be indicated on enquiries and orders.
Continued next page
Tool heads
for geared tools, with shank DIN 69880 for use on CNC lathes (4 axes)
Example s:
Drilling and milling head adjustable
through 0-90
Milling head DIN 6358
radial
Drilling and milling head
radial offset
Drilling and milling head
axial offset
Drilling and milling head
radial
Drilling and milling head
axial
Continued next page
Revolving interfaces
DIN 5480 with
twisting security device
DIN 5482
DIN 1809
TOEM
INDEX
Continued next page
Basic holders and inserts
for geared tools
This system allows for flexible and high-precision changing of tool heads
on the machine tool. Major benefits include:
cutting tools lie preset on the machine
quick change via one tightening position only
clamping of inserts free of transverse force
tool change without risks of injury
secure torque transmission
short model
h Further information, advice and quotations available on request.
Product video:
use your mobile phone to
scan the QR code.
622
Edition 5
GB_2013_Abt2-1.fm Seite 623 Montag, 10. Mrz 2014 9:49 09
Magnetic clamping technology
Permanent magnet clamping plates
Continued next page
Magnetic clamping plates and accessory
Clamping tools
The magnetic clamping range includes systems, permanent-magnetic, electro-permanent magnetic and
electro-magnetic, exclusively for clamping ferromagnetic materials.
Advantages of the magnetic clamping technology over other clamping techniques:
Shorter setup and clamping times:
workpieces can be aligned easily and precisely
easy and quick On/Off feature for clamping plates and round chucks
clamping and machining multiple workpieces simultaneously
workpieces can be machined in one set-up from different sides
Improving accuracy and surface quality:
the workpiece is supported over the entire support surface
delay-free clamping
workpieces become flat and parallel
no vibration during machining
Longer tool service life because there are no vibrations
Sine bar clamping table
No. 24351 used on a grinding machine
Magnetic clamping types:
To satisfy different requirements, clamping plates with different magnetic systems are available:
Permanent magnet clamping plates
generation of magnetic power through permanent-continuous-magnets
low magnetic field; adhesive power regulation is possible
mechanical, manual turn On/Off
Electro-permanent magnet clamping plates
generation of magnetic power through permanent-continuous-magnets with field coil
electrical On/Off with current pulse. Control unit is required.
adhesive power setting and demagnetisation as well as machine release
maximum precision, as no mechanical movement and heat development
Electromagnetic clamping plates
generation of magnetic clamping power through field coils; high magnetic field
electrical On/Off with power supply. Control unit is required
adhesive power setting and demagnetisation as well as machine release
Milling with No. 24341
Selection of the magnetic clamping type:
Size of the table
20 dm
20 dm
Precision class
Standard
High
Standard
High
Recommended magnet type
Permanent magnet, Electromagnet
Permanent magnet, Electro-permanent magnet
Electromagnet
Electro-permanent magnet
Selecting the suitable magnetic clamping plate
Permanent magnetic round chuck No. 24370
during use on lathes
according to machining methods and workpieces:
Surface grinding
Recommended magnetic clamping plate
Smallest workpiece
Length / thickness (mm)
Permanent
Electro-permanent
Electromagnetic
Special, on request
page 626
approx. 1 / approx. 2
No. 24 313*
10..000.15 / from 2
page 626
page 626
No. 24 335*
25..00.35 / from 5
page 626
page 626
* Magnetic clamping plates are also suitable for eroding jobs.
Centre grinding/Turning
Workpiece shape / Size
Random / small
Random / medium size
Ring-shaped / medium size
Recommended magnetic round chuck
Permanent magnet
Electro-permanent magnet
page 626
No. 24 361
No. 24 370
page 626
No. 24 375
page 626
Electromagnet
page 626
Permanent magnet clamping plates No. 24313
on a grinding machine
Milling
Recommended magnetic clamping plate
Permanent magnet
Electro-permanent magnet
Light HSC
No. 24 341*
page 626
Medium-heavy HSC
No. 24 341*
Heavy HSC
on request
page 626
* Magnetic clamping plates are also suitable for eroding jobs.
Cutting
Electromagnet
page 626
Eroding
Type
Size
Comments
(only for Permanent magnet clamping plates)
150 x 150 up to 400 x 200 mm
page 624
No. 24314
h In case of special machining problems or for demonstrations, please contact our experts.
Edition 5
Milling with TURBOMILL 40
+ pole extensions (see page 626)
623
GB_2013_Abt2-1.fm Seite 624 Montag, 10. Mrz 2014 9:49 09
Magnetic clamping technology
Permanent magnet clamping plates
Continued next page
Permanent magnet clamping plates
Clamping tools
with particularly narrow transverse pole pitch
Application: for highly precise grinding and eroding work.
Design:
double Neodym magnetic system generates an adhesive power of up to 110 N/cm
universal clamping of small, thin and large workpieces
very sturdy structure with solid base body and solid pole plate
no deformation during switching operation due to special switch method
sealed against coolant and dielectric
easy switching using hexagon key
Delivery: 2 limit stop strips, 2 clamps and hexagon key, operating manual.
AxB
Height C
Pole pitch St/Nf
Height pole flange
Of which wearing
Weight
24314
mm 150 x 150
mm
51
mm 1,4/0,5
mm
20
mm
5
Kg
9
Ident. No.
150
E
Unit price
O. R.
175 x 100
49
1,4/0,5
20
5
7
175
200 x 100
49
1,4/0,5
20
5
8
200
250 x 150
51
1,4/0,5
20
5
15
250
350 x 150
51
1,4/0,5
20
5
22
350
O. R.
O. R.
O. R.
O. R.
h Other sizes available on request.
400 x 200
51
1,4/0,5
20
5
35
400d
O. R.
Prod. Gr. 280
Continued next page
Permanent magnet clamping plates NEOMILL
with narrow transverse pole pitch
Application: for milling work.
Design:
high holding force up to 160 N/cm due to double Neodym magnetic system
the pole pitch allows a universal clamping for workpieces with rough or uneven surface
low magnetic field; thereby no magnetisation of tools and problemless chip evacuation also in 4-5mm thin
workpieces
max. adhesive force from 6 mm workpiece thickness
maximum stability due to one-piece housing and solid pole plate
easy On/Off feature using hex. key
sealed against dirt and coolant
Delivery: hexagon socket wrench, clamps, operating manual.
24341
mm
mm
mm
mm
mm
mm
Kg
Ident. No.
250
150
57
20
5
11/4
17
110
350
150
57
20
5
11/4
24
120
300
200
60
23
5
11/4
26
140
400
200
60
23
5
11/4
35
150d
500
200
60
23
5
11/4
44
160d
Unit price
O. R.
(O. R.)
O. R.
O. R.
(O. R.)
Length of clamping surface A
Width of clamping surface B
Height H
Thickness C pole flange
Of which wearing
Pole pitch St/Nf
Weight
d = Delivered ex works, postage and packaging excluded.
h Other dimensions on request.
600
300
64
23
6
11/4
84
170d
(O. R.)
Prod. Gr. 230
Continued next page
Sine bar clamping tables with permanent magnet clamping plate
Application: for highly precise grinding and eroding work and measurements.
Design:
for very small to large workpieces
precision ground steel base plate, 60 HRC hardened
angle setting through gauge blocks
repeat precision 10 "
clamping through retaining shears and upper guide shells
parallelism tolerance 0.010/100 mm
sealed against dirt and coolant
can be swivelled through the longitudinal axis, swing 0-45
Scope of delivery: 2 limit stop strips, spanner, operating instructions.
24351
mm
mm
mm
mm
mm
mm
Kg
Ident. No.
140
70
170
100
67
55
5,5
210
175
100
215
115
76
85
10
215
250
150
290
165
79
135
21,5
235
350
150
390
165
87
135
34,5
245d
Unit price
O. R.
O. R.
O. R.
O. R.
Clamping face A
Clamping face B
Area C
Base D
Height E
Roller distance F
Weight
d = Delivered ex works, postage and packaging excluded.
624
450
150
490
165
87
135
44
250d
No. 24351
O. R.
Prod. Gr. 280
Edition 5
GB_2013_Abt2-1.fm Seite 625 Montag, 10. Mrz 2014 9:49 09
Magnetic clamping technology
Permanent magnet round chucks
Continued next page
with particularly narrow transverse pole pitch
Application: for grinding and eroding work.
Design:
The micro-pole division of this magnetic clamping plate makes it possible to clamp very thin and small
items. Furthermore, the round chuck is based on neodymium-magnet clamping-system technology for
higher clamping power. The holding force can be adjusted thereby making it easier to align the workpiece.
Advantages:
compact construction and hence low weight
nominal holding power 80 N/cm
the pole plate can also include holes for driving pins and centring aids.
Clamping plates A
Height H
Centre B (H7)
Centring depth C
Centring bore D/F (if requested)
Hole circle E (for fastening)
Fastening holes
Magnetic active length L
Pole pitch St/Nf
Wearing thickness
Weight
mm
mm
mm
mm
mm
mm
24366
mm
mm
mm
Kg
Ident. No.
Unit price
100
50
60
4
20 x 14
80
M8
77
1,5/0,5
5
3
100
150
50
110
4
20 x 14
130
M8
117
1,5/0,5
5
7
150
200
52
160
4
22 x 16
180
M10
169
1,5/0,5
5
12
200
250
52
200
4
22 x 16
230
M10
213
1,5/0,5
5
19
250
O. R.
(O. R.)
(O. R.)
(O. R.)
300
54
250
4
22 x 18
280
M12
265
1,5/0,5
5
28
300
Clamping tools
Permanent magnet round chucks NEOMICRO
A
L
D F
28
B
E
(O. R.)
Prod. Gr. 230
Continued next page
Permanent magnet round chucks FERROMAX
with parallel pole pitch
Application: for lathes and grinding machines, dividing and tracer divider devices.
Design: suited for clamping of plates, double and reinforced ceramic magnetic system, max. clamping
force from a workpiece thickness of 8 mm , magnetic field height 8 mm, integrated, concentric groove facilitate the centring of the workpiece, holes or profiles up to a depth of 6 mm can be integrated into the
clamping surface, up to 22 mm can be integrated into the steel poles, in the centre, a centring bore hole is
possible, max. depth 22 mm, max. 22 mm, at 200-400 mm - adhesive force infinitely variable.
Scope of delivery: with spanner
24370
mm
mm
mm
mm
Number
Kg
Ident. No.
200
78
150
4,5
22
182
4xM8
173
8/5
28
8
1
12
200
250
78
200
4,5
22
232
4xM8
199
8/5
28
8
1
17
250
300
78
250
4,5
22
285
4xM8
238
12/5
28
8
1
27
300
350
78
300
4,5
22
334
4xM8
290
12/5
28
8
1
40
350d
Unit price
O. R.
O. R.
(O. R.)
(O. R.)
Clamping plates A
Height H
Centre B
Centring depth C
Centring bore D/F (if requested)
Hole circle E for fastening
Fastening holes M
Magnetic active length L
Pole pitch St/Nf
Height pole flange
Of which wearing
Switching points
Weight
mm
mm
H 7 mm
mm
mm
mm
d = Delivered ex works, postage and packaging excluded.
h Other sizes up to 800 mm available on request.
400
78
300
4,5
22
375
6xM10
323
12/5
28
8
1
56
400d
(O. R.)
Prod. Gr. 230
Continued next page
Permanent magnet round chucks NEOSTAR
with radial pole pitch
Application: for lathes and grinding machines.
Design:
Suitable for clamping annular work pieces, high clamping force due to neodymium magnetic system, balanced design, suitable for high speeds, adhesive force infinitely adjustable, a through-bore 'C' can be made
in the centre.
Clamping plates A
Height H
Centre D
Magnet-free Zone B
Through-bore max. C
Hole circle E/F
Fastening holes M/P
Height pole flange
Of which wearing
Number of poles
Weight
mm
mm
h7 mm
mm
mm
mm
mm
mm
24376
Kg
Ident. No.
Unit price
150
57
50
20
24
80/120
8 x M6/8
18
7
10
8
150
200
57
60
28
30
110/180
8 x M6/8
18
7
12
14
200
250
70
80
30
50
140/220
8 x M6/8
18
7
16
27
250
300
73
150
40
58
180/260
8 x M8/10
18
7
16
41
300d
350
73
170
40
58
220/300
8 x M8/12
18
7
20
55
350d
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
d = Delivered ex works, postage and packaging excluded.
h Other sizes up to 800 mm available on request.
Supporting plates see page 626.
Edition 5
400
75
200
40
58
260/340
8 x M8/12
18
7
20
75
400d
(O. R.)
Prod. Gr. 230
C max.
B
G
P
D
E
F
A
625
GB_2013_Abt2-1.fm Seite 626 Montag, 10. Mrz 2014 9:49 09
Magnetic clamping technology
Electromagnetic clamping plates
Continued next page
Electro-permanent magnet clamping plates
Clamping tools
Electro-magnetic clamping plates (clamping plates and round chucks) are generally used for grinding work due to their magnetic fringe field .
With very high clamping force and therefore suitable also for clamping workpieces with relatively rough surface. The types 40 and 41 clamping plates are
designed in such a way that they only heat up very little, max. 5 C/1 hour. This results in high precision when machining. Instead of an internal magnetic system,
they have a field coil and when switched on magnetic north and south poles are activated on the plate surface.
minimal mechanical deformation through solid one-piece housing
minimal power consumption
several clamping plates can be assembled on one large clamping surface.
The following designs are available:
4 mm transverse and longitudinal pole pitch
radial pole pitch
13, 18 and 25 mm transverse pole pitch
annular pole pitch
Standard sizes: 200 x 100 to 2000 x 800 mm, diametre 100 to 1600 mm
Other sizes and larger diameters on request.
h Further information, advice and quotations available on request.
Continued next page
Electro-permanent magnet clamping plates
for chip-removing machining
Design:
clamping system with NdFeB high-energy magnets and extremely high adhesive force
magnetic system with high depth effect bridges larger air gaps
solid, extremely stable mono-block design
pole gap protected against wear by brass
degree of protection IP65
Accessories:
fixed pole block 40 x 50 x 55 mm
moveable pole block 40 x 50 x 53/58 mm
Electro-permanent magnet clamping plates with 27.5 mm transverse pole pitch
milling of thin plates
min. thickness of the work piece: 5-8 mm
min dimensions of the work piece: 95 x 95 mm
nominal adhesive force: 110 N/cm2
Electro-permanent magnet clamping plates with 55 mm transverse pole pitch
for heavy milling
min. thickness of the work piece: 20 mm
min dimensions of the work piece: 95 x 95 mm
nominal adhesive force: 150 N/cm2
Model
EP 27,5
Length
mm
630
630
1015
590
Width
mm
300
400
500
300
Height
80
80
80
97
Height h
mm
69
69
111
44
Wearing height
mm
8
8
8
8
Weight
Kg
107
143
285
116
Control unit (400 V / 50 Hz)
30x2
30x4
30x4
30
h Adhering-power setting, control device for installation, pole blocks, adapter, pole strips and other sizes available on request.
EP 55
810
400
97
75
8
212
30
1030
500
97
133
8
337
30x2
Continued next page
Switch and control devices
Electronic commutation control devices with integrated microcomputer and adhering force setting.
Design:
Design:
small and compact
machine guidelines 2004/42/EG
LCD plain text display
Low Voltage Directive 93/86/EC
accident Prevention Regulation VBG7n6
EMC Directive 2004/108/EC
for electro-permanent magnet clamping plates
for electromagnet clamping plates
h Further information, advice and quotations available on request.
626
Edition 5
GB_2013_Abt2-1.fm Seite 627 Montag, 10. Mrz 2014 9:49 09
Magnetic clamping technology
Magnetic clamping accessories
Continued next page
Permanent magnet clamping blocks
Length A
Length L
Width x height
Pole pitch St/Nf
24355
Unit price
24355
Stainless version
mm
mm
mm
mm
Ident. No.
175
115
64 x 64
2/2
010
195
135
64 x 64
2/2
020
E
Ident. No.
O. R.
030
O. R.
(O. R.)
Unit price
Clamping tools
with 4 magnetic clamping surfaces
Application:
For flat, angular, co-ordinate and profile grinding, countersinking and wire erosion, measuring and testing.
Design:
firm clamping for small and thin parts
sealed to prevent fluid penetration
magnetic field height approx. 2 mm
regrounding possible on all 4 sides up to the height of the two front panels
Ident. No. 030 stainless version with high alloy chromium steel poles for use on wire EDM. Less suitable
for grinding as stainless finish has reduced adhesive force.
Note:
Use of clamping blocks with hardened and grinded limit stop recommended. Four M 5 threads for attachment are available on the front face.
L
P
h Clamping blocks with sine plate support on request.
Prod. Gr. 265
Continued next page
Lamellar bars with transverse pole pitch (without own magnetic field)
accessory for magnetic clamping plates
Application:
In this way the potential applications of the magnetic clamping plates can be considerably expanded. The
lines of force of a magnetic clamping plate are conducted through the lamellar bars to the workpiece with
minimal loss if the laminar plates are laid parallel to the poles of the plate. Loss of adhesive force
approx. 1 %/mm height.
The lamellar plates are placed loose on the clamping plate or fastened onto it. They offer, among other
things, the possibility of making notches or machining profiles without damaging the magnetic clamping
plate.
Machining is then possible without affecting the stability in any direction.
Supporting plates for permanent-magnetic round chuck on request.
24430
mm
mm
mm
mm
Ident. No.
75
25
3/1
215
250
100
25
3/1
220
150
25
3/1
230
500
75
25
3/1
310
250
75
40
3/1
330
Unit price
O. R.
O. R.
(O. R.)
(O. R.)
(O. R.)
Length
Width
Height
Pole pitch St/Nf
h Other dimensions on request.
Lamellar bars for
supporting components
400
100
40
3/1
360
(O. R.)
Prod. Gr. 230
Continued next page
Lamellar bars with longitudinal pole pitch (without own magnetic field)
accessory for magnetic clamping plates
Application:
In this way the potential applications of the magnetic clamping plates can be considerably expanded. The
lines of force of a magnetic clamping plate are conducted through the lamellar bars to the workpiece with
minimal loss if the laminar plates are laid parallel to the poles of the plate. Loss of adhesive force
approx. 1 %/mm height.
The lamellar plates are placed loose on the clamping plate or fastened onto it. They offer, among other
things, the possibility of making notches or machining profiles without damaging the magnetic clamping
plate.
Machining is then possible without affecting the stability in any direction.
24431
mm
mm
mm
mm
Ident. No.
320
75
25
3/1
110
650
75
25
3/1
120
320
100
40
3/1
130
Unit price
O. R.
(O. R.)
(O. R.)
Length
Width
Height
Pole pitch St/Nf
h Other dimensions on request.
Lamellar blocks enable
the machining of a very
unfavourably shaped part.
Prod. Gr. 230
Continued next page
Clamping strips
Application: to clamp non-magnetic materials on magnetic plates
Length x width x
height
Pair
24495
mm
150 x 43 x 2,8
250 x 52 x 3,7
100*
110
120
130
O. R.
O. R.
O. R.
O. R.
Delivered without stop.
Edition 5
150 x 43 x 1,7
Ident. No.
Set price
*
150 x 40 x 1,0
Prod. Gr. 265
1 elastic part of clamping strip 2 workpiece
3 elastic part of clamping strip
627
GB_2013_Abt2-1.fm Seite 628 Montag, 10. Mrz 2014 9:49 09
Magnetic clamping technology
Magnetic clamping accessories
Continued next page
Cleaners
Application:
For magnetic clamping plates, tool tables etc. The indispensable helper in the workshop. L x W
160 x 48 mm.
Delivery: delivered as set = 5 pieces.
Box qty.: 5 pieces
Clamping tools
24496
Set = 5 pieces
Ident. No.
010
O. R.
Set price
Prod. Gr. 265
Continued next page
Demagnetising devices
for connection to 230 V AC, 50 Hz, operating time 100 % (50 % with full load)
Application:
Work pieces which are machined on permanent or electro-magnetic clamping plates retain residual magnetism. Demagnetising devices are used to remove the residual magnetism. The work pieces are placed on
a pole of the device and pushed over to the other pole. This must be repeated several times, depending on
the size and shape of the parts. The plates must only be switched off after removing the work pieces, otherwise magnetisation takes place once more.
Unlike other apparatus, with these the intensity of the magnetic field automatically increases with the size
of the workpiece, i. e. without workpiece slight power consumption and heat developing. The apparatus is
therefore suitable for use under a conveyor belt. They are equipped with signal lamp, toggle switch, 3 m
cable and plug.
Model
LxWxH
Useful width
Current consumption without workpiece
Current consumption with workpiece
Weight
24491
mm
mm
A
A
Kg
Ident. No.
Unit price
3
250 x 165 x 75
150
1,5
3
11
130
4
288 x 266 x 75
250
1,5
3
18
140
O. R.
O. R.
5
400 x 300 x 75
280
1,5
3
24
150
Ident. No. 130-150
O. R.
Particularly well suited for demagnetising high alloy steels, e. g. ring bearings, stamps and moulds.
Prod. Gr. 230
Ident. No. 240
Continued next page
Manual demagnetising devices
for connection to 230 V AC, 50 Hz, protection system IP 40, operating time 50 %
Application:
Handy device with plastic housing for demagnetising large areas by zones. The device is also suitable for
separating steel parts and transporting light bulk material. Switched on and off by illuminated button. 3 m
cable with plug.
Model
Length x width x height
Effective area
Penetration depth
Rel. operating time (ED)
Operating time, maximum
Weight
24492
mm
mm
mm
%
min
Kg
Ident. No.
Unit price
HD-1
200 x 105 x 85
105 x 75
15
50
5
1,9
210
HD-2
215 x 160 x 85
150 x 95
30
50
5
2,8
220
O. R.
(O. R.)
Prod. Gr. 230
Continued next page
Magnetic field measuring equipment
Application:
Easy and handy measuring instruments for checking polarity of magnetic residual fields, and for checking
the magnetic field intensity
Caution: keep equipment away from strong magnetic fields!
Design: tester calibrated and shows the true Gaussian value.
Model
Measuring range
24493
T
Ident. No.
Unit price
0.001 T = 10 G
628
20-0-20
0,002
020
50-0-50
0,005
050
O. R.
O. R.
Prod. Gr. 230
Edition 5
GB_2013_Abt2-1.fm Seite 629 Montag, 10. Mrz 2014 9:49 09
Vacuum clamping devices
Vacuum clamping devices
Continued next page
Clamping tools
Vacuum clamping system with adapter mats
One system two possibilities
for workpieces with break-outs
for workpieces without break-outs
for simply designed workpieces without breakouts,
which can be sealed with packing cords
2
1 Grid vacuum clamping plate
2 stop plate
3 ALU adapter plate
4 Adapter mat
Fig. 1
Fig. 2
Vacuum clamping system with adapter mats in the set:
Fig. 1 + 2 for use with vacuum pumps only (sets without venturi nozzle)
Fig. 1 with adapter mats, quick sealing without a device for workpieces with and without breakouts
Fig. 2 for simple geometric forms with breakouts which can be sealed with sealing cords
good sealing, also suitable for rough (e.g. sawn) surfaces.
especially for heavy machining in milling and grinding
Unevenness in the workpiece clamping surface is sealed with the elastic packing cords. Up to 1mm unevenness or bulging can be leveled. The modular construction makes it possible to couple several vacuum plates, see page 6, thereby, the operating vacuum is fed to the individual plates via the joining elements.
Delivery contents per set:
1 suitable module grid plate, 1 suitable aluminium adapter plate with 12.5 mm grid, 10 blue adapter mats, 4 clamps for module plates slot width = 14 mm, 1
installation tool for changing of blind stoppers 1 vacuum suction connection 3 m, 10 m vacuum packing cord 4 mm black
Module grid vacuum plate set
Vac-Mat adapter plate L x W x H
Grid
24500
Type
mm
mm
Ident. No.
Set price
VM1
300 x 200 x 32,5
12,5
010
VM2
400 x 300 x 32,5
12,5
015
VM3
600 x 400 x 32,5
12,5
020
O. R.
O. R.
O. R.
Prod. Gr. 234
Continued next page
Accessories for vacuum clamping system with adapter mats
You can process workpieces on 5 sides in one set-up with the adapter mats as well as create break-outs from outside and inside contours.
packing cord
24502
Unit price
Vacuum hose
with wire spiral
Packing cord 4 mm, length
50 m
Ident. No.
010
E
O. R.
blue adapter mats for
workpieces < 25 kg
Vacuum hose with wire
spiral, length 10 m
020
O. R.
green adapter mats for workpieces
starting from 25 kg
black adapter mats for leakage-free
covering of vacant clamping surfaces
Adapter mats, blue, 1 piece,
Adapter mats, green,
Adapter mats, black, 1
2.5 x 200 x 300 mm
1 piece, 2.5 x 200 x 300 mm piece, 2.5 x 200 x 300 mm
025
050
060
O. R.
O. R.
O. R.
Prod. Gr. 234
Edition 5
629
GB_2013_Abt2-1.fm Seite 630 Montag, 10. Mrz 2014 9:49 09
Vacuum clamping devices
Vacuum clamping devices
Continued next page
Slotted and grid vacuum plate sets
provided with one vacuum pump (Venturi nozzle)
All venturi vacuum plates can be connected also to the traditional vacuum pump No. 24501 110 or No. 24501 120!
The vacuum product series of slotted vacuum plates and grid vacuum plates are equipped with the low-maintenance Venturi technology. As a result of the crosssection narrowing in the Venturi pipes, negative pressure for sucking of air is created here. This technology offers high process reliability in the use of machining
centres and other machine tools. The noise level is only 57 dbA.
Clamping tools
Continued next page
Slotted vacuum plate sets
with Venturi nozzle
All slotted vacuum plates can be connected also to the traditional vacuum pump No. 24501 110 or
No. 24501 120!
Application:
Ideal for easy cutting jobs such as milling or drilling, for instance of printed circuit boards or electronic
components or also for engraving. Even workpieces which are many times smaller than the vacuum plate
clamping surface can be securely tightened with this. Workpieces are milled in patches from larger material
cuts which are only the size of a stamp. The individual adjustment to the part geometry enables processreliable tightening of nearly all conceivable workpiece geometries.
Delivery contents per set:
1 suitable suction slotted panel width 1 mm, average separation 5 mm, including compressed air vacuum
ejector. Fastening grooves and height-adjustable stop discs. 4 x clamps per slot width = 14 mm, 1 hose
connection for rapid coupling and 3 m plastic hose, 1 suitable brown rubber adapter mat, 1 black rubber
adapter mat, including sound absorber and shut-off valve 1 connection for conventional vacuum pump
Conversion kit included with delivery.
Grid vacuum plates (Venturi) set
Slot vacuum plates, dimensions L x W x H
Distance between slots
24503
Type
SV1
mm 300 x 200 x 32,5
mm
5
Ident. No.
010
E
Set price
O. R.
SV2
400 x 300 x 32,5
5
020
O. R.
SV3
600 x 400 x 32,5
5
030
Vacuum generated by compressed air vacuum ejector: max. vacuum about 5-6 bar. Depending on conditions of use, up to 87 % final vacuum. Compressed
air consumption about 90 l/min.
O. R.
Prod. Gr. 234
Continued next page
Grid vacuum plate sets
with Venturi nozzle
All grid vacuum plates can be connected also to the conventional vacuum pump No. 24501 110 or
No. 24501 120! Operating pressure about 6 bar. Depending on the application conditions, end vacuum up
to 92 %, air consumption about 95 l/min.
Application:
For simple geometric forms with rough shape without break-out or large breakouts that can be sealed
with packing cords (must have a multiple of the grid as size).
good sealing, also suitable for rough (e.g. sawn) surfaces.
high holding forces, especially suitable for heavy machinability, such as milling and grinding
minor unevenness and bulging is sealed with the elastic packing cords and levelled
Delivery contents per set:
1 suitable vacuum grid plate with one 12.5 mm grid, including integrated compressed air vacuum ejector.
Fastening grooves and height-adjustable stop discs, 4 x clamps with one slot width of 14 mm, 1 plastic hose
connection for rapid coupling 3 m, vacuum packing cord 4 mm black, 10 m, 1 vacuum generation
including sound absorber and shut-off valve, 1 connection for conventional vacuum pump.
Conversion kit included with delivery.
Grid vacuum plates (Venturi) set
Dimensions L x W x H
Grid spacing
24504
Type
mm
mm
Ident. No.
Set price
RV1
300 x 200 x 32,5
12,5
010
RV2
400 x 300 x 32,5
12,5
020
RV3
600 x 400 x 32,5
12,5
030
O. R.
O. R.
O. R.
Prod. Gr. 234
- the modular structure permits to connect
several vacuum plates, whereby the operating
vacuum of the individual plates is led through
the connecting elements
630
Edition 5
GB_2013_Abt2-1.fm Seite 631 Montag, 10. Mrz 2014 9:49 09
Dividing heads
Dividing heads
Continued next page
Accessories for vacuum slotted plates with and without Venturi nozzles
Ident. No. 24505 010/030/050
excellent coefficient of friction offers particularly good resistance
against the emerging shifting forces in the course of the
processing. The rubber adapter mat is milled in up to a depth of
1.5 mm without any loss of vacuum. The high tolerance of the
rubber adapter mats is within a range of up to 0.3 mm.
