Download as pdf or txt
You might also like
- PMP Cheat Sheet PDFDocument1 pagePMP Cheat Sheet PDFthouartu77% (35)
- Baker D and DB Retainer Production Packers H43210 PDFDocument7 pagesBaker D and DB Retainer Production Packers H43210 PDFwasayrazaNo ratings yet
- Asi-X Packer: DescriptionDocument5 pagesAsi-X Packer: DescriptionPARAGNo ratings yet
- Petroline RNQN Standing ValveDocument16 pagesPetroline RNQN Standing Valveabbas1368No ratings yet
- Empaque Ad-1 Tension PKRDocument10 pagesEmpaque Ad-1 Tension PKRolger nino100% (2)
- Bowen-Lebus Knuckle Joints: Instruction Manual 4810Document11 pagesBowen-Lebus Knuckle Joints: Instruction Manual 4810Foros Isc100% (2)
- COUGAR JAR Oper - ManualDocument2 pagesCOUGAR JAR Oper - ManualAnonymous GTjPjb100% (2)
- Cat C 6.4 Fuel SystemDocument13 pagesCat C 6.4 Fuel Systemali83% (6)
- Act Asi X PackerDocument8 pagesAct Asi X PackersambhajiNo ratings yet
- VSI-X Packer 4.500 in X 2.375 inDocument10 pagesVSI-X Packer 4.500 in X 2.375 inAlejandro ChavarriaNo ratings yet
- 8209-Models D, DA, DAB and DB Retainer Production Packers FoDocument12 pages8209-Models D, DA, DAB and DB Retainer Production Packers Fodanonnino0% (1)
- As Retrievable Bridge Plug: A) DescriptionDocument7 pagesAs Retrievable Bridge Plug: A) DescriptionAlain AlemanNo ratings yet
- Double Acting Hydraulic Drilling JarDocument10 pagesDouble Acting Hydraulic Drilling JarDanciulescu Mircea GabrielNo ratings yet
- Lock-Set, J-LokDocument3 pagesLock-Set, J-LokYaqoob IbrahimNo ratings yet
- Scrugrab 05-03-10 PDFDocument2 pagesScrugrab 05-03-10 PDFfabisysNo ratings yet
- Hydraulic Tubing PunchDocument19 pagesHydraulic Tubing Punchu2006262918No ratings yet
- 2003 Liner Hangers CatalogDocument104 pages2003 Liner Hangers CatalogFABGOILMAN100% (1)
- Chapter One: Diverter SystemDocument29 pagesChapter One: Diverter SystemsyedainahmadNo ratings yet
- Wire Line Set Retrievable Packer: Drilling & Down-Hole Completion ToolsDocument11 pagesWire Line Set Retrievable Packer: Drilling & Down-Hole Completion Toolsparag padoleNo ratings yet
- Model "F" Non-Ported Seating Nipple: Flow Control Systems Technical UnitDocument3 pagesModel "F" Non-Ported Seating Nipple: Flow Control Systems Technical Uniteberthson hernandez100% (1)
- Casing Cup TesterDocument3 pagesCasing Cup TesterWei ShangNo ratings yet
- LipeDocument76 pagesLipemahmod alrousanNo ratings yet
- Model "D" Retainer Production Packer With Plain Bottom: Packer Systems Technical UnitDocument8 pagesModel "D" Retainer Production Packer With Plain Bottom: Packer Systems Technical UnitArenita WrightNo ratings yet
- Botil Model BTCN Mechanical Set PackerDocument2 pagesBotil Model BTCN Mechanical Set PackerReivaj JavierNo ratings yet
- BakerDocument4 pagesBakerWilliam EvansNo ratings yet
- Maximus Product CatalogDocument78 pagesMaximus Product Catalogapi-155731311No ratings yet
- Z Type Hydraulic Fishing Jar - Logan Oil ToolsDocument38 pagesZ Type Hydraulic Fishing Jar - Logan Oil Toolsdiv02No ratings yet
- Logan Welded Cup Junk SubsDocument2 pagesLogan Welded Cup Junk SubsSasan AbbasiNo ratings yet
- Ad-1, Adl-1, C-1Document4 pagesAd-1, Adl-1, C-1Yaqoob IbrahimNo ratings yet
- 2 Bridge PlugsDocument9 pages2 Bridge PlugsaaaNo ratings yet
- 2023 10.75 TST-2 Service PackerDocument15 pages2023 10.75 TST-2 Service PackerDhenny FarialNo ratings yet
- Hydraulic Oil JarDocument3 pagesHydraulic Oil JarYermi ParabangNo ratings yet
- Logan Lubricated Bumper Sub (English)Document20 pagesLogan Lubricated Bumper Sub (English)Gianfranco Exequiel Sebastian GarciaNo ratings yet
- C2™ Liner Setting Sleeve With Tieback ExtensionDocument5 pagesC2™ Liner Setting Sleeve With Tieback Extensionjosephbenetton100% (1)
- Radial Cutting Torch 070415Document4 pagesRadial Cutting Torch 070415Carlos Alberto Aguilera MendezNo ratings yet
- Ttt2b Drillable TlsDocument26 pagesTtt2b Drillable TlsMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Wire Line SettingDocument19 pagesWire Line SettingNagarjunSHNo ratings yet
- Tubing Sand Bailer - Titus ToolsDocument3 pagesTubing Sand Bailer - Titus ToolsJeisson E Ruiz DNo ratings yet
- 7 000 X 2.875 HD Retrievable Packer - 1stDocument3 pages7 000 X 2.875 HD Retrievable Packer - 1stvitortelesNo ratings yet
- Seal Bore Packer System - PermanentDocument18 pagesSeal Bore Packer System - Permanentparag padoleNo ratings yet
- FRP0104 CLT Tieback Packer ProcedureDocument3 pagesFRP0104 CLT Tieback Packer ProcedureAymanNo ratings yet
- 4880 - TU CD-6000 Sliding Sleeve - Part.9,11,13Document7 pages4880 - TU CD-6000 Sliding Sleeve - Part.9,11,13fjflores26No ratings yet
- Series 150 Overshots Supplement: Instruction Manual 1150ADocument25 pagesSeries 150 Overshots Supplement: Instruction Manual 1150AForos IscNo ratings yet
- Griffith Jar ManualDocument20 pagesGriffith Jar ManualMahdy BasimNo ratings yet
- Maintenance Y SERIESDocument10 pagesMaintenance Y SERIESStowartNo ratings yet
- Catalog - H Hydraulic Setting ToolDocument1 pageCatalog - H Hydraulic Setting ToolCarlos Alberto Aguilera MendezNo ratings yet
- Mechanical Setting Tool Redress InstructionsDocument32 pagesMechanical Setting Tool Redress InstructionsEvolution Oil ToolsNo ratings yet
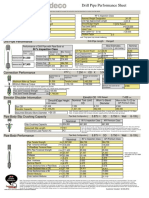
- DrillPipe, 80%, 5.875 OD, 0.750 Wall, IEU, G-105.. XT57 (7.250 X 3.500)Document3 pagesDrillPipe, 80%, 5.875 OD, 0.750 Wall, IEU, G-105.. XT57 (7.250 X 3.500)Garcia C L AlbertoNo ratings yet
- Hydraulic External Cutters Instruction Manual 5550 OEMDocument10 pagesHydraulic External Cutters Instruction Manual 5550 OEMTanzil100% (1)
- 02 - Casing and TubingDocument16 pages02 - Casing and TubingangelacanchonNo ratings yet
- SwabbingDocument3 pagesSwabbingMohamed KableNo ratings yet
- TopTools Catalog 20170906Document49 pagesTopTools Catalog 20170906JoséManuelOvandoNo ratings yet
- 4200Document44 pages4200Hamdi Said100% (1)
- Liner PackerDocument7 pagesLiner PackerAnteNo ratings yet
- Hydra Jar ManualDocument43 pagesHydra Jar ManualKarim IsmailNo ratings yet
- Swaco' Style Drilling Choke PartsDocument1 pageSwaco' Style Drilling Choke PartsBodega 3001No ratings yet
- DrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFDocument3 pagesDrillPipe, 80%, 3.500 OD, 0.449 Wall, EU, G-105.. XT39 (4.938 X 2.563) PDFGarcia C L Alberto100% (1)
- Logan Oil Tools String-Book PDFDocument123 pagesLogan Oil Tools String-Book PDFDon Braithwaite100% (1)
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- 7.000 X 2.875 DLH Packer With J-Release (17-26) 938-7000-028 Rev ADocument5 pages7.000 X 2.875 DLH Packer With J-Release (17-26) 938-7000-028 Rev ANorbey Ashley Gasca AlzateNo ratings yet
- Jamesbury Butterfly Valves 8000 and 8200Document8 pagesJamesbury Butterfly Valves 8000 and 8200Uday GokhaleNo ratings yet
- Gas Processing Plant Operations: Oleh: Ir - Sumadi RidhoDocument11 pagesGas Processing Plant Operations: Oleh: Ir - Sumadi RidhoWisnu KusumaNo ratings yet
- CVDocument2 pagesCVWisnu KusumaNo ratings yet
- HAT Horiz Vessel VolDocument1 pageHAT Horiz Vessel VolWisnu KusumaNo ratings yet
- Equipment Field Dcs (BPD) Discrepancy Ukg & Usg Us Gallon (Analog) BPD Uk Gallon (Digital) BPDDocument2 pagesEquipment Field Dcs (BPD) Discrepancy Ukg & Usg Us Gallon (Analog) BPD Uk Gallon (Digital) BPDWisnu KusumaNo ratings yet
- UTImeterDocument9 pagesUTImeterWisnu KusumaNo ratings yet
- Chapter 13. Stabilization Policy and The AS - ADDocument44 pagesChapter 13. Stabilization Policy and The AS - ADNguyen Dac ThichNo ratings yet
- Experiment: 2 Skills: O/R/R and A/IDocument10 pagesExperiment: 2 Skills: O/R/R and A/IKayenNo ratings yet
- Kubelibrary: Library Scope: Named Arguments: SupportedDocument7 pagesKubelibrary: Library Scope: Named Arguments: SupportedΣπύρος ΣτυλιαράςNo ratings yet
- Service Manual C Electric Section 3Document52 pagesService Manual C Electric Section 3Haitham Mohamed100% (1)
- Manual Wilden t8 PDFDocument31 pagesManual Wilden t8 PDFRoyalguard-exNo ratings yet
- 9701 Chemistry Syllabus 0101Document93 pages9701 Chemistry Syllabus 0101Hanish GaonjurNo ratings yet
- Mainstreaming of Cryptocurrency: CMR Technical CampusDocument21 pagesMainstreaming of Cryptocurrency: CMR Technical CampusMOHAMMED ABDUL HASEEBNo ratings yet
- ITN - 13-ch 8Document27 pagesITN - 13-ch 8abduylelahNo ratings yet
- P7730 PDFDocument33 pagesP7730 PDFpuhumightNo ratings yet
- Gprs Protocol StackDocument2 pagesGprs Protocol Stackapi-3708986No ratings yet
- Sensor Inalambrico en 50041Document10 pagesSensor Inalambrico en 50041ACP DAVID VARGASNo ratings yet
- Berry PseudorotationDocument3 pagesBerry PseudorotationnisannnNo ratings yet
- Cuptor Cu Tuburi Anulare Mondial ForniDocument8 pagesCuptor Cu Tuburi Anulare Mondial ForniancaNo ratings yet
- ABAP Objects Concepts - Friends - ABAP Help BlogDocument4 pagesABAP Objects Concepts - Friends - ABAP Help BlogAnonymous zzw4hoFvHNNo ratings yet
- Research Paper of ChatbotDocument5 pagesResearch Paper of ChatbotLearn SamadeshNo ratings yet
- Impact of Stress, Self-Esteem and Gender Factor On Students' Academic AchievementDocument14 pagesImpact of Stress, Self-Esteem and Gender Factor On Students' Academic AchievementMushtaque UmraniNo ratings yet
- SDS PageDocument5 pagesSDS PagenhungusthNo ratings yet
- Avtron 3G Mobile DVR AT 04MVDDocument3 pagesAvtron 3G Mobile DVR AT 04MVDAvtron TechnologiesNo ratings yet
- Edexcel Past Paper Maths CalDocument24 pagesEdexcel Past Paper Maths CalNazrul IslamNo ratings yet
- Dometic Marine Air SystemsDocument104 pagesDometic Marine Air SystemsVinícius BeltraminiNo ratings yet
- Course Code Course Title Date Effective: Date Revised: Prepared By: Approved By: Page No.Document3 pagesCourse Code Course Title Date Effective: Date Revised: Prepared By: Approved By: Page No.Idris Jeffrey MangueraNo ratings yet
- SIMPLE DC GeneratorDocument7 pagesSIMPLE DC GeneratorDavies MasumbaNo ratings yet
- Module2 Session3 FinalDocument21 pagesModule2 Session3 FinalPapillon BlancNo ratings yet
- 'My Heart Will Go On': Track InfoDocument6 pages'My Heart Will Go On': Track InfojuiloNo ratings yet
- Energies: Optimized Design of A Swirler For A Combustion Chamber of Non-Premixed Flame Using Genetic AlgorithmsDocument25 pagesEnergies: Optimized Design of A Swirler For A Combustion Chamber of Non-Premixed Flame Using Genetic AlgorithmsDaniel AlejandroNo ratings yet
- Rubric For Writing A News ReportDocument1 pageRubric For Writing A News Reportdominic_dedNo ratings yet
- RFX 4000071727 Expansion of Ar Rass PV Bsp#9095 - Post Bid ClarificationsDocument40 pagesRFX 4000071727 Expansion of Ar Rass PV Bsp#9095 - Post Bid ClarificationsHaniegrace Lopez SandroNo ratings yet
- Bahan Ajar Minggu 13 SimsisDocument9 pagesBahan Ajar Minggu 13 SimsisFairuz MajidNo ratings yet