Download as pdf or txt
You might also like
- Calculation of The Crosshead Velocity Required To Achieve A Specified Stress Rate or An Estimated Strain RateDocument9 pagesCalculation of The Crosshead Velocity Required To Achieve A Specified Stress Rate or An Estimated Strain Ratemp87_ing100% (1)
- SpecialDocument26 pagesSpeciall0k0tusNo ratings yet
- Bruckener StenterDocument52 pagesBruckener StenterHimanshuSingh89% (9)
- Cement Testing - EquipmentDocument16 pagesCement Testing - Equipmentgsv988No ratings yet
- Bulge/ FLC Tester Model 161: Testing Equipment For Quality ManagementDocument4 pagesBulge/ FLC Tester Model 161: Testing Equipment For Quality Managementonnly1964No ratings yet
- EN - Top-of-the-Range Automatic Compression Testers For Cubes and Cylinders AUTOMAX PRODocument7 pagesEN - Top-of-the-Range Automatic Compression Testers For Cubes and Cylinders AUTOMAX PROHaikalNo ratings yet
- M. Tech Geotechnical Engineering Lab ManualDocument6 pagesM. Tech Geotechnical Engineering Lab ManualHarikishoreguptha KovooriNo ratings yet
- Utc-4713g SLPDocument2 pagesUtc-4713g SLPMomar DiengNo ratings yet
- Universal Testing MachineDocument4 pagesUniversal Testing MachineTomy GeorgeNo ratings yet
- Clamping Force Measurement TechniquesDocument4 pagesClamping Force Measurement TechniquesshivaguruNo ratings yet
- Complete Extrusion Lines For Plastic PipesDocument12 pagesComplete Extrusion Lines For Plastic PipesprocatellNo ratings yet
- HR 500Document4 pagesHR 500vukimchi76No ratings yet
- Vicat ApparatusDocument5 pagesVicat ApparatusFeras TemimiNo ratings yet
- Solutions For Construction Testing: Machines Software Calibration ServiceDocument70 pagesSolutions For Construction Testing: Machines Software Calibration ServiceMarcelo SánchezNo ratings yet
- C6MKII - Fluid Friction MeasurementsDocument6 pagesC6MKII - Fluid Friction MeasurementsRaja Doubts0% (1)
- Eng 3.1 Roads and Bituminous MixturesDocument53 pagesEng 3.1 Roads and Bituminous Mixturesvarunsingh214761No ratings yet
- Zero Adj: 3D - The Direct Drive Difference 3DDocument6 pagesZero Adj: 3D - The Direct Drive Difference 3Dvlcmstne04No ratings yet
- V6000 Kombi-F-II, Kombi-F: Flanged Balancing and Shutoff ValvesDocument20 pagesV6000 Kombi-F-II, Kombi-F: Flanged Balancing and Shutoff ValvesmateuscristianosantoNo ratings yet
- Typical TIG-plasma SolutionsDocument9 pagesTypical TIG-plasma SolutionstechspawNo ratings yet
- Compression Testers 94Document1 pageCompression Testers 94chinomilinNo ratings yet
- Compression Testing Machine CTMDocument2 pagesCompression Testing Machine CTMmalaya tripathyNo ratings yet
- Automatic Vicat ApparatusDocument7 pagesAutomatic Vicat ApparatusIngrid AlvesNo ratings yet
- For Cylinders and Blocks: Compression MachinesDocument4 pagesFor Cylinders and Blocks: Compression MachineshistoNo ratings yet
- Model207HP EDocument2 pagesModel207HP EdomecoNo ratings yet
- 3000 KN Compression Testing Machine: SectionDocument2 pages3000 KN Compression Testing Machine: SectionNikolaos ChousidisNo ratings yet
- Equotip Piccolo Portable Hardness TesterDocument4 pagesEquotip Piccolo Portable Hardness Testersolrac4371No ratings yet
- Penetration: Test MethodsDocument8 pagesPenetration: Test Methodsnero20112009No ratings yet
- Material Testing - CatalogDocument15 pagesMaterial Testing - Catalogdéborah_rosalesNo ratings yet
- Cupping Tester: With PC Software For Advance Analysis and Database Creation For ComparisionDocument5 pagesCupping Tester: With PC Software For Advance Analysis and Database Creation For ComparisionrischajayantyNo ratings yet
- Compression Testing Machine PDFDocument5 pagesCompression Testing Machine PDFBudi MaryantoNo ratings yet
- Automatic Compression Testers For Cylinders: SeriesDocument4 pagesAutomatic Compression Testers For Cylinders: SeriesJosé Fco. Cerda M.No ratings yet
- WAssets Downloads Documents Brochures Leaflets Flyers Tucker DCE-EnDocument6 pagesWAssets Downloads Documents Brochures Leaflets Flyers Tucker DCE-EnGilson RosaNo ratings yet
- 2d Pentograph MachineDocument11 pages2d Pentograph Machinethekla21_971383176No ratings yet
- Modernisations: Universal Test Stand DidacticDocument2 pagesModernisations: Universal Test Stand DidacticMorched TounsiNo ratings yet
- Eurotech BV SeriesDocument8 pagesEurotech BV SeriesCNC SYSTEMSNo ratings yet
- Metodo de VicatDocument3 pagesMetodo de VicatJulia María Sossa OrtizNo ratings yet
- GyratoryDocument4 pagesGyratoryFrancisco M. RamosNo ratings yet
- 02 Penetration PDFDocument8 pages02 Penetration PDFraulNo ratings yet
- Wheel Tracker Small DeviceDocument4 pagesWheel Tracker Small DevicerabinpadhanNo ratings yet
- 50 Years of Experience in Welded Pipe Technology: Danieli W+K IndustrietechnikDocument6 pages50 Years of Experience in Welded Pipe Technology: Danieli W+K IndustrietechnikAndiniPermanaNo ratings yet
- BrochureDocument8 pagesBrochurechpinto1No ratings yet
- Geomil GVT 100 LeafletDocument1 pageGeomil GVT 100 LeafletminingvenegasNo ratings yet
- MFI-9 Specification SheetDocument3 pagesMFI-9 Specification SheetAkhilesh KumarNo ratings yet
- 522541Document8 pages522541AmirAmiriNo ratings yet
- 57 58 1 PDFDocument9 pages57 58 1 PDFHaikalNo ratings yet
- Excellence in HemmingDocument12 pagesExcellence in Hemmingmlucian73No ratings yet
- Head Manufacturing LinesDocument2 pagesHead Manufacturing LinesValiNo ratings yet
- InstrumentationDocument15 pagesInstrumentationLenis Ceron0% (1)
- Equotip 3Document6 pagesEquotip 3raveeceeNo ratings yet
- B140DDocument8 pagesB140DMarcelo SánchezNo ratings yet
- Tinius Olsen - Ref 30 - 60000lb Cal Super L - B117GDocument8 pagesTinius Olsen - Ref 30 - 60000lb Cal Super L - B117Gjr_satish6965No ratings yet
- PB Se Ev enDocument12 pagesPB Se Ev enback1949No ratings yet
- Kelvin Test Socket: FeaturesDocument2 pagesKelvin Test Socket: FeaturesKeith TienNo ratings yet
- GD&T Form MeasurementDocument19 pagesGD&T Form MeasurementBobby McfaddenNo ratings yet
- Pre-Inspection & Pre-Installation Requirements For Spectromaxx-Lmx10Document5 pagesPre-Inspection & Pre-Installation Requirements For Spectromaxx-Lmx10Joby GeorgeNo ratings yet
- Servo Control Ele. Universal Testing MachineDocument2 pagesServo Control Ele. Universal Testing MachineAmeet KudcheNo ratings yet
- B) Galileo TP - Leak Test LineDocument2 pagesB) Galileo TP - Leak Test LinenairnavkrishNo ratings yet
- M0627Document24 pagesM0627subhransubaral1No ratings yet
- InlineSamplingValves SIVDocument6 pagesInlineSamplingValves SIVmorizoneNo ratings yet
- Flow Angle Probe Miniature Is Pressure TransducerDocument2 pagesFlow Angle Probe Miniature Is Pressure TransducerD ARUL KUMARESANNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Structural Integrity ManagementDocument22 pagesStructural Integrity Managementonnly1964100% (1)
- Structural Integrity Management: Ageing Structures Workshop April 8thDocument10 pagesStructural Integrity Management: Ageing Structures Workshop April 8thonnly1964No ratings yet
- Structural Integrity ManagementDocument12 pagesStructural Integrity Managementonnly1964No ratings yet
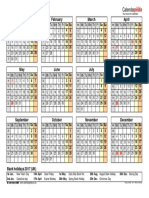
- Calendar 2017 Landscape Year at A GlanceDocument1 pageCalendar 2017 Landscape Year at A Glanceonnly1964No ratings yet
- NRES Report IllustrationDocument2 pagesNRES Report Illustrationonnly1964No ratings yet
- Bulge/ FLC Tester Model 161: Testing Equipment For Quality ManagementDocument4 pagesBulge/ FLC Tester Model 161: Testing Equipment For Quality Managementonnly1964No ratings yet