Ident. No. 24505 020/040/060
from synthetic elastomer. These mats can be
precision-machined and thus permit significantly
higher plane-parallelism.
Ident. No. 24502 070
blue rubber adapter mat secures additionally the workpiece
against slippage thanks to its high coefficient of friction
Rubber adapter mat, Rubber adapter mat, Rubber adapter mat, Rubber adapter mat, Rubber adapter mat, Rubber adapter mat,
3 x 400 x 600 mm, 1 x 400 x 2000 mm,
3 x 400 x 600 mm,
3 x 300 x 400 mm,
3 x 200 x 300 mm,
3 x 200 x 300 mm,
blue
black
brown
black
black
brown
Ident. No.
010
020
040
050
060
070
24502 Unit price
24505 Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 234
Continued next page
Mini-quick-clamp holders
Design:
body made of steel and anodised for corrosion protection
twisting security device
high clamping force
collet to be used: ER 25
Application:
Thanks the compact quick-opening mounting bracket, the round materials can be processed easily
and flexibly. The desired processing can be performed completely independently of the nature of the
item (e.g. non-ferrous metals).
The quick-opening mounting bracket is suitable for most varied methods for processing of round objects:
CNC milling cutter
eroding (countersinking and wire)
grinding
labelling
measuring
Height of centres
Body dimensions
Clamping range
25080
Holder
mm
mm
mm
Ident. No.
18
36 x 36 x 58
0,5-16
010
Holder with back plate
E
Ident. No.
O. R.
020
O. R.
Unit price
25080
Unit price
h Collets type ER No. 23320 or 23322 see 23322 page 570.
Prod. Gr. 250
Ident. No. 010
Ident. No. 020
Use
Continued next page
Dividing heads with direct division
hand operated
Design:
direct division via dividing plate with 24 positions for dividing 2-3-4-6-8-12-24
spindle fixture for collets 349E on tension, 3-20 mm
concentricity tolerance of spindle: 0.01 mm
clamping using knurled nut
Application:
Thanks to the compact and manually operated divider partial tasks can be performed in a flexible and quick manner on measuring and processing machines.
Divider
with adapter on
Witte Alufix
Quotation on request.
25105 divider
25105
Dividing heads
Unit price
25106
Collets, from 3-20 mm**, rising in steps of 0.5 mm
Unit price
25107
Angle plates for mounting
Unit price
* Divider supplied without collets, jaw chuck and angle plate.
** Please specify desired size.
h Offer for collets, < 3 mm and chucks on request.
Edition 5
Ident. No.
100
E
Ident. No.
E
Ident. No.
O. R.
100
(O. R.)
100
(O. R.)
Prod. Gr. 250
Angle plates for mounting
631
Clamping tools
for No. 24503 and 24504
GB_2013_Abt2-1.fm Seite 632 Montag, 10. Mrz 2014 9:49 09
Dividing heads
Dividing heads
Continued next page
Mini dividing head with indirect division
Clamping tools
Design:
indirect division via a worm wheel, 6 per revolution, 6' per division
clamping using knurled nut
spindle fixture for collets 349E on tension, 3-20 mm
concentricity tolerance of spindle: 0.01 mm
Applications:
Thanks to the compact and manually operated divider partial tasks such as CNC milling, measuring,
marking, grinding, spark erosion (sinker and wire EDM) can be quickly and flexibly performed on measuring and processing machines.
25105
Ident. No.
120
Unit price
O. R.
Divider supplied without collets, jaw chuck and angle plate.
h Collets and angle plates No. 25106 and 25107.
Prod. Gr. 250
Angle plates for mounting
Continued next page
Dividing heads
Design:
Body in cast, dividing disc made of stainless steel, hardened and ground, concentricity tolerance of spindle:
0.02 mm, squareness tolerance of housing: 0.02 mm.
Division options:
Direct division: via dividing plate with 24 positions for dividing 2-3-4-6-8-12-24
Graduation: via scale and adjustable vernier, graduation value: 1
Application: for milling, drilling, finishing, marking horizontal and vertical.
Delivery: with 3 jaw chucks made of cast, T-nuts
Tip height A
Height C
Chuck D
Width F
Overall length L
Bore D
Slot width E
Morse taper
Weight
mm
mm
mm
mm
mm
mm
mm
25124
Kg
Ident. No.
Unit price
100
167,5 / 254
125
130 / 186
215
26,5
14
17,6
100
125
210,0 / 301
160
140 / 205
245
42,0
14
3
32,2
125d
160
265,0 / 382
200
160 / 228
300
55,0
18
4
55,3
160d
O. R.
(O. R.)
(O. R.)
d = Delivered ex works, postage and packaging excluded.
h Fixed and adjustable tailstocks on request.
632
200
330,0 / 469
250
180 / 259
340
76,0
18
4
86,5
200d
(O. R.)
Prod. Gr. 270
Edition 5
GB_2013_Abt2-1.fm Seite 633 Montag, 10. Mrz 2014 9:49 09
Dividing heads
Dividing heads
Continued next page
Dividing heads VTW
Size
Pitch H
Length/width B x C
Height E/G
Tenon block F
Spindle bore
25148
mm
mm
mm
mm
mm
Ident. No.
Unit price
2
100
190 x 120
165/235
14
42
020
4
150
230 x 160
245/320
18
66
040d
(O. R.)
(O. R.)
d = Delivered ex works, postage and packaging excluded.
h Additional equipment see No. 25149-25152 page 633 Special dividing discs on request.
Clamping tools
Division possibilities:
Direct division: via dividing plate with 24 positions for dividing 2-3-4-6-8-12-24. Special dividing plate
on request. Overall division error: max. 1'30".
Graduation: via scale and adjustable vernier, graduation value: 1/20 = 3', overall division error: max. 2'.
Application: with direct and graduated division, can be used vertically and horizontally.
Delivery:
Direct dividing plate with 24 positions* and 360- division, lever, T-nuts, operating instructions, test report,
without lathe chuck.
Prod. Gr. 252
Continued next page
3-jaw chucks with flange
additional device for dividing head No. 25148 page 633
Design: with one-piece reversible jaws.
For dividing head size
Chuck
Through-bore
Weight
25149
mm
mm
Kg
Ident. No.
125
32
6
020
140
40
7,5
025
160
42
9,5
040
Unit price
O. R.
O. R.
(O. R.)
h 4-jaw chuck und chucks with other dimensions on request.
200
55
16,5
045
O. R.
Prod. Gr. 252
Continued next page
Fixed tailstocks
additional device for dividing head No. 25148 page 633
For size
Height of centres
Centre point
Length of basic area
Slot width
25152
mm
MT
mm
mm
Ident. No.
Unit price
2
100
1
120
14
020
4
150
2
175
18
040
(O. R.)
O. R.
Prod. Gr. 252
Continued next page
Other available dividing heads
Semi-universal divider, swivel type,
for direct and indirect division
Universal divider, swivel type, for
direct, indirect and differential dividing and helical milling.
h Further information, advice and quotations available on request.
Edition 5
633
GB_2013_Abt2-1.fm Seite 634 Montag, 10. Mrz 2014 9:49 09
Tool guides
Slide guideways
Continued next page
NC dividers and NC rotary tables
Clamping tools
NC dividers and NC rotary tables designed by Walter have enjoyed a high reputation all over the world due to highest quality, cost efficiency and process reliability
for more than 75 years. The continuous further development of our devices ensures maximum precision and ultramodern technology. The latest generation of
the proven TANi series is the result of this long-standing tradition.
The new generation:
Ideal conditions for each production process where precision has top priority. The compact modular design enables the combination from several spindles and
axes. Top quality materials and an innovative design ensure perfect application conditions in any situation.
Sizes:
The 7 different sizes cover a wide spectrum of machining options and fields of use.
improved quality, higher precision, improved performance: the new reference comes in red.
Continued next page
Coordinate tables
Application: for use on drilling machines and light milling work.
Design:
With dovetail guide. Basic body from special cast alloy, ground clamping surface and guide ways. Flatness
tolerance 0.03 mm. Dovetail guides adjusted by means of guide strips. Swivel trapezium spindle with axial
bearings. Graduated drums with zero point adjustment, so that it can be read off directly without converting. 0.05 mm. graduation. Tables from 450 x 240 mm with coolant collection tray and fitted with
clamping levers in both axes, so they can be fixed in any position.
Clamping surface
Number of T-slots
Width of T-slots
Distance of T-slots
Longitudinal movement
Transverse movement
Pitch error in 100 mm
Spindle pitch
Transport load
Overall height (-0.01)
Floor space
Weight
mm
25728
mm
mm
mm
mm
mm
mm
N
mm
mm
Kg
Ident. No.
Unit price
300 x 160
3
10
50
180
100
0,01
2
750
78
160 x 160
16
010
450 x 240
3
14
60
275
155
0,01
5
2800
126
259 x 200
52
020d
580 x 240
3
14
60
375
155
0,01
5
2800
126
259 x 200
60
030d
O. R.
(O. R.)
(O. R.)
d = Delivered ex works, postage and packaging excluded.
h Clamping surface 650 x 270 and 800 x 270 mm and motor-driven models on application.
634
650 x 270
3
14
70
450
250
0,01
5
3000
140
365 x 220
90
070d
Ident. No. 010
Ident. No. 020-030
(O. R.)
Prod. Gr. 277
Edition 5
GB_2013_Abt2-1.fm Seite 635 Montag, 10. Mrz 2014 9:49 09
Tool guides
Slide guideways
Continued next page
DomiLINE slide guides
Size of slide
Bore hole gauge LK
Outside length L1
Inside length L2
Length L3
Travel
Height H
Spindle pitch
Carrying capacity
25680
Unit price
30
mm
mm
mm
mm
mm
mm
mm
Kg
Ident. No.
30
45
50
80
5
17
0,5
15
031
E (O. R.)
50
Clamping tools
Application:
For positioning tools, measuring instruments and workpieces. Aluminium sliding body, steel components
V2A. A variety of axial configurations is possible using special interface sets.
Design:
case-hardened guide surfaces give high load capacity and positive sliding friction coefficients.
low tolerance dynamics due to ball bearing-held, precision stainless steel spindles with plastic nut.
Application examples:
fine adjustment of soldering heads/welding heads/plasma heads
adjustment of inkjet printers
adjustment of measuring cameras
adjustment of small machining units (e. g. milling heads)
focusing of pilot lights
adjustment of laser heads for machining of surgical needles
dead-stop adjustment
central adjustment of lateral guides
process and adjustment of probes
3-D measurement
measurement of glass fibres
80
120
30
45
55
85
10
17
0,5
15
032
30
45
60
90
15
17
0,5
15
033
30
45
65
95
20
17
0,5
15
034
50
70
95
133
25
23
1
30
051
50
70
120
158
50
23
1
30
052
50
70
145
183
75
23
1
30
053
50
70
170
208
100
23
1
30
054
80
120
145
189
25
36
1
50
081
80
120
170
214
50
36
1
50
082
80
120
195
239
75
36
1
50
083
80
120
220
264
100
36
1
50
084
120
160
185
233
25
46
1
100
121
120
160
210
258
50
46
1
100
122
120
160
235
283
75
46
1
100
123
120
160
260
308
100
46
1
100
124
O. R.
(O. R.)
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
(O. R.)
(O. R.)
h Special models on request.
Prod. Gr. 276
Continued next page
Accessories
for slide guideways No. 25680
No. 25681 Mounting plate, serves as adapter, can be machined by customer
No. 25682 Fastener set B, required for fixing slide
No. 25683 Clamping lever for locking
No. 25684 Connecting set for mounting a slide with x-y-axis
No. 25685 Connecting set for mounting a slide with x-z-axis
No. 25686 Turning unit
No. 25687 Electronic position indicator (display: 3 places after the decimal point), reset function, chain
dimension shown, offset function, flexibility from right/left hand thread
3 No. 25684 Connecting set x-y
5
1 No. 25681 Mounting plate
2 No. 25685 Connecting set x-z
3 No. 25684 Connecting set x-y
4 No. 25682 Fastener set
5 No. 25687 Electronic position indicator
For slide size
Number
25681 Mounting plate
25682 Fastener set
25683 Clamping lever
25684 Connecting set
25685 Connecting set
25686 Suitable for shaft tools up to
300 mm long and for circular
saws up to 1300 mm.
25687 Electronic position indicator
Turning unit No. 25686
30
50
80
120
Ident. No. U. pr. E Ident. No. U. pr. E Ident. No. U. pr. E Ident. No. U. pr. E
030
O. R.
050
O. R.
080
O. R.
120
(O. R.)
030
O. R.
050
O. R.
080
O. R.
120
(O. R.)
050
O. R.
080
O. R.
120
(O. R.)
030
O. R.
050
O. R.
080
O. R.
120
O. R.
030
O. R.
050
O. R.
080
O. R.
120
(O. R.)
030
(O. R.)
050
(O. R.)
080
(O. R.)
120
(O. R.)
050
(O. R.)
080
(O. R.)
120
(O. R.)
3
2 No. 25685 Connecting set x-z
3 No. 25684 Connecting set x-y
5 No. 25687 Electronic position indicator
Prod. Gr. 276
Edition 5
635
GB_2013_Abt2-1.fm Seite 636 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Clamps
DIN 6314
Design: hardened and tempered steel, DIN 6314, lacquered
Clamping tools
26120
6,6
50
20
10
M6
Ident. No. 010
9
60
25
12
M8
020
11
80
30
15
M10
030
Unit price
E O. R.
O. R.
O. R.
Slot width
Length
Width
Height
For screws
mm
mm
mm
mm
14
18
22
100
125
125
160
160
200
40
40
50
50
60
60
20
20
25
25
30
30
M 12 and M 14 M 12 and M 14 M 16 and M 18 M 16 and M 18 M 20 and M 22 M 20 and M 22
040
050
060
070
080
090
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
200
70
30
M 24
100
26
250
70
35
M 24
110
33
250
80
40
M 30
120
O. R.
O. R.
O. R.
h Other sizes on request.
Prod. Gr. 260
Continued next page
Forked clamps, chamfered
DIN 6315 B
Design: chamfered, AMF, hardened and tempered steel, DIN 6315 B, lacquered
Slot width
Length
Width
Height
For screws
26125
11
14
18
22
100
125
160
200
160
200
250
200
250
315
200
31
38
38
38
48
48
48
52
62
62
66
20
25
25
25
30
30
40
40
40
40
40
M10 M 12 and M 12 and M 12 and M 16 and M 16 and M 16 and M 20 and M 20 and M 20 and M 24
M 14
M 14
M 14
M 18
M 18
M 18
M 22
M 22
M 22
Ident. No. 020 030
040
050
060
070
080
090
100
110
120
130
Unit price
mm 9
mm 80
mm 25
mm 15
M8
E O. R. O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
26
250
66
40
M 24
O. R.
315
66
40
M 24
250
74
50
M 30
33
315
74
50
M 30
400
74
50
M 30
140
150
160
170
180
O. R.
O. R. (O. R.) (O. R.) O. R.
h Other sizes on request.
Prod. Gr. 260
Continued next page
Forked clamps with round clamping lug
DIN 6315 C
Design: with round clamping lug, hardened and tempered steel, DIN 6315 C, lacquered
26130
Ident. No.
11
125
30
20
16
M10
030
Unit price
O. R.
Slot width
Length
Width
Height
Lug No. 26130
For screws
mm
mm
mm
mm
mm
14
18
22
26
160
40
25
20
M 12 and M 14
040
200
40
25
20
M 12 and M 14
050
200
50
30
24
M 16 and M 18
060
250
50
30
24
M 16 and M 18
070
250
60
40
30
M 20 and M 22
080
315
60
40
30
M 20 and M 22
090
250
70
40
38
M 24
100
315
70
40
38
M 24
110
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
h Other sizes and aluminium alloy version on request
Prod. Gr. 260
Continued next page
Forked clamps with nose
DIN 6315 GN
Design: with nose, hardened and tempered steel, DIN 6315 GN, lacquered
26132
Ident. No.
9
100
30
15
M8
020
Unit price
O. R.
Slot width
Length
Width
Height
For screws
mm
mm
mm
mm
11
125
30
20
M10
030
160
40
25
M 12 and M 14
040
14
200
40
25
M 12 and M 14
050
200
50
30
M 16 and M 18
060
250
50
30
M 16 and M 18
070
250
60
40
M 20 and M 22
080
315
60
40
M 20 and M 22
090
250
70
40
M 24
100
315
70
40
M 24
110
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
h Aluminium alloy forked clamp and other sizes on request
636
18
22
26
Prod. Gr. 260
Edition 5
GB_2013_Abt2-1.fm Seite 637 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Clamps, with stepped toothing
DIN 6314 Z
Slot width
Length
Width
Height
For screws
mm
mm
mm
mm
26136
Ident. No.
60
25
12
M8
020
Unit price
O. R.
100*
25
12
M8
025
80
30
15
M10
030
11
125*
30
15
M10
035
100
40
20
M 12/M 14
040
14
160*
40
20
M 12/M 14
045
125
50
25
M 16/M 18
050
18
200*
50
25
M 16/M 18
055
22
160
60
30
M 20/M 22
060
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
26
200
70
30
M 24
070
(O. R.)
* The long version is designed for large jaw openings through wide slot intervals or larger clamping depth on the workpiece, e. g. on engraving machines
h Aluminium version and other sizes on request.
Prod. Gr. 260
Continued next page
Clamping jaws, offset
DIN 6316
Design: stepped once, hardened and tempered steel, DIN 6316, lacquered
Slot width
Length
Width
Height
For screws
26138
mm
6,6
mm
60
mm
20
mm 10 x 20
M6
Ident. No.
010
E
Unit price
9
80
25
12 x 25
M8
020
11
100
30
15 x 30
M10
030
14
125
40
20 x 40
M 12 and M 14
040
125
50
25 x 50
M 16 and M 18
050
160
50
25 x 50
M 16 and M 18
060
160
60
30 x 60
M 20 and M 22
070
200
60
30 x 60
M 20 and M 22
080
200
70
35 x 70
M 24
090
250
70
35 x 70
M 24
100
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
18
22
26
h Other sizes and aluminium alloy version on request
Prod. Gr. 260
Continued next page
Clamping claws, chamfered
with support screw, hardened and tempered steel, lacquered
Clamping height
Flange
Clamp from to
screws
Clamping force
For table slots to DIN 650
Clamping range
Tensioning screw DIN 787
mm
mm
mm
26221
kN
mm
mm
m
mm
mm
Ident. No.
Unit price
Clamp length x width
10
8-32
10 x
10 x 80
80 x 30
010
12
10-40
12 x
12 x 100
100 x 40
020
14
10-38
12 x
14 x 100
100 x 40
030
16
13-48
16 x
16 x 125
125 x 50
040
18
13-46
16 x
18 x 125
125 x 50
050
16
29, 72h9
7,2-12,4
M4
4,2
100
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
19
31, 5h9
37, 5h9
12,2-14,2
13,5-20
M6
M8
8,5
11,1
101
102
O. R.
O. R.
22,2
50h8
18-27
M10
20
103
25,4
56h8
25,4-35,3
M 12
26,3
104
O. R.
O. R.
31,8
75, 5h8
29,3-51
M16
44,5
105
O. R.
Prod. Gr. 260
Edition 5
637
Clamping tools
Design: with stepped teeth, hardened and tempered steel, lacquered
Application: suitable packing blocks No. 26150-26151 page 641.
GB_2013_Abt2-1.fm Seite 638 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Stepped clamps
with support screw, hardened and tempered steel, lacquered
For table slots to DIN 650
Clamping range
Tensioning screw DIN 787
Clamping tools
Clamp length x width
26222
Unit price
Replacement support screws,
hardened and tempered,
tensile strength class 8.8
for No. 26221 and 26222
Thread/total length
mm
mm
m
mm
mm
Ident. No.
E
26222
mm
Ident. No.
Unit price
10
22-46
10 x
10 x 80
100 x 30
010
12
28-58
12 x
12 x 100
125 x 40
020
14
28-56
12 x
14 x 100
125 x 40
030
16
36-71
16 x
16 x 125
160 x 50
040
18
36-69
16 x
18 x 125
160 x 50
050
O. R.
O. R.
O. R.
O. R.
(O. R.)
M 10 x 47
110
M 12 x 59
112
M 16 x 68
116
O. R.
O. R.
O. R.
Prod. Gr. 260
Continued next page
Pull clamps
Design:
hardened, tempered and zinc-coated. The exterior spindle allows free access to the working area and
clamping in restricted spaces. Due to cross-shaped prisms, round parts can also be securely clamped. Infinitely height-adjustable.
Application:
for quick and secure clamping on machine beds and appliances.
Clamping height
Overhang
Rail
Clamping force at 50 mm clamping height
Hole for retaining screw
26220
max. mm
mm
mm
approx. N
mm
Ident. No.
Unit price
200
123-150
28 x 11
6500
16,5
020
O. R.
Prod. Gr. 265
Continued next page
Machine bed clamps
with lever, hardened and tempered, zinc plated, lever plastic coated
Design:
Clamping height continuously adjustable. The quick action clamps are fastened on the table using DIN 508
T-nuts and machine screws with hexagon socket (not included in the scope of delivery).
Size
Overhang
Clamping height
Rail dimensions
Clamping force max. at 50 mm clamping height
Hole for retaining screw
26220
Unit price
6
mm
100
mm
200
mm 19,5 x 9,5
N
3500
mm
10,5
Ident. No.
060
E
O. R.
8
120
200
22 x 10,5
5500
13
080
10
120
200
27 x 13
7500
16,5
100
O. R.
O. R.
12
140
240
30 x 15
10000
16,5
120
O. R.
Prod. Gr. 265
638
Edition 5
GB_2013_Abt2-1.fm Seite 639 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Clamps, short, infinitely adjustable
Unit price
For table slots to DIN 650
Clamping height h
Width x Length b x L
Overall height m
Hole b1
Suitable clamping screws DIN 787
Number *
26225
E
O. R.
mm
20 / 22
mm
0 - 65
mm
66 x 140
mm
98
mm
22
m 20 x 20 x 200 / 20 x 22 x 200
26200 750 / 26200 850
Ident. No.
030
O. R.
24 / 28
0 - 75
76 x 174
110
26
24 x 24 x 200 / 24 x 28 x 200
26200 950 / 26200 975
040
Unit price
O. R.
16 / 18
0 - 55
56 x 130
80
18
16 x 16 x 160 / 16 x 18 x 160
26200 545 / 26200 645
020
26225
mm
12 / 14
mm
0 - 35
mm
38 x 88
mm
52
mm
13
m 12 x 12 x 100 / 12 x 14 x 100
26200 335 / 26200 435
Ident. No.
010
For table slots to DIN 650
Clamping height h
Width x Length b x L
Overall height m
Hole b1
Suitable clamping screws DIN 787
Number *
Clamping tools
with U-piece
Design: tempered, zinc-coated and blue passivated. Continuously adjustable.
Application: suitable for robust use, e.g. on presses
Delivery: with U-piece, however without clamping screw*
b1
O. R.
h * Please order clamping screws separately see No. 26200 page 647.
Prod. Gr. 260
Continued next page
Clamps infinitely adjustable
Made of steel, hardened and tempered, galvanised
The infinitely variable clamp quickly spans various clamping heights without any additional support and
requires little space on the machine bed. It is designed for maximum load and is particularly suited to
clamping cutting and stamping tools.
With screws for T-slots DIN 787 8.8, nuts and disc
Version
Dimensions L x W
Holding forces
(depending on support
surface)
For table slots to DIN 650
Clamping height h
Clamp length x width
26223
Power-Coil Super roll
1500 x 300 1500 x 250
30-200
30-200
mm
12
14
16
18
20
22
mm 0-50
0-50
0-75
0-75
0-85
0-85
mm 50 x 140 50 x 140 50 x 140 50 x 140 60 x 175 60 x 175
Ident. No. 010
020
030
040
065
070
E
Unit price
O. R.
O. R.
O. R.
O. R.
(O. R.)
O. R.
100
O. R.
105
O. R.
Prod. Gr. 260
Continued next page
Crocodile clamping brackets with counter holder
Design: tempered, galvanised and with captive thrust piece and counter holder
Application:
The crocodile device is used for all clamping tasks in which clamping is done via T-slots and threaded boreholes. The pressure element is captively connected to the clamping claw which make the crocodile ready
to use fast and flexibly. Heights can be quickly overcome and the propping of the clamping claw does not
represent any problem.
Advantages:
variable and quick adjustability
the clamping bracket no longer has to be precisely bedded and brought to the height of the work piece,
because the brackets can compensate for a clamping height of up to 100 mm.
application in all fields of chip-removing and non-cutting machining
thrust piece and counter-holder are connected with the clamping claw in a captive manner.
particularly suitable for use on injection moulding machines and presses
the clamping height is variably adjustable with accessories
infinitely variable adjusting of the clamping height
Size
For T-slot sizes
Clamping force
Dimension H1
Claw width
Claw length
Claw height A
Brackets nose dimension A1
B1
26224
Unit price
1
mm 10/12/14
kN
30
mm
0-55
mm
44
mm
115
mm
27
17
mm
13
Ident. No.
010
E
O. R.
h Support extensions upon request, Art.-No. 26224 100-160
Edition 5
2
12/14/16/20
40
0-70
55
150
36
21
17
020
3
16/18/20/22
60
0-80
62
187
42
27
21
030
4
20/22/24/28
75
0-100
70
235
51
34
25
040
O. R.
O. R.
O. R.
Prod. Gr. 260
K
E1
H1
A1 A
639
GB_2013_Abt2-1.fm Seite 640 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Stepped brackets
made of special cast iron, for table slots 14 mm
Tensioning screw with threaded bush of hardened and tempered steel, tensile strength class 8.8
This stepped clamp is quickly ready to use as a clamping unit. The fine gradation of the interlocking steps
facilitates fast adjustment to the height of any workpiece up to approx. 195 mm. Due to the compact construction, the stepped jaw does not require much space on the machine bed.
Clamping tools
26233
mm
mm
Ident. No.
0-45
0,75
005
15-45
0,75
010
30-75
1,25
020
60-135
2,5
030
Unit price
O. R.
O. R.
O. R.
O. R.
For clamping height
Step height
h Stepped clamps for table slot 12, 16 and 18 mm on request
120-195
2,5
040
O. R.
Prod. Gr. 260
Continued next page
Deep clamping jaws, model 'Bulle'
Design: hardened, tempered, annealed in burnished finish
Application:
release jaws with the key to push them apart. The clamp is applied to the tool and clamped firmly with the
T-slot screws on the supporting plate. Pulling on the lateral screw initiates the wedge effect forwards and
down, so that the work piece is held firmly. No projecting tensioning screws. Clamps to the slot at any
angle. Deep clamping jaws are supplied with retaining screws, T-nuts and hexagon screwdriver
DIN ISO 2936. Also available for slot width 20, 24 and 30 mm. Prices on request.
Box qty.: delivered only in sets, 1 set = 2 pieces
For T-slot width
LxWxH
Screws
Clamping force F1/F2
Dimension l1/l2
26140
Set price
mm
12
14
16
18
22
28
mm 80 x 40 x 20 80 x 40 x 20 100 x 50 x 25 100 x 50 x 25 140 x 78 x 30 140 x 78 x 30
mm
M10
M12
M 14
M 16
M 20
M 24
kN 16/0,6
22/0,9
32/1,2
36/1,4
36/1,4
40/1,6
mm
39/26
39/26
46/34
46/34
65/50
65/50
Ident. No.
020
030
040
050
060
070
E
O. R.
O. R.
O. R.
O. R.
O. R.
(O. R.)
Prod. Gr. 260
Continued next page
Flat clamps, model 'Mini-Bulle'
Design: hardened, tempered, annealed in burnished finish, for flat work pieces
Application:
due to the wedging effect of the clamping jaws, the workpiece is pressed securely onto the machine bed.
The horizontal forces are absorbed by a screw fitting the size of the slot which provides for perfect clamping
without damaging the table.
Scope of delivery: with retaining screw and socket head wrench
Box qty.: delivered only in sets, 1 set = 2 pieces
mm
12
mm 2,5/13,5
mm
5/7
mm 52 x 18
kN
5/0,6
Ident. No.
010
For T-slot width a
Workpiece thickness 'h'* min./max.
Height 'X'/h1
Length lmax x b
Clamping force F1/F2
26141
Set price
*
O. R.
14
1,5/13,5
5/8
55 x 22
5,5/0,7
020
16
2,5/17,0
6/9
68 x 25
8/0,9
030
18
1,5/16,0
6/10
71 x 28
9/1
040
O. R.
O. R.
O. R.
With max. T-slot depth to DIN 650. To obtain lower clamping heights with minimum groove depth the
clamped item can be ground by 'X' mm.
22
4,5/21,5
9/14
89 x 35
16/1,9
050
(O. R.)
Prod. Gr. 260
Continued next page
Stepped frames
DIN 6318
Design:
machine casting, lacquered, floor space and step surface milled, with clamping steps each 7.5 mm difference in height.
Application: for brackets
26145
mm
mm
mm
Ident. No.
50
12,5
42,5
010
95
57,5
95
020
140
102,5
100
030
185
147,5
105
040
Unit price
O. R.
O. R.
O. R.
(O. R.)
Overall height
Lowest step
Overall width
230
192,5
110
050
O. R.
Prod. Gr. 260
640
Edition 5
GB_2013_Abt2-1.fm Seite 641 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Packing blocks
Size
External dimensions a x b x c
Minimum bearing surface h
Largest bearing surface H
mm
mm
mm
Ident. No.
