Download as pdf or txt
You might also like
- Dupli-Carver Owner-Operator Manual PDFDocument18 pagesDupli-Carver Owner-Operator Manual PDFgfgf50% (2)
- Design Data: 2" Threadolet CalculationDocument2 pagesDesign Data: 2" Threadolet Calculationgrabetty50% (2)
- Control Flownex SimulinkDocument8 pagesControl Flownex SimulinkSrashmiNo ratings yet
- Standard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USADocument9 pagesStandard Specification: UOP LLC - 25 East Algonquin Road - Des Plaines, Illinois 60017-5017 - USAhlagos123No ratings yet
- Standard Specification 3-26-2: 1. GeneralDocument2 pagesStandard Specification 3-26-2: 1. Generalhlagos123No ratings yet
- EGE13B11Document18 pagesEGE13B11Jhonny Rafael Blanco CauraNo ratings yet
- Indirect Heater - SchlumbergerDocument31 pagesIndirect Heater - SchlumbergerMarwenNo ratings yet
- EJMA Bellows CalculatorDocument3 pagesEJMA Bellows CalculatorSaad Ur RehmanNo ratings yet
- Problematic Processes For Hot TappingDocument2 pagesProblematic Processes For Hot Tapping최승원No ratings yet
- Rev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 9/15/00 EL TD DJ KM MWJ Issued For BidDocument19 pagesRev. NO. Date BY Checked MEI Lead MEI Approval Conoco Revision AA 9/15/00 EL TD DJ KM MWJ Issued For BidThinh NguyenNo ratings yet
- TES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)Document19 pagesTES-ME-STRTN-GL Design and Fabrication of Butt-Welded Transition Joints Specification (CAN-US-MEX)BetoCostaNo ratings yet
- Api 15HR Erta 2-2008Document1 pageApi 15HR Erta 2-2008Ali KhalilNo ratings yet
- Shell Noise Guide 1991Document82 pagesShell Noise Guide 1991rosshvac100% (3)
- Data Sheet For Barred Tee 010719 PDFDocument1 pageData Sheet For Barred Tee 010719 PDFkandraNo ratings yet
- IPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ADocument3 pagesIPS-MBD21907-In-511A-Data Sheet of Level Gauge (Side Mounted) - ANikhil KarkeraNo ratings yet
- Analisis of Stress in BellowsDocument101 pagesAnalisis of Stress in BellowsOswaldo Guerra100% (1)
- Design of Obround Flange For Pressure Vessel Application by Analytical Method and FEA To Comply With ASME CodeDocument11 pagesDesign of Obround Flange For Pressure Vessel Application by Analytical Method and FEA To Comply With ASME CodeFelip PrietoNo ratings yet
- Prico Process PDFDocument13 pagesPrico Process PDFcorkynhoNo ratings yet
- BGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aDocument44 pagesBGA-EnG-MATL-TS-0007 Fabrication of Equipment and Piping Rev 02aGururaj P Kundapur100% (1)
- A Review On Heat Exchanger Thermal Hydraulic Models For Cryogenic ApplicationsDocument14 pagesA Review On Heat Exchanger Thermal Hydraulic Models For Cryogenic ApplicationsbcshendeNo ratings yet
- TN GopinathDocument299 pagesTN GopinathNaresh Sharma0% (1)
- 14-A Fluid Flow GeneralDocument26 pages14-A Fluid Flow GeneralSuara84No ratings yet
- Toyo Stress NotesDocument63 pagesToyo Stress NotesDhakshina KNo ratings yet
- Pressure Points: Ask The EngineerDocument5 pagesPressure Points: Ask The EngineerMario MolinaNo ratings yet
- Brittle Fracture and Reporting OverviewDocument38 pagesBrittle Fracture and Reporting OverviewRaja HoneNo ratings yet
- AIGA 047 - 08 Safe Preparation of Gas MixturesDocument25 pagesAIGA 047 - 08 Safe Preparation of Gas Mixturesfrapa070No ratings yet
- Pressure Vessel Rupture 1571662927 PDFDocument9 pagesPressure Vessel Rupture 1571662927 PDFbilalak1990No ratings yet
- BD0425A-57A1 - Bolt Up Procedure For Critical FlangesDocument22 pagesBD0425A-57A1 - Bolt Up Procedure For Critical Flangesvpkaranam1100% (1)
- API Data SheetsDocument7 pagesAPI Data SheetsalfruizpNo ratings yet
- Bes 800 0103 PDFDocument25 pagesBes 800 0103 PDFChuretaVieiraNo ratings yet
