Download as pdf or txt
You might also like
- Seca769 Service ManualDocument24 pagesSeca769 Service ManualHeinson R. VariasNo ratings yet
- Intecont Tersus - SFFDocument162 pagesIntecont Tersus - SFFansar100% (1)
- Schenck CalibrationDocument26 pagesSchenck CalibrationPablos Sambo100% (4)
- 4.materi OST WDZ-430EX Tech Ins V1.0 Motor MNGMT RelayDocument23 pages4.materi OST WDZ-430EX Tech Ins V1.0 Motor MNGMT Relaysarwant_want100% (1)
- Manual PDFDocument27 pagesManual PDFamirrineni100% (2)
- Seca 767Document39 pagesSeca 767pablosando67% (3)
- B2800 Flow Monitor: Programming & Installation Manual Simplified VersionDocument20 pagesB2800 Flow Monitor: Programming & Installation Manual Simplified VersionRicardo SeguraNo ratings yet
- Bcw-Ds Indicator: An ISO 9001 Certified CompanyDocument2 pagesBcw-Ds Indicator: An ISO 9001 Certified Companyjdrana100% (1)
- Belt Weigher CalibrationDocument3 pagesBelt Weigher CalibrationClint GarciaNo ratings yet
- Reference ManualDocument1 pageReference Manualdwiyanto73No ratings yet
- 2015 Belt-Way Manual 2 1 WebDocument72 pages2015 Belt-Way Manual 2 1 WebanhNo ratings yet
- Shot Term Training Programme On Industrial InstrumentationDocument42 pagesShot Term Training Programme On Industrial Instrumentationkhanjamil1267% (3)
- Schenck Process ManualDocument2 pagesSchenck Process ManualEndang Mawar67% (3)
- SWC-32 Controller: Belt Scale User ManualDocument24 pagesSWC-32 Controller: Belt Scale User ManualDhananjay MahakudNo ratings yet
- manualEMC 1Document27 pagesmanualEMC 1Parmeshwar Nath Tripathi25% (4)
- JT95A JT95A JT95A JT95A: Jestronic 400 & Jestronic 500Document9 pagesJT95A JT95A JT95A JT95A: Jestronic 400 & Jestronic 500Mamadou djibril BaNo ratings yet
- FH344 GBDocument20 pagesFH344 GBSamehibrahem100% (1)
- RTR - RTD Load CellDocument4 pagesRTR - RTD Load CellRakesh Karan SinghNo ratings yet
- B-W Calibration ProcedureDocument4 pagesB-W Calibration ProcedureVijay Bhan100% (4)
- Load Calibration Procedure For TUC-6 - WFDocument2 pagesLoad Calibration Procedure For TUC-6 - WFMithlesh Kumar banchhorNo ratings yet
- Reference Manual Series 2Document42 pagesReference Manual Series 2Viong Danon100% (1)
- Schenck Easy Serve PDFDocument16 pagesSchenck Easy Serve PDFAlvinSotoRíosNo ratings yet
- Masterload II RCUDocument4 pagesMasterload II RCUWira V. YolandaNo ratings yet
- Subtle WeighDocument28 pagesSubtle WeighRaj K SharmaNo ratings yet
- Uscan 8Document16 pagesUscan 8admms0206100% (1)
- Single Idler Belt Scale: Instruction Manual PL-319 January 2001Document21 pagesSingle Idler Belt Scale: Instruction Manual PL-319 January 2001Julisa LombardoNo ratings yet
- INTECONT® Tersus For Measuring Systems: % Compact Weighing Electronics ForDocument4 pagesINTECONT® Tersus For Measuring Systems: % Compact Weighing Electronics Forgnazareth_100% (1)
- I-P-1.01-W-5 (Solid Flow Meter)Document2 pagesI-P-1.01-W-5 (Solid Flow Meter)Mechanical ShauryaNo ratings yet
- Flow Totalizer Meter User Manual: IM05L1XF01-01C First EditionDocument75 pagesFlow Totalizer Meter User Manual: IM05L1XF01-01C First EditionMuhammad awais100% (1)
- Calibration and Measurement Capability of Gas AnalysisDocument15 pagesCalibration and Measurement Capability of Gas AnalysisTrịnh Đức HạnhNo ratings yet
- Tuc 6 WF Manual PDFDocument92 pagesTuc 6 WF Manual PDFDhananjay MahakudNo ratings yet
- Instruction Manual: Lock Valve CL-420 CL-500Document10 pagesInstruction Manual: Lock Valve CL-420 CL-500निखिल बायवारNo ratings yet
- Load Cell ActuatorsDocument2 pagesLoad Cell Actuatorssandeep100% (1)
- SchenkDocument734 pagesSchenkrasoul100% (8)
- Phase Sequence Relay 800PSR: FeaturesDocument1 pagePhase Sequence Relay 800PSR: FeaturesAkmal DarmawanNo ratings yet
- Weighing SystemDocument41 pagesWeighing SystemAnonymous psuDwvz57% (7)
