Download as docx, pdf, or txt
You might also like
- BOQ With Final Rates - CuddaloreDocument84 pagesBOQ With Final Rates - CuddaloreKANMANIBALANo ratings yet
- Jharkhand Sor 2016 (2) R.A PDFDocument419 pagesJharkhand Sor 2016 (2) R.A PDFDebasish Misra100% (12)
- Strip Assess Report TK HPGR Template Rev0Document18 pagesStrip Assess Report TK HPGR Template Rev0Alison Taype100% (1)
- Project Completion Report - PAUTDocument2 pagesProject Completion Report - PAUTVelosi PMTNo ratings yet
- Thyssenkrupp Elevator India: Near Miss Incident and First Aid Record FormDocument2 pagesThyssenkrupp Elevator India: Near Miss Incident and First Aid Record FormisoNo ratings yet
- Qaqc ManualDocument10 pagesQaqc Manualsyed sulemanNo ratings yet
- 240 2011-08-18 549729 PDFDocument95 pages240 2011-08-18 549729 PDFasitdeyNo ratings yet
- Rod Mill ComparisionDocument26 pagesRod Mill ComparisionHarshGuptaNo ratings yet
- Project CharterDocument4 pagesProject CharterFrancisco Botelho CarlosNo ratings yet
- Garden DSR Civil 2016-17 FinalDocument218 pagesGarden DSR Civil 2016-17 FinalShruti DamgirNo ratings yet
- Basic Labour Rate ListDocument6 pagesBasic Labour Rate ListmaheshNo ratings yet
- DG Log BookDocument2 pagesDG Log Bookanup_nairNo ratings yet
- Nonprofit Organization Chart: Board of Directors Board of DirectorsDocument3 pagesNonprofit Organization Chart: Board of Directors Board of DirectorsAhsan ShoaibNo ratings yet
- Welding Dept. (En15085-2) Calibration Status: Least CountDocument1 pageWelding Dept. (En15085-2) Calibration Status: Least CountAMIT SHAHNo ratings yet
- 22146410-A02-DOC-LI-001-Master Document Register - V1.0 PDFDocument5 pages22146410-A02-DOC-LI-001-Master Document Register - V1.0 PDFBalasoobramaniam CarooppunnenNo ratings yet
- B A Offer-1284-E20BDocument11 pagesB A Offer-1284-E20Bsubhasis mahapatraNo ratings yet
- Gambarotta - Company ProfileDocument8 pagesGambarotta - Company ProfileLucas Meirelles100% (1)
- Civil Work Schedule TempelateDocument2 pagesCivil Work Schedule TempelatekkkkkkkkkkkkkkhAsFAIKSGEFNo ratings yet
- Site Progress Report SampleDocument12 pagesSite Progress Report SampleBadrul HishamNo ratings yet
- A223 6 44 0074Document15 pagesA223 6 44 0074mishtinilNo ratings yet
- Weather Conditions: Daily Progress ReportDocument2 pagesWeather Conditions: Daily Progress Reportbishu70No ratings yet
- Nalco Idler-S409/1 - 37870/8200004980/IDLERS&ROLLERSDocument2 pagesNalco Idler-S409/1 - 37870/8200004980/IDLERS&ROLLERSAlok NayakNo ratings yet
- GSB Test FormatsDocument4 pagesGSB Test FormatsGaurav TripathiNo ratings yet
- 02 Schedule A-Part 1 - SOS - Rev0Document12 pages02 Schedule A-Part 1 - SOS - Rev0CHAITANYA RVNo ratings yet
- Hire Charges of EquipmentDocument1 pageHire Charges of EquipmentDEEPAK100% (1)
- TMC ProfileDocument14 pagesTMC ProfileTHE METAL COMPANYNo ratings yet
- Across The Civilizations: Transporting WaterDocument20 pagesAcross The Civilizations: Transporting WaterKoduru SiddharthNo ratings yet
- Maintenance Schedule of Stenter Machine: ObjectsDocument14 pagesMaintenance Schedule of Stenter Machine: ObjectsAbel TayeNo ratings yet
- Activity Completion Report: (Activity Name)Document8 pagesActivity Completion Report: (Activity Name)RuthNo ratings yet
- 4.a16a PMSDocument6 pages4.a16a PMSS.selvakumarNo ratings yet
- Daily Labour Output FormDocument2 pagesDaily Labour Output FormJaneshaNo ratings yet
- Is 4771 1985Document15 pagesIs 4771 1985kannankriv100% (1)
- Rate Analysis J BoltDocument1 pageRate Analysis J Boltbishu70No ratings yet
- MAS FormatDocument2 pagesMAS FormatDebesh ChaudharyNo ratings yet
- Lovol 1004Document2 pagesLovol 1004Dhee DoodzNo ratings yet
- PROFILE Sameep Engineering HKPDocument85 pagesPROFILE Sameep Engineering HKPParag WadekarNo ratings yet
- Quote 2010-2011Document24 pagesQuote 2010-2011Sakthi VelNo ratings yet
- DPR 1Document58 pagesDPR 1MITHUNNo ratings yet
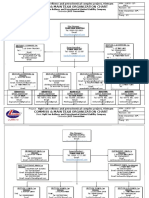
- LLM18 MAIN & COMMISS Site Organization ChartDocument2 pagesLLM18 MAIN & COMMISS Site Organization Charttranvando1986No ratings yet
- Project #: Date: Report No: Shift: Ambient Temp (C)Document4 pagesProject #: Date: Report No: Shift: Ambient Temp (C)Hs ChopraNo ratings yet
- OPA Assessments: Advanced Technologies and Laboratories Int'l IncDocument23 pagesOPA Assessments: Advanced Technologies and Laboratories Int'l IncAparna GanapathiNo ratings yet
- Pre Construction ActivitiesDocument1 pagePre Construction ActivitiesrahulNo ratings yet
- Amazon Energy Group: Building An African ChampionDocument14 pagesAmazon Energy Group: Building An African Championddaalayamoct313024No ratings yet