26150
E
Ident. No.
Unit price
26151
Packing blocks set
1
33 x 19 x 30
23
51
110
2
66 x 35,5 x 30
39
107
120
3
131 x 68 x 30
71
208
130
O. R.
O. R.
010
O. R.
Set price
Clamping tools
Design: made of hardened and tempered steel, lacquered
No. 26150 Packing blocks
No. 26151 Packing blocks set: 8 pieces, size 1, 8 pieces, size 2, 4 pieces, size 3, in sturdy wooden case,
support height 22-208 mm
O. R.
h Packing blocks can be combined with clampspage 637
Prod. Gr. 260
Continued next page
Clamping tool assortments
basic assortment
Design:
all parts made of hardened tempered steel. T-slot screws hardened and tempered, thread rolled.
Application:
ideal for toolmaking, manufacture and training equipment, consisting of the most essential clamping tools
for conventional clamping on supporting plates with T-slots.
Delivery: in environmentally friendly transport case
mm
14
M12
165
16
M 14
195
26152
mm
kN
Kg
Ident. No.
70
20
10
140
100
28
11,1
160
Set price
O. R.
O. R.
For slot width
Thread
Clamping height
- for 2 clamping positions
- for 4 clamping positions
Clamping force
Weight
mm
Other sizes available
Prod. Gr. 260
Continued next page
Clamping tool assortment in box
Application: for machine tools with T-slot tables
Design: all parts made of tempered steel
This assortment includes all the necessary tools for rapid clamping of workpieces or apparatus on T-slotted
tables. With the deep clamping jaws (for sizes 20 M 20, 22 M 20 and 24 M 20 not included in the assortment for reasons of space and weight) thin plates can be clamped. All parts to DIN or factory standard are
interchangeable and can be supplemented. The spring cover can be removed so that the box can be accommodated open in the tool cupboard.
Literature is available for details of contents.
Ident. No. 010-018
Size
Clamping height 2x
Clamping height 4x
Box dimensions
Weight
26153
mm
mm
mm
approx. kg
Ident. No.
Unit price
10 M 10
2-230
2-140
355 x 270 x 47
9,2
010
12 M 12
2-270
2-160
460 x 330 x 50
14,3
012
14 M 12
2-270
2-160
460 x 330 x 50
14,6
014
16 M 14
2-270
2-160
510 x 415 x 50
18,5
015
16 M 16
2-270
2-160
510 x 415 x 50
21,5
016
18 M 16
2-270
2-160
510 x 415 x 50
21,5
018
O. R.
O. R.
O. R.
O. R.
(O. R.)
O. R.
22 M 20
2-270
2-160
480 x 528 x 60
24,5
022
(O. R.)
Prod. Gr. 260
Edition 5
641
GB_2013_Abt2-1.fm Seite 642 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Clamps
Design: with flat support, hardened and tempered steel, lacquered
With self-locking trapezoid spindle and end safety device
Clamping tools
26157
mm
mm
mm
mm
Kg
Ident. No.
38
50
31
12
1500
010
42
52
50
12
6000
020
50
70
50
12
6000
030
70
100
50
12
6000
040
100
140
68
12
10000
050
140
210
70
12
17000
060
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Minimum bearing surface
Largest bearing surface
Head
Centring hole
Carrying capacity
h Attachments see No. 26161, page 643
190
300
80
12
35000
070
O. R.
Prod. Gr. 260
Continued next page
Clamps with magnetic feet
Design:
with flat support, hardened and tempered steel, lacquered, with self-locking trapezoid spindle and end
safety device. Permanent and exact positioning of the workpiece provided by the permanent magnet in the
base.
26157
mm
mm
mm
mm
Kg
Ident. No.
52
62
50
12
6000
120
60
80
50
12
6000
130
Unit price
O. R.
O. R.
Minimum bearing surface
Largest bearing surface
Head
Centring hole
Carrying capacity
80
110
50
12
6000
140
O. R.
Prod. Gr. 260
Continued next page
Straightening wedges 'Herkules'
Design: spheroidal cast and steel hardened, tempered, annealed in burnished finish
Application:
for vertical alignment of complex castings or forgings on machine tools, fine adjustment.
The alignment piece can easily be adjusted using normal manual force with a load of 1/3 F max. The finely
machined wedge surfaces allow a smooth sensitive adjustment so that 0.1 mm is easy to adjust, either by
knurled screw or hexagon screwdriver. The double wedging action provides for large travel and a precise
vertical movement without lateral shifting.
Size
Smallest/largest support height
Dimensions A/B/L
Size
H height adjustment per revolution
F max
Weight
26170
mm
mm
mm
mm
kN
Kg
Ident. No.
Unit price
h Attachments see No. 26161, page 643.
642
63
50-63
40/-/63
8
0,86
40
1,3
063
125
100-125
60/115/125
14
1,16
100
8,6
125
O. R.
O. R.
Attachments see No. 26261
No. 26170
Prod. Gr. 260
Edition 5
GB_2013_Abt2-1.fm Seite 643 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Clamps
Smallest/largest support height
Head
Spindle strength
Carrying capacity
26160
mm 100/140 140/200 200/320 320/550 200/300 290/470 430/750
mm
46
46
46
46
65
65
65
mm
30
30
30
30
40
40
40
Kg 6000
6000
4000
2500
8000
6000
5000
Ident. No. 010
020
030
040
050
060
070
Unit price
E
Max. pressure by load
kN
Spherical adapter Ident. No.
26161
O. R.
O. R.
O. R.
O. R.
010
Unit price
E
Max. pressure by load
kN
V-shaped adapter Ident. No.
26161
O. R.
020
Unit price
E
Max. pressure by load
kN
Adapter with ball Ident. No.
26161
O. R.
30
030
O. R.
Unit price
O. R.
(O. R.)
Clamping tools
Design: spindle made of tempered steel, spindle head burnished, basic body painted
Single supports, interchangeable. Ident. No. 010 040 with counter nut, Ident. No. 050-070 with locking
screw, heavy-duty design.
No. 26160 010-070 Clamps without attachments
No. 26161 010-020 Ball or V-groove inserts
No. 26161 030 Adapter with rotating ball
Advantage:
rotating swivel bearing minimises support friction. No transmission of torsional forces through spindle
movement on the workpiece.
Ident. No. 010-040
Ident. No. 050-070
O. R.
No. 26161 010 No. 26161 020
No. 26161 030
Prod. Gr. 260
Continued next page
Stable clamping jaws
Design:
high model with exact Vee block guide. Body made from malleable cast iron, clamping jaws made of casehardened steel, reversible. Due to the large clamping area, suitable for lateral clamping of high workpieces.
Jaws rotatable, with smooth side for machined workpieces and grooved side for rough surfaces.
Application: for lateral clamping of high workpieces
Note:
for fixing the solid jaws on the machine bed we recommend the use of two retaining screws.
For slot width b1
Clamping force F1
F2*
Dimensions b1/h1
b/l
h/h2/h3
26178
mm
kN
kN
mm
mm
mm
Ident. No.
Unit price
12 14 16 18
8 15 20 28
1,2 2,2 3, 4,2
19/38
65/179
85/99/40
010
20 22 24 28 30
25 25 32 32 36
4,5 4,5 4,8 4,8 5,4
26/45
75/230
100/118/40
020
O. R.
O. R.
The clamping forces stated are obtained with optimum location of the fastening screws and utilisation of the max. permissible torque. The low drawing stress F2 is achieved with a smooth workpiece
surface.
Prod. Gr. 260
Continued next page
XPA clamping spindles for through holes
XPA clamping spindles are available in 11 sizes for clamping diameters from 4.1 - 175 mm. The diameter
of the fastening flange is concentric to the clamping diameter, which ensures excellent repeat accuracy.
Advantages:
5-side processing possible
space-saving: allows multiple clamping
can be machined easily: mandrels are made of construction steel and can therefore be turned at the
desired diameter without problem
easy to use
automatable
Clamping height
Flange
Clamp from to
screws
Clamping force
mm
mm
mm
26221
kN
Ident. No.
Unit price
16
29, 72h9
7,2-12,4
M4
4,2
100
31, 5h9
12,2-14,2
M6
8,5
101
19
37, 5h9
13,5-20
M8
11,1
102
22,2
50h8
18-27
M10
20
103
25,4
56h8
25,4-35,3
M 12
26,3
104
O. R.
O. R.
O. R.
O. R.
O. R.
31,8
75, 5h8
29,3-51
M16
44,5
105
O. R.
Prod. Gr. 101
Edition 5
643
GB_2013_Abt2-1.fm Seite 644 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Eccentric tensioning clamp for T-slots
Clamping tools
For clamping workpieces directly on the machine table, quickly and without
much effort. The small size makes it possible to clamp several workpieces.
Advantages:
For universal use for all workpiece shapes
Body and eccentric screw 10.9 hardened and tempered
hexagonal disc, made of brass
very flat design, almost no interfering edges
replaces gadgets
T slot width
High hexagonal disc
Size
Clamping force
26222
mm
mm
mm
kN
Ident. No.
8
4,8
16
3,4
201
10
4,8
16
3,4
202
12
4,8
21
3,6
203
14
6,4
21
9
204
16
9,5
25
18
205
18
9,5
25
18
206
20
12,7
30
27
207
22
12,7
30
27
208
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Price/pair
Prod. Gr. 101
Continued next page
Pittbull tension clamps
Pittbull tension clamps for fixture plates. Clamp with blunt edge.
Advantages:
space-saving ideal for multiple clamping
low design height no disturbing edges for your tool
compact design multi-side machining
high clamping force secure tension
strong pull-down force precise machining
Size
Length x
width
Clamping
force/piece
Screw
material
1
2
3
4
5
6
7
8
mm 9,50 x 9,5 9,50 x 9,5 12,70 x 12 12,70 x 12 '19,05 x 1 '19,05 x 1 '25,40 x 2 38,10 x 38
0
0
,70
,70
9,10
9,10
5,40
,10
kN 2,8/8
0,9/8
6,6/8
1,8/8
16/6
4,2/6
26/4
50/2
Steel
Brass
Steel
Brass
Steel
Brass
Steel
Brass
26222
Ident. No.
301
302
303
304
305
306
307
308
Set price
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 101
Continued next page
Power-Grip clamping foils
For clamping unstable parts that cannot be clamped otherwise due to their shape or lack of some property
Application:
POWER-GRIP is particularly suited for thin-walled fragile workpieces that would be deformed or damaged
by 'normal' clamping. The special composite clamping foil is placed e.g. between base plate and workpiece
and has, after heating to approx. 90, a holding force of up to 200 N/cmv. The base plate can then be
clamped into the vice as shown. After heating again, the workpiece can be detached from the base plate
without residues.
Advantages:
connects with steel, non-ferrous metals, glass, wood and most plastics
0.0125 mm thick holding medium, for precise tightening
enables 5-sided machining
reduces your equipment costs, solves your problems with difficult parts
ideal for small batch sizes
Ident. No. 100 power-roller with paper-carrier foil for even and flat workpieces
Ident. No. 105 super-roller with grid-carrier foil for greater adhesive force at irregular adhesive surface
Version
Dimensions L x W
Holding forces (depending on support surface)
26223
Ident. No.
Unit price
Power-Coil
1500 x 300
30-200
100
O. R.
Super roll
1500 x 250
30-200
105
O. R.
Prod. Gr. 278
644
Edition 5
GB_2013_Abt2-1.fm Seite 645 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Nuts for T-slots 'Rhombus'
Nominal dimensions of groove
Width A
Thread d
Length E
Height H
Height k
Tensile strength class
26194
12
11,7
10
18
14
7
8
010
14
13,7
12
22
16
8
8
020
16
15,7
14
25
18
9
6
030
18
17,7
16
28
20
10
6
040
20
19,7
16
32
24
12
8
050
22
21,7
20
35
28
14
6
070
27,7
20
44
36
18
8
075
27,7
24
44
36
18
6
080
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
mm
mm
m
mm
mm
mm
Ident. No.
Unit price
h Aluminium version on request
Clamping tools
Design: hardened and tempered
Application:
use from above, then turn, paying attention to the limit stop in the groove. The rhombus T-nuts have the
advantage in that they can be inserted from above. They are particularly useful with long T-slots or when
the holding of the supporting plate does not allow the retaining screws or T nuts to be introduced from the
side. The reduced contact surface in the T-slot allows less bearing capacity compared with comparable
sizes DIN 508.
28
Prod. Gr. 260
Continued next page
Nuts for T-slots
Ident. No. 010-130 tempered, tensile strength class 10, DIN 508
Ident. No. 220-310 tempered, tensile strength class 10, long form
Ident. No. 720-810 nut blanks, hardened and tempered steel 0.35-0.45 % C, without thread, for self-manufacture of nuts with non-standard thread.
h
k
Ident. No. 010-130
Ident. No. 220-310
Ident. No. 720-810
Ident. No. 010-030
Ident. No. 720-810
Nominal dimensions of groove
Width A
Thread d
Width E
Height H
Height k
Length
DIN 508
26195
mm
mm
m
mm
mm
mm
mm
Ident. No.
6
5,7
5
10
8
4
10
010
8
7,7
6
13
10
6
13
020
10
9,7
8
15
12
6
15
030
12
11,7
10
18
14
7
18
040
14
13,7
12
22
16
8
22
050
16
15,7
14
25
18
9
25
060*
18
17,7
16
28
20
10
28
070
20
19,7
18
32
24
12
32
080*
22
21,7
20
35
28
14
35
090
24
23,7
22
40
32
16
40
100*
28
27,7
24
44
36
18
44
110
36
35,6
30
54
44
22
54
130
Unit price
Length
Long Shape
E
mm
Ident. No.
O. R.
O. R.
26
220
O. R.
30
230
O. R.
36
240
O. R.
44
250
O. R.
50
260
O. R.
56
270
O. R.
64
280
O. R.
70
290
O. R.
O. R.
88
310
O. R.
Nut blanks
E
Ident. No.
O. R.
720
O. R.
730
O. R.
740
O. R.
750
O. R.
760
O. R.
770
O. R.
780
O. R.
790
800
O. R.
810
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
26195
Unit price
26195
Unit price
*
not correspond to DIN 508.
Prod. Gr. 260
Continued next page
Fixed T-nuts
Design:
precision ground to fit, C 15 case hardened, therefore short alignment times.
Application:
screwed down in pairs into the standardised 20 mm wide alignment groove of the devices. By changing the
nuts, each device can be used on several machines with different slot widths.
Slot dimension on machine (b)/
on device
Height x length
For screws DIN 912*
mm
12/20
14/20
16/20
18/20
mm
10 x 22
M 6 x 10
112
10 x 25
M 6 x 16
114
10 x 25
M 6 x 16
116
10 x 25
M 6 x 16
120
O. R.
O. R.
O. R.
O. R.
26196
Ident. No.
Unit price
* Screws not supplied
h Other sizes and flat T-nuts on request.
Edition 5
Jig
Sliding block
Machine bench
Prod. Gr. 260
645
GB_2013_Abt2-1.fm Seite 646 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Loose T-nuts
DIN 6323
Slot dimension on machine b1
Slot dimension on device b2
Dimensions h/h1
Dimensions l
26196
mm
mm
mm
mm
Ident. No.
Unit price
12
12
20
28,6/5,5
14/5,5
20
32
212
312
O. R.
O. R.
14
20
14/5,5
32
314
16
20
14/5,5
32
316
18
20
14/5,5
32
318
O. R.
O. R.
O. R.
1 = device
2 = supporting plate
22
20
50,5/7
40
322
O. R.
Prod. Gr. 260
Continued next page
Studs
DIN 6379
Design: hardened and tempered, rolled thread
M 6 up to M 12 tensile strength class 10.9
M 14 up to M 24 tensile strength class 8.8
Thread d
Total length L1
Thread length b1
Thread length b
26197
Unit price
Thread d
Total length L1
Thread length b1
Thread length b
26197
Unit price
Thread d
Total length L1
Thread length b1
Thread length b
26197
Unit price
b1
M6
80
50
9
064
40
20
11
080
63
40
11
082
M8
100
63
11
084
E O. R.
O. R.
O. R.
O. R.
125
75
15
124
O. R.
M12
160
100
15
125
200
125
15
126
63
32
17
140
E O. R.
O. R.
O. R.
125
70
27
202
160
100
27
203
E O. R.
O. R.
mm
mm
mm
Ident. No.
mm
mm
mm
Ident. No.
b
L1
50
30
9
062
mm
mm
mm
Ident. No.
h Other lengths and threads available on request
646
Clamping tools
Design: C 15 case-hardened and ground
Application:
the T-nuts, after rough aligning, are pushed in full laterally. During transport of the device no T-nuts protruding from beneath and the machine bed cannot be damaged.
Ident. No. 212 for small machines = jig groove 12 mm
Ident. No. 312-322 for small machines = jig groove 20 mm
125
75
11
085
160
100
11
086
50
25
13
100
80
50
13
102
M10
125
75
13
104
160
100
13
105
200
125
13
106
50
25
15
110
63
32
15
120
M12
80
50
15
121
100
63
15
122
O. R.
M 14
100
160
63
100
17
17
142
144
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
250
160
17
146
63
32
19
150
80
50
19
160
100
63
19
161
125
75
19
162
O. R.
M 16
160
100
19
164
200
125
19
165
250
160
19
166
315
180
19
168
O. R.
M 20
80
32
27
200
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
315
200
27
208
400
250
27
209
500
315
27
210
100
45
35
240
125
70
35
241
160
100
35
242
200
125
35
243
O. R.
O. R.
M 24
250
315
160
200
35
35
244
245
O. R.
200
125
27
204
O. R.
M 20
250
160
27
206
400
250
35
246
500
315
35
247
630
315
35
248
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Prod. Gr. 260
Edition 5
GB_2013_Abt2-1.fm Seite 647 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
T-slot screws
DIN 787
mm
mm
Ident. No.
M8
7,7
13 x 6
110
M10
9,7
15 x 6
11,7
18 x 7
13,7
22 x 8
15,7
25 x 9
17,7
28 x 10
19,7
32 x 12
21,7
35 x 14
23,7
40 x 16
27,7
44 x 18
40*
E
Ident. No.
O. R.
115
215
50*
E
Ident. No.
O. R.
120
O. R.
220
320
420
63*
E
Ident. No.
O. R.
125
O. R.
225
O. R.
325
O. R.
425
525
625
80*
E
Ident. No.
O. R.
130
O. R.
230
O. R.
330
O. R.
430
O. R.
530
O. R.
630
730
830
100*
E
Ident. No.
O. R.
135
O. R.
235
O. R.
335
O. R.
435
O. R.
535
O. R.
635
O. R.
735
O. R.
835
935
125*
E
Ident. No.
O. R.
O. R.
240
O. R.
340
O. R.
440
O. R.
540
O. R.
640
O. R.
740
O. R.
840
(O. R.)
940
965
160*
E
Ident. No.
O. R.
245
O. R.
345
O. R.
445
O. R.
545
O. R.
645
O. R.
745
O. R.
845
O. R.
945
O. R.
970
200*
E
Ident. No.
(O. R.)
O. R.
350
O. R.
450
O. R.
550
O. R.
650
O. R.
750
O. R.
850
O. R.
950
O. R.
975
250*
E
Ident. No.
O. R.
355
O. R.
455
O. R.
555
O. R.
655
O. R.
755
O. R.
855
O. R.
955
O. R.
980
O. R.
O. R.
O. R.
O. R.
(O. R.)
O. R.
(O. R.)
Thread d
a
Head dimensions e x k
32*
26200
Unit price
26200
Unit price
26200
Unit price
26200
Unit price
26200
Unit price
26200
Unit price
26200
Unit price
26200
Unit price
26200
Unit price
26200
Unit price
M12
Clamping tools
Design: forged, hardened
M 8 up to M 12 tensile strength class 10.9
M 16 up to M 24 tensile strength class 8.8
With milled guide and long rolled thread, with deep nuts DIN 6330 B hardened and tempered, and thick
washers DIN 6340 hardened. Other T-slot screws up to 500 mm long, with metric thread up to M 42 available on request.
M 16
M 20
M 24
* Length without head in mm
h Other lengths and groove widths available on request.
O. R.
Prod. Gr. 260
Continued next page
T-slot covers
made of anodised aluminium, up to 2000 mm
Application:
to cover the T-slots on the machine bed. The lubricant can flow unhindered and the chips are wiped away
in seconds.
Delivery: without drain holes
For T-slot
26202
Set consisting of:
5 rails at 400 mm
with drain holes
Set price
26202
As before, however
without drain holes
Set price
26202
Rails 1000 mm
with drain holes
Unit price
26202
Rails 1000 mm
without drain holes
Unit price
26202
Unit price
Rails 2000 mm
without drain holes
mm
Ident. No.
14
014
16
016
18
018
20
22
28
36
E
Ident. No.
O. R.
114
(O. R.)
116
O. R.
118
122
E
Ident. No.
O. R.
214
O. R.
O. R.
218
O. R.
222
228
E
Ident. No.
(O. R.)
314
316
O. R.
318
O. R.
322
(O. R.)
328
E
Ident. No.
O. R.
414
O. R.
416
O. R.
418
420
O. R.
422
(O. R.)
428
436
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 265
Edition 5
647
GB_2013_Abt2-1.fm Seite 648 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Hexagonal nuts
Design: hardened and tempered, tensile strength group 10
Ident. No. 008-030 with collar, DIN 6331, turned and milled**.
Ident. No. 080-300 without collar, DIN 6330 B, ball-shaped at the top, even contact surface underneath.
With ball-shaped end, can be used directly with conical washer DIN 6319 D
No. 26208 612-624 or DIN 6319 G No. 26208 712-724. Can be used with hardened
washers DIN 6340, No. 26208 080-360.
Clamping tools
Thread
Jaw openings of spanner
Width across corners e
Height m
Collar height a
Collar D1
With collar
26206
Unit price
26206
Without collar
Unit price
Thread
Jaw openings of spanner
Width across corners e
Height m
Collar height a
Collar D1
With collar
26206
Unit price
26206
Without collar
mm
mm
mm
mm
mm
Ident. No.
M8
13
14,4
12
3,5
18
008
M 10*
17
18,9
15
4
22
010
M10
16
17,8
15
4
22
011
M 12*
19
21,1
18
4
25
012
M12
18
20,0
18
4
25
013
M 14*
22
24,5
21
4,5
28
014
M 14
21
23,4
21
4,5
28
015
E
Ident. No.
O. R.
080
O. R.
100
O. R.
101
O. R.
120
O. R.
121
O. R.
140
O. R.
O. R.
M 18
27
30,1
27
5
34
018
O. R.
M 20
30
33,5
30
6
37
020
O. R.
M 22
34
37,7
33
6
40
023
O. R.
M 24
36
40,0
36
6
45
024
O. R.
M 30
46
51,3
45
8
58
030
mm
mm
mm
mm
mm
Ident. No.
O. R.
M 16
24
26,8
24
5
31
016
E
Ident. No.
O. R.
160
O. R.
180
O. R.
200
O. R.
220
O. R.
240
O. R.
300
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
Unit price
* According to DIN 6331 : 1965-03 (valid until Aug. 1991).
** Forged version on request.
Ident. No. 008-030
Ident. No. 080-300
Prod. Gr. 260
Continued next page
Quick-action clamping nuts without collar
Design: hardened, tempered, tensile strength group 6
Application:
Reduction of mounting or clamping times by easy bridging of long screw threads and clamping spindles.
Slide quick-clamping screw laterally directly on the screw thread as far as the clamping point and lock it.
Once the lower part is securely attached at the clamping point, the upper part is screwed onto it with a
1/ to 1/ turn.
4
2
Thread
Jaw openings of spanner
Height m
Without collar
26206
mm
mm
Ident. No.
M6
16
9
706
M8
19
10,5
708
M10
22
12,5
710
M12
27
15
712
M 16
34
16
716
O. R.
O. R.
O. R.
O. R.
O. R.
Unit price
M 20
41
22
720
O. R.
Prod. Gr. 260
Continued next page
Extension nuts
Design: hardened and tempered, tensile strength class 10, flat both ends
26207
M8
mm 13
mm 14,4
mm 24
Ident. No. 080
Unit price
E O. R.
Thread
Jaw openings of spanner
Width across corners e
Height m
M 10* M 12* M12 M 14* M 14 M 16 M 20 M 24
17
19
18
22
21
24
30
36
18,9
21,1 20,0 24,5 23,4 26,8 33,5 40,0
30
36
36
42
42
48
60
72
100
120
121
140
141 160 200 240
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
** Old DIN standards.
O. R.
M 30
46
51,3
90
300
O. R.
Prod. Gr. 260
Continued next page
Washers
DIN 6340
Design: washers hardened and tempered 350 + 80 HV 30.
26208
m 8
inch 5/16
mm 8,4
mm 23
mm 4
Ident. No. 080
10,5
28
4
100
Unit price
E O. R.
O. R.
For screws
For screws
Inside d1
Outside d2
Height s
10
12
3/
1/
2
13
35
5
120
14
15
40
5
140
O. R.
O. R.
16
17
45
6
160
18
19
45
6
180
21
50
6
200
23
50
8
220
25
60
8
240
O. R.
O. R.
O. R.
O. R.
O. R. (O. R.) O. R. (O. R.)
5/
20
22
24
3/
7/
7/
27
11/16
28
68
10
270
30
11/8
31
68
10
300
36
11/4
38
80
12
360
Prod. Gr. 260
648
Edition 5
GB_2013_Abt2-1.fm Seite 649 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Mechanical clamping elements
Continued next page
Spherical washers
DIN 6319 C
Design: conical washers case hardened and phosphatised
Minimum order qty.: 10 pieces
8
8,4
17
3,2
12
512
10
10,5
21
4
15
514
12
13
24
4,6
17
516
14
15
28
5
22
518
16
17
30
5,3
22
520
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
20
21
36
6,3
27
522
Clamping tools
26208
m
mm
mm
mm
mm
Ident. No.
For screws
Inside d1
Outside d3
Height = h2
Radius r
O. R.
Prod. Gr. 260
Continued next page
Conical washer, case-hardened and phosphatised
DIN 6319 D
Design: conical washers case hardened and phosphatised
Application:
for use only on drill holes, not on slots. Only use when conical washer is fully supported.
26208
m
mm
mm
mm
Ident. No.
8
9,6
17
3,5
612
10
12
21
4,2
614
12
14,2
24
5
616
14
16,5
28
5,6
618
16
19
30
6,2
620
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
For screws
Inside d2
Outside d4
Height = h3
20
23,2
36
7,5
622
O. R.
Prod. Gr. 260
Continued next page
Conical washer, pressed, hardened and tempered
DIN 6319 G
Design: conical washers stamped, pressed hardened and tempered.
Application: thanks to the large diameter, particularly well suited to clamping over the slot for clamps.
Washers and spherical seals to transfer clamping force in cases where clamping elements need to adapt
to uneven clamping areas.
26208
m
mm
mm
mm
Ident. No.
8
9,6
24
5
712
10
12
30
5
714
12
14,2
36
6
716
14
16,5
40
6
718
16
19
44
7
720
Unit price
O. R.
O. R.
O. R.
O. R.
O. R.
For screws
Inside d2
Outside d5
Height = h4
20
23,2
50
8
722
O. R.
Prod. Gr. 260
Continued next page
Clamping screw sets
for T-slots
Design: all parts are hardened and tempered, tensile strength class 8 or 10, complete with wooden case.
Any clamping height is possible using the extension screws and studs (extension bolts).
For slot width
Thread
T-slot screws DIN 787
mm
Studs DIN 6379
(extension bolts)
T-nuts DIN 508
High nuts DIN 6330 B
Extension nuts
Spherical discs and conical
washers
DIN 6319 C and G
Discs/washers DIN 6340
Box dimensions
10
M10
2 off M10/40
4 pieces M10/63
4 pieces M10/100
4 off M10/50
4 pieces M10/80
4 pieces M10/200
4 pieces
4 pieces
4 of each
26209
mm
Ident. No.
Set price
12
14
M12
M12
2 off M12/50
2 off M12/50
4 pieces M12/80 4 pieces M12/80
4 pieces M12/125
4 off M12/63
4 off M12/63
4 pieces M12/100 4 pieces M12/100
4 pieces M12/200 4 pieces M12/125
4 pieces M12/200
4 pieces
4 pieces
4 pieces
4 pieces
4 pieces
4 of each
4 of each
(16)
16
M 14
M 16
2 off M14/63
2 off M16/63
4 pieces M14/100 4 pieces M16/100
4 pieces M16/160
4 off M16/80
4 off M14/63
4 pieces M14/100 4 pieces M16/125
4 pieces M14/160 4 pieces M16/250
4 pieces M14/250
4 pieces
4 pieces
4 pieces
4 pieces
4 pieces
4 of each
4 of each
18
22
M 16
M 20
2 off M16/63
2 off M20/80
4 pieces M16/100 4 pieces M20/125
4 off M20/80
4 off M16/80
4 pieces M16/125 4 pieces M20/125
4 pieces M16/160 4 pieces M20/200
4 pieces M16/250 4 pieces M20/315
4 pieces
4 pieces
4 pieces
4 pieces
4 pieces
4 pieces
4 of each
4 of each
4 pieces
254 x 188 x 32
100
4 pieces
278 x 234 x 36
120
4 pieces
278 x 234 x 36
140
4 pieces
317 x 239 x 44
160
4 pieces
339 x 294 x 48
165
4 pieces
339 x 294 x 48
180
O. R.
O. R.
O. R.
O. R.
(O. R.)
O. R.
4 pieces
358 x 342 x 56
220
O. R.
Prod. Gr. 260
Edition 5
649
GB_2013_Abt2-1.fm Seite 650 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Quick action clamps
Continued next page
Vertical quick action toggle clamps/horizontal base*
Clamping tools
with open support arm
AMF Ident. No. 005-050:
Design:
zinc-plated and passivated for better protection against corrosion with red oil-resistant plastic handle,
case-hardened and greased bearing bushes.
Delivery:
with pressure screw galvanised and passivated for improved rust-protection with protective cap
ORION Ident. No. 810-850
Design: galvanised with red plastic handle.
Delivery: with pressure screw and protective cap
Size
Hole intervals c x m
Hole d
Clamping height h
Retention force F1
Retention force F2
Overall height H
Overall length L
Pressure screw
26212
mm
mm
N
N
mm
mm
Ident. No.
AMF
Unit price
ORION Unit price
Size
Hole intervals c x m
Hole d
Clamping height h
Retention force F1
Retention force F2
Overall height H
Overall length L
Pressure screw
26212
E
E
mm
mm
N
N
mm
mm
Ident. No.
AMF
Unit price
ORION Unit price
E
E
0
8,5 x 23
4,5
18
500
700
81
49
M 4 x 25
005
1
2
16 x 22,5-26 20 x 23-31
4,5
5,5
19
23
600
800
1100
1200
98,5
139,5
60
82
M 5 x 30
M 6 x 35
010
020
3
20 x 32,5
7,5
33
1200
2500
186
112
M 8 x 45
030
4
5
32 x 43,5-46,5 45 x 45-50
8,6
8,5
42,5
55,8
1700
3000
3000
5000
221
281
140
195
M 8 x 65
M 12 x 80
040
050
O. R.
1
15,9 x 23,8
4,4
19
500
77
51,4
810
O. R.
2
12,7 x 27,0
5,2
22,7
910
97,3
64
820
O. R.
3
19 x 31,8
7,2
31,8
2270
140
139,7
830
O. R.
4
31,8 x 45,3
8,7
44
3400
202
141,1
840
O. R.
5
31,8 x 45,2
8,7
51
4500
225
176,2
850
O. R.
O. R.
O. R.
O. R.
O. R.
h * Also available with vertical foot.
Quotation and detailed brochure on request.
Pneumatic unit for automatic operation on request.
Size 0-4 also available in stainless steel.
O. R.
Illustration might be different
H1
I
H
F1
F2
E
HW
F
B
L1
L2
M
P
AMF = Prod. Gr. 260
ORION = Prod. Gr. 264
D
M
M1
M
L
C
K
D
D
M
K
M1
M
C
K
L
C
Continued next page
Vertical acting toggle clamps
with horizontal base
Design:
reamed and case-hardened bearing bushes. Hardened, ground and permanently greased bolts. Burnished
steel, arm made of cast steel, handle made of oil-resistant red plastic.
Scope of delivery: complete with tempered, galvanised pressure screw.
Size
Hole intervals c/m
Hole d
Clamping height h
Retention force F1
Bore hole gauge LK
Length L1
Length l2
Pressure screw
mm
mm
mm
N
mm
mm
mm
26212
Ident. No.
Unit price
2
20/32
7,1
25
2500
31
85
94
M 6 x 50
520
4
30/45
8,5
44
5000
52
146
160
M 12 x 80
540
O. R.
(O. R.)
Prod. Gr. 260
650
m
h
c
F1
L1
L2
Edition 5
GB_2013_Abt2-1.fm Seite 651 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Quick action clamps
Continued next page
Vertical quick action toggle clamps with angular base
with open support arm
Design:
zinc-coated and passivated. Stainless steel rivets, case-hardened and greased bearing bushes. Bearing
points greased. Ergonomic handle made of red, oil-resistant plastic
Delivery: with tempered, zinc-coated pressure screw.
mm
mm
mm
approx. N
approx. N
mm
mm
26213
Ident. No.
Unit price
1
20 x 14
4,5
45
800
1100
125
60
98
M 5 x 30
010
2
25,5 x 20
6,1
60
1000
1200
167
78
105
M 6 x 35
020
O. R.
O. R.
3
28,5 x 24
6,5
71
1400
2500
223
112
105
M 8 x 45
030
Clamping tools
Size
Hole intervals c x g
Hole d
Clamping height h
Retention force F1
Retention force F2
Overall height H
Overall width
Angle
Pressure screw
O. R.
h Stainless steel version (size 2) on request.
Prod. Gr. 260
F1
F2
g
Continued next page
Horizontal quick action toggle clamps
with open support arm and horizontal foot*
AMF Ident. No. 005-250
Design: zinc plated and passivated for better protection against rust with red oil-resistant plastic handle,
case-hardened and greased bearing bushes.
Delivery: with pressure screw and protective cap.
ORION Ident. No. 805-840
Design: galvanised with red plastic handle.
Delivery: with pressure screw and protective cap
Size
Hole intervals c x m
Hole d
Clamping height h
Retention force F1
Retention force F2
Overall height H
Overall length L
Pressure screw
AMF
26215
Unit price
Hole intervals c x m
Hole d
Clamping height h
Retention force F1
Retention force F2
Overall height H
Overall length L
Pressure screw
ORION
26215
mm
mm
mm
approx. N
approx. N
mm
mm
Ident. No.
E
mm
mm
mm
approx. N
approx. N
mm
mm
Ident. No.
Unit price
h * Also available with vertical foot.
Detailed brochure on request.
Stainless steel version on request.
Edition 5
0
11,5 x 15,5
4,6
14,5
250
400
23
79
M 4 x 25
005
1
13 x 12,5
5,2
19
800
1100
30
120
M 5 x 30
010
2
26
5,6
24
1000
1200
45
162
M 6 x 35
020
3
25,7
6,5
32
1800
2500
48,5
206
M 8 x 45
030
4
41
8,5
45
2000
3000
75
287
M 8 x 65
040
O. R.
15,9 x 15,9
4,4
10
270
18
79
805
O. R.
27,8 x 22
5,2
25,4
900
38,1
142
810
O. R.
24 x 34
8,5
23,5
2500
37,5
189
820
O. R.
30 x 37
10,5
36,5
2800
56,5
279
830
O. R.
37 x 50,5
11
38,1
5000
58,1
279
840
O. R.
O. R.
O. R.
O. R.
O. R.
AMF = Prod. Gr. 260
ORION = Prod. Gr. 264
Illustration might be different
H
F1
F2
L
d
m
c
Size 0-1
D
D1
M1
M
L
K
Size 2-3-4
651
GB_2013_Abt2-1.fm Seite 652 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Quick action clamps
Continued next page
Knuckle levers STC-HH
Quick fixing with self-adjusting clamping width
The lever is horizontal in the tension setting. The knuckle lever has an automatic infinite adjustment of the
clamping height of the setting range for approximate constant clamping force without manual change of
the pressure screw position. The clamping force can be adapted to requirements by simple turning of the
set screw in the clamping fixture joint. Protective cap on the pressure plate can be removed. Base plate
hole patterns are suitable for mm and inch. Stable and hardened and tempered design.
L1
L2
L3
L4
L5
L6
L7
L8
H1
H2
H3
H4
H5
B1
B2
B3
B4
Lo1
Lo2
Lo3
Lo4
Version
Travel
Clamping force
Weight
26220
mm
N
Kg
Ident. No.
Unit price
STC HH70
mm
210
66
40
23
115
64
50
53
64
175
13
68
38
13
8
26
57
25,4
25,4
38
32-44
6,3
STC HH50
40
2500
0,38
220
STC HH70
60
2500
0,42
230
O. R.
O. R.
1 plastic handle of the component with soft fabric insert
2 Adjustable clamping force up to 2500N by adjusting
the adjustment screw
H4
H3
H1
H5
L4
L3
L2
L5
H2
L1
Lo2
Lo1
B3
B1
B2
Lo3
Lo4
B3
L5
L7
L6
L8
Prod. Gr. 265
Continued next page
Pneumatic horizontal quick action toggle clamps
with horizontal cylinder attachment
Design: with double-acting FESTO pneumatic cylinder, magnetic piston for end position request. Clamp
galvanised and passivated, rivet made of stainless steel, case-hardened bearing bushes and bearing points
greased, throttling holes for dampened speed
Size
Hole intervals c x m
Hole d
Clamping height h
Retention force F1
Retention force F2
Overall height H
Overall length L1+L2
Pressure screw
connection bolt for compressed air
AMF
26215
mm
mm
mm
approx. N
approx. N
mm
mm
R
Ident. No.
E
Unit price
2
20 x 247
5,5
26
1000
1200
104
162+52
M 6 x 35
M5
200
3
20 x 32
7,5
36
1400
2500
152
178+79
M 8 x 45
G 1/8
210
4
32 x 45
8,5
45,5
2000
3000
189
214+100
M 8 x 65
G 1/8
250
(O. R.)
O. R.
O. R.
Illustration might be different
d
m
c
Prod. Gr. 260
Continued next page
Horizontal quick action toggle clamps
with open retaining arm and angular foot
Design:
zinc-coated and passivated. Stainless steel rivets which run in case-hardened bearing
bushes. Bearing points greased. Ergonomic handle made of red, oil-resistant plastic
Delivery: with tempered, zinc-coated pressure screw.
26216
Ident. No.
Unit price
2
25,5 x 20
5,6
73
1000
1200
88,5
162
M 6 x 35
020
3
28,5 x 24
6,8
70
1800
2500
86,0
206
M 8 x 45
030
O. R.
O. R.
Prod. Gr. 260
652
F1
F2
d
mm
mm
mm
approx. N
approx. N
mm
mm
Size
Hole intervals c x g
Hole d
Clamping height h
Retention force F1
Retention force F2
Overall height H
Overall length L
Pressure screw
Clamping tools
Length of total
Length of cantilever
Spindle setting range
printing plate
Length of base
Length of base plate
Length of base plate 2
Length 2K handle
Height grip below
Height grip on top
High cantilever
High spindle complete
High basis
width, extension arm -outsidewidth, extension arm -insidewidth 2K handle
wide base plate
Hole intervals 1
Hole intervals 2
Hole intervals 3
Slotting distance
hole
STC HH50
mm
210
66
40
23
115
64
50
53
46
155
13
50
20
13
8
26
57
25,4
25,4
38
32-44
6,3
Edition 5
GB_2013_Abt2-1.fm Seite 653 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Quick action clamps
Continued next page
Pneumatic horizontal quick action toggle clamps
with vertical cylinder structure
Design: space saving thanks to angled design with double-acting FESTO pneumatic cylinder, magnetic
piston for end position request. Can be mounted in horizontal or vertical position, throttling holes for dampened speed, clamp galvanised and passivated, rivet made of stainless steel, case-hardened bearing bushes
and bearing points greased
mm
mm
mm
approx. N
approx. N
mm
mm
26216
R
Ident. No.
Unit price
2
12,5 x 27
5,5
65
1000
1200
143
56+90
M 6 x 35
M5
110
3
16 x 25,4
6,5
72
1400
2500
184
82+105
M 8 x 45
G 1/8
120
(O. R.)
O. R.
4
32 x 45
8,5
100
2000
3000
244
102+133
M 8 x 65
G 1/8
130
Clamping tools
Size
Hole intervals c x g
Hole d
Clamping height h
Retention force F1
Retention force F2
Overall height H
Overall length L1+L2
Pressure screw
connection bolt for compressed air
O. R.
Prod. Gr. 260
90
H1
I
F5
W
F3 F4
N
H
HW
H5
R
F1 F2
H4
H3
F
B
U
R
D
A
G
V
Continued next page
Push rod clamps
compression and tension clamp with small angular base
Design: with long tie rod guide Handle adjustable to any angle to the basic surface. The clamping fixture
can be fastened to tin plate without the angled base or can be screwed into the body of the device with a
thread on the end face. Individual parts zinc plated, red, oil resistant plastic handle, case-hardened and
greased bearing bushes, stainless steel rivets.
Delivery: with pressure screw and protective cap.
Size
Hole interval e
Hole d
Clamping stroke
Retention force F (compression and tension)
Clamping height h (up to centre of screw)
Angle base width (k)
Total height x length (H x L)
Pressure screw
mm
mm
mm
approx. N
mm
mm
mm
26217
Ident. No.
Unit price
h Other models available.
Detailed brochure on request.
Stainless steel version (size 0 and 3) on request.
0
16
4,5
16
800
12
25
49,3 x 96
M 4 x 20
005
1
16-19,5
4,5
20
1000
15
30
60,5 x 121
M 4 x 20
010
3
29,5-42,5
6,5
32
2500
25
60
108 x 190
M 8 x 35
030
O. R.
O. R.
O. R.
Prod. Gr. 260
h
d
Edition 5
653
GB_2013_Abt2-1.fm Seite 654 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Quick action clamps
Continued next page
Push rod clamps
compression and tension clamp short model
Design: with long tie rod guide, fastening thread and nut. Zinc plated and passivated. Stainless steel rivets.
Dowel screws tempered. Bearing points greased. Ergonomic handle made of red, oil-resistant plastic.
Application: the push rod clamp can be fastened to sheet steel walls, or screwed into body of the device
with a thread on the end face. Besides, the flange fastening using angular base is possible.
Delivery: with tempered, zinc-coated pressure screw.
Clamping tools
Size
Fastening screw k
Clamping stroke c
Holding force F1 and F2 (pressure and tension)
Tie rod a
Overall height x length
Pressure screw
mm
N
mm
mm
26218
Ident. No.
Unit price
2
M 16 x 1,5
21,5
1000
10
23 x 70
M 6 x 25
020
3
M 20 x 1,5
40
2500
12
123 x 110
M 8 x 35
030
O. R.
O. R.
h Stainless steel version on request.
5
M 24 x 1,5
67
4000
16
149 x 175
M 12 x 50
050
O. R.
Prod. Gr. 260
H1
F1
F2
M2
E
HUB
HW
L2
B
L1
L3
N
A
Continued next page
Stable angle bases
Application: for fastening the push rod clamp. Also for extending the application range by providing more
clamping height, and for installing in devices.
Size
Width A
Height i
Depth f
k
Dimension H
Dimension B
Hole intervals c/g
Drill
26218
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
Unit price
h Stainless steel version on request.
654
2
60
40
40
16,2
24
11
11-18/40
6,7
520
3
65
50
44
20,2
33
14,5
19/41
6,7
530
O. R.
O. R.
5
70
60
60
24,0
37
17
32/45
9
550
O. R.
Prod. Gr. 260
k
g
d
c
b
a
Ident. No. 520
b
a
Ident. No. 530-550
Edition 5
GB_2013_Abt2-1.fm Seite 655 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Quick action clamps
Continued next page
Pull clamps (under tension)
with elbow lever transmission
Design: opening of the clamp by the machining force is prevented by the self-locking device in the tension
setting. Zinc-plated and passivated. Case-hardened and greased bearing bushes, stainless steel rivets.
Hook and clamping sleeve hardened and tempered. Red oil-resistant plastic handle.
Pull clamp
Ident. No. 110-150
Length l1
Size
Tensile force
Setting range
Height = h1
Length l1
1
3
5
kN
2
3
5
mm
8
12
14
mm
33
36
70
mm
148
242
320
Dimension table: Pull clamp
Size B1
B2
C
D
E1
E2
G
mm mm mm mm mm mm mm
1 16-23 35-42 19 5,30 17-24 35-42 4,5
3 32-44 65-77 19 7,10 39-51 72-84 5,5
5 26-40 57-71 29 10,75 27-42 58-73 11,2
Dimension table: steady
Size
B
C
D
mm
mm
mm
1
6
19
8
3
6
19
10
5
12
29
15
h Stainless steel version on request.
G
mm
4,5
5,5
11,2
H
mm
22,7
22,7
49,0
Steady
26219
26219
U. pr. E
O. R.
O. R.
O. R.
Ident. No.
110
130
150
H1
mm
34,5
36,0
69,0
H
mm
22,7
22,7
49,1
Pull clamps
Ident. No.
210
230
250
H2 K
L
L1
M
mm mm mm mm
mm
111 6 31 62,6 26,0-30,0
181 13 40 123,5 31,5-35,5
282 13 55 189,5 55,5-63,0
K
mm
6
13
13
L
mm
31
40
55
M
mm
26,0-30,0
31,3-35,8
56,5-64,0
N
mm
40
45
85
N
mm
40
45
86
U. pr. E
O. R.
O. R.
O. R.
R
mm
4,5
5,5
8,0
Steady
Ident. No. 210-250
G
S
mm
45
98
147
O
mm
6,9
10,9
13,8
Prod. Gr. 260
Clamping tools
Height = h1
M N
K
C
L
L1
H2
B2
R
D
H1
H
S
L1
B2
E1
B1
E1
G
B
H
N M O
C K
L
Continued next page
Horizontal quick action toggle clamps, complete, with counter holder
Design: galvanised and passivated, rivet made of stainless steel, case-hardened bearing bushes. Hooks
hardened and tempered, bearing points greased, ergonomic, oil-resistant handle with large hand rest and
soft component.
Size
Tensile force
Height H
Length l1
26219
kN
mm
mm
Ident. No.
Unit price
Dimension table: Pull clamp
Size
b
c
d
mm
mm mm
2
42-76
13
5,2
3
53,5-101
19
6,5
4
66-130
32
8,5
D1
mm
4
6
8
e
mm
38-72
48,6-96
59-123
F
mm
11
14
19
2
1,6
47
125-159
310
3
3,2
70
169-216
320
4
7
94,5
209-273
330
O. R.
O. R.
O. R.
HW1
mm
12
19
26
H
mm
99
135,5
171,5
k
mm
6,4
8
9,5
L5
mm
69
93
111
m
mm
19,5-23,5
24,5-32
35-46
N
P
mm
mm
38
26
48
35
64,3 53,5
Prod. Gr. 260
h
HW1
L5
l1
P
d
D1
d
mN
k
F
Edition 5
655
GB_2013_Abt2-1.fm Seite 656 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Quick action clamps
Continued next page
Horizontal quick action toggle clamps, complete, with counter holder
Design: galvanised and passivated, rivet made of stainless steel, case-hardened bearing bushes. Hooks
hardened and tempered, bearing points greased, ergonomic, oil-resistant handle with large hand rest and
soft component.
Clamping tools
Size
Tensile force
Height H
Length l1
26219
kN
mm
mm
Ident. No.
Unit price
Dimension table: Pull clamp
Size B min. B max. C
D D1 E min. E max.
mm
mm mm mm mm mm
mm
2
24
49
13 5,2 4
5
30
3
34,5
64
19 6,5 6
7
36
4
43
81
32 8,5 8
9
47
2
1,6
47
91-158
410
3
3,2
70
125-190
420
4
7
94,5
151-239
430
O. R.
O. R.
O. R.
F
H H1
mm mm mm
11 4,5 47
14 6 70
19 8 94,5
H2 K L1 L2
M
N
P
mm mm mm mm
mm
mm mm
99 6,4 91 158 19,5-23,5 38 26
136 8 125 190 24,5-32,0 48 35
168 9,5 151 239 35,0-46,0 64,5 53,5
Prod. Gr. 260
L2
L1
H2
H1
D1
E
B
F
D
H
D
N M
C
P
Continued next page
Combi clamping fixtures
compression and tension clamp short model
Design:
Galvanised and passivated. Rivets made of rust-free steel that run in case-hardened bearing bushes. Ergonomic handle impervious to oil with a large area for gripping.
Advantages:
positioning and clamping in one work step
retracted clamping arm, thereby simplifying workpiece removal
robust and stable construction
Delivery: with two pressure screws.
Size A
HW1
minimum
25
HW1
maximum
32
HW2
minimum
5
HW2
maximum
10
12 7,5 150
2 19,5 56 50 6,5 32 9 28 46 94 87
30
40
14
24
16 12,5 219
40
50
20
30
20 20 270
B C D E
F G
H1 H2
17 33 40 5,5 15 0,5 22 36 74 62
29 74 50 8,5 37 14 34 55,5 110 106
N P
34,539,5
48,561,5
60-80
53 55
H2
75 75
96 90
F1
H1
F2
HW1
G
F
HW2
L
D
26231
N
N
g
Ident. No.
1
1000
1000
340
010
2
2000
2000
700
020
3
3000
3000
1620
030
Unit price
(O. R.)
(O. R.)
(O. R.)
Size
Retention force F1
Retention force F2
Weight
h Stainless steel version on request.
656
N M A
Prod. Gr. 260
Edition 5
GB_2013_Abt2-1.fm Seite 657 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Quick action clamps
Continued next page
Moveable clamping force devices
Unit price
M12 x 14
0-63
135
32-97
16
25
3016
010
M12 x 16
0-63
135
32-97
16
25
3042
020
M16 x 18
0-63
135
32-97
20
30
3360
030
O. R.
(O. R.)
(O. R.)
Prod. Gr. 260
M16
SW 13
32
26242
mm
mm
mm
mm
mm
g
Ident. No.
A1
Slot width G
Clamping height H
Height A 1
Dimension k
Dimension L1
Dimension L2
Weight
Clamping tools
Application:
For use on machine tools, for quick, reliable and straightforward clamping. Use in T-slots 14-28 mm and on
locking plates M12 und M16.
Design:
Robust clamping element made from a hardened and tempered steel alloy.
For variable clamping heights on a basic element which can be moved.
clamping force up to 16 kN or 25 kN
variable clamping heights 0-63 mm
low-wear because there are two joints
four different thrust-piece variants
Consisting of:
basic element
carrier
pressure piece with smooth surface
T-nut DIN 508 with cheese head screw, tensile strength class 12.9
40
54
L1 L2
135
Continued next page
BLOC BRIDE clamping unit
Application: for use on machine tools for drilling, milling, thread cutting and countersinking.
Design:
simple, infinitely variable adjusting of the clamping height
clamping force depending on stability and machining of workpiece up to 16 kN infinitely variable (distortion-free clamping).
simultaneous clamping of work piece and fixing of the clamping unit to any point on the table by
turning the spanner.
adjust to shape of workpiece surface using interchangeable function shoes
exchangeable T-nuts with compression spring for each slot width for fast assembly of the clamping unit.
interchangeable lever arms, short and long version, for good access to work piece.
Base elements without spanner
Fastening options:
1 Basic element
2 Spanner
5 Extension arm
6 Height support
Ident. No. 010-020
Designation
Arm max. capacity R/L
Clamping height h
26245
Unit price
Designation
Basic elements
mm
mm
Ident. No.
E
26245
Ident. No.
Unit price
h Complete clamping set on request.
Edition 5
77/33
0-80
010
105/61
8-102
020
Ident. No. 074
O. R.
O. R.
Height support without T-nut
074
O. R.
Prod. Gr. 265
657
GB_2013_Abt2-1.fm Seite 658 Montag, 10. Mrz 2014 9:49 09
Conventional workpiece clamping
Quick action clamps
Continued next page
Extension arm, function shoe and spanner
for BLOC BRIDE clamping unit
Fastening options:
Designation
Clamping tools
26245 Unit
Ident. No.
Unit price
E
Ident. No.
26245 Spare clamping
shoe**
E
Ident. No.
Unit price
26245 Set
E
Ident. No.
Set price
26245 Spanner
Extension
arm*
300
Longitudinal
bridge
305
Transverse
bridge
310
O. R.
O. R.
O. R.
001
O. R.
O. R.
Ident. No. 300
Ident. No. 305
Ident. No. 310
Ident. No. 315
O. R.
400
O. R.
500
Unit price
Longitudinal Transverse VV-groove
groove
315
320
O. R.
* Extends the load by 90 mm.
** For No 26245 010 and 020.
Prod. Gr. 265
Ident. No. 500
Ident. No. 320
Continued next page
T-nuts
for clamping unit
With countersinking incl. compression spring and fixing screw M 10 DIN ISO 1479.
26245
mm
mm
Ident. No.
12
40
212
14
40
214
16
40
216
Unit price
O. R.
O. R.
O. R.
For slot width
Screw length
18
45
218
O. R.
Prod. Gr. 265
Continued next page
Clamping bolts
Application: a thread in the lower section of the bolt (length 50 mm) is used directly for tight clamping to the machine table using T-nuts. With the lengths 100
and 150 mm, this thread can be replaced by a threaded bolt so that larger threads and T-nuts can be used as well. The washer prevents any damage to the
machine table, and also prevents any slipping when tightening up. Clamping is performed by means of a tempered-steel screw. The brass clamping ring prevents
damage to the workpiece.
Advantage: short set-up time, optimum use of the machine table, low disruptive edges, free pass while milling and drilling.
Delivery: with clamping bolts and standard clamping screw (8-40 mm).
In addition, extension screws for the clamping ranges of 40-67 mm and 65-87 mm. are available.
3
4
5
1
M16
6
39.5
1 Clamping range
2 Length (js6)
3 width a.f. 18
4 Clamping screw
5 Clamping ring
6 Diameter 22 mm
7 width a.f. 36
8 Washer
9 Thread connection M
7
8
Length ( js6 )
Clamping range
Thread connection
mm
mm
m
Ident. No.
26240
Unit price
*
O. R.
Extension screw for clamping range 68 - 87 mm
E
Ident. No.
O. R.
121
O. R.
Shape of the bolt deviates from drawing, base 39.5 mm flows spherical downwards at 64 mm.
658
O. R.
E
Ident. No.
Unit price
26240
8 - 40
12
012
Extension screw for clamping range 40 - 67 mm
Unit price
26240
50
8 - 40
10
011
100
8 - 40
10
021
150*
8 - 40
10
031
O. R.
O. R.
111
Prod. Gr. 265
Edition 5
GB_2013_Abt2-1.fm Seite 659 Montag, 10. Mrz 2014 9:49 09
Positioning pieces
Parallel underlays
Continued next page
Rhombus screws
Design:
Forged design version made of hardened and tempered steel, T-slot guide milled with rolled thread, tensile
strength class 10.9
26201
mm
mm 50
m 12
mm 13,7
mm 35
mm 22
mm 8
Ident. No. 010
14
80
12
13,7
55
22
8
020
125
12
13,7
75
22
8
030
63
16
17,7
45
28
10
040
18
100
16
17,7
65
28
10
050
160
16
17,7
100
28
10
060
80
20
21,7
55
35
14
070
22
125
20
21,7
85
35
14
080
200
20
21,7
120
35
14
090
100
24
27,7
70
44
18
100
28
125
24
27,7
85
44
18
110
250
24
27,7
150
44
18
120
Unit price
E O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
h Matching nuts No. 26206 008-030 DIN 6330B and disc No. 26206 080-300 DIN 6340 see page 648.
Clamping tools
T-slot
L1
D thread
A
B
E
K
K
E
Prod. Gr. 260
Continued next page
Magnetic parallel support sets
Application:
magnetic parallel supports for quick setup, no skidding. Thanks to a parallel support thickness of 2.5 mm,
holes can be drilled near the vice jaw.
Design:
support pairs made of hardened tool steel with approx. 62 HRC, surfaces burnished.
Delivery: in plastic case, 5 support pairs each
Length
Consisting of
Thickness x height
26255
mm
100
125
160
5 pairs
5 pairs
5 pairs
mm 2,5 x 20, 2,5 x 27, 2,5 x 29, 2,5 x 15, 2,5 x 30, 2,5 x 35, 2,5 x 22, 2,5 x 30, 2,5 x 37,
2,5 x 31, 2,5 x 32
2,5 x 37, 2,5 x 39
2,5 x 42, 2,5 x 47
Ident. No.
100
125
160
E
Set price
O. R.
O. R.
O. R.
Prod. Gr. 280
Product video:
use your mobile phone to scan the QR code.
Continued next page
Parallel support pairs
steel, case-hardened, finely ground in pairs and true-to-angle
In pairs, tolerance IT 5, nominal dimensions to DIN ISO 2768-1 tolerance group m.
Application:
can be used as bearing blocks, stops or distance pieces on machine tools, for machine vices or marking
plates for the parallel contact of workpieces. Due to the positive stepping the parallel pieces are also useful
for marking. It is possible to lay two sizes on top of each other, and so many combinations are possible.
Several similarly aligned pairs are available on request.
mm
8
mm 2,5
mm
63
mm 0,006
mm 0,004
Ident. No. 208
10
3,2
63
0,006
0,005
210
12
4
63
0,008
0,005
212
16
5
63
0,008
0,005
216
20
6,3
63
0,009
0,006
220
12
4
100
0,008
0,005
312
16
5
100
0,008
0,005
316
20
6,3
100
0,009
0,006
320
O. R.
32
10
100
0,011
0,006
332
(O. R.)
40
12
100
0,011
0,008
340
O. R.
25
8
160
0,009
0,006
425
O. R.
32
10
160
0,011
0,006
432
O. R.
40
12
160
0,011
0,008
440
O. R.
50
16
160
0,011
0,008
450
O. R.
26257
E O. R.
mm 25
mm
8
mm 100
mm 0,009
mm 0,006
Ident. No. 325
Price/pair
O. R.
(O. R.)
O. R.
(O. R.)
O. R.
(O. R.)
Height H
Bore hole gauge LK
Length L
Parallelism tolerance tp1
Parallelism tolerance tp2
26257
Price/pair
Height H
Bore hole gauge LK
Length L
Parallelism tolerance tp1
Parallelism tolerance tp2
O. R.
DIN 6346
Prod. Gr. 260
Edition 5
659
GB_2013_Abt2-1.fm Seite 660 Montag, 10. Mrz 2014 9:49 09
Positioning pieces
Parallel underlays
Continued next page
Parallel support set in precision design
Steel, hardened, parallelism and dimensional tolerance of 0.004 mm.
Finely ground in pairs. Narrow longitudinal surfaces are flat, parallel and machined with precise
dimensions.
Height
Length x width
Parallelism and dimension tolerance
Clamping tools
35221
mm
mm
mm
Ident. No.
Set price
14 16 18 20 22 24 26 28 30 32 35 40 45 50
150 x 10
0,004
010
Calibration
on request.
O. R.
Prod. Gr. 353
Continued next page
Parallel support sets
steel, hardened, fine ground, true to angle
Application:
for parallel holding of workpieces in machine vices, machine tools or marking plates. The dimensions allow
for diverse combinations.
Delivery:
in wooden case with 14 pairs of packing pieces. Height tolerance within a pair 0.01 mm.
Height
Length x width
Pair tolerance H
Nominal size tolerance H + W (DIN 7168 m)
Nominal size tolerance H (DIN 7168 m)
mm
mm
mm
mm
mm
26256
Ident. No.
Set price
14 16 18 20 22 24 26 28 30 32 35 40 45 50
150 x 10
150 x 10
0,010
0,010
0,02
0.20 (at height 14-30)
0.30 (at height 32-50)
010
020
O. R.
O. R.
Prod. Gr. 264
Continued next page
Parallel support sets
steel, hardened, fine ground, true to angle
In pairs, tolerance IT 5, absolute dimension to DIN 7168 average.
Application:
for parallel holding of workpieces in machine vices, machine tools or marking plates. The dimensions allow
for diverse combinations.
Supplied in wooden stands.
Set steel parallels
Consisting of
1 pair each of
Width x height
mm
Pair
Length mm
mm
2-24
20
100
2 x 5 2 x 10 2 x 15
2 x 20 3 x 6 3 x 11
3 x 16 3 x 21 4 x 7
4 x 12 4 x 17 4 x 22
5 x 8 5 x 13 5 x 18
5 x 23 6 x 9 6 x 14
6 x 19 6 x 24
26254
Ident. No.
010
Set price
O. R.
8-42*
24
24
125
150
8 x 11 8 x 16 8 x 21
8 x 11 8 x 16 8 x 21
8 x 26 8 x 31 8 x 36
8 x 26 8 x 31 8 x 36
10 x 13 10 x 18 10 x 23
10 x 13 10 x 18 10 x 23
10 x 28 10 x 33 10 x 38
10 x 28 10 x 33 10 x 38
12 x 15 12 x 20 12 x 25
12 x 15 12 x 20 12 x 25
12 x 30 12 x 35 12 x 40
12 x 30 12 x 35 12 x 40
14 x 17 14 x 22 14 x 27
14 x 17 14 x 22 14 x 27
14 x 32 14 x 37 14 x 42
14 x 32 14 x 37 14 x 42
020
030
O. R.
O. R.
Except 9 mm.
Prod. Gr. 264
Continued next page
Parallel support sets, undulated
In pairs, tolerance IT 5, nominal dimensions to DIN ISO 2768-1 tolerance group m.
Application: for very small or very narrow workpieces.
Design: spring steel, hardened and tempered, precision-ground.
Advantages:
very narrow as well as small workpieces can be clamped in parallel in the vice.
no chips on the support surface
pair tolerance tp height IT 5
nominal size tolerance height 0.004 mm
Scope of delivery: in wooden case
Height
Set Size
Length x width
Consisting of
mm
mm
mm
26258
Ident. No.
Set price
9 11 13 15 17 19 21 23
9-23
110 x 0,3
8 pairs
110
25 27 29 31 33 35 37 39
25-39
110 x 0,3
8 pairs
120
O. R.
O. R.
Prod. Gr. 260
660
Edition 5
GB_2013_Abt2-1.fm Seite 661 Montag, 10. Mrz 2014 9:49 09
Positioning pieces
Mounting devices
Continued next page
Angle plates for mounting
grey cast iron
Simple, stable design, with machined clamping surfaces and reinforcing ribs.
Squareness tolerance 0.04/100 mm.
150
75
100
010
200
100
150
020
275
150
200
15
030
Unit price
O. R.
O. R.
O. R.
d = Delivered ex works, postage and packaging excluded.
h Other sizes on request.
400
225
300
45
040d
Clamping tools
26260
approx. mm
approx. mm
approx. mm
approx. kg
Ident. No.
Length L
Bore hole gauge LK
Height H
Weight
O. R.
Prod. Gr. 264
L
Continued next page
Sine tables
cast iron, simple design
Design:
can be clamped in any angular position.
both standing areas planed
movable through 90.
approx. mm
approx. mm
300/300
255/300
390/400
300/370
approx. mm
26300
mm
approx. kg
Ident. No.
160
3
14
45
030
210
4
14
65
040d
Unit price
O. R.
O. R.
Clamping surface
Floor area
Height of clamping area,
horizontal
Number of T-slots
T-slots similar to DIN 650
Weight
d = Delivered ex works, postage and packaging excluded.
h Other sizes and more precise tolerances on request.
Prod. Gr. 264
Continued next page
Boxes
made from cast iron
Design:
with slots to clamp workpieces. Can also be used as steel parallels. Squareness tolerance to DIN 875 accuracy level 2, end face cleanly milled.
Length L
Bore hole gauge LK
Height H
Slot width
Weight
26302
approx. mm
approx. mm
approx. mm
approx. mm
approx. kg
Ident. No.
Unit price
250
150
100
18
10
010
300
200
150
18
20
020
(O. R.)
(O. R.)
d = Delivered ex works, postage and packaging excluded.
h Other sizes on request.
500
300
250
22
85
040d
(O. R.)
Prod. Gr. 267
Continued next page
Drilling tables
grey cast iron, for radial drilling machines and similar.
Design: the two clamping surfaces are machined at right angles to each other. Available with coolant collection tray at extra charge on request.
h Further information, advice and quotations available on request.
Edition 5
Prod. Gr. 267
661
GB_2013_Abt2-1.fm Seite 662 Montag, 10. Mrz 2014 9:49 09
Positioning pieces
Mounting devices
Continued next page
Rubber machine mounting plates
1
80
25
15
M10
80
3
120
32
20
M12
90
5
160
35
20
M 16 x 1,5
100
6
185
39
20
M 20 x 1,5
120
450
1000
2000
3500
26400
Kg
Kg
Kg
Kg
Kg
Ident. No.
220
300
220
480
600
010
420
600
420
1200
2000
030
1000
1500
1000
3000
4000
052
2000
2800
2000
4000
5500
060
Unit price
O. R.
O. R.
O. R.
Size
Height H
Leveller range N
Thread
Screw length
Carrying capacity per element for:
U presses, generally
number of strokes up to 100/min*
U lathes
U milling machines
U surface grinding machines
U machines, general
Static stress max.
mm
mm
mm
mm
Kg
O. R.
h * Higher number of strokes, different lengths available on request.
Prod. Gr. 265
Continued next page
Elastic mounting plates
Application:
for non-slip anchor-free erection of machines and apparatus for which there are no possibilities for fixing
for leveling plates (No. 26400). An angled stay can be cut off for arranging in rows.
Material: elastomer body 802 C (CR 80 Shore A), oil and ageing-resistant.
Type
Dimensions L x W x H
Carrying capacity
26402
mm
Kg
Ident. No.
Unit price
EPA 7
70 x 70 x 13
750
010
EPA 10
100 x 100 x 13
1500
020
O. R.
O. R.
Prod. Gr. 265
Continued next page
Levelling shoes, extremely light-weight - heavy duty
with non-skid device and attenuation lining for anchor-free erection
Application:
for machines with no fixing possibility or machines requiring particularly rigid erection. Adjustment via
wedge through a lateral set screw.
Design: multi-component material Cermalan
Ho
Ni
Ni
mm
mm
mm
mm
115
200
115
200
40
56
screwed through
Size
Carrying capacity
10
14
(max.)
kg/element
2800
10000
h Other design sizes for higher load in screw on or screw through version available.
26404
Ident. No.
U. pr. E
030
040
O. R.
(O. R.)
Prod. Gr. 265
H0
H 50
H 57
screwed
without setting gauges
Type
Clamping tools
for erecting machines without foundations and floor anchorings
Design:
vibration-insulating, shock-absorbing, height-adjustable, body sound insulating, without anchorage, antislip, resistant to oil and ageing.
The mounting plates prevent the transfer of machine vibrations and impact on the floor and building. Structure-borne noise cannot spread. No risk of damage to the building from vibrations. No necessity for foundations and floor anchoring. Long life and effortless assembly.
Selection criteria:
check type of machine
number of mounts = number of fastening holes
screw size (diameter, length)
machine weight divided by the number of mounts to be supported = weight per mount.
selection of mounts given in load table below
Please ask for advice for solutions to complex problems with vibration, in particular with pressing, please
ask for details.
C
A
662
Edition 5
GB_2013_Abt2-1.fm Seite 663 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Workpiece clamping selection overview
Continued next page
Vices
Workpiece stops
a
High-accuracy positioning
page 664
Precision vices
RHM, WITTE
Grinding, inspection and eroding work
page 665
Drilling machine vices
a, RHM, ORION
Drilling, countersinking and thread cutting on
drilling machines
page 666
Machine vices
KESEL, RHM
Cutting on CNC machining centres (NC
machines as well)
page 667
Special clampings
a) Pneumatic clamping (KESEL)
b) Adjustable on 3 levels (KESEL)
a) For automation
b) Angle machining
page 669
page 669
High-pressure machine vices
Heavy-duty cutting
Mechanical-hydraulic
a, HILMA, KESEL, RHM
page 670
Mechanical-mechanical
a, RHM
page 675
3- and 5-axis machine vices
Heavy-duty cutting
Modular structure
(variable height and clamping width)
a
page 677
Compact structure
a, RHM
page 680
Centred structure
a, HEMO, RHM
page 682
Multiple clamping vices
a
Clamping tools
Tool selection Quick overview
Machining of raw parts and on 5 sides
Series cutting
page 685
Flexible workspace use
Multi-function clamping vices
a
Heavy-duty cutting
page 688
Flexible components
0-point clamping system
a
Minimising the setup times
page 689
Optimising the production times
h Fixed and loose T-nuts No. 26196 page 645.
Edition 5
663
GB_2013_Abt2-1.fm Seite 664 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Workpiece stops
Continued next page
Workpiece stops
adjustable in five axes
Application: for use on drilling and milling machines
Design: quickly adjustable, flexible, stable. For T-nuts with thread M8
Scope of delivery: with T-nuts 12 and 14 mm
Nuts for T-slots
E
mm
Ident. No.
12
039
14
048
O. R.
O. R.
Unit price
O. R.
i Selection overview vices page 663.
16
057
18
067
O. R.
O. R.
No. 26111 = Prod. Gr. 281
No. 26195 = Prod. Gr. 260
41
Continued next page
Magnetic workpiece stops
Application: for use on drilling and milling machines
Design:
powerful magnets for reliable holding position of quick attachment at the vice.
Advantages:
handy design with very high holding power
simple yet effective handling
universal application
small space-saving size
reduction of the set-up times thank to fast tooling
Delivery: with threaded rods
26111
Magnetic workpiece stops
Ident. No.
120
O. R.
Unit price
i Selection overview vices page 663.
Prod. Gr. 281
Continued next page
Limit stops
Application:
As workpiece stop on tool machines. The short design ground to 0.01 mm height tolerance, polished construction, is also suitable as support for offset workpieces.
Design:
steel construction, limit stop case-hardened and ground. The rhomboid holding plate allows insertion and
clamping of the limit stop at any point on the T-slot.
Delivery: as set = 8-parts
Slot nominal dimensions b (h6)
l1*
a (- 0,6)
d1 ( 0,01)
H
l2
Screws DIN EN ISO 4762
26253
12
25*
12
20
6
8
M 6 x 35
Ident. No.
020
mm
mm
mm
mm
mm
mm
Unit price
O. R.
25
14
32
8
9
M 8 x 35
025
14
50*
14
32
8
9
M 8 x 60
030
16
25
16
32
8
10
M 8 x 45
035
25
18
40
10
15
M 10 x 50
045
O. R.
O. R.
(O. R.)
O. R.
* Long version Tolerance = 0.2 mm.
h Other sizes on request.
i Selection overview vices page 663.
18
50*
18
40
10
15
M 10 x 75
050
O. R.
Prod. Gr. 265
Continued next page
Universal interchangeable false jaws with angle preadjustment
Application:
For clamping workpieces for milling, drilling or grinding at an angle of 0 to 45.
Compatible with any kind of vice and jaw.
Function:
by releasing the two screws the desired angle can be set on the contact disc of the workpiece.
Mounting:
The jaw is placed against the fixed jaw of the vice. Precise positioning is effected by means of the dead
stop on the jaw. The jaw is fixed by the inlaid magnet.
28912
mm
mm
mm
mm
Ident. No.
Unit price
i Selection overview vices page 663.
664
125
42
10
73
125
160
52
10
100
160
(O. R.)
(O. R.)
Prod. Gr. 281
Jaw width L
Jaw height b
Depth D
Equipment A
L
A
3
D
Clamping tools
Unit price
For slot width
26195
020
Ident. No.
75 210
Work piece stops with
T-nuts 12 and 14 mm
15
5
26111
210
Edition 5
GB_2013_Abt2-1.fm Seite 665 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Precision vices
Continued next page
Precisioin vices
Clamping tools
operated with hexagon socket key
Application: for horizontal, vertical and lateral grinding, inspection and eroding jobs.
Design: alloyed tool steel, hardened, smoothed and polished. Parallelism tolerance 0.005 mm/100 mm.
Ident. No. 110-150 parallelism tolerance 0.002 mm/100 mm
Ident. No. 010-030 parallelism tolerance 0.005 mm/100 mm
Operation of the moving clamping jaw:
No. 28600 010-030
Version
Vee block ground in
Jaw width
Clamping width
Jaw height
Overall body height
Body length
28600
mm
mm
mm
mm
mm
Ident. No.
Unit price
No. 28600 110-120
Illustrations might be different.
Type PLF with straining screw on upper side
horizontal
horizontal
horizontal
and vertical
and vertical
and vertical
50
73
100
62,5
100
125
25
35
45
50
67
90
140
190
245
010
020
030
O. R.
O. R.
O. R.
No. 28600 130-150
34
25
15
35
75
110
Type PL-S with quick adjustment
horiz.
horizontal
horizontal
and vertical
and vertical
45
70
90
50
80
120
20
30
40
45
62
80
110
160
210
120
130
140
O. R.
O. R.
horiz.
O. R.
O. R.
i Selection overview vices page 663.
horiz.
120
150
40
90
280
150
O. R.
Prod. Gr. 202
Continued next page
Precision vices
spindle-operated
Application: for horizontal, vertical and lateral grinding and inspection jobs.
Design: From alloyed tool steel, hardened and fine ground. Right-angle tolerance 0.005 mm/100 mm,
parallelism tolerance 0.002 mm/100 mm.
Jaw width
Clamping width
Jaw height
Body length
mm
mm
mm
mm
Ident. No.
E
28604
Unit price
60
55
25
110
060
O. R.
73
100
35
210
073
O. R.
h Mini precision vices No. 47000 page 983.
i Selection overview vices page 663.
88
125
40
250
088
O. R.
Prod. Gr. 202
Continued next page
Precision sine bar vices
spindle-operated
Application: for grinding and inspection jobs
Design: From alloyed tool steel, hardened and fine ground. Right-angle tolerance 0.005 mm/100 mm,
parallelism tolerance 0.002 mm/100 mm.
Ident. No. 010-020 type PS-SV
Precise angular adjustment due to slip blocks (see from No. 32050 page 756).
Setting range 0-46 degrees. Bearing and locating bolts hardened and ground with a tolerance of 0.001mm
Ident. No. 100 type PS-ZD
2-dimensional angular adjustment via 3' vernier.
A fine setscrew on the lower body allows precise angular adjustment.
Setting range 360 and 2 x 60. The machine vices can be locked form-fit in any angle.
Jaw width
Clamping width
Jaw height
Overall height
Overall body length
28620
Unit price
i Selection overview vices page 663.
Edition 5
mm
mm
mm
mm
mm
Ident. No.
E
70
80
30
93
160
010
O. R.
90
120
40
113
210
020
(O. R.)
Ident. No. 010-020
70
80
30
137
160
100
O. R.
Prod. Gr. 202
Ident. No. 100
665
GB_2013_Abt2-1.fm Seite 666 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Drilling machine vices
Continued next page
Machine vices
Application: for blind hole radius.
Design:
Made of highly resistant aluminium, non-magnetisable, non-sparking, to prevent wear on workpiece and
machine.
Delivery: 1 pair of smooth aluminium jaws.
32
42
16
80
32
032
50
67
25
125
50
050
75
92
25
150
50
075
100
117
25
175
50
100
Unit price
O. R.
O. R.
O. R.
(O. R.)
i Selection overview vices page 663.
120
227
40
320
80
120
(O. R.)
Prod. Gr. 262
Continued next page
Drilling machine quick-clamping vices
Application:
For quick and safe clamping, in particular for workpiece series machining, can be used with guide rails,
base side and lateral clamping, also suited for easier milling work.
Design:
One-hand operation, jaw quick-adjustment and clamping using only lever handle, flat stable version, max.
clamping force 10 kN, form-fit locking, large clamping range, special cast body.
Scope of delivery: vice incl. guide rails and fastening material.
C
32
40
Q
55,8
55,8
D
465
545
R
3,5
4
E
82
90
S
3,5
4,5
F
280
328
T
15
15
G
50
50
U
3-12
3-13
H
62
71
V
5-32
6-40
J
18
18
X
6
6
K
112
137
Y
12
16
L
56
56
a
63
80
m
48
48
b
13,6
15,6
N
6
6
c
M6
M8
A
a
B
130
160
P
320
320
M
L
K
B
U
C
S
A
110
135
O
8
8
T T
Size
1
2
Size
1
2
D max.
V
-84
Clamping with guide rails
Clamping with clamping brackets Clamping with clamping brackets, laterally
110
130
10
12,5
110
135
160
10
19,0
135
Unit price
O. R.
O. R.
i Selection overview vices page 663.
-132
28671
mm
mm
kN
approx. kg
Ident. No.
Jaw width
Clamping width
Max. clamping force
Weight
Clamping tools
28631
mm
mm
mm
mm
mm
Ident. No.
Jaw width
Clamping width
Jaw height
Overall length
Clamping-device height
Prod. Gr. 280
Continued next page
Drilling machine vices BOF
Application: for drilling, counterboring and thread cutting.
Design:
Made of grey cast. Long guide way of movable clamping jaw also in outer clamping range. Mounting possible from side and front. Jaws with step for clamping flat work pieces and reversible. 1 side smooth or with
transverse and longitudinal V-groove, 1 side serrated, both sides ground.
Jaw width
Jaw height
Clamping width
Open overall length
Overall height
Clamping slot width x length
28681
mm
mm
mm
mm
mm
mm
Ident. No.
Unit price
i Selection overview vices page 663.
666
90
25
90
356
60
14 x 125
090
110
32
130
470
72,5
17 x 85
110
135
40
160
550
80,5
17 x 100
135
O. R.
O. R.
O. R.
160
50
220
692
95,5
17 x 120
160
O. R.
Prod. Gr. 203
Edition 5
GB_2013_Abt2-1.fm Seite 667 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Machine vices
Continued next page
Drilling machine vices
Application: for easy cutting.
Design:
Made in grey cast, precision clamping due to long flat guide way, stepped jaws for flats. Horizontal and vertical Vee blocks for rounds in fixed jaw.
28665
Unit price
O. R.
80
80
25
190
52
150
9
110/125
4
080
100
115
30
240
67
200
12
145/160
9
100
120
155
40
300
82
230
12
180/195
16
120
O. R.
O. R.
O. R.
150
185
45
355
100
260
15
200/215
24
150
Clamping tools
mm
60
mm
70
mm
25
mm
160
mm
47
mm
130
mm
9
mm 90/105
Kg
2,5
Ident. No. 060
Jaw width
Clamping width
Jaw height
Overall length
Body height
Width K
Clamping slot width
Distance between clamping slots min/max
Weight
O. R.
i Selection overview vices page 663.
Prod. Gr. 282
Continued next page
Drilling machine vices
Application: for drilling, counterboring and thread cutting.
Design:
Made of grey cast, universal possibilities of fastening due to clamping slots and elongated slots. Fixed
clamping jaws with Vee blocks. Both jaws with step for clamping flat work pieces. Jaws and spindle burnished.
Ident. No. 200 with 3 gripping possibilities, horizontal, vertical and lateral.
Jaw width
Jaw height
Clamping width
Basic body length
Overall width
Overall height
Clamping slot width x length
28660
mm
63
mm
25
mm
65
mm
125
mm
105
mm
43
mm 12,5 x 53
Ident. No.
063
E
Unit price
O. R.
85
30
65
150
142
64
14 x 72
085
100
30
87
170
150
65
14 x 163
100
120
30
110
222
176
63
14 x 190
120
140
40
150
300
220
85
14 x 225
140
100
30
87
185
155
63
15 x 45
200
O. R.
O. R.
O. R.
O. R.
O. R.
i Selection overview vices page 663.
Ident. No. 085-140
Prod. Gr. 282
Ident. No. 200
e.g vertical
Continued next page
Machine vices ZU
centric clamping, special casting
Application:
For milling and planning forms, slots and grooves of all kinds. Thanks to the central tensioning, the different
widths of workpiece do not affect the central position of the workpiece.
Design:
Vice body and swivel base are fitted with longitudinal slots 20 H 7 to aid precision alignment. Spindle is
covered in the operating range. Hardened clamping jaws reversible, one side smooth, the other grooved.
No. 28750 clamp vices, fixed
No. 28717turntable delivered upon request
28750
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
Unit price
h Additional jaws see No. 28882-28889 page 671.
i Selection overview vices page 663.
Edition 5
113
110
31,6/12
344
358
61/93,5
132
13
110
135
140
39,6/16
394
408
65,5/106
152
13
135
160
180
49,6/16
480
495
74/124,5
180
17
160
O. R.
O. R.
(O. R.)
D max
Y B
C
E
G
F
M6
20H7
Jaw width
Range B
Jaw height/width C/Y
Length F
Overall length L
Height G/E
Body width K
Slot width R
K R
Prod. Gr. 203
667
GB_2013_Abt2-1.fm Seite 668 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Machine vices
Continued next page
Machine vices RS
Jaw width
Range B
Jaw height/width C/Y
Length F
Overall length L
Height G/E
Body width K
Slot width R
28710
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
Unit price
113
105
31,6/12
300
423
58/90
160
14
110
135
125
39,6/16
365
510
64/104
200
14
135
160
145
49,6/16
410
575
70/120
240
18
160
200
185
62,6/20
460
675
82/145
280
22
200
O. R.
O. R.
O. R.
(O. R.)
h Matching swivel bases see No. 28881 page 672.
Additional jaws see No. 28882-28889 page 671.
i Selection overview vices page 663.
Prod. Gr. 203
D max
YB
C
E
G
F
20H7
Clamping tools
Application: for drilling and milling cutting.
Design:
Made of special cast. Long flat guide way of moving clamping jaw. Spindle protected from dirt and chips.
Hardened clamping jaws reversible, one side smooth, the other grooved.
Vice body and swivel bases are provided for precision alignment with longitudinal slots 20 H 7Cross
grooves on request.
M6
K
Continued next page
Machine vices MSR
Application: for milling machines and processing centres.
Design:
made of alloyed steel
guides hardened and ground
clamping repeatability precision 0.02 mm
aligned on the machine bed, longitudinally and transversely via grooves 20 H7
rough adjustment of clamping range using pins
Delivery: with spanner and workpiece limit stop.
Note: 4 clamping claws are required for optimal clamping.
Jaw width
Clamping width
Jaw height
Body length
Clamping-device height
Width K
Max. clamping force approx.
Weight
28720
Unit price
Turning plate A x B
Turning plate C x D
28721
E
mm
Ident. No.
150
300
50
520
100
125
50
29,5
150
O. R.
226 x 23
47 x 95
120
O. R.
290 x 28
58 x 125
150
O. R.
O. R.
Unit price
Clamping claw for vice MSR
suitable for T-slot
12
No. 28720
125
150
40
345
80
95
30
12,7
120
mm
mm
mm
mm
mm
mm
kN
Kg
Ident. No.
14
16
18
12
14
No. 28721
B
A
16
18
28722
Ident. No.
112
114
116
118
212
214
216
218
Unit price
O. R.
O. R.
O. R.
O. R.
(O. R.)
O. R.
O. R.
O. R.
i Selection overview vices page 663.
Prod. Gr. 203
No. 28722
Continued next page
Special clamping jaws
for machine vice No 28720 Type MSR
Stepped jaw for fixed jaw
h Prices on request.
668
Stepped jaw for moving jaw
V-groove jaws with chip breaker for moving jaws
Angle jaw for moving jaws
Prod. Gr. 203
Edition 5
GB_2013_Abt2-1.fm Seite 669 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Machine vices
Continued next page
Application: for series machining on NC machines.
Design: (both models)
spheroidal iron body. GGG 60
guideway hardened and ground
Optionally available with stepped jaws for maximum clamping widths (at extra cost)
Size 125 mm (0-350 mm)
consistent precise clamping with clamping force 0.01 mm.
dirt-resistant
aligned on the machine bed: longitudinally and transversely via grooves 20 H7 and T-nuts No. 26196
Advantage:
Quick adjustment of clamping range: The movable clamping jaw is released, the opening quickly pre-set by
turning the spindle 180. By turning again the spindle snaps into place. The workpiece can now be clamped
using torque screwdriver*.
Pneumatic version Ident. No. 225:
power giver: integrated pneumatic pressure intensifier with 3.5 mm stroke
actuation: power build-up by initiating compressed air in the single-acting pneumatic pistons
clamping force: 40 kN (at max. 6.5 bar compressed air), 5 kN (at min. 1 bar compressed air)
Advantage: connection to existing workshop compressed air line, additional unit not required.
Delivery: with standard jaw, and 4 clamping claws.
Jaw width b
mm
125
F
400
D
456
Jaw width
Clamping range B1
Clamping range s2
Max. clamping force
Max. torque
Max. compressed air
Weight
L3
0,03
88
L4
190
L5
36
140
h2
100
21
Clamping tools
Bull machine vices
Ident. No. 125
B1
1
G
20
L3
H7
20 H7
h2
Mechanical/pneumatic
L4
L5
F
D
M12
B2
3
125
28730
mm
mm
mm
kN
Nm
bar
Kg
Ident. No.
0-165
40-240
40
100
30
125
0-165
80-240
40
6,5
35
225
Unit price
(O. R.)
(O. R.)
* Torque screwdriver see No. 52244 610 page 1409 and 52286 610 page 1423.
h Accessories, see No. 28833-28837, 28839 page 670 and No. 28741 page 680.
i Selection overview vices page 663.
1 Air port G 1/8"
2 Travel 3.5 mm
3 hexagon socket width a.f. 12
Prod. Gr. 281
Continued next page
Machine vice
adjustable on 3 levels 1 x 360, 2 x 90
Application:
For grinding (WZ machine tool grinder) and light milling and drilling where work pieces are to be machined
in one set-up at different levels.
Design:
As all the swivel centre points are on one level, high stability and vibration-free operation is guaranteed
even with very heavy machining. Guide ways and spindle are well protected from chips.
Jaw width
Range B
Jaw height C
Length F
Overall length L
Overall body height E
Body width K
Slot width g
mm
mm
mm
mm
mm
mm
mm
28745
Ident. No.
Unit price
i Selection overview vices page 663.
Edition 5
80
80
25
235
325
163
116
20 H 7
080
360
E
90
O. R.
h
g
Prod. Gr. 281
669
GB_2013_Abt2-1.fm Seite 670 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
High pressure machine vices
Continued next page
High pressure machine vices
Clamping tools
Application: for individual and serial production on drilling and milling machines.
Design:
clamping system mechanical-hydraulic with mechanical pretensioning via crank
steel body, forged, guide ways hardened and ground
aligned on the machine bed: Longitudinally and transversely via grooves and T-nuts No. 26196 page 645
rough adjustment of clamping range using pins
pretensioning facility for elastic parts (stacked mounting)
Delivery: 1 set standard jaws (1 side smooth, 1 side grooved) and crank.
20 H7
D max
y
A
C
E
20H7
b1
Jaw width
Range B
Dimension b
Length F
Overall length Dmax
Overall height E / height G
Clamping force
Vices
28832
mm
mm
mm
mm
mm
mm
kN
Ident. No.
90
0-150
39,6/15,6
370
551
59/99
25
092
125
0-220
39,6/15,6
460
683
70/112
40
127
Unit price
Slot width b1
AxC
BxD
E
mm
mm
mm
Ident. No.
O. R.
14
242 x 30
134,5 x 212
093
O. R.
14
280 x 30
162 x 252
128
O. R.
O. R.
28832
Swivel base
Unit price
i Selection overview vices page 663.
20
20H7
K
C
19
16
6
M2
16 24
10
19.5
20
12
Product video:
use your mobile phone
to scan the QR code.
Prod. Gr. 281
Continued next page
Accessories
for high pressure machine vices No. 28812 und No. 28832
Jaw width
mm
Ident. No.
Clamping range
Unit price
28833 V-groove jaw, for clamping round
workpieces horizontally and vertically.
(depth x height of step)
28834 Stepped jaws, for holding rectangular workpieces without packing. Set price
125
125
160
160
mm 15-42
E O. R.
18-50
(O. R.)
mm 3 x 6
E O. R.
5x8
(O. R.)
i Selection overview vices page 663.
No. 28833 125-200
Prod. Gr. 281
No. 28834 125-200
Continued next page
Accessories
for high pressure machine vices No. 28812 und No. 28832
Jaw width
28835
Smooth low tension jaws, are replaced with standard jaws
Set price
i Selection overview vices page 663.
670
mm
Ident. No.
E
90
092
125
127
160
161
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 281
Edition 5
GB_2013_Abt2-1.fm Seite 671 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
High pressure machine vices
Continued next page
Application: for individual and serial production on drilling and milling machines.
Design:
clamping system mechanical-hydraulic with mechanical pretensioning via crank.
clamping force can be pre-set via limit stop.
steel body, forged (jaw width 113, 135 and 160 mm) Spheroidal graphite cast iron (jaw width 200 mm).
Guideways hardened and ground.
aligned on the machine bed: longitudinal via slots and T-nuts No. 26196. Transverse slot on request at
extra cost.
rough adjustment of clamping range via rigging pins.
consistent precise clamping with clamping force 0.01 mm
Delivery: 1 set standard jaws (1 side smooth, 1 side grooved) and crank.
O. R.
O. R.
O. R.
(O. R.)
h Vices with jaw width 250 and 315 on request.
Additional V-drive on request.
i Selection overview vices page 663.
F
M6
200
350
66,6/20
685
1022
104,5/171
280
21
100
201
20H7
160
310
49,6/16
574
817
83,5/133
240
17
50
161
135
220
39,6/16
468
681
72,5/112
200
13
40
136
Unit price
113
170
31,6/12
390
583
65,5/97
160
13
30
111
28880
mm
mm
mm
mm
mm
mm
mm
mm
kN
Ident. No.
D max
y B
Jaw width
Clamping width
Jaw height/width C/Y
Length F
Overall length Dmax
Height G 0.02/E
Width K
Slot width Q
Clamping force
Clamping tools
High pressure machine vices
Q
20H7
P
Prod. Gr. 203
Continued next page
Jaws, hook-on type
Application: for high pressure machine vices No. 28880.
ENR roller low-tension jaws, for workpieces with/without angle error, hardened and grinded.
Delivery: set consists of two hold-on jaws
For jaw width
28882
mm
Ident. No.
Set price
113
110
135
135
160
160
(O. R.)
(O. R.)
(O. R.)
No. 28882
200
200
(O. R.)
i Selection overview vices page 663.
Prod. Gr. 203
No. 28882
Continued next page
Jaws, screw-on type
Application: for high pressure machine vices No. 28880.
No. 28885 Normal jaw SGN, 1 side serrated, both sides ground
No. 28886 V-groove jaw SPR, hardened and ground, for combination with normal jaw
No. 28887 V-groove jaw and standard jaw SBO, with work support, soft and burnished
No. 28889 Workpiece stop adjustable, for screwing on machine vice
Normal jaw SGN
Ident. No.
113
010
135
035
160
060
V-groove jaws SPR
E
Ident. No.
(O. R.)
110
(O. R.)
135
(O. R.)
160
V-groove jaw and normal jaw SBO
E
Ident. No.
(O. R.)
110
O. R.
135
O. R.
160
E
Ident. No.
O. R.
O. R.
010
(O. R.)
RHM Workpiece stop*
For jaw width
28885
Unit price
28886
Unit price
28887
Set price
28889
Unit price
*
For gripping workpieces in the precise position.
Edition 5
No. 28885
No. 28886
No. 28889
No. 28887
O. R.
Prod. Gr. 203
671
GB_2013_Abt2-1.fm Seite 672 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
High pressure machine vices
Continued next page
Swivel bases
suitable for high pressure machine vices No. 28880 and 28710
Design:
With ground supporting edge to support the vice, graduation and screws to fasten the vice.
Note:
For adjustments on the rotating plate, note the mark on the vice.
O. R.
160
340
201
34
18
M16
160
200
420
241
40
21
346
M20
20
27,5
200
O. R.
O. R.
(O. R.)
i Selection overview vices page 663.
Prod. Gr. 203
Ident. No. 200
T
20H7
D
E
135
280
162
30
14
M12
135
Ident. No.
Unit price
mm
mm
mm
mm
mm
mm
B
V
Clamping tools
28881
113
242
134,5
30
14
M12
110
For jaw width
Dimension A
Dimension B
Dimension C
Dimension D
Dimension E
Dimension P
Dimension T
Dimension U
Continued next page
CNC high pressure machine vices
Application: suitable for NC machines.
No. 28 812125 and 160 for horizontal use
No. 28 812126 and 161 for horizontal, vertical and lateral use
Design:
clamping system mechanical-hydraulic with crank.
clamping force adjustable in 8 steps/ 5 kN-steps
consistent precise clamping with clamping force 0.01 mm
spheroidal iron body. GIG 60
guide rails hardened and ground, side surfaces and end face milled
spindle protected from dirt and chips
aligned on the machine bed: longitudinally and transversely via grooves 20 H7 and T-nuts No. 26196
taps on both sides for workpiece limit stop
suitable for zero point clamping system
Supplied with 1 set of reversible jaws, crank and 4 clamping brackets and operating manual.
mm
mm
mm
mm
mm
mm
kN
Ident. No.
125
0-210
91-301
40
499
100 0,01
40
125
160
0-289
113-402
50
655
115
60
160d
28812
E
Ident. No.
O. R.
126
(O. R.)
161
Unit price
O. R.
(O. R.)
Jaw width
Clamping range B1
Clamping width S2
Jaw height
Overall length L
Body height G
Clamping force
28812
Unit price
h Matching supplementary jaws see No. 28833 page 670.
Additional information, advice and quotations available on request.
i Selection overview vices page 663.
No. 28812 126
B2
B1
G
k
Prod. Gr. 281
Also available as clamping tower with 2 or 4 vices. Prices on
request.
672
Edition 5
GB_2013_Abt2-1.fm Seite 673 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
High pressure machine vices
Continued next page
28848
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
kN
Kg
Ident. No.
100
205
330
386
34/13
464
380
70
80
M12
14
25
18,5
101
125
225
363
431
45/15
526
430
82
100
M12
17
40
31,5
126
Unit price
(O. R.)
O. R.
Jaw width
Range S 1
Range S 2
Range S 3
Dimension b
Overall length Dmax
Length F
Body height G
Dimension H
Dimension g2
Size
Clamping force
Weight
d = Delivered ex works, postage and packaging excluded.
h Jaws No. 28864 page 674 can also be used on these machine vices.
i Selection overview vices page 663.
Ident. No. 126 with manometer (on request)
L max.
d
S1
c*
g2
b*
Application:
Particularly suitable for use on vertical machining centres, in tool manufacture, pattern making and construction of patterns and appliances, and in production.
Design:
clamping system mechanical-hydraulic with crank. Clamping system hydraulic-hydraulic using hydraulic
aggregate unit available on request.
clamping force infinitely variable or with clamping force pre-selection (Option)
steel body, guide ways hardened and ground
rough adjustment of clamping range via rigging pins, fine adjustment with crank
consistent precise clamping with clamping force 0.01 mm
spindle and power transmission integrated
Longitudinal or transverse slot, for quick positioning of 4 x 20 H7; 6.5 mm depth
taps on both sides on the fixed jaw for precision limit stops
drill pattern for fixing extra high jaws
On request: design variant with manometer (actual value display)
Delivery:
Supplied with interchangeable hardened jaws (1 side smooth, 1 side grooved) and with crank.
Clamping tools
High pressure machine vices NC
160
309
503
573
54/18
684
550
95
120
M20
17
50
58,5
161d
SW
f
1 top jaw option
2 angle drive option
a
e*
t
O. R.
Prod. Gr. 283
Continued next page
EuroLine EL high pressure machine vices
Application: for tool manufacture, pattern making and construction of patterns and appliances, and in production
Design:
clamping system mechanical-hydraulic with crank.
clamping force infinitely variable or with clamping force pre-selection
steel body, guide ways hardened and ground
spindle and power transmission integrated
rough adjustment of clamping range via rigging pins.
consistent precise clamping with clamping force 0.01 mm
threaded holes both sides on fixed jaw for dead stop of workpiece.
Delivery:
Supplied with interchangeable hardened jaws (1 side smooth, 1 side grooved) and with crank.
28862
mm
max. mm
mm
mm
max. mm
approx. kN
Ident. No.
100
205
34 x 13
380
464
25
101
125
225
45 x 15
430
526
40
126
160
309
54 x 18
550
684
50
161d
Unit price
(O. R.)
O. R.
O. R.
Jaw width
Clamping range B1
Jaw height/width b* x c*
Length F
Overall length Dmax
Clamping force
d = Delivered ex works, postage and packaging excluded.
* Tolerance 0.01 mm.
h 160 mm jaw width also available with long base for clamping range of up to 509 mm.
i Selection overview vices page 663.
Prod. Gr. 283
L max.
S1
c*
g2
b*
e*
SW
t
f
1 angle drive option
Continued next page
Basic clamping jaws/reversible jaws
for No. 28848, 28862
Application: to screw on to the stationary and to the moving jaw
Design: reversible jaws that can be used on both sides. The front side is cross-ribbed and the rear side is
smooth.
Jaw width
Jaw height
Jaw thickness
28848
mm
mm
mm
Ident. No.
Set price
100
34
13
410
125
45
15
425
160
54
18
460
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 283
Edition 5
673
GB_2013_Abt2-1.fm Seite 674 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
High pressure machine vices
Continued next page
Interchangeable stepped jaws
for No. 28848, 28862
Application:
To obtain larger clamping widths; installation on slide and fixed jaw; for No. 28848 101-161.
Scope of delivery: incl. fixing screws
Clamping tools
for carriage
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
100
11,5
6
34
6,5
48
60
10
310
125
14
6
40
9
58
65
12
320
160
17
8
43
12
64
88
18
330
for fixed jaw
E
Ident. No.
(O. R.)
311
(O. R.)
321
(O. R.)
331
(O. R.)
(O. R.)
Jaw width a
c
d
e
H
I
m
P h6
28848
Unit price
28848
Unit price
(O. R.)
* Tolerance 0.01 mm.
** Only suitable for carriages.
Prod. Gr. 283
Continued next page
Clamping brackets / workpiece stops
for No. 28848, 28862
Ident. No. 010-060 Clamping claws
Ident. No. 200-260 Workpiece stop
Box qty.: Ident. No. 010-060 4 pieces = 1 set
For jaw width
Dimensions
Height H
28857
mm
mm
mm
Ident. No.
Set price
Unit price
E
E
100
M 12 x 45
24
010
125
M 12 x 45
27
025
160
M 16 x 50
27
060
100 + 125
200
160
260
(O. R.)
(O. R.)
(O. R.)
O. R.
(O. R.)
Ident. No. 200-260
Ident. No. 010-060
Prod. Gr. 283
Continued next page
Q.I.S. jaws and V-groove jaws
for No. 28848, 28862
No. 28849 Q.I.S. plain jaws with permanent magnet
No. 28850 Q.I.S. interchangeable jaw, smooth
No. 28853 Q.I.S. interchangeable jaw, with steps
No. 28864 V-groove jaw
d
120
No. 28849
Jaw width a
Dimension B
Dimension b1
Dimension C
Dimension D
Dimension e
Dimension F
Dimension g
28849
28850
28853
28864
No. 28850
mm
mm
mm
mm
mm
mm
mm
mm
Ident. No.
34
100
No. 28864
125
34
21
100
34
21
25
10
29
4
100
19
17
8-35
100
45
125
160
45
26
125
45
26
30
13
39
5
125
27
19
10-50
125
54
160
54
31
160
54
31
35
15
45
5
160
32
21
12-60
160
Unit price
(O. R.)
O. R.
(O. R.)
Unit price
(O. R.)
O. R.
(O. R.)
Unit price
(O. R.)
O. R.
(O. R.)
Unit price
(O. R.)
O. R.
O. R.
h Interchangeable jaws and with roller and request.
674
No. 28853
100
Prod. Gr. 283
Edition 5
GB_2013_Abt2-1.fm Seite 675 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
High pressure machine vices
Continued next page
with stepped jaws, reversible
Application:
For NC machines, processing centres in tool manufacture, pattern making and construction of patterns and
in serial production.
Design:
clamping system, mechanical-mechanical with power transmission over knee hinge with crank, nearly
maintenance-free
clamping force can be pre-set via limit stop
ductile iron body, guide ways hardened and ground
rough adjustment of clamping range by offsetting the jaws on the clamping slide
consistent precise clamping with clamping force 0.01 mm
chip guard prevents chips penetrating inside the body
Scope of delivery: with stepped jaws and regulator
O. R.
(O. R.)
d = Delivered ex works, postage and packaging excluded.
h V-drive on request.
i Selection overview vices page 663.
B
Z
160
0-320
131-451
50
530
618
115
165
130
2 x 102,5
117
60
79
160d
Unit price
125
0-216
97-312
40
400
463
100
140
112,5
1 x 108
109
40
41
125d
28874
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
kN
Kg
Ident. No.
Ident. No. 125
H
Jaw width
Range B
Range with reversed stepped jaws
Jaw height C
Length F
Overall length Dmax
Length G-0.02
Length E
Dimension H-0.05
Offset range W
Travel of slide Z
Clamping force
Weight
Clamping tools
High pressure machine vices
F
D
Prod. Gr. 280
Continued next page
Carrier jaws/claw inserts
Suitable for high pressure vices No. 28872, 28873 and 28874.
Application: for flexibility in clamping raw parts
Design:
The stepped jaws are exchanged with these supporting jaws and are provided with the claw inserts
28874
Carrier jaw + Pendulum jaw
Ident. No.
228
Claw insert
E
Ident. No.
O. R.
230
Tensioning pulley
E
Ident. No.
O. R.
235
Stepped jaws raised
E
Ident. No.
O. R.
250
O. R.
Set price
28874
Unit price
28874
Unit price
28874
Set price
Prod. Gr. 280
Edition 5
Ident. No. 228
Ident. No. 235
Ident. No. 230
Ident. No. 250
675
GB_2013_Abt2-1.fm Seite 676 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
High pressure machine vices
Continued next page
High pressure machine vices
160
0-320
131-451
50
530
618
115
165
130
2 x 102,5
117
60
79
161d
200
0-315
131-451
60
530
618
115
175
135
2 x 102,5
117
60
85
201d
28873
E
Ident. No.
(O. R.)
(O. R.)
125d
(O. R.)
160d
(O. R.)
Unit price
(O. R.)
(O. R.)
28872
Unit price
No. 28873 125-160
H
B
Z
125
0-216
97-312
40
400
463
100
140
112,5
1 x 108
109
40
41
126d
92
0-138
71-208
32
276
330
80
112
80
68
70
25
15
092
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
kN
Kg
Ident. No.
Jaw width a
Range B
Range with reversed stepped jaws
Jaw height C
Length F
Overall length Dmax
Length G-0.02
Length E
Dimension H-0.05
Offset range W
Travel of slide Z
Clamping force
Weight
No. 28872 092-201
Clamping tools
with stepped jaws, reversible
Application:
For NC machines, processing centres in tool manufacture, pattern making and construction of patterns and
in serial production.
Design:
Steel body, guide ways hardened and ground, clamping force can be pre-set via limit stop, consistent precise clamping with clamping force 0.01 mm, rough adjustment of clamping range by offsetting the jaws on
the clamping slide, chip guard prevents chips penetrating inside the body.
No. 28872 type RKE-L, horizontal use clamping system mechanical hydraulic with crank
Ident. No. 092 mechanical-hydraulic with crank
Ident. No. 126-201 mechanical-mechanical with power transmission over knee hinge with crank
No. 28873 type RKE horizontal, vertical and side use Clamping system mechanical with power transmission via knee with crank, practically no maintenance required
F
D
d = Delivered ex works, postage and packaging excluded.
i Selection overview vices page 663.
Prod. Gr. 284
Continued next page
Simple clamping brackets for T-slot
Suitable for high pressure machine vices No. 28872, 28873 and 28874.
Application: complete for front and side fixing.
Simple clamping brackets for T-slot
Also suitable for types RKE-L, RKG-L
28873
all sizes
Unit price
mm
Ident. No.
12
212
14
214
16
216
O. R.
O. R.
O. R.
18
218
O. R.
Prod. Gr. 203
Continued next page
Low pressure jaws with permanent magnet
and quick-change clamping inserts
Application: for high pressure machine vices No. 28872, 28873 and 28874.
The low pressure plain jaws and screwed onto the fixed and moving jaw. The low pressure interchangeable
jaws, held by 2 permanent magnets, can be inserted and exchanged using a handle.
Plain jaws with permanent magnet RNG
mm
Ident. No.
125
125
Interchangeable jaws RNS
E
Ident. No.
(O. R.)
225
Interchangeable jaws with claws RNK
E
Ident. No.
(O. R.)
325
(O. R.)
Jaw width
28877
Price/pair
28877
Price/pair
28877
Price/pair
Prod. Gr. 203
676
Ident. No. 125
Ident. No. 225
Ident. No. 325
Edition 5
GB_2013_Abt2-1.fm Seite 677 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
3- and 5-axis machine vices
Continued next page
for 3 and 5-side machining in a clamping
High tensile force (up to 52 kN) which is not lost by bending.
The low standard clamping depth of 8 mm enables improved and fault-free 5-side machining. Any clamping widths, limited only by the size of the machine table,
achieved by just shifting the two jaws.
clamps raw parts, machined parts, round and irregularly shaped parts
form-fit clamping without pre-stamping
a 3 or 5 AX 100 can be built onto T-slot plates and tables, on hole grid plates and own equipment
The tensile force of 52kN is produced where it is actually required.
Thanks to the integration of a draw bar immediately under the workpiece support.
- no opening of the clamping jaws under load
- no clamping of the machine table
- allows max. cutting forces thank to extreme rigidity
Product video:
use your mobile phone to scan the
QR code.
5 AX 100
i Selection overview vices page 663.
Continued next page
5-axis machine vices, complete set 5 AX 100
Design:
Mobile and fixed clamping jaw, extension shaft with union nut 60 and 120 mm, threaded spindle, spindle nut,
clamping jaw pair with 12 clamping pins (Ident. No. 523) depending on the selection of the support rails and adapter plate pairs, 175, 200, 250 mm.
Ident. No. 021-022: 5 AX 100, 52 kN tensile force, clamping width 22-440 mm, unclamping height 175 mm
5 AX 100
Version
Unclamping height
Slot width
Jaw width
Clamping depth
28758
Complete set
Set price
h Clamping depth 3 mm with support bars Ident. No. 28758 196.
i Selection overview vices page 663.
Edition 5
mm
mm
mm
mm
Ident. No.
175
14
100
8
021
175
18
100
8
022
O. R.
O. R.
Prod. Gr. 280
677
Clamping tools
3- and 5-axis machine vices
GB_2013_Abt2-1.fm Seite 678 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
3- and 5-axis machine vices
Continued next page
3-axis machine vices, complete set
Clamping tools
Ident. No. 014-016: 3 AX 100, 52 kN tensile force, clamping width 22-440 mm, unclamping height 100 mm
3 AX 100
Version
Unclamping height
Slot width
Jaw width
Clamping depth
28758
Complete set
mm
mm
mm
mm
Ident. No.
100
14
100
8
014
100
18
100
8
016
O. R.
O. R.
Set price
h Clamping depth 3 mm with support bars Ident. No. 28758 196.
i Selection overview vices page 663.
Prod. Gr. 280
Continued next page
Base plates for 3-axis and 5-axis clamps
Ident. No. 091-092
On request, combination with ATORN zero point clamping system
Slot width
Designation
Distance between grooves
Slot width
Length/width/height
mm
28758
mm
mm
mm
Ident. No.
Set price
14
T-slot plate 400 mm incl. fastening
63
14
400/160/50
091
18
T-slot plate 400 mm incl. fastening
63
18
400/160/50
092
(O. R.)
(O. R.)
h T-slot plate 400 mm with NP spigot hole (length x width x height 400x160x50) on request.
i Selection overview vices page 663.
Prod. Gr. 280
Continued next page
T-slot plate pairs for 3-axis and 5-axis clamps
Ident. No. 130-131
Designation
Distance between grooves
Slot width
Length/width/height
28758
mm
mm
mm
Ident. No.
Set price
T-slot plate pair 240 mm incl. fastening
63
63
14
18
240/160/50
240/160/50
130
131
O. R.
i Selection overview vices page 663.
O. R.
Prod. Gr. 280
Continued next page
Accessories and spare parts for 3-axis and 5-axis clamps
Description
28758
Ident. No.
Unit price
Extension shaft with union nut 480 mm
630
h For matching torque screwdriver 20-200 Nm see No. 52244 page 1409.
i Selection overview vices page 663.
678
O. R.
Prod. Gr. 280
Extension shaft, freely extensible
Edition 5
GB_2013_Abt2-1.fm Seite 679 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
3- and 5-axis machine vices
Continued next page
Sets for elevations
Height
mm
Ident. No.
28758
Elevation for 3AX 100
Elevation for 5AX 100
E
E
Set price
Set price
125
180
150
181
200
190
225
191
250
192
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
h For matching torque screwdriver 20-200 Nm see No. 52244 page 1409.
i Selection overview vices page 663.
Clamping tools
Prod. Gr. 280
Continued next page
Round clamping heads
Description
28758
Ident. No.
Set price
Round clamping head set incl. pins and screws 12.69 mm
501
O. R.
h For matching torque screwdriver 20-200 Nm see No. 52244 page 1409.
i Selection overview vices page 663.
Prod. Gr. 280
from 30 mm
up to 200 mm
Continued next page
Support straps for clamping depth 3 mm
Height
28758
mm
Ident. No.
Support straps incl. 12 pins ring cutter 6 mm
Set price
105
195
180
196
(O. R.)
(O. R.)
h For matching torque screwdriver 20-200 Nm see No. 52244 page 1409.
i Selection overview vices page 663.
Prod. Gr. 280
Continued next page
Pins
Description
28758
Ident. No.
Unit price
Pin 0 mm flat
510
Pin 4.0 mm ring cutter
523
Pin 6.0 mm ring cutter
525
O. R.
O. R.
O. R.
h For matching torque screwdriver 20-200 Nm see No. 52244 page 1409.
i Selection overview vices page 663.
Prod. Gr. 280
Continued next page
Jaws
Description
28758
Ident. No.
Unit price
Standard* clamping jaw pair
412
Clamping jaw pair, raw
422
O. R.
O. R.
* Cylinder head screws DIN 6912 M8.
h For matching torque screwdriver 20-200 Nm see No. 52244 page 1409.
i Selection overview vices page 663.
Prod. Gr. 280
Ident. No. 412-422
Edition 5
679
GB_2013_Abt2-1.fm Seite 680 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
3- and 5-axis machine vices
Continued next page
Low tension jaws
Description
28758
Smooth low tension jaws
432
Ident. No.
E
Price/pair
O. R.
h For matching torque screwdriver 20-200 Nm see No. 52244 page 1409.
i Selection overview vices page 663.
Prod. Gr. 280
Clamping tools
Continued next page
Stops
Description
28758
Ident. No.
Unit price
Stop, swivelable
220
O. R.
h For matching torque screwdriver 20-200 Nm see No. 52244 page 1409.
i Selection overview vices page 663.
Prod. Gr. 280
Continued next page
Practical examples of the a 5-axes clamp 5 AX 100
for the 5-sides machining in a clamping without problems
i Selection overview vices page 663.
Prod. Gr. 280
Continued next page
5-axis compact machine vices
Application: For 5 axes machining centres, to machine raw parts and/or to machine the sixth side.
Moreover, suited for 3-axes machining.
Design:
Clamping system mechanical-mechanical
spheroidal iron body. GGG60
patented quick adjustment of the clamping width
dirt-resistant thanks to encapsuled spindle
re-clamping spring washer package
secure holding forces
very low clamping force loss when clamping close to edges
very low clamping force loss when clamping with the grip inserts
stepped jaws with snap-in device for snap-in bars
max. accessibility for machining
torque screwdriver required (1/2" square drive)
Delivery: without jaws, including 4 clamping brackets
Jaw width
Clamping width:
stepped jaws
with reversed stepped jaws
grip jaws
grip jaw/pendulum jaw
Body length
Overall length
Body height
Travel
Clamping force with a tightening torque of 110 Nm
mm
28741
mm
mm
mm
mm
mm
mm
mm
mm
kN
Ident. No.
Unit price
125
0-78
0-166
10-190
6-156
250
273
100
18
40
125
O. R.
Prod. Gr. 280
680
Edition 5
GB_2013_Abt2-1.fm Seite 681 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
3- and 5-axis machine vices
Continued next page
Clamping jaws/accessories
Use
Jaws
Designation
Jaw width
Jaw height
Jaw thickness
Clamping width
28741
mm
mm
mm
mm
Ident. No.
Set price
Unit price
E
E
Clamping tools
for 5-axis compact machine vices No. 28741 125 and No. 28730 125 and 225
Application: for a flexible work piece clamping, for the most different machining processes
Design: hardened and ground
Delivery:
Ident. No. 215 with snap-in device
Ident. No. 235 with 4 grip inserts and 4 supporting sleeves
Ident. No. 245 with 2 grip inserts
Accessories
grip jaws
Stepped jaws
125
39,5
78/78
0-166
215
Grip jaws
160
25
78/105
10-190
235
Pendulum jaw
156
20
62
6-156
245
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 280
Continued next page
Clamping jaws/accessories
for 5-axis compact machine vice No. 28741 125
Use
Accessories stepped jaws
Designation
Jaw width
Jaw height
Jaw thickness
Clamping width
28741
mm
mm
mm
mm
Ident. No.
E
E
Set price
Price/pair
Screw-on jaws
, large clamping width
125
15
45
75-228
250
Screw-on jaws
small workpieces
60
15
45
7-156
251
Grip jaws
can be screwed on
125
39,5
6,4
5-70
252
Grip jaws
can be screwed on
125
19,5
5
39-160
253
Stepped bars
for clipping on
125
35
10-166
254
Stepped bars
for clipping on
125
15
10-166
255
(O. R.)
O. R.
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 280
Continued next page
Clamping chucks
for the machine table
Application: for clamping of cylindrical work pieces.
No. 22365
No. 22370
No. 22368
h See No. 22365-22370 page 599.
Edition 5
681
GB_2013_Abt2-1.fm Seite 682 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
3- and 5-axis machine vices
Continued next page
5-axis centre clamping
Clamping tools
Application:
absolutely dependable and vibration-free clamping for the highest cutting and feeding forces on mediumsize 5-axis machines
clamping forces 56 kN
universal use: Raw-part and precision clamping by simply replacing the jaws
very large clamping range (0- 235 mm) for a short design length
centring fixture with fine adjustment at the table centre for the highest precision on the workpiece
compressive and flushing technology for cleaning the spindle arm
optimum force transmission in the clamping jaws, via toggle system
The power transmission means that each workpiece can firmly clamped for exact application of the force
over the whole clamping length. Greater stiffness and smooth spindle running can be realised in this way
and this gives better machining results. The repetition precision of < 0.003 ensures high process reliability.
Design:
all function faces hardened and precision-ground.
clamping repeatability precision < 0,003 mm
Jaw width
Clamping width
Length F
Overall length L
Clamping-device height
Centre clamping device without jaws,
28790
including set of socket wrench inserts " and knurling wheel
Unit price
mm
mm
mm
mm
mm
Ident. No.
100
0-235
280
312
155
100
O. R.
h Recommended torque screwdriver No. 52244 110 see page 1408.
i Selection overview vices page 663.
140 235
0 156
100
40
155
SW 16
Prod. Gr. 280
29
115
128
Continued next page
Jaws and accessories
for 5-axis centre clamping
Application / design
Clamping jaws, standard
including lateral stop bolted
Clamping jaw with ground step,
including lateral stop, bolted
Pendulum jaw
Double pendulum jaw
including a selection of replacement
thrust pieces (Ident. No. 305-307) and 1
ripple jaw, Ident. No. 314
Thrust piece pointed grooves
Thrust pieces flat grooves
Thrust pieces flat
Lateral stop magnetic
Lateral stop bolted
Grip jaw with step for steel
Grip jaw for plastic
Soft steel jaw
V-groove jaws
Ripple jaw flat ripples
Tool support unhardened
Tool support hardened
Collet chuck holder
Base plate
i Selection overview vices page 663.
682
Precision-ground,
for clamping width 0-156 mm
Precision-ground,
for clamping width 0-235 mm
usable on both sides
Adjustment angle 2
Adjustment angle 2
Dimensions
28790
mm
Ident. No. Pr./pair E U. pr. E
O. R.
50 x 80 x 100 301
50 x 80 x 100
302
O. R.
50 x 80 x 100
50 x 80 x 100
303
304
O. R.
O. R.
Clamping depth 4 mm
8 x 40 x 100
Clamping depth 4 mm
10 x 40 x 100
For making shaped jaws
20 x 48 x 100
For workpiece 10-30 mm
30 x 44 x 100
Attachment jaws
10 x 40 x 100
Height to customer request
Height to customer request
For pliers type ER 40
Fits all common machine tables
305
306
307
308
309
310
311
312
313
314
315
316
317
318
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
(O. R.)
(O. R.)
O. R.
O. R.
O. R.
O. R.
(O. R.)
Used in pairs for Ident. No. 304
Used in pairs for Ident. No. 304
Used in pairs for Ident. No. 304
Ident. No. 302
Ident. No. 313
Ident. No. 314
Ident. No. 304
Ident. No. 311
Ident. No. 317
Prod. Gr. 280
Edition 5
GB_2013_Abt2-1.fm Seite 683 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
3- and 5-axis machine vices
Continued next page
Quick-clamping blocks
Clamping tools
for a 5-axis centre clamping
Application: manual quick-change system for retooling in seconds
Design:
draw-in system hardened and ground. Very robust and reliable construction without any external energy
draw-in force: 2 x 20 kN
fits parallel or cross-slot T-slot tables and tables with centring pegs
feather key implemented through 90
28790
Application / design
Bright plate
Plate including draw-in bolts
25x128x280
for setting up individual clamping fixtures
Clamping plate
Adapter plate, including draw-in bolts for positioning and centring the centre
25x128x280
clamping device, Ident. No. 100, on the quick-clamping block
Quick-clamping block Manual quick-change system 40 kN
Draw-in bolts
Draw-in bolts
i Selection overview vices page 663.
Ident. No. U. pr. E
319
(O. R.)
320
(O. R.)
321
322
(O. R.)
(O. R.)
a clamping plate, Ident. No. 320
a quick-clamping block, Ident. No. 321
Prod. Gr. 280
Continued next page
5-axis centre clamping devices hemo basic
Application:
Its short and compact design and its ease of access make this clamping device particularly suitable for 5sided machining. The special jaw design allows to change the clamping size very quickly from small to large.
ideal for palletising and automation
clamping force up to 35 kN possible
when using the grip jaw with the clamping screw, the clamping force can be increased up to 35 kN.
raw-part and precision clamping in one device
Design: all function faces hardened and precision-ground.
Clamping repeatability precision < 0.005 mm.
Unit price
mm
mm
mm
mm
mm
mm
mm
Ident. No.
ZS 75/100
75
27
95
100
117
50
70
100
ZS 75/150
75
50
148
150
170
50
70
150
(O. R.)
(O. R.)
h Recommended torque screwdriver No. 52244 110 see page 1408.
Adapter holes on request.
i Selection overview vices page 663.
Edition 5
ZS 75/200
75
100
198
200
224
50
70
200
(O. R.)
Prod. Gr. 285
Ident. No. 150
B2
B1
E
H2
G
Version
Jaw width
Inside clamping range S1 max.
Outside clamping range S2 max.
Length F
Overall length L
Body height G
Overall height H3
Centre clamping devices
28780
F
D
683
GB_2013_Abt2-1.fm Seite 684 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
3- and 5-axis machine vices
Continued next page
Jaws and accessories for centre clamping device hemo basic
Clamping tools
Ident. No. 304
Ident. No. 315
Designation
Ident. No. 316
Use
Ident. No. 317
Dimensions
Ident. No. 337
For model For model For model
Ident. No. 338
28780
mm
ZS 75/100 ZS 75/150 ZS 75/200 Ident. No. Pr./pair E
Soft jaw low
U
301
(O. R.)
Can be individually matched to the work- 20 x 34,2 x 75
piece
Soft jaw high
30 x 34,2 x 75
U
302
(O. R.)
Hard jaw with flat grooves
U
304
(O. R.)
Can be used on 2 sides, rear side is preci20 x 34,2 x 75
sion-ground
Hard jaw with pointed grooves
U
305
(O. R.)
Clamping jaw with tread ground
For cubic or plate-shaped workpieces
20 x 34,2 x 75
U
306
(O. R.)
Grip jaw for steel parts
Clamping forces up to 35 kN
25 x 34,2 x 75
U
307
(O. R.)
Soft jaw low, narrow
20 x 24,6 x 75
U
U
310
(O. R.)
Can be individually matched to the work- 20 x 49,2 x 75
Soft jaw low, wide
U
U
311
(O. R.)
piece
Soft jaw high
30 x 49,2 x 75
U
U
312
(O. R.)
Hard jaw with flat grooves, narrow
20 x 24,6 x 75
U
U
313
(O. R.)
Can be used on 2 sides, rear side is preci- 20 x 44,5 x 75
Hard jaw with flat grooves, wide
U
U
314
(O. R.)
sion-ground
Hard jaw with pointed grooves
20 x 24,6 x 75
U
U
315
(O. R.)
Clamping jaw with tread ground
For cubic or plate-shaped workpieces
20 x 49,2 x 75
U
U
316
(O. R.)
Grip jaw for steel parts
Clamping forces up to 35 kN
25 x 24,6 x 75
U
U
317
(O. R.)
Grip jaw for plastic parts
10 x 24,6 x 75
U
U
318
(O. R.)
U
320
6-part
10-part
U
U
321
For different distances
Clamping screws for grip jaws
16-part
U
U
322
30 x 40 x 75
U
330
Pendulum jaw
Adjustment angle 2
30 x 55 x 75
U
U
331
Double pendulum jaw
Guarantees physically correct clamping of 20 x 44,5 x 75
U
U
332
including 2 replaceable thrust pieces (only raw parts or 2 small parts with tolerances
for use with pendulum jaw Ident. No. 331)
Thrust pieces flat
U
U
333
(O. R.)
Thrust pieces with flat grooves
U
U
334
(O. R.)
Used in pairs for Ident. No. 332
Thrust pieces with pointed grooves
U
U
335
(O. R.)
Lateral stop bolted
U
U
336
Lateral stop magnetic
For unimpeded accessibility
U
U
337
Tool support
Height to customer request
U
U
338
(O. R.)
i Selection overview vices page 663.
Set pr. E
(O. R.)
(O. R.)
(O. R.)
U. pr. E
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 285
Continued next page
Quick-clamping blocks for hemo basic
Application: manual quick-change system for retooling in seconds
Design:
draw-in system hardened and ground. Very robust and reliable construction without any external energy
draw-in force: 12 kN
fits parallel or cross-slot T-slot tables and tables with centring pegs
feather key implemented through 90
28780
Quick-clamping block 12 kN
Ident. No.
510
Draw-in bolts
E
Ident. No.
(O. R.)
511
(O. R.)
Unit price
28780
Unit price
h Further information, advice and quotations available on request.
i Selection overview vices page 663.
684
Prod. Gr. 285
Ident. No. 510
Edition 5
GB_2013_Abt2-1.fm Seite 685 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Multiple clamping vices
Continued next page
5-axis centre clamping RKZ-M
125*
0-97
92-189
78-138
172-269
60
330
353
105
165
46
49,5
25
35
125
Unit price
(O. R.)
(O. R.)
(O. R.)
O. R.
125
0-97
92-189
81-177
172-269
40
330
353
105
145
46
49,5
25
32,5
126
(O. R.)
Prod. Gr. 284
* With increased step interchangeable jaws.
** Tightening torque 150 Nm.
*** See No. 52244 page 1408.
h V-groove jaws as special version. Quotation on request.
i Selection overview vices page 663.
B2
B1
A
C
92
0-76
70-146
70-146
132-208
32
260
283
85
117
35
39
20
18
092
70
0-58
48-106
48-106
95-153
25
190
209
70
95
24
30
15
7
070
50
0-39
36-75
37-75
72-111
20
140
157
55
75
18
20,5
10
3,5
050
28760
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
kN
Kg
Ident. No.
Jaw width
Clamping width B1 Slot 1
Clamping width B1 Slot 2
Clamping width B2 Slot 1
Clamping width B2 Slot 2
Jaw height C
Length F
Overall length Dmax
Length G-0.02
Length E
Offset range W
Slide travel Z
Clamping force F1/F2
Weight
Clamping tools
for 5-sided processing, centric clamping
Application:
Suitable for NC machines. Especially suitable for 5-side machining with short, compact construction.
Design:
Mechanical tension, centric clamping with 2 moving clamping jaws, can be clamped bottom-facing, large
clamping stroke, 48 mm per jaw, the steel base body is hardened on all sides, all guides are hardened and
ground, with increased step interchangeable jaws, constant clamping force in any clamping process and
large repeat precision in using a torque screwdriver***(not included in the scope of delivery).
Features: through centric clamping, each workpiece has the same centre position.
reproducibility of centre clamping 0.02 mm
clamping precision 0.02 mm
Scope of delivery: with crank
F
D
Continued next page
Multiple clamping vices
Clamp more pieces increase your efficiency
Extend your machine times by the possibility to multiply the number of clamped products. Reduce your non-productive downtimes and save money.
Application: for quick and precise clamping of workpieces on vertical and horizontal machining centres, milling and grinding machines.
Design:
clamping rail made of 21MnCr5 and plasma nitrided, 58 HRC
all components are compatible
consistent precise clamping with clamping force 0.01 mm
scaling on clamping rail
standard clamping tools for clamping different workpieces
tightening torques of the wedge clamping devices
wedge clamping device in various sizes can be used
M8 = 28 Nm
multiple clamping rails can be combined by means of an adapter set
M12 = 68 Nm
easy-mount limit stop system
3
2
1 Engrave contours into jaws
2 Wedge clamping device in various sizes
3 Fixed stop for positioning
4 Flexible stop for positioning
5 Clamps for table mounting
6 Positioning sleeves for quick alignment
on the T-slot machine bed.
7 Adapter for connection of two rails
8 Set-up for 5-axis machining
7
6
8 Set-up for 5-axis machining
Quotation on request.
Product video:
use your mobile phone to scan the
QR code.
i Selection overview vices page 663.
Edition 5
685
GB_2013_Abt2-1.fm Seite 686 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Multiple clamping vices
Continued next page
Multiple clamping rails, individual
Length F
Body width K
Body height G
Drills
200
mm
mm
mm
28890
50
80
2
020
Ident. No.
Clamping tools
E
mm
mm
mm
Unit price
Length F
Body width K
Body height G
Drills
28890
Ident. No.
Unit price
(O. R.)
300
80
80
2
021
50
80
3
030
(O. R.)
(O. R.)
14
80
80
3
031
G
9
K
(O. R.)
400
2+-0,02
2+-0,02
500
50
80
3
040
80
80
3
041
50
80
3
050
80
80
3
060
(O. R.)
(O. R.)
(O. R.)
(O. R.)
i Selection overview vices page 663.
50
M12
F
Prod. Gr. 280
Continued next page
Fixed jaws incl. T-nut and screw
Y
M8/M12
Ident. No. 061-069
28890
smooth
Ident. No.
grooved
E
Ident. No.
(O. R.)
061
(O. R.)
062
(O. R.)
063
(O. R.)
064
(O. R.)
065
(O. R.)
066
(O. R.)
067
(O. R.)
068
(O. R.)
069
with claws
E
Ident. No.
(O. R.)
071
(O. R.)
072
(O. R.)
073
(O. R.)
074
(O. R.)
075
(O. R.)
076
(O. R.)
077
(O. R.)
078
(O. R.)
079
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
mm
mm
mm
Unit price
28890
Unit price
28890
Ident. No. 071-079
22
15
22
M8
051
Jaw width a
Jaw height C
Width b
screws
Unit price
32
15
22
M8
052
42
15
22
M8
053
30
22
42
M12
054
40
22
42
M12
055
50
22
42
M12
056
42
29
42
M12
057
57
29
42
M12
058
72
29
42
M12
059
i Selection overview vices page 663.
(O. R.)
Prod. Gr. 280
Continued next page
Wedge clamping devices incl. T-nut and screw
b2
l max
l min
B
h2
b1
h1
Ident. No. 096
Ident. No. 101
28890
kN
Ident. No.
grooved
E
Ident. No.
(O. R.)
101
(O. R.)
102
(O. R.)
103
(O. R.)
104
(O. R.)
105
(O. R.)
106
(O. R.)
107
(O. R.)
108
(O. R.)
109
with overmeasure
E
Ident. No.
(O. R.)
111
(O. R.)
112
(O. R.)
113
(O. R.)
114
(O. R.)
115
(O. R.)
116
(O. R.)
117
(O. R.)
118
(O. R.)
119
with claws
E
Ident. No.
(O. R.)
121
(O. R.)
122
(O. R.)
123
(O. R.)
124
(O. R.)
125
(O. R.)
126
(O. R.)
127
(O. R.)
128
(O. R.)
129
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Unit price
28890
Unit price
28890
Unit price
i Selection overview vices page 663.
686
Ident. No. 122
smooth
mm
mm
mm
mm
mm
mm
Unit price
28890
Ident. No. 116
22
30
15
4
27
31
M8
15
091
Width b1
Overall width B
Height h1
Height h2
Length I min.
Length I max.
screws
Clamping force
32
40
15
4
27
31
M8
15
092
42
50
15
4
27
31
M8
15
093
30
40
22
7
39
45
M12
30
094
40
50
22
7
39
45
M12
30
095
50
60
22
7
39
45
M12
30
096
42
54
29
11
48
58
M12
50
097
57
69
29
11
48
58
M12
50
098
72
84
29
11
48
58
M12
50
099
(O. R.)
Prod. Gr. 280
Edition 5
GB_2013_Abt2-1.fm Seite 687 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Multiple clamping vices
Continued next page
Ident. No. 140
Designation
Adapter set
Stop, alignable
Stop, fix
Clamps, 4-parts
Positioning sleeve 20 x 14 mm
Positioning sleeve 20 x 18 mm
Aluminium attachment jaw B = 42 h1 = 15 mm
Aluminium attachment jaw B = 50 h1 = 22 mm
Aluminium attachment jaw B = 72 h1 = 29 mm
Ident. No. 150
Ident. No. 160
Clamping tools
Accessories
Ident. No. 170
28890
Ident. No.
140
150
160
170
180
190
215
222
229
U. pr. E
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.)
i Selection overview vices page 663.
Set pr. E
(O. R.)
Ident. No. 180-190
Prod. Gr. 280
Continued next page
Multiple clamping rail sets
Contents
mm
200 x 50 x 80
50 x 42 x 22
60 x 39 x 22
200 x 80 x 80
72 x 42 x 29
84 x 58 x 29
300 x 50 x 80
50 x 42 x 22
60 x 39 x 22
300 x 80 x 80
72 x 42 x 29
84 x 58 x 29
400 x 50 x 80
50 x 42 x 22
60 x 39 x 22
400 x 80 x 80
72 x 42 x 29
84 x 58 x 29
500 x 50 x 80
50 x 42 x 22
60 x 39 x 22
500 x 80 x 80
72 x 42 x 29
84 x 58 x 29
1 x clamping rail
2 x fixed jaws, smooth
1 x wedge clamping device, smooth
1 x clamping rail
2 x fixed jaws, smooth
1 x wedge clamping device, smooth
1 x clamping rail
3 x fixed jaws, smooth
2 x wedge clamping device, smooth
1 x clamping rail
3 x fixed jaws, smooth
2 x wedge clamping device, smooth
1 x clamping rail
3 x fixed jaws, smooth
2 x wedge clamping device, smooth
1 x clamping rail
3 x fixed jaws, smooth
2 x wedge clamping device, smooth
1 x clamping rail
3 x fixed jaws, smooth
2 x wedge clamping device, smooth
1 x clamping rail
3 x fixed jaws, smooth
2 x wedge clamping device, smooth
h Other combinations on request.
Clamping towers, base and head plates and more information on request.
i Selection overview vices page 663.
Edition 5
28890
Dimensions
Ident. No.
250
Set pr. E
(O. R.)
350
(O. R.)
450
(O. R.)
550
(O. R.)
650
(O. R.)
750
(O. R.)
850
(O. R.)
950
(O. R.)
Prod. Gr. 280
687
GB_2013_Abt2-1.fm Seite 688 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Multi-function clamping vices
Continued next page
Multi-function clamping vices MFS
Clamping tools
Application: for individual and serial machining on milling machines and machining centres.
Design:
basic body made of case-hardened steel, hardened on all sides, 2 transverse slots 20 H7 for quick alignment
two independent spindles, one can be operated from the side, in this way fitting with work pieces of different size is possible
quick tool change in a few seconds to other tool sizes
lateral slots deviate chips and cooling water
exactly observed construction dimensions allow the use of several vices
clamping repeatability precision as double machine vice 0.01 mm
clamping slide and spindle nut made of one piece
clamping spindle made of high-strength special steel
clamping slide with grooves to hold stepped jaws
Delivery: Distance plate with 2 lock screws, 1 manual crank, hex., 1 gripping rod, 4 screw-in jaws, with
longitudinal grooves (for jaw width of 100 mm), 2 reversing screw-in jaws and 2 screw-in jaws, with longitudinal grooves (for jaw width 125 mm).
MFS
100/500
125/500
125/740
B
138
113
233
R
84-220
102-213
102-333
S
52-188
64-175
64-295
Clamping widths in mm
T
U
V
466
274-410
202-338
458
279-390
187-298
698
399-630
307-538
W
366
358
598
X
174-310
179-290
299-530
Y
102-238
87-198
207-438
Z
0-51
0-36
0-96
J
A
E
L
N
D
R
S
Q
M
20 H7
1 Interchangeable stepped jaws
for slide
2 Interchangeable stepped jaws
for central jaw
With large clamping range
W
X
1
C a
Easy clamping vice with small clamping range
Rear clamping slide blocked in this 0-position
b2
B1
T
U
B2
1 Spacing place with central clamping area
Central jaw is removed
Clamping slide is fastened to the rear distance panel
Version
Jaw width
Jaw height C
Length F
Overall length L
Bed height J h6
Length E
Body width K
Fixed jaw F 0.02
Clamping force
Weight
1 Change sliders as multiple clamping block
Change sliders installed without tool
28979
mm
mm
mm
mm
mm
mm
mm
mm
kN
Kg
Ident. No.
Unit price
MFS MK 100
100
44
500
585
78
122
104
60
20 with 72 Nm
32
300
125
50
500
564
78
128
126
70
35 with 120 Nm
46
335
MFS MK 125
125
50
740
825
78
128
126
70
35 with 120 Nm
55
350
(O. R.)
O. R.
(O. R.)
h Design hydraulic via unit and extensive accessories on request. Torque screwdrivers see 52244 page 1409.
Socket wrench inserts 58590 160 for Ident. No. 300 page 1334, 58590 170 for Ident. No. 335 and 350 page 1334.
i Selection overview vices page 663.
Prod. Gr. 281
Continued next page
Interchangeable stepped jaws MFS for clamping slide
Design versions:
Ident. No. 400-435 Interchangeable stepped jaws (for clamping slide), hardened and ground, for
increased clamping area.
Ident. No. 500-535 Interchangeable stepped jaws (for central jaw), hardened and ground.
Ident. No. 600-635 Changing slide (for multiple clamping), dimensions in mm 0.02, nitrated, with
screw-type jaws with longitudinal grooves.
B
G
C
F
H
A
Ident. No. 400-435
A
Jaw width Dimension B
mm
mm
100
16,5
125
19
100
6,5*
125
9*
100
44
125
50
Dimension C
mm
48
58
11,5*
14*
36
42
Dimension D
mm
6,5*
9*
16,5
19
* Dimension 0.01 mm.
i Selection overview vices page 663.
688
Dimension e
mm
11,5*
14*
24*
30*
Dimension F
mm
4
4
32*
38*
Dimension g
mm
5
5
40
46
Dimension H
mm
65
104
Dimension J
mm
10*
12*
28979
E F G
Ident. No.
400
435
500
535
600
635
U. pr. E
O. R.
O. R.
O. R.
O. R.
O. R.
O. R.
C
D
Ident. No. 500-535
C
Prod. Gr. 281
Ident. No. 600-635
Edition 5
GB_2013_Abt2-1.fm Seite 689 Montag, 10. Mrz 2014 9:49 09
Workpiece clamping
Zero point clamping system
Continued next page
Zero point clamping system
Take your time and calculate yourself.
Process
Machine costs
Number of setup processes per day
Setup time per process
Setup time per day
Setup costs per day
Annual setup costs on the basis of 240 working days
Without zero point clamping system
E 80.-- / h
3x
60 min.
180 min. (3 h)
E 240,E 57.600,-
With a zero point clamping system
E 80.-- / h
3x
1.5 min.
4.5 min. (0.075 h)
E 6,E 1.440,E 56.160,-
Annual savings
No canting
Clamping tools
Investments which pay off within a short time
Thanks to the use of the a zero point clamping system, your setup times can be reduced by up to 90 %. This avoids long machine downtimes, minimises
setup times and saves costs. The huge process cost savings potential ensures that the investment pays off within a short time and thus enhances your competitiveness.
Sample calculation of a customer without and with the ATORN zero point clamping system:
Three-stroke principle: no shearing High holding / pull-in / wear forces
load on balls
Stainless steel: no corrosion
Large ball : 784 % more ball surface
For detailed information on
the PDF download use your mobile
phone to scan the QR code.
Large clutch movement: 12 mm
pre-positioning is sufficient
Fluid feeding: less supply holes
Process-reliable safety system
No ball bearing cage: continuous
repositioning
Positive locking: optimum holding
forces
j www.hahn-kolb.de/Downloadfinder The entire ATORN zero point clamping system range is available for download as a PDF file.
i Selection overview vices page 663.
Edition 5
689
GB_2013_Abt2-1.fm Seite 690 Montag, 10. Mrz 2014 9:49 09
Hydraulic clamping technology
Hydraulic tools
Continued next page
Hydraulic clamping technology
HAHN+KOLB offers the whole ENERPAC range
hydraulic power for all industrial uses
ENERPAC offers solutions for clamping and positioning in a variety of manufacturing processes. Enerpac cylinders are used for forming and tensioning in the
automotive industry. Support cylinders prevent deformation of parts in the aircraft industry. From the simplest device to robot-controlled manufacturing centres,
Enerpac cylinders deliver the required holding and supporting force.
Clamping tools
Continued next page
Threaded cylinders
GST, COT series
Compressive force: 1.739,8 kN
Travel: 7.050,0 mm
Operating pressure: 40350 bar
minimum cylinder diameter with maximum clamping force
large number of options allows for optimum equipment design
outer thread facilitates precise positioning and simple installation
stainless steel housing and dirt scraper ensure optimum protection against
corrosion and problem-free operation
single-acting models with spring return simplify the hydraulic connection
internal thread of piston rod facilitates the use of a variety of thrust pieces
double acting models ideal for applications where pull-back force is required
Cylinders with outer threads are particularly well suited to positioning, clamping and ejecting workpieces
where space is restricted: double-acting cylinders are also suitable for all stamping jobs.
Application example
h Further information, advice and quotations available on request.
Continued next page
Hydraulic tools
Application: in all branches of industry, e.g. for lifting, bending, straightening, drawing and pressing.
Hydraulic hand pump
Manometer with
intermediate piece
High pressure hose
Coupling
Hydr.
cylinder
h Further information, advice and quotations available on request.
690
Edition 5
GB_2013_Abt2-1.fm Seite 691 Montag, 10. Mrz 2014 9:49 09
Hydraulic clamping technology
Hydraulic tools
Continued next page
RC Hydraulic pressure cylinders and cylinder bases
Clamping tools
Design of pressure cylinder: single-acting
The cylinders can be used in any position. Model RC 50 with stationary thrust piece, all other cylinders with interchangeable grooved thrust piece.
operating pressure 700 bar
with spring return
stripping ring (except model RC 50)
hard chromium-plated piston rod, retaining ring prevents piston rod from being pushed out
with retaining thread on cylinder head (except mod. RC 50)
Application cylinder base: for stability of the cylinders during lifting applications.
B
D
C
E
Cylinder base JBI-25 with RC 256
Model
RC 50
Max. compression force
kN 44,8
Travel
mm 16
Volume of oil
cm 10
Structural height in position
mm 41
External
mm 58
Weight
Kg 0,8
Pressure cylinder Ident. No. 010
29501
Unit price
29501
Cylinder base
E
Ident. No.
RC 51
44,8
25
16
110
38
0,9
015
RC 53
44,8
76
49
165
38
1,3
020
RC 55 RC 101 RC 102 RC 104 RC 106 RC 1010 RC 1014 RC 251 RC 252 RC 254 RC 256
44,8
101,7 101,7 101,7 101,7
101,7
101,7
232,3 232,3 232,3 232,3
127
25
51
105
155
257
356
25
51
101
159
81
36
78
152
224
371
514
83
169
337
528
216
90
121
171
247
349
451
140
165
216
273
38
57
57
57
57
57
57
85
85
85
85
1,7
1,7
2,2
2,9
4,4
6,0
7,1
5,2
6,2
8,1
10,2
030
035
040
045
050
060
062
064
065
067
070
O. R.
O. R.
O. R.
(O. R.)
Unit price
(O. R.)
O. R.
O. R.
O. R.
210
(O. R.)
(O. R.)
(O. R.)
(O. R.)
(O. R.) (O. R.)
225
(O. R.)
(O. R.)
Prod. Gr. 258
Continued next page
Hydraulic short stroke cylinder RCS
Design: single-acting
Without retention thread on cylinder head and piston rod. Model RCS 1002 with carrying handle. For
models RCS 101-502 the coupling box is at an angle of 5.
operating pressure 700 bar
with spring return
stripping ring
nickel-plated piston rod, the retainer ring protects the piston rod from being pressed out
Scope of delivery: with grooved pressure piece.
Model
Max. compression force
Travel
Volume of oil
Structural height in position
External
Weight
29511
kN
mm
cm
mm
mm
Kg
Ident. No.
Unit price
RCS 101
102
38
56
88
70
2,6
020
RCS 201
200
44
126
98
92
4,5
040
RCS 302
293
62
258
117
101
6,6
050
RCS 502
435
60
373
123
124
10,4
060
O. R.
O. R.
O. R.
(O. R.)
RCS 1002
888
57
724
142
165
21,5
070
(O. R.)
Prod. Gr. 258
Continued next page
Hydraulic pressure cylinders RSM (flat)
Design: single-acting, extra flat
operating pressure 700 bar
with spring return
stripping ring
bronzed piston rod, retaining ring prevents piston rod from being pushed out
Model
Max. compression force
Travel
Volume of oil
Structural height in position
External
Weight
29521
kN
mm
cm
mm
mm
Kg
Ident. No.
Unit price
RSM 50* RSM 100 RSM 200 RSM 300 RSM 500 RSM 750 RSM 1000
45
101
200
293
435
718
888
6,4
11
11
12
16
16
16
5
16
33
52
98
164
200
32
43
52
59
67
80
86
60
81
100
115
140
165
176
0,6
1,7
2,8
4,2
6,6
11,6
13,8
005
010
020
030
050
075
100
O. R.
O. R.
RSM 50 jack cylinder equipped with AR 400 coupling sleeve.
Edition 5
O. R.
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Prod. Gr. 258
691
GB_2013_Abt2-1.fm Seite 692 Montag, 10. Mrz 2014 9:49 09
Hydraulic clamping technology
Hydraulic tools
Continued next page
Hydraulic hollow piston cylinders (pressure or tension)
Design: The hollow piston cylinders can be used as pressure or tension cylinders. They are fitted with a
smooth thrust piece with central bore. Models RCH 603 and RCH 1003 have a carrying handle.
for operating pressure see table below
bronzed piston rod, retaining ring prevents piston rod from being pushed out
mounting flanges on request
Model RCH single-acting.
Clamping tools
Model
Max. compression force
Travel
Volume of oil
Structural height in position
Drill
External
Weight
29531
kN
mm
cm
mm
mm
mm
Kg
Ident. No.
Unit price
RCH 121
110
41
74
121
19,5
70
3,0
005
RCH 123
110
76
136
184
19,5
70
3,9
007
RCH 202
214
51
155
160
26,5
100
7,6
010
RCH 206
214
152
465
306
26,5
100
14,1
017
RCH 302
326
63
296
178
33
114
10,9
020
O. R.
O. R.
O. R.
(O. R.)
O. R.
h Model RRH double-acting on request.
RCH 306
326
152
710
330
33
114
19,5
027
Model RCH single-acting.
Model RRH double-acting.
(O. R.)
Prod. Gr. 258
Continued next page
Hydraulic pull set
Application: for repairs and maintenance jobs in all industrial areas.
Design: stripping force 80-500 kN.
h Further information, advice and quotations available on request.
Continued next page
Hydraulic handpumps
Design: The piston pumps consist of pump unit, drain valve and oil container included. The pumps can be used with the pump head downwards both horizontally
and vertically.
Delivery: ready for operation with oil filling.
Automatic switchover from low pressure to high pressure range in the two-level pumps.
P-39
P-80
Model
Steps
Max. operating pressure 1. phase
Max. operating pressure 2. phase
Displaced volume/piston stroke 1. phase
Displaced volume/piston stroke 2. phase
Oil tank capacity
Useful volume of oil
Oil connector thread
Weight
29701
For single-acting cylinders
For double-acting cylinder
Unit price
Unit price
P-462
P-392
bar
bar
cm
cm
cm
cm
Kg
Ident. No.
E
E
P-142
P-18
1
200
2,61
350
300
3/ -18 NPT
8
4,8
020
P-39
1
700
2,61
700
655
3/ -18 NPT
8
5,5
030
P-80
2
25
700
16,28
2,46
2294
2200
3/ -18 NPT
8
11,6
060
P-84
2
25
700
16,28
2,46
2294
2200
3/ -18 NPT
8
13,6
090
P-142
2
14
700
3,62
0,90
500
328
1/ -18 NPT
4
2,1
200
P-392
2
14
700
11,25
2,47
1000
650
3/ -18 NPT
8
4,1
210
P-462
2
14
700
133,00
4,80
7527
7427
3/ -18 NPT
8
27,0
080
(O. R.)
O. R.
O. R.
(O. R.)
O. R.
O. R.
(O. R.)
Prod. Gr. 258
692
Edition 5
GB_2013_Abt2-1.fm Seite 693 Montag, 10. Mrz 2014 9:49 09
Hydraulic clamping technology
Hydraulic tools
Continued next page
More than 200 different heavy-duty cylinders
Clamping tools
CLRG series 1000-10000 kN compressive force.
robust heavy-duty cylinder
double-acting for precision driving
used in areas of construction, in maintenance and in the off-shore sphere
double-action
60 models
50-300 mm travel length
plunger construction, plated
built-in overload protection
grooved thrust piece (hardened)
optional interchangeable moving thrust pieces (CAT model)
CLSG series 500-10000 kN compressive force.
cylinder for support, stroke and lowering jobs on construction sites
internal and external corrosion proofing protects the cylinders even for short-term use under water.
single action, without spring return
66 models, 50-300 mm stroke length
special PTFE coating for increased protection against corrosion
grooved thrust pieces (hardened)
optional with interchangeable moving thrust pieces (CAT models)
injection well to limit stroke
large lateral load-bearing capacity
h Further information, advice and quotations available on request.
Continued next page
Air hydraulic single piston pumps
for single-acting cylinders
operating pressure max. 700 bar
Design:
for hand or foot operation with built-in 3-way air valve that automatically holds the load when compressed
air is reduced. No idle running as the pump only works when the oil requires pumping. On reaching the set
pressure, the pump automatically shuts off. The pump can be connected to any compressed air line system
with a min. output of 250 l/min.
with sound absorber
oil connection rotating
air connection 1/4"-18 NPT
with pressure control valve
Scope of delivery: pumps with oil filling
Attention!
For safety reasons it is advisable to protect the rocker button of the pumps from falling objects using a
guard bow.
Model
Useful volume of oil
Current
Minimum air pressure
Maximum air pressure
Oil connector thread
cm
l/min
bar
bar
29703
Ident. No.
Unit price
PA 133
600
0,680
4,2
8,6
3/ -18 NPT
8
015
PATG-1102 N*
2100
1,000/0,160
1,7
8,6
3/ -18 NPT
8
030
(O. R.)
O. R.
two phase
Ident. No. 015
Prod. Gr. 258
Ident. No. 030
Continued next page
Pneumatic hydraulic pumps, XA series
Design:
ergonomic design for less operator fatigue
variable pumping volume and precision controller
increased pumping volume for higher productivity
closed hydraulic system prevents contamination and allows to use the pump in any position
pedal locking function for withdraw position
earthing screw for optimied ATEX explosion protection
externally settable pressure valve
Options:
manometer
4/3-way valve for double acting cylinders
2 litre tank for large hydraulic tools
pedal looking, protects both pedals against accidental actuation (to be installed by the customer)
set of joystick levers (to be installed by the customer)
hydraulic rotary connector for optimum alignment of hose (to be installed by the customer)
h Further information, advice and quotations available on request.
Edition 5
693
GB_2013_Abt2-1.fm Seite 694 Montag, 10. Mrz 2014 9:49 09
Hydraulic clamping technology
Hydraulic tools
Continued next page
Electro-hydraulic compact pumps
Clamping tools
two-phase
operating pressure 700 bar
Application: for the portable use of single or double-acting consumers.
Design: equipped with adjustable pressure-limiting valve. The pump is designed for intermittent operation
(thermo-safety switch). The usage time depends on the respective pressure.
Delivery:
with oil filling. Cable remote operation of motor standard (24 V safety voltage). Motor connection 230 V
single phase.
Model
Valve design
Displaced volumes ND at 14 bar
Displaced volumes HD at 700 bar
Continuous operating pressure
For cylinder single-/double-acting
Valve
Tank capacity
Useful oil capacity
Motor power rating
Oil connector thread
l/min
l/min
Model
L
L
kW
29716
Ident. No.
Unit price
PUJ-1200 E
hand operated
3,2
0,328
Key-dependant
Single-acting
3/2-way
4
2
0,37
3/ -18 NPT
8
120
PUJ-1400 E
hand operated
3,2
0,328
Key-dependant
Double-acting
4/3-way
4
2
0,37
3/ -18 NPT
8
140
(O. R.)
(O. R.)
h Other electrohydraulic compact pumps on request.
Prod. Gr. 258
Continued next page
Electro hydraulic pumping set
Application: for single-acting or double-acting cylinders.
Design:
with electromagnetic or manual valve, cylinder function: Travel-out /Stop /Travel-in. For connection to 400 V three-phase, other voltages available on demand.
LCD display in control cabinet, adjustable single- and double-stage pressure reduction valve, max. operating pressure 700 bar
Options:
5 tank sizes: 4, 8, 10, 20, 40 litres, return filter, 1000 bar pressure gauge, heat exchanger, sliding clamp only for 4 and 8 litre tank sizes,
oil level/temperature switch, pressure switch, protective frame and foot switch
Pumps series
Model
Displaced volumes ND (at 50 bar)
Displaced volumes HD (at 700 bar)
for cylinders
Valve model
Tank capacity
Capacity
Pump dimensions L x W x H
Oil connector thread
l/min
l/min
L
kW
mm
ZE 3
ZE 3310SW-S ZE 3410SW-S
0,55
Single-acting Double-acting
VE33
VE43
10
0,75
419 x 305 x 533
3/ "-18 NPT
8
ZE 4
ZE 4310SW-S ZE 4410SW-S
0,82
Single-acting Double-acting
VE33
VE43
10
1,12
419 x 305 x 533
3/ "-18 NPT
8
ZE 5
ZE 3
ZE 5310SW-S ZE 5410SW-S ZE 3320SW ZE3420SW
5,29
1,64
0,55
Single-acting Double-acting Single-acting Double-acting
VE33
VE43
VE33
VE43
10
20
2,24
0,75
419 x 305 x 533
419 x 422 x 558
3/ "-18 NPT
3/ "-18 NPT
8
8
h Further information, advice and quotations available on request.
Prod. Gr. 258
Continued next page
High pressure threaded connections
for operating pressure 400 bar (1/4-18 NPT) and 700 bar (3/8-18 NPT)
Model
Designation
Dimension A
Dimension b
Dimensions C
Dimension D
Dimensions E
Dimension F
FZ 1055
FZ 1630
FZ 1614
Reducing piece Reducing piece Coupling sleeve
mm
43
1/
4-18
3/
8-18
mm
29724
mm
mm
Ident. No.
Unit price
19
NPT
24
NPT
20
17
040
O. R.
3/
8-18
NPT
17,5
1/ -18 NPT
4
11
14
070
O. R.
3/
36,5
NPT
24
200
8-18
O. R.
FZ 1617
Hexagonbush
37
3/ -18 NPT
8
19
14
220
FZ 1619
long
connecting piece
51
3/ -18 NPT
8
12
260
FZ 1616
Angle
33
24
25,5
3/ -18 NPT
8
15
14
290
O. R.
O. R.
O. R.
FZ 1612
T-piece
3/
24,5
NPT
25,5
12
310
8-18
O. R.
FZ 1613
Crosspiece
24,5
NPT
25,5
12
320
3/ -18
8
O. R.
Prod. Gr. 255
694
Edition 5
GB_2013_Abt2-1.fm Seite 695 Montag, 10. Mrz 2014 9:49 09
Hydraulic clamping technology
Hydraulic tools
Continued next page
High pressure hoses
Application: do not expose the hoses to any temperatures above 65 or 150 F
Ident. No. 306-360
for high load with a safety factor of 4:1
max. approved operating pressure 700 bar
four-layer design including two sturdy layers of mesh wire
Outside layer from polyurethane for enhanced resistance against wear caused by friction
exhibits low volumetric expansion under pressure to enhance overall system efficiency
Pressed-on rubber strain relief for long lifespan and durability
mm
Nominal width/bending radius
Inside diameter
Operating pressure dynamic/static
Minimum bursting pressure
29730
mm
mm
bar
bar
Ident. No.
Unit price
600
3/ 8
18 NPT
6/70
6,4
700
2880
306
900
3/ 8
18 NPT
6/70
6,4
700
2880
309
O. R.
O. R.
High pressure hydraulics
1800
3/ 8
18 NPT
6/70
6,4
700
2880
318
O. R.
3000
3/ 8
18 NPT
6/70
6,4
700
2880
330
6000
3/ 8
18 NPT
6/70
6,4
700
2880
360
(O. R.)
(O. R.)
Clamping tools
Group
Hose length
Connecting thread on both ends
Ident. No. 009-025 = 1/4-18 NPT
Prod. Gr. 269
Continued next page
Hydraulic couplings
Design: with screw connections, coupler plug for hose end, coupling sleeve for cylinder end.
Version
Model
Part description
Connecting thread
Rated flow
29733 Plug / sleeve
AH 630
Plug
1/ -18 NPT
4
l/min
2
Ident. No.
030
E
Unit price
Model
29733
Coupling complete
Standard coupling
AR 630
AH 604
Sleeve
Plug
1/ -18 NPT 3/ -18 NPT
4
8
2
2
040
070
(O. R.)
O. R.
AR 400
Sleeve
3/ -18 NPT
8
2
080
O. R.
O. R.
High flow coupling
CH 604
CR 400
Plug
Sleeve
3/ -18 NPT 3/ -18 NPT
8
8
15
15
130
140
O. R.
O. R.
Ident. No.
A 630
010
A 604
050
C 604
110
O. R.
O. R.
O. R.
Unit price
Ident. No. 010-080
Ident. No. 110-140
Prod. Gr. 255
Continued next page
Manometers
Application:
to determine and check the operating pressure and the force occurring on the cylinder.
Design:
Manometer with stainless steel tube spring, black housing 100 mm, kN scales coloured. With built-in
throttle screw. Connection 1/2-14 NPT from the bottom.
Model
Operating pressure
Scale graduation value
Force range
Scale graduation value
For cylinder
No. 29501 (RC)
II
III
IV
bar
0-700
0-700
0-700
bar
20
20
20
kN 0-45/0-100/0-200 0-110/0-230/0-430 0-300/0-500/0-900
kN
1/2/5
2/5/20
10/10/20
Ident. No. 010-030/035-062
066-090
-/-/-
No. 29511 (RCS)
No. 29531 (RCH)
29739 Manometers
Ident. No.
Ident. No.
Ident. No.
29739
E
Manometer glass with maximum indicator Ident. No.
Unit price
Unit price
-/020/040
-/-/010
020
-/-/060
005-007/-/030
O. R.
(O. R.)
050/-/070
020-027/-/040
O. R.
200
VI
VII
0-700
0-400
20
20
for all cylinders
for all cylinders
up to operating pressure up to operating pressure
700 bar
400 bar
060
070
O. R.
(O. R.)
O. R.
Prod. Gr. 269
Continued next page
Manometer adapter
Application: for installing the manometer on the cylinder or pump
Model
Length/height
Connecting thread
Manometer connection
mm
29742
Ident. No.
Unit price
GA 2
155/28
3/ -18 NPT
8
1/ -14 NPT
2
010
O. R.
Prod. Gr. 255
Edition 5
695
GB_2013_Abt2-1.fm Seite 696 Montag, 10. Mrz 2014 9:49 09
Hydraulic clamping technology
Hydraulic tools
Continued next page
Hydraulic jacks models AJS and AJH
aluminium
Design:
Extremely low weight; all jacks with pressure relief valve; the 6.5 and 10 t jacks can be used in all positions
(also overhead). All jacks with hardened steel pressure piece and sensitive drain valve operated via the
pump levers. The 20 - 100 t jacks can be used in vertical and horizontal positions.
Clamping tools
Model
Pressure
Travel
Structural height in position
Base (L x W)
Weight
29754
kN
mm
mm
mm
Kg
Ident. No.
Unit price
AJS-65
65
75
131
159 x 76
5,1
065
AJS-104
100
115
182
171 x 76
7,1
100
AJH-620
200
152
265
180 x 120
13,6
200
O. R.
(O. R.)
(O. R.)
h Jacks up to 100 t are available on request; from 20 t, jacks with lock nut or lifting jaw are available.
Prod. Gr. 278
Continued next page
Hydraulic jacks
steel, with pressure limiting valve to prevent overload
Models A, AX with 1 piston, 1 spindle.
Models AT, ATDX with double piston.
Models ATN with double-telescope-piston. Particularly low overall height. Suitable for vehicles with limited
floor space and restricted space such as buses, low loaders, etc. The level is operated horizontally as vertical operation is mostly difficult with overhanging bodywork.
Loading of the lever in axial direction only and over the entire surface increases life.
Model
A
2-170
20
170
115
92
010
A
3,5-170
35
170
115
92
020
A
5-212
50
212
150
100
040
AX*
8-220
80
220
150
110
050
A*
10-220
100
220
150
110
060
A*
12-230
120
230
157
110
070
A*
12-270
120
270
202
110
080
29760
O. R.
AX*
20-240
200
240
155
110
105
O. R.
A*
30-240
300
240
142
100
120
O. R.
ATDX*
3-185
30
185
215
130
O. R.
AT*
5-215
50
215
305
140
O. R.
ATN
10-175
100
175
210
180
O. R.
kN
mm
mm
mm
Ident. No.
O. R.
AX*
15-230
150
230
155
110
090
Unit price
(O. R.)
O. R.
(O. R.)
O. R.
O. R.
(O. R.)
Pressure
Structural height in position
Travel
Spindle travel
29760
kN
mm
mm
mm
Ident. No.
E
Unit price
Model
Pressure
Structural height in position
Travel
Spindle travel
With convex base area.
Prod. Gr. 269
Continued next page
Hydraulic compact jack
without spring return
Design:
Can be used in every position. Lever in plunger design 29763 and hollow piston cylinders 29764. Can be used in every position even under water due to the
closed hydraulic circulatory system! The piston is made of hardened, high-strength, corrosion-resistant steel and has a pocket hole thread to accommodate tools
or fasteners. The lifting cylinder is forged, hardened and roller burnished. The hand lever holder on the pumping system is swivelable by 360 and so the actuating
angle can be adjusted to the relevant conditions. Overload protection due to built-in safety valve. The lever can lift extremely off-centre loads due to its high
quality.
F
A
360
C
D
B
A
360
J
Solid piston cylinder and tube piston cylinder
Version
Model
Pressure
Travel A
piston C
Piston D
Construction height retracted A
Tubular piston C
Length of H
Length of G
Cylinder I
Cylinder H
full-piston cylinder
Model 1530/1550/1575/3030
kN
mm
mm
mm
mm
mm
mm
mm
mm
mm
1030H
100
30
40
74
16,5
230
70
Hollow piston cylinders
1050H
1075H
100
100
50
75
40
40
100
130
20,5
20,5
230
230
70
70
hollow-piston cylinder
Model 1030H/1050H/1075H/2325H
2325H
225
25
60
79
24,5
244
98
1530
150
30
40
74
230
70
Plunger
1550
150
50
40
100
230
70
3030
300
30
40
79
244
98
Continued next page
696
Edition 5
GB_2013_Abt2-1.fm Seite 697 Montag, 10. Mrz 2014 9:49 09
Hydraulic clamping technology
Hydraulic presses
Version
Model
External cylinder thread F
External cylinder thread E
Cylinder connector thread E
Length of hand lever L
Length of hand lever K
Max. rqd. leverage F
29763
29764
mm
mm
N
Ident. No.
Hollow piston cylinders
1050H
1075H
M70 x 3
M70 x 3
262
262
240
240
015
020
1030H
262
240
005
2325H
M90 x 3
262
240
025
1530
M 12
262
240
010
Plunger
1550
M70 x 3
M 12
262
240
015
3030
M90 x 3
M 12
262
240
030
(O. R.)
Unit price
(O. R.)
(O. R.)
Unit price
(O. R.)
(O. R.)
(O. R.)
(O. R.)
Manometer connection available on request
Prod. Gr. 269
Continued next page
Hydraulic bench presses
pressure force 101 kN
Design:
compact construction, easy to transport and usable on changing work stations in vertical and horizontal
position.
Delivery: ready for operation with hose 1.8 m long and manometer.
Appropriate protective measures must be taken for operations where there is the risk of hand
injury from the press tool.
Model
Pressure force at 700 bar
Cylinder stroke
Cylinder model
Return stroke
Type of pump
Pump model
Dimensions B/C
Dimension F
kN
mm
29769
mm
mm
Ident. No.
Unit price
d = Delivered ex works, postage and packaging excluded.
VLP106 P142
101,7
155
RC 106 (No. 29500 050)
Spring return
Hand pump
P-142 (No. 29700 210)
620/432
430
010d
(O. R.)
Prod. Gr. 258
Continued next page
Hydraulic workshop presses
pressure force 232-930 kN
Force of pressure up to 232 kN
Design:
Framework from welded high-strength profile steels. Adjustable mounting plate. Cylinder holder nonadjustable.
Force of pressure 500-930 kN
Design:
Universal application. Welded frame construction. Crosshead and mounting plate height adjusted hydraulically. Electro-hydraulic pump unit, voltage 400 V-3 Ph. Other voltages available on request. Built-on solenoid valve with cable remote control.
Delivery:
Ready for operation with hose 1.8 m long and manometer. Vee block on request.
Appropriate protective measures must be taken for operations where there is the risk of hand
injury from the press tool.
Model
VLP 10013 ZES
Capacity
kN
930
Travel
mm
168 / 330
cylinder
double-acting
Overall height
mm
2065
Clear height
mm
3051145
Overall width
mm
1720
Clear width
mm
1000
h Further information, advice and quotations available on request.
Edition 5
XLP 5013 ZES-M
498
330
double-acting
1995
210-940
1390
990
VLP 5013
697
Clamping tools
(continued)
You might also like
- Spur GearsDocument96 pagesSpur GearsVamshi Reddy100% (1)
- Colmonoy 69 AlloDocument4 pagesColmonoy 69 Allopushpak100% (1)
- MD TTM50A Service ManualDocument49 pagesMD TTM50A Service ManualAlexandru Diaconu100% (1)
- Sony Changer DVP-CX995V ManualDocument96 pagesSony Changer DVP-CX995V ManualscribuoyNo ratings yet
- Disston Lumberman Handbook - Containing A Treatise Of The Construction Of Saws And How To Keep Them In OrderFrom EverandDisston Lumberman Handbook - Containing A Treatise Of The Construction Of Saws And How To Keep Them In OrderNo ratings yet
- Clamping Devices and ElementsDocument12 pagesClamping Devices and ElementssunilNo ratings yet
- Pipe JigsDocument26 pagesPipe Jigsarvind565No ratings yet
- CTMT New SyllabusDocument3 pagesCTMT New SyllabusAshok Kumar RajanavarNo ratings yet
- Speed Reducer GearboxDocument14 pagesSpeed Reducer Gearboxعبد للهNo ratings yet
- Scissor Jack InputsDocument39 pagesScissor Jack InputsPrasad Shenoy0% (1)
- Mold CastingDocument55 pagesMold CastingSumit SharmaNo ratings yet
- Hydration of Refractory Oxides in Castable Bond Systems-II Alumina-Silica and Magnesia-Silica MixturesDocument7 pagesHydration of Refractory Oxides in Castable Bond Systems-II Alumina-Silica and Magnesia-Silica MixturesErnandes PaivaNo ratings yet
- Gear and Gear Unit DesignDocument22 pagesGear and Gear Unit Designaditya v s sNo ratings yet
- Encyclopedia of GearsDocument24 pagesEncyclopedia of GearssulemaanNo ratings yet
- KERN KatalogDocument218 pagesKERN KatalogDragan LazicNo ratings yet
- Cam ViseDocument14 pagesCam Visesundar_subash25No ratings yet
- Scroll Saw 40-100 16 1246Document8 pagesScroll Saw 40-100 16 1246Theodor EikeNo ratings yet
- Complementary Curves - Popular Woodworking MagazineDocument38 pagesComplementary Curves - Popular Woodworking Magazinekostas1977No ratings yet
- Utilization of Waste From Rice ProductionDocument17 pagesUtilization of Waste From Rice ProductionEmilia_P100% (2)
- Stoves OVERVIEWDocument8 pagesStoves OVERVIEWINDRAJIT SAONo ratings yet
- 3 - Gear Design PDFDocument136 pages3 - Gear Design PDFRachit100% (1)
- Astm C939 PDFDocument4 pagesAstm C939 PDFSrihariKyatamNo ratings yet
- Spur GearDocument29 pagesSpur GearNitin B maskeNo ratings yet
- Materi PPT Secondary EngDocument5 pagesMateri PPT Secondary EngFanya arifantiNo ratings yet
- Expansion Behavior of CementDocument9 pagesExpansion Behavior of CementJarek PlaszczycaNo ratings yet
- Admixtures and Their Interactions With High Range Calcium Aluminate CementDocument8 pagesAdmixtures and Their Interactions With High Range Calcium Aluminate CementDick ManNo ratings yet
- Polymer Modified MortarDocument4 pagesPolymer Modified MortarstelogoNo ratings yet
- EscortsDocument2 pagesEscortspratikNo ratings yet
- Repair, Retrofitting, Rehabiliation of StructuresDocument57 pagesRepair, Retrofitting, Rehabiliation of Structures29-GouravNo ratings yet
- Geotehcnical AnalysisDocument61 pagesGeotehcnical AnalysisZakee KazmeeNo ratings yet
- Wear Analysis of Hard Faced Agricultural Equipment - Doc FFDocument15 pagesWear Analysis of Hard Faced Agricultural Equipment - Doc FFSunil BasavarajuNo ratings yet
- Roller Chain GuideDocument5 pagesRoller Chain GuidechikoopandaNo ratings yet
- Shop Data - Fitting Layout For HVACDocument2 pagesShop Data - Fitting Layout For HVACDaniel AustinNo ratings yet
- Geotechnical Investigation 1225510757282453 9Document39 pagesGeotechnical Investigation 1225510757282453 9fandhiejavanov2009No ratings yet
- Method Statement For Pile Integrity Test ProcedureDocument3 pagesMethod Statement For Pile Integrity Test ProcedureDharma Pratap Lamgade100% (1)
- Assistant Mechanical Engineer Resume FormatDocument3 pagesAssistant Mechanical Engineer Resume FormatMahesh MinnieNo ratings yet
- Cable HoistDocument4 pagesCable HoistUrip S. SetyadjiNo ratings yet
- RBC FGDocument18 pagesRBC FGdragon_ecuNo ratings yet
- Tors Assignment 2Document14 pagesTors Assignment 2Leonard ZammitNo ratings yet
- EML2322L Sheetmetal DesignDocument9 pagesEML2322L Sheetmetal DesignHimanshu SagarNo ratings yet
- MI-1220 XL Manual 2008Document115 pagesMI-1220 XL Manual 2008James BanksNo ratings yet
- Refractory LiningDocument3 pagesRefractory LiningzhanghuiNo ratings yet
- 4 8 Scissors Lift PaperDocument4 pages4 8 Scissors Lift PaperJames HoldenNo ratings yet
- Renold Chain CatalogueDocument24 pagesRenold Chain CatalogueThang NguyenNo ratings yet
- 2003 Final Term Paper of CreativityDocument27 pages2003 Final Term Paper of CreativityAnkur SharmaNo ratings yet
- Plasma Operations ManualDocument27 pagesPlasma Operations ManualMyk DeVroedeNo ratings yet
- Hammer MillsDocument3 pagesHammer Millswebmaster9441No ratings yet
- (250x450mm) Chinese Bench LatheDocument5 pages(250x450mm) Chinese Bench LathedudulemarcNo ratings yet
- 1405 Katalog eDocument232 pages1405 Katalog eAnonymous YdCOaQTNo ratings yet
- Asme 18 6.3Document1 pageAsme 18 6.3Andres Byke SepulvedaNo ratings yet
- 12-25-06 Chapter 11 - Geotechnical ReportsDocument18 pages12-25-06 Chapter 11 - Geotechnical ReportsNat TikusNo ratings yet
- Gas Tungsten Arc Welding ProcessDocument9 pagesGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Sagar Institute of Research & Technalogy-Excellence, BhopalDocument14 pagesSagar Institute of Research & Technalogy-Excellence, BhopalfadyaNo ratings yet
- Jimma Institute of Technology: Product Design Lecture-IIIDocument49 pagesJimma Institute of Technology: Product Design Lecture-IIIfayzaNo ratings yet
- Physical Testing of Gypsum, Gypsum Plasters and Gypsum ConcreteDocument8 pagesPhysical Testing of Gypsum, Gypsum Plasters and Gypsum ConcreteRajendra PashteNo ratings yet
- Size Reduction EquipmentsDocument15 pagesSize Reduction EquipmentsDebashish MohantyNo ratings yet
- Cbs CatalogueDocument195 pagesCbs Cataloguemadaboutalfa8168No ratings yet
- What Is Technical SEODocument5 pagesWhat Is Technical SEOMohammed Sayeeduddin100% (1)
- Product Leaflet - Portable CNC Cutting MachineDocument2 pagesProduct Leaflet - Portable CNC Cutting Machineabhics67No ratings yet
- Counterweight Rigging ManualDocument34 pagesCounterweight Rigging ManualGustavo ArancibiaNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Ews Lab 01Document4 pagesEws Lab 01Aamir Ali DayoNo ratings yet
- Updated Sammys Technical Data SheetsDocument3 pagesUpdated Sammys Technical Data Sheetszbigniew pniokNo ratings yet
- Central Air Conditioning SystemDocument5 pagesCentral Air Conditioning SystemRUSHALI SRIVASTAVANo ratings yet
- Manual de Partes MOLINO BUTCHER AF52Document9 pagesManual de Partes MOLINO BUTCHER AF52ivan reyes TorresNo ratings yet
- Careplus - 3000 - Humidifier - User - and Service ManualDocument68 pagesCareplus - 3000 - Humidifier - User - and Service ManualHéctor Alan Aguilar CruzNo ratings yet
- Crank TestsDocument6 pagesCrank TestsChillie ZANo ratings yet
- Fuel System 3 PDFDocument6 pagesFuel System 3 PDFFalgon IslamNo ratings yet
- Catalog Turbionaire 2022.1 B2CDocument34 pagesCatalog Turbionaire 2022.1 B2CAlexandru GNo ratings yet
- Crouse HindsDocument1 pageCrouse HindsAlexis Hassel Constantino LopezNo ratings yet
- Adweataqaaddctranscoaadcal MirfaDocument328 pagesAdweataqaaddctranscoaadcal MirfaClark HonradoNo ratings yet
- Sto 19jan24Document58 pagesSto 19jan24dinesh84dNo ratings yet
- Wireless Speaker Box: Project PlanDocument7 pagesWireless Speaker Box: Project PlancajemarNo ratings yet
- E1 - E64 (Vertex 33)Document64 pagesE1 - E64 (Vertex 33)Bryan RuizNo ratings yet
- Shanbao PE600x900 Crusher Parts ManualDocument1 pageShanbao PE600x900 Crusher Parts ManualTomas Chien100% (2)
- List Barang PTP Air CondDocument1 pageList Barang PTP Air Condams amsniagaNo ratings yet
- Spare Parts Catalogue: AXLE 20.43 REF: 572755Document8 pagesSpare Parts Catalogue: AXLE 20.43 REF: 572755marcelo sampaioNo ratings yet
- Van Ruth - Cementing Wedging PlugsDocument1 pageVan Ruth - Cementing Wedging PlugsSergei Sarmiento DuránNo ratings yet
- Eaton 16A & 125A OutletDocument6 pagesEaton 16A & 125A OutletREALLY ?No ratings yet
- Automation Arrangement: Wärtsilä 50 Spare Parts List 506-0455Document4 pagesAutomation Arrangement: Wärtsilä 50 Spare Parts List 506-0455SaasiNo ratings yet
- Universal Cutter GrinderDocument1 pageUniversal Cutter Grinderangel jhoan nuñez ramosNo ratings yet
- BN 9524Document2 pagesBN 9524XavierNo ratings yet
- S01Hydraulic and Electric DiagramsDocument40 pagesS01Hydraulic and Electric DiagramsAlexanderNo ratings yet
- Carraro 20.19Document10 pagesCarraro 20.19Mindaugas MonkevičiusNo ratings yet
- Dixer D300Document24 pagesDixer D300carlosorizabaNo ratings yet
- Edited - TLE ICT CSS 9 - Q3 Module 1 2 - Using Hand ToolsDocument23 pagesEdited - TLE ICT CSS 9 - Q3 Module 1 2 - Using Hand ToolsNatch LomeeNo ratings yet
- ALX-8000XSA: Part No. Part No. Part No. Description Description DescriptionDocument1 pageALX-8000XSA: Part No. Part No. Part No. Description Description Descriptionjori ahuefafreeNo ratings yet
- SP200 PDFDocument8 pagesSP200 PDFalyNo ratings yet
- Delco 28MTDocument4 pagesDelco 28MTWilson BuenoNo ratings yet