Download as pdf or txt
You might also like
- LEGO Simulation InstructionsDocument9 pagesLEGO Simulation Instructionsleansimulation8106100% (4)
- TWI Value Stream Mapping Assignment Raja DhanapalDocument4 pagesTWI Value Stream Mapping Assignment Raja DhanapalRaja Dhanapal79% (14)
- Twi Industries VSMDocument12 pagesTwi Industries VSMJesQaa VarGas0% (1)
- Twi Industries VSMDocument12 pagesTwi Industries VSMChe CruzNo ratings yet
- What Is Decarbonization ?: Main Engine Decarb Preparation, Procedure & Commissioning Sumit NarayanDocument3 pagesWhat Is Decarbonization ?: Main Engine Decarb Preparation, Procedure & Commissioning Sumit NarayanManisha100% (1)
- Stardew Valley Community Center ChecklistDocument7 pagesStardew Valley Community Center Checklistpauchanmnl100% (2)
- Question From MoranDocument12 pagesQuestion From MoranandrewjovellanaNo ratings yet
- Job Shop VSMDocument47 pagesJob Shop VSMCalos Alberto Leal MojicaNo ratings yet
- Chapter 4 Process AnalysisDocument6 pagesChapter 4 Process Analysispbpotter43100% (1)
- Toshiba Ome Works Case AssignmentDocument7 pagesToshiba Ome Works Case AssignmentVarun Rawat100% (1)
- Lean Manufacturing - TWI Case Study Model Answers PDFDocument11 pagesLean Manufacturing - TWI Case Study Model Answers PDFBianka NaulaNo ratings yet
- Chapter 3 SolutionDocument6 pagesChapter 3 Solutionrobertrnicol0% (1)
- Donner CompanyDocument11 pagesDonner Companymathilde_144100% (2)
- Chem 28 SyllabusDocument11 pagesChem 28 SyllabusDianne TorrecampoNo ratings yet
- Tact Time: TPS Group Toyota Kirloskar Motor PVT LTDDocument13 pagesTact Time: TPS Group Toyota Kirloskar Motor PVT LTDDisha ShahNo ratings yet
- Quicl Changeover - SMED PDFDocument53 pagesQuicl Changeover - SMED PDFpranayrulzNo ratings yet
- 07 Balancing Cycle Time and Takt TimeDocument2 pages07 Balancing Cycle Time and Takt Timelam nguyenNo ratings yet
- 03 Cost Deplaoyment YamashinaDocument16 pages03 Cost Deplaoyment YamashinaBranimir ZivanovicNo ratings yet
- Takt Time ExerciseDocument14 pagesTakt Time ExerciseIrenius AdityaNo ratings yet
- Takt Time: Takt Time Is The Pace of Production Needed To Meet Customer DemandDocument1 pageTakt Time: Takt Time Is The Pace of Production Needed To Meet Customer DemandDevendra PataniNo ratings yet
- Takt TimeDocument4 pagesTakt Timemj123No ratings yet
- Lean Lego Simulation 8-4-04Document10 pagesLean Lego Simulation 8-4-04robertsimonis100% (2)
- History of Lean ManufacturingDocument14 pagesHistory of Lean ManufacturingVan Michael100% (2)
- W L M Q: Elcome Tothe EAN Anufacturing UIZDocument6 pagesW L M Q: Elcome Tothe EAN Anufacturing UIZMusical Corruption100% (1)
- Smed Analysis 2Document80 pagesSmed Analysis 2Azaly BuangNo ratings yet
- Certified Lean Expert BrochureDocument8 pagesCertified Lean Expert BrochureMadhavaKrishnaNo ratings yet
- Lean Production: Week 2: Value Stream MappingDocument54 pagesLean Production: Week 2: Value Stream MappingQuynh Chau TranNo ratings yet
- Chapter 3: Process and Capacity AnalysisDocument15 pagesChapter 3: Process and Capacity AnalysisAnugragha SundarNo ratings yet
- Blitz Process FlowDocument6 pagesBlitz Process FlowPrashant DhayalNo ratings yet
- Operations Management: Submitted To - Professor Bhavin ShahDocument4 pagesOperations Management: Submitted To - Professor Bhavin ShahRadhika AgarwalNo ratings yet
- Mba07220 C VsmendtermDocument6 pagesMba07220 C VsmendtermTRIBIKRAM DEBANGSHINo ratings yet
- Batching & Flow Interruptions Setup Times & EOQDocument7 pagesBatching & Flow Interruptions Setup Times & EOQsigmasundarNo ratings yet
- Takt Time Shared MachinesDocument4 pagesTakt Time Shared MachinesEsbeidy Sanchez Franco100% (1)
- Week9 02411940000179 D Muhammad Ardhan AnshariDocument4 pagesWeek9 02411940000179 D Muhammad Ardhan AnsharianshariNo ratings yet
- Seven Steps To Creating A Value Stream Mapping JAN2014Document21 pagesSeven Steps To Creating A Value Stream Mapping JAN2014bpkumar1No ratings yet
- FinalDocument26 pagesFinalRitesh KumarNo ratings yet
- 2.6 Process Planning Class 2 IEMDocument22 pages2.6 Process Planning Class 2 IEMCharan DcNo ratings yet
- Taller 2 OEEDocument4 pagesTaller 2 OEEAnonymous xlp6qlVJ67% (3)
- CFM ROss SolutionsDocument5 pagesCFM ROss SolutionsHai HaNo ratings yet
- MCE 493 MCE 593 CH 2 and 3Document47 pagesMCE 493 MCE 593 CH 2 and 3Toto TitiNo ratings yet
- Donner Company CaseanalysisDocument6 pagesDonner Company CaseanalysisShubham JakhmolaNo ratings yet
- Stonehaven - 20F127 - Manish ThakurDocument5 pagesStonehaven - 20F127 - Manish Thakursrijiet agarwal100% (1)
- Capacity Planning - AngulDocument30 pagesCapacity Planning - Angulchandrajeet singhNo ratings yet
- ktra hệ thống sản xuất tích hợpDocument47 pagesktra hệ thống sản xuất tích hợpVũ Quốc KhánhNo ratings yet
- Meagal Stelplast: Steering A New PathDocument7 pagesMeagal Stelplast: Steering A New PathArjun JoshiNo ratings yet
- Week 5 - Production SmoothingDocument34 pagesWeek 5 - Production SmoothingQuynh Chau Tran100% (1)
- Space RequirementsDocument45 pagesSpace RequirementsRaj DeepanNo ratings yet
- Development of New SamplingDocument19 pagesDevelopment of New SamplingVikram KedambadiNo ratings yet
- Layout: Critical Thinking ExercisesDocument9 pagesLayout: Critical Thinking ExercisesJennysanNo ratings yet
- Improvisation of The Productivity of Morgan Tecnica Cutting MachineDocument33 pagesImprovisation of The Productivity of Morgan Tecnica Cutting MachineNeetek SahayNo ratings yet
- Homework/Assignment: Full Name of submitter: Nguyễn Ngọc Hân Student ID: IEIEIU18152Document8 pagesHomework/Assignment: Full Name of submitter: Nguyễn Ngọc Hân Student ID: IEIEIU18152Quynh Chau TranNo ratings yet
- Product/Production Relationships: Solution: This Problem Neglects The Effect of Assembly TimeDocument2 pagesProduct/Production Relationships: Solution: This Problem Neglects The Effect of Assembly TimeParamaSivanNo ratings yet
- Product Layout: Assembly-Line Balancing ApproachDocument21 pagesProduct Layout: Assembly-Line Balancing ApproachSteven JohnNo ratings yet
- MENG448 MDTRM1 Spring 16 SolutionDocument4 pagesMENG448 MDTRM1 Spring 16 SolutionSara AhmedNo ratings yet
- Automation Solution ManualDocument3 pagesAutomation Solution ManualVinodhkumar PalakodeNo ratings yet
- 08 - Numericals - Process AnalysisDocument3 pages08 - Numericals - Process AnalysisRISHA SHETTYNo ratings yet
- Takt Time: Shared Resource Weighted Average Method Practical Usage ExamplesDocument17 pagesTakt Time: Shared Resource Weighted Average Method Practical Usage ExamplesVENKATESHAN SNo ratings yet
- Capacityplanning-Unsolved 7 NumericalsDocument2 pagesCapacityplanning-Unsolved 7 NumericalsShanky JainNo ratings yet
- Study and Improvement of Small Scale Industry SystemDocument10 pagesStudy and Improvement of Small Scale Industry SystemRajneesh SinghNo ratings yet
- Productivity Improvement Through Lean Manufacturing ToolsDocument23 pagesProductivity Improvement Through Lean Manufacturing ToolsSatadeep Datta0% (1)
- Toyota Production SystemDocument55 pagesToyota Production SystemCrina SimionNo ratings yet
- Krajewski 11e SM Ch06 Krajewski 11e SM Ch06: Operations management (경희대학교) Operations management (경희대학교)Document13 pagesKrajewski 11e SM Ch06 Krajewski 11e SM Ch06: Operations management (경희대학교) Operations management (경희대학교)dandrNo ratings yet
- Group4 SecB MO DonnerCaseSubmissionDocument7 pagesGroup4 SecB MO DonnerCaseSubmissionAnkit NathNo ratings yet
- Solar Power PlantDocument23 pagesSolar Power Plantmadhu_bedi12No ratings yet
- A Note On Ethics and StrategyDocument3 pagesA Note On Ethics and StrategyLaura RamonaNo ratings yet
- Teacher Should Be Very Strict in ClassDocument1 pageTeacher Should Be Very Strict in ClassAbdul ArifNo ratings yet
- Nigeria's Agenda 21 Draft Objectives and Strategies ForDocument77 pagesNigeria's Agenda 21 Draft Objectives and Strategies ForbenNo ratings yet
- CIT-3200 Data CommunicationDocument19 pagesCIT-3200 Data CommunicationOsama ShaqaqiNo ratings yet
- Castel Airco 2014-15Document68 pagesCastel Airco 2014-15Anderson Giovanny Herrera DelgadoNo ratings yet
- SAP BODS Course Content at NBITSDocument3 pagesSAP BODS Course Content at NBITSPranay BalagaNo ratings yet
- CA Empanelment-Application FormatDocument5 pagesCA Empanelment-Application FormatPV REDDY AssociatesNo ratings yet
- NOVATHERABBITPATTERNDocument10 pagesNOVATHERABBITPATTERNTejidos Castillo Amigurumis con Amor100% (3)
- Ateneo Philosophy Club: Project ProposalDocument2 pagesAteneo Philosophy Club: Project ProposalArmando MataNo ratings yet
- InTek UC-504G RTU+ Brochure R5Document2 pagesInTek UC-504G RTU+ Brochure R5Harisman MuhammadNo ratings yet
- Imj 13707Document11 pagesImj 13707Santiago López JosueNo ratings yet
- Lesson 3. Functions and Philosophical Perspectives On Art - PDF - Philosophical Theories - EpistemologyDocument362 pagesLesson 3. Functions and Philosophical Perspectives On Art - PDF - Philosophical Theories - EpistemologyDanica Jeane CorozNo ratings yet
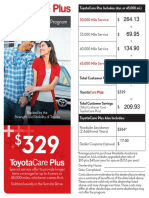
- ToyotaCare Plus CalculationDocument2 pagesToyotaCare Plus CalculationShao MaNo ratings yet
- UntitledDocument17 pagesUntitledCarlo MoranNo ratings yet
- PAFLU Vs Sec of LaborDocument1 pagePAFLU Vs Sec of LaborMavic Morales100% (1)
- Autonomous Ships ChallengesDocument5 pagesAutonomous Ships ChallengesCristianAlbaArrietaNo ratings yet
- Aaroure: Salah EddineDocument2 pagesAaroure: Salah EddineAy OùbNo ratings yet
- Commercial Paper: Presented by Dharani Dharan.m Vijaya Kumar S.BDocument16 pagesCommercial Paper: Presented by Dharani Dharan.m Vijaya Kumar S.Budaya37No ratings yet
- What Is Total Quality ManagementDocument4 pagesWhat Is Total Quality ManagementJayson Villena MalimataNo ratings yet
- Basic Computer SkillsDocument11 pagesBasic Computer SkillsreneeNo ratings yet
- Primary Worksheets: Frog Life CycleDocument6 pagesPrimary Worksheets: Frog Life CycleMylene Delantar AtregenioNo ratings yet
- Dynamic Simulation of The Sour Water Stripping Process and Modified Structure For Effective PresDocument11 pagesDynamic Simulation of The Sour Water Stripping Process and Modified Structure For Effective PresjavilapiedraNo ratings yet
- Yealink Phone UserGuide PDFDocument2 pagesYealink Phone UserGuide PDFEric SmithNo ratings yet
- Bomba 750 GPM 130 McaDocument1 pageBomba 750 GPM 130 McaEDWIN HUMBERTO QUICENO CANONo ratings yet
- CSP 01 Intro Study Questions Rev005Document2 pagesCSP 01 Intro Study Questions Rev005Shakeb RahmanNo ratings yet
- Networking: by Jersha JDocument29 pagesNetworking: by Jersha JT C Jermin JershaNo ratings yet