- 761-V-103 (Vessel With Demister), PDFDocument1 page761-V-103 (Vessel With Demister), PDFAlvin SmithNo ratings yet
- Jacketed PipingDocument4 pagesJacketed Pipingbinukumar100100% (1)
- Equivalent PressureDocument1 pageEquivalent PressureSarfaraz KhanNo ratings yet
- SP-2069 Specification For Pressure VesselsDocument68 pagesSP-2069 Specification For Pressure Vesselsarjunprasannan7No ratings yet
- 9 Fiberstrong & Wavistrong Flange Guide Rev2Document46 pages9 Fiberstrong & Wavistrong Flange Guide Rev2George_Wabag_2014No ratings yet
- PTB E4.18.5 Fixed TubesheetDocument83 pagesPTB E4.18.5 Fixed TubesheetNicolaSaviliNo ratings yet
- Tube Damage Mechanism and Repair Techniques PDFDocument16 pagesTube Damage Mechanism and Repair Techniques PDFArjed Ali ShaikhNo ratings yet
- Fisher LP-Gas Regulators and Equipment Application Guide d450104t012Document87 pagesFisher LP-Gas Regulators and Equipment Application Guide d450104t012Alfredo Castro FernándezNo ratings yet
- Inspection 4 Industry LLC: GeneralDocument31 pagesInspection 4 Industry LLC: GeneralKaliya PerumalNo ratings yet
- Flare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out Flare GuidelinesDocument7 pagesFlare Systems-Conclusion Safety, Noise, and Emissions Elements Round Out Flare GuidelinesRebekah SchmidtNo ratings yet
- Brochure - Modular Mud Tank 500 BblsDocument3 pagesBrochure - Modular Mud Tank 500 BblsHassan SleemNo ratings yet
- ANZ Technical Guide Heat Exchanger DesigDocument13 pagesANZ Technical Guide Heat Exchanger DesigvikramNo ratings yet
- PDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash VesselDocument9 pagesPDE-EQS-3120-EC-00005 - 00 Technical Specification of Ammonia Flash Vesselhgag selimNo ratings yet
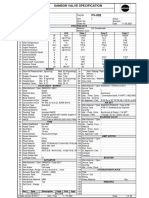
- Samson Valve Specification: Process DataDocument49 pagesSamson Valve Specification: Process DataMuhammed TamerNo ratings yet
- Ancor Flanges Asme Viii PDFDocument3 pagesAncor Flanges Asme Viii PDFLizbeth Fiallos AvilaNo ratings yet
- Cone Design ToolDocument1 pageCone Design ToolPramod KumarNo ratings yet
- Bunner ControlDocument19 pagesBunner ControlHai NguyenNo ratings yet
- PDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia SeparatorDocument8 pagesPDE-EQS-3120-EC-00006 - 00 Technical Specification of Ammonia Separatorhgag selimNo ratings yet
- Checklist GD BandlockDocument3 pagesChecklist GD BandlockdeogmozyxNo ratings yet
- Guidelines For Selection of Air Pollution Control Equipment: Design PracticesDocument1 pageGuidelines For Selection of Air Pollution Control Equipment: Design PracticesGCB GCBNo ratings yet
- PC-01 - Process Column Design Calculations Using CademPVD SoftwareDocument127 pagesPC-01 - Process Column Design Calculations Using CademPVD SoftwareCADEM SoftwaresNo ratings yet
- PSV CatalogDocument60 pagesPSV Catalogbuler empatsatuduaNo ratings yet
- Hot TappingDocument21 pagesHot TappingnayakyaNo ratings yet
- Construction Standard FOR Plant Piping Systems: PS-C-PI-240Document15 pagesConstruction Standard FOR Plant Piping Systems: PS-C-PI-240essamoveNo ratings yet
- Guide To Inspection & Maintenance of RCCDocument16 pagesGuide To Inspection & Maintenance of RCCRahul NampalliwarNo ratings yet
- PNC00004 PDFDocument9 pagesPNC00004 PDFRaymundo Maldonado AlvarezNo ratings yet
- Process Industry Practices Piping: PIP PNC00004 Piping Flexibility Analysis Criteria For ASME B31.3 Metallic PipingDocument5 pagesProcess Industry Practices Piping: PIP PNC00004 Piping Flexibility Analysis Criteria For ASME B31.3 Metallic Pipingsunil601No ratings yet
- Installation of Air Ducting: Standard Method StatementDocument18 pagesInstallation of Air Ducting: Standard Method StatementPhuNguyenHoangNo ratings yet
- Saep 1026Document18 pagesSaep 1026paul cafeNo ratings yet