- Distributed Intelligent Systems: Cursus Sem. TypeDocument2 pagesDistributed Intelligent Systems: Cursus Sem. Typeonnly1964No ratings yet
- Renewable Energy: Wenyi Liu, Baoping Tang, Yonghua JiangDocument5 pagesRenewable Energy: Wenyi Liu, Baoping Tang, Yonghua Jiangonnly1964No ratings yet
- SolidWorksToAbaqus AIDocument28 pagesSolidWorksToAbaqus AIonnly1964No ratings yet
- PHD PlannerDocument3 pagesPHD Planneronnly1964No ratings yet
- Block Type of Machine Foundation Design and Excel AutomationDocument12 pagesBlock Type of Machine Foundation Design and Excel AutomationLodu LalitNo ratings yet
- Detail Design Analysis EdittedDocument19 pagesDetail Design Analysis EdittedFisseha BirhaneNo ratings yet
- What Is Design????: ConceptDocument23 pagesWhat Is Design????: ConceptAdil KhawajaNo ratings yet
- Indo Farm Company Profile PDFDocument28 pagesIndo Farm Company Profile PDFƎɯox SatíshNo ratings yet
- SBS - Single Blade SystemDocument2 pagesSBS - Single Blade SystemLiliann CabelloNo ratings yet
- IMP Questions FTDocument3 pagesIMP Questions FTAkash BhamaniNo ratings yet
- RENR3443Document2 pagesRENR3443Ebied Yousif AlyNo ratings yet
- 9900 Service ManualDocument159 pages9900 Service ManualNizarNo ratings yet
- Manual Komatsu Pc1100 6 LC SP Hydraulic Excavator Safety Operation Maintenance PartsDocument263 pagesManual Komatsu Pc1100 6 LC SP Hydraulic Excavator Safety Operation Maintenance PartsRony HM100% (3)
- What Is Advanced Outfitting in ShipbuildingDocument5 pagesWhat Is Advanced Outfitting in ShipbuildingsuryaNo ratings yet
- Yaskawa Ac Servo Drives & Controllers PDFDocument40 pagesYaskawa Ac Servo Drives & Controllers PDFNur CholisNo ratings yet
- Monatari Gearless-Mgv25mDocument16 pagesMonatari Gearless-Mgv25mminhasranaNo ratings yet
- Operation Manual: Lipstick Moulding Machine With Accessories Mod. LIPFIL-3AL-1Document77 pagesOperation Manual: Lipstick Moulding Machine With Accessories Mod. LIPFIL-3AL-1Kevin Ocomatl100% (1)
- ADVANTAGES - OF - TRIMOS - NEW - HEIGHT - GAGE-V7,8 and 9Document2 pagesADVANTAGES - OF - TRIMOS - NEW - HEIGHT - GAGE-V7,8 and 9EnggCoordNo ratings yet
- PekoDocument8 pagesPekomomen ezzNo ratings yet
- Iti & MCVC CoursesDocument5 pagesIti & MCVC CoursesDIPAK VINAYAK SHIRBHATENo ratings yet
- Engineering MechanicsDocument41 pagesEngineering MechanicsAditya SutarNo ratings yet
- Pm0uk CMX U Series PDF DataDocument28 pagesPm0uk CMX U Series PDF DataMuhammad IqbalNo ratings yet
- Lift and Escalators: Operation and Safety: Dr. Sam C. M. HuiDocument54 pagesLift and Escalators: Operation and Safety: Dr. Sam C. M. Huiarieldimacali100% (1)
- Cat IcsDocument31 pagesCat IcsSrinivas RegulavalasaNo ratings yet
- Img 503174754Document738 pagesImg 503174754Miguel Jesus Tito HuarcayaNo ratings yet
- Sy335 365CDocument10 pagesSy335 365CJeremy Espinoza0% (1)
- Operation and Parts Manual ML500: This Manual Must Accompany The Equipment at All TimesDocument28 pagesOperation and Parts Manual ML500: This Manual Must Accompany The Equipment at All Timessumit ghosalNo ratings yet
- Next Generation Factory LayoutsDocument19 pagesNext Generation Factory LayoutsOsman HamdiNo ratings yet
- Placa E+lDocument68 pagesPlaca E+lcarlos eduardo100% (1)
- Automatic Sorting Machine: Acy M. Kottalil Bijin B. KrishnanDocument5 pagesAutomatic Sorting Machine: Acy M. Kottalil Bijin B. KrishnanVikashini GNo ratings yet
- Drone CompleteDocument13 pagesDrone CompleteAdhwareshBharadwajNo ratings yet
- Alpha - 355 Operation ManualDocument206 pagesAlpha - 355 Operation ManualPako DíazNo ratings yet
- Unfamiliar Words: Lesson 13Document17 pagesUnfamiliar Words: Lesson 13RobertNo ratings yet