- Activity Completion Report TemplateDocument8 pagesActivity Completion Report TemplateLiezl Maigue100% (1)
- Hoarding Construction at Arkema Kerteh 2 ProjectDocument1 pageHoarding Construction at Arkema Kerteh 2 ProjectMohd AzrinNo ratings yet
- Final 26 - 53Document34 pagesFinal 26 - 53Bebe BucătaruNo ratings yet
- Project Report On Threading Drill PipesDocument34 pagesProject Report On Threading Drill PipesVamshi KrishnaNo ratings yet
- Hydraulic Bending PlateDocument10 pagesHydraulic Bending PlateDimas SamidNo ratings yet
- Rate AnalysisDocument4 pagesRate Analysisnagaraj_qce3499100% (1)
- MCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, MoDocument3 pagesMCGB - Data Sheet For Suppliers Old MAT Nos.: 122, - , - : Pressure Vessel Plate, Low Alloy Steel, Mobaskaran ayyapparajNo ratings yet
- Standar Operational Procedure (Electrical) : Pt. Krakatau PoscoDocument24 pagesStandar Operational Procedure (Electrical) : Pt. Krakatau Poscosefina mecNo ratings yet
- BCS Company ProfileDocument42 pagesBCS Company ProfileAnnie MagdaleneNo ratings yet
- Method Statement: Loading / Offloading Stations and Metering Skids Installation at Tank Battery / Guebiba Base & TrapsaDocument13 pagesMethod Statement: Loading / Offloading Stations and Metering Skids Installation at Tank Battery / Guebiba Base & TrapsaAkram FerchichiNo ratings yet
- Monthly Commercial Report:: Emmar Properties (PJSC)Document9 pagesMonthly Commercial Report:: Emmar Properties (PJSC)Yasser Elsalhy100% (1)
- Roll Forming Machine SpécificationDocument7 pagesRoll Forming Machine SpécificationIkram SarghiniNo ratings yet
- 52m3 H.T Bulker Trailer Quo. 365 PDFDocument3 pages52m3 H.T Bulker Trailer Quo. 365 PDFRahul PandeyNo ratings yet
- Approved Vendor ListDocument1 pageApproved Vendor ListSumit TyagiNo ratings yet
- ContinueDocument3 pagesContinuesaravanan0% (1)
- Ahp 2X660 (WPS) )Document17 pagesAhp 2X660 (WPS) )Hema NandhNo ratings yet
- (732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06Document10 pages(732-Itp-40 (V-6905) 42000-SNG-69-42000P-MS-5733-504-0000-06sathi11189No ratings yet
- Eeciflux Eeciflux Magnetic Particle Inspection Yokes Magnetic Particle Inspection YokesDocument2 pagesEeciflux Eeciflux Magnetic Particle Inspection Yokes Magnetic Particle Inspection YokesAmit HasanNo ratings yet
- IES Profile-Compressed UpdatedDocument29 pagesIES Profile-Compressed UpdatedAmit HasanNo ratings yet
- DPT Report 02Document2 pagesDPT Report 02Amit Hasan100% (1)
- Doc1 PDFDocument1 pageDoc1 PDFAmit HasanNo ratings yet
- NDT Works Offer 1Document2 pagesNDT Works Offer 1Amit HasanNo ratings yet
- DPT ProcedureDocument3 pagesDPT ProcedureAmit HasanNo ratings yet
- List of Equipment Used For Tank CalibrationDocument1 pageList of Equipment Used For Tank CalibrationAmit HasanNo ratings yet
- Defect ID: Lack of Fusion (LOF)Document5 pagesDefect ID: Lack of Fusion (LOF)Amit HasanNo ratings yet
- Ultrasonic Test Report: Tested by Ies-Industrial Engineering ServicesDocument1 pageUltrasonic Test Report: Tested by Ies-Industrial Engineering ServicesAmit HasanNo ratings yet
- Ut Procedure NewDocument10 pagesUt Procedure NewAmit HasanNo ratings yet
- Tank 305Document74 pagesTank 305tutuionutNo ratings yet
- 1.PA Machine 2. Connector 3. Probe 4chargerDocument2 pages1.PA Machine 2. Connector 3. Probe 4chargerAmit HasanNo ratings yet
- Work Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshDocument1 pageWork Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshAmit HasanNo ratings yet
- Work Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshDocument1 pageWork Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshAmit HasanNo ratings yet
- Echograph 1095 FeaturesDocument17 pagesEchograph 1095 FeaturesAmit HasanNo ratings yet
- Work Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshDocument1 pageWork Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshAmit HasanNo ratings yet
- Work Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshDocument1 pageWork Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshAmit HasanNo ratings yet
- Work Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshDocument1 pageWork Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshAmit HasanNo ratings yet
- Work SheetDocument1 pageWork SheetAmit HasanNo ratings yet
- Work Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshDocument1 pageWork Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshAmit HasanNo ratings yet
- Work Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshDocument1 pageWork Sheet: Meghna Ghat, Sonargaon, Narayanganj, BangladeshAmit HasanNo ratings yet
- UT ProcedureDocument13 pagesUT ProcedureAmit Hasan100% (1)