Download as docx, pdf, or txt
You might also like
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- GMAW WQTDocument1 pageGMAW WQTKeneth Del Carmen100% (2)
- PQR 014 (Qualified Sa 106 GR BDocument5 pagesPQR 014 (Qualified Sa 106 GR Bersenthil100% (1)
- Metrode WPS SuperduplexDocument4 pagesMetrode WPS SuperduplexClaudia Mms100% (3)
- Manual Overlay WeldingDocument8 pagesManual Overlay Weldingcarlmac6183% (6)
- Tank DatasheetDocument4 pagesTank DatasheetAlvin Smith67% (6)
- PQR-WPS-WPQR XXX Rev 0Document6 pagesPQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- WPS FormatDocument1 pageWPS FormatAbdullah AnsariNo ratings yet
- WPS P91Document6 pagesWPS P91JoseAlbertoNeyra100% (1)
- P91 WPSDocument6 pagesP91 WPSPepe SagitarioNo ratings yet
- Aramco Hot Tap Welding Procedure Rev. 1Document3 pagesAramco Hot Tap Welding Procedure Rev. 1arockiyathass100% (10)
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (2)
- NCR - SampleDocument7 pagesNCR - SamplecamycaxNo ratings yet
- Manual Overlay WeldingDocument8 pagesManual Overlay Weldingaamirtec301100% (2)
- Fronius Auto Argon-Arc WeldingDocument26 pagesFronius Auto Argon-Arc WeldingarcenergyNo ratings yet
- Welding Procedure Specification NO. 1-7-1: National Certified Pipe Welding BureauDocument5 pagesWelding Procedure Specification NO. 1-7-1: National Certified Pipe Welding BureauTharakeshNo ratings yet
- WPS Sitelca S002Document2 pagesWPS Sitelca S002Jose Antonio GomezNo ratings yet
- All-in-One Manual of Industrial Piping Practice and MaintenanceFrom EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceRating: 5 out of 5 stars5/5 (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
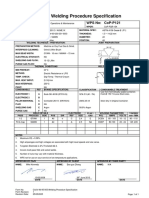
- Welding Procedure Specification: Wps No: Cop-P121Document1 pageWelding Procedure Specification: Wps No: Cop-P121Keneth Del CarmenNo ratings yet
- WPSDocument1 pageWPSNidhinkorothNo ratings yet
- P91 Profile WpsDocument6 pagesP91 Profile WpsManzar KhanNo ratings yet
- Welding Procedure Specification SampleDocument5 pagesWelding Procedure Specification SampleAdiNo ratings yet
- Volume3A MechDocument321 pagesVolume3A MechAdeel JamilNo ratings yet
- Manual Structural WeldingDocument12 pagesManual Structural WeldingwalitedisonNo ratings yet
- Welding Procedure Specification For 24'' PipeDocument2 pagesWelding Procedure Specification For 24'' Pipeenels77100% (2)
- Welding Procedure Specification (WPS)Document0 pagesWelding Procedure Specification (WPS)Oscar Iván Duque DíazNo ratings yet
- Welding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectDocument4 pagesWelding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectwentropremNo ratings yet
- Welding Manual Nov 2010Document187 pagesWelding Manual Nov 2010Sumit Chaurasia100% (4)
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- MPCC 20 WPS12Document3 pagesMPCC 20 WPS12hekayat71No ratings yet
- WPS SiloDocument1 pageWPS SiloNidhinkorothNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- WPS - Welding Instruction - FUCHSDocument23 pagesWPS - Welding Instruction - FUCHSShanoor AS100% (1)
- MHN-PPLQ-WPS-STR-50B R0 PDFDocument2 pagesMHN-PPLQ-WPS-STR-50B R0 PDFsurya1960No ratings yet
- Welding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002Document2 pagesWelding Procedure Specification (WPS) : Code: API Std. 1104 and ASME B31.4/B31.8 M.P.C.C 002shervinyNo ratings yet
- p22MNVMB MN Gtaw+Smaw (Pipe)Document2 pagesp22MNVMB MN Gtaw+Smaw (Pipe)abidaliabid1No ratings yet
- Welding Procedure Specification (W.P.S) According To ASME IX &ASME B31.3Document2 pagesWelding Procedure Specification (W.P.S) According To ASME IX &ASME B31.3Erick HoganNo ratings yet
- Wps 08-04-2015 - 3Document6 pagesWps 08-04-2015 - 3Nector MoyanoNo ratings yet
- Welding Presentation by NoreastDocument78 pagesWelding Presentation by Noreastravi00098No ratings yet
- P 91 - Welding WPSDocument2 pagesP 91 - Welding WPSSuhailshah123475% (4)
- Aluminim WPSDocument2 pagesAluminim WPSKarthikeyan ShanmugavelNo ratings yet
- Pt. Bahana Karya Mandiri: Data SheetDocument8 pagesPt. Bahana Karya Mandiri: Data SheetBowo Edhi WibowoNo ratings yet
- WPS 856110.016 Rev 3Document1 pageWPS 856110.016 Rev 3laz_kNo ratings yet
- Scan 0002Document1 pageScan 0002Marjolein VerhoevenNo ratings yet
- Wps Vosl-Pl-1 Pipeline Rev.2 XDocument11 pagesWps Vosl-Pl-1 Pipeline Rev.2 XVijo Jose100% (1)
- WPS 204 NewDocument6 pagesWPS 204 Newarockiyathass100% (1)
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Document15 pagesWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataNo ratings yet
- wps63 PDFDocument4 pageswps63 PDFErick HoganNo ratings yet
- WPS002 312Document2 pagesWPS002 312proxywarNo ratings yet
- PQR SAW ProcessDocument1 pagePQR SAW Processdevendrasingh202133% (3)
- Welding Procedures Package-Gas Line Replacement JobDocument11 pagesWelding Procedures Package-Gas Line Replacement JobFeroz KhanNo ratings yet
- WPS Dissimilar UpdatedDocument3 pagesWPS Dissimilar UpdatedVimin Prakash100% (1)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Weld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingFrom EverandWeld Quality: The Role of Computers: Proceedings of the International Conference on Improved Weldment Control with Special Reference to Computer Technology Held in Vienna, Austria, 4–5 July 1988 under the Auspices of the International Institute of WeldingNo ratings yet
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985From EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985No ratings yet
- Pipeline and Energy Plant Piping: Design and TechnologyFrom EverandPipeline and Energy Plant Piping: Design and TechnologyRating: 5 out of 5 stars5/5 (2)
- Sworn Statement: Allan A. MendozaDocument1 pageSworn Statement: Allan A. MendozaKeneth Del CarmenNo ratings yet
- Supplier's Accreditation Form-UpdatedDocument2 pagesSupplier's Accreditation Form-UpdatedKeneth Del Carmen25% (4)
- Sworn Statement: Allan A. MendozaDocument1 pageSworn Statement: Allan A. MendozaKeneth Del CarmenNo ratings yet
- Cebu Applicant Master ListDocument17 pagesCebu Applicant Master ListKeneth Del CarmenNo ratings yet
- FO-R23-001 - R2 Subcontractor Registration FormDocument6 pagesFO-R23-001 - R2 Subcontractor Registration FormKeneth Del CarmenNo ratings yet
- IDD Tier 1 Assessment (Contractor Portion Questionnaire)Document2 pagesIDD Tier 1 Assessment (Contractor Portion Questionnaire)Keneth Del CarmenNo ratings yet
- Line Up For Keppel Subic NewDocument4 pagesLine Up For Keppel Subic NewKeneth Del CarmenNo ratings yet
- Proposal To BatangasDocument3 pagesProposal To BatangasKeneth Del CarmenNo ratings yet
- Keppel Eng'g ProposalDocument2 pagesKeppel Eng'g ProposalKeneth Del CarmenNo ratings yet
- Master Line Up For Keppel Subic 1 NewDocument3 pagesMaster Line Up For Keppel Subic 1 NewKeneth Del CarmenNo ratings yet
- Journeyman Welding & Piping Services Intl. Corporation: List of ToolsDocument28 pagesJourneyman Welding & Piping Services Intl. Corporation: List of ToolsKeneth Del CarmenNo ratings yet
- Feng Shui Chinese Lucky CharmDocument23 pagesFeng Shui Chinese Lucky CharmKeneth Del CarmenNo ratings yet
- RHCM New CompanypolicyDocument40 pagesRHCM New CompanypolicyKeneth Del CarmenNo ratings yet
- Location of Consumer CanteenDocument1 pageLocation of Consumer CanteenKeneth Del CarmenNo ratings yet
- Canteen Policy Support DocumentDocument8 pagesCanteen Policy Support DocumentKeneth Del CarmenNo ratings yet
- AMO PICE MakatiDocument73 pagesAMO PICE MakatiKeneth Del CarmenNo ratings yet
- Floating SystemDocument6 pagesFloating SystemKeneth Del CarmenNo ratings yet
- Safety ManualDocument74 pagesSafety ManualKentDemeterio100% (1)
- Welders Ability Questionnaire and Safety Test: Name - Period - Grade - DateDocument5 pagesWelders Ability Questionnaire and Safety Test: Name - Period - Grade - DateKeneth Del CarmenNo ratings yet
- Welding Competition-SMAW PlateDocument4 pagesWelding Competition-SMAW PlateKeneth Del CarmenNo ratings yet