- Sipart PS2 ManualDocument2 pagesSipart PS2 ManualBio Metric100% (1)
- Saimo Belt ScalesDocument12 pagesSaimo Belt Scalespspsuparing100% (1)
- DRW ManualDocument120 pagesDRW Manualhniwan40No ratings yet
- Note For WF CalibrationDocument4 pagesNote For WF Calibrationanjna100% (1)
- Mitsubishi TH-N Overload RelaysDocument7 pagesMitsubishi TH-N Overload RelaysGuillermo Hernandez0% (1)
- NEW BELTWEIGHER STD MANUALmodified)Document57 pagesNEW BELTWEIGHER STD MANUALmodified)mecblNo ratings yet
- ARITA Flow Meter PDFDocument12 pagesARITA Flow Meter PDFarman. tNo ratings yet
- Dcem2100 - Tuv - Ops (0001)Document66 pagesDcem2100 - Tuv - Ops (0001)Quan Nguyen VanNo ratings yet
- ECS-100 System OverviewDocument59 pagesECS-100 System OverviewJehangir PhoneNo ratings yet
- JX 206 - 820Document1 pageJX 206 - 820Kristianto Cahyono100% (1)
- Shimadzu Optical Emission Spectrometer PDA-7000 / 5500 S Starting The EquipmentDocument2 pagesShimadzu Optical Emission Spectrometer PDA-7000 / 5500 S Starting The EquipmentAshish TiwariNo ratings yet
- Quick Guide On RSP and Kiln Gas Analyzer TroubleshootingDocument5 pagesQuick Guide On RSP and Kiln Gas Analyzer Troubleshootingjun101phNo ratings yet
- 90.25287 WF O & M ManualDocument390 pages90.25287 WF O & M ManualValipireddy NagarjunNo ratings yet
- Weighfeeder Application GuidelinesDocument46 pagesWeighfeeder Application GuidelinesImran SheikhNo ratings yet
- 3bhs823689 Zab E11 D Megastar TC SW Troubleshooting ManualDocument73 pages3bhs823689 Zab E11 D Megastar TC SW Troubleshooting ManualsepulcrijkdNo ratings yet
- FMGCEM40xx Series: Flue Gas AnalyserDocument6 pagesFMGCEM40xx Series: Flue Gas AnalyserMeindert gerssenNo ratings yet
- PID Control Buck Converter by Using Arduino UNODocument52 pagesPID Control Buck Converter by Using Arduino UNOveerakumar BITNo ratings yet
- DTR 1000 KvaDocument7 pagesDTR 1000 KvaAbhinav TewariNo ratings yet
- Contact Type Guided Wave Radar Level Transmitter Working Principle Instrumentation ToolsDocument3 pagesContact Type Guided Wave Radar Level Transmitter Working Principle Instrumentation ToolsAbarajithan Rajendran100% (1)
- B2800 Flow Monitor: Programming & Installation Manual Simplified VersionDocument20 pagesB2800 Flow Monitor: Programming & Installation Manual Simplified VersionAnonymous MvVBq8QdNo ratings yet
- 1.0 Principle: Functional DescriptionDocument4 pages1.0 Principle: Functional DescriptionanjnaNo ratings yet
- Blancett B2800 Advanced ManualDocument28 pagesBlancett B2800 Advanced ManualDieguin SuárezNo ratings yet
- SKF Belt Tensioning PDFDocument27 pagesSKF Belt Tensioning PDFAdrian CantaragiuNo ratings yet
- 780USA INDEXcE1 PDFDocument21 pages780USA INDEXcE1 PDFThatchNo ratings yet
- Component ListDocument2 pagesComponent ListJong JavaNo ratings yet
- Weight List 80000Document6 pagesWeight List 80000Jong JavaNo ratings yet
- Component ListDocument2 pagesComponent ListJong JavaNo ratings yet
- Weight List 12000Document6 pagesWeight List 12000Jong JavaNo ratings yet
- Component ListDocument1 pageComponent ListJong JavaNo ratings yet
- 12,000m 3/Hr X 127m 2 Bag Filters X (4) UnitsDocument2 pages12,000m 3/Hr X 127m 2 Bag Filters X (4) UnitsJong JavaNo ratings yet
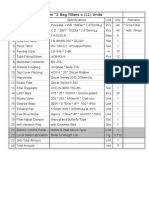
- 8,000m 3/Hr X 84m 2 Bag Filters X (1) UnitDocument2 pages8,000m 3/Hr X 84m 2 Bag Filters X (1) UnitJong JavaNo ratings yet
- Component ListDocument1 pageComponent ListJong JavaNo ratings yet
- 8000 Component ListDocument1 page8000 Component ListJong JavaNo ratings yet
- 8000 Component List r0Document7 pages8000 Component List r0Jong JavaNo ratings yet
- 5000 - Component - List R0Document7 pages5000 - Component - List R0Jong JavaNo ratings yet
- 5000 Component ListDocument2 pages5000 Component ListJong JavaNo ratings yet
- 5000 Component ListDocument1 page5000 Component ListJong JavaNo ratings yet