- 00 SAIP 80 Process Equipment Insp GuideDocument90 pages00 SAIP 80 Process Equipment Insp GuideRaj BindasNo ratings yet
- Method Statement For Piping Fabrication & Erection Work Procedure - BlankDocument9 pagesMethod Statement For Piping Fabrication & Erection Work Procedure - BlankNaning Kusuma100% (1)
- Dupli Carver Owner Operator ManualDocument11 pagesDupli Carver Owner Operator ManualgfgfNo ratings yet
- CertificateDocument1 pageCertificategfgfNo ratings yet
- KBR Standard Project: Ipms Chains Office/Chief EngineerDocument2 pagesKBR Standard Project: Ipms Chains Office/Chief EngineergfgfNo ratings yet
- KBR Standard Project: Ipms Chains EnvironmentalDocument3 pagesKBR Standard Project: Ipms Chains EnvironmentalgfgfNo ratings yet
- KBR Standard Project: Ipms Chains ExchangersDocument4 pagesKBR Standard Project: Ipms Chains ExchangersgfgfNo ratings yet
- Cost Codes IPMS Tracking IPMS Document ManagementDocument1 pageCost Codes IPMS Tracking IPMS Document ManagementgfgfNo ratings yet
- KBR Standard Project: Ipms Chains GeneralDocument8 pagesKBR Standard Project: Ipms Chains GeneralgfgfNo ratings yet
- Overview of KBR'S Front End Loading (Fel) Work Process: Kellogg Brown & Root, IncDocument21 pagesOverview of KBR'S Front End Loading (Fel) Work Process: Kellogg Brown & Root, IncgfgfNo ratings yet
- KBR Standard Project: Ipms Chains ElectricalDocument10 pagesKBR Standard Project: Ipms Chains ElectricalgfgfNo ratings yet
- 4230 SynopsisDocument2 pages4230 SynopsisgfgfNo ratings yet
- Confidential Job No. 0000: Project Financial Status Report - 1St Quarter 2000 Summary Project Financial Status ReportDocument1 pageConfidential Job No. 0000: Project Financial Status Report - 1St Quarter 2000 Summary Project Financial Status ReportgfgfNo ratings yet
- 4.1 Documentum User'S GuideDocument20 pages4.1 Documentum User'S GuidegfgfNo ratings yet
- LL 16aug05Document5 pagesLL 16aug05gfgfNo ratings yet
- Root Words, Prefixes .Suffixes in Medical FieldDocument26 pagesRoot Words, Prefixes .Suffixes in Medical FieldLazorde At TLNo ratings yet
- Umts QuestionsDocument1 pageUmts Questionspradipta8058No ratings yet
- Isopropyl Alcohol Solution 91, 400682 - HLK - SDSDocument7 pagesIsopropyl Alcohol Solution 91, 400682 - HLK - SDSAman BaigNo ratings yet
- TrollsZine 9Document159 pagesTrollsZine 9Vaughn Everlast100% (1)
- CapacitanceDocument36 pagesCapacitanceRpPaNo ratings yet
- Siraj KedirDocument153 pagesSiraj KedirEyasu demsewNo ratings yet
- University of Cambridge International Examinations International General Certificate of Secondary EducationDocument20 pagesUniversity of Cambridge International Examinations International General Certificate of Secondary Educationluines78No ratings yet
- Davenport Blumenberg On HistoryDocument75 pagesDavenport Blumenberg On HistoryWillem OuweltjesNo ratings yet
- DR Bach Flower Remedies 03-02-2017Document70 pagesDR Bach Flower Remedies 03-02-2017sadam ameerjohnNo ratings yet
- English 4 3rd Quarter ExamDocument2 pagesEnglish 4 3rd Quarter ExamRodel Corpuz MagbanuaNo ratings yet
- Mysterypowderse 2Document5 pagesMysterypowderse 2api-2125257840% (2)
- 5 - Introduction To Psychology by James W. Kalat 5Document1 page5 - Introduction To Psychology by James W. Kalat 5Chester ChesterNo ratings yet
- MHT CET 2023 Cutoff Round 2 Maharashtra CandidatesDocument1,365 pagesMHT CET 2023 Cutoff Round 2 Maharashtra Candidatestodankarpratham15No ratings yet
- Decommissioning Cost Estimate Study: Duke Energy ProgressDocument73 pagesDecommissioning Cost Estimate Study: Duke Energy ProgressBhartendu goyalNo ratings yet
- 2008MP Year11 12Document7 pages2008MP Year11 12Duy Nguyen Le Quang100% (1)
- Thrust Block For C12 ZoneDocument6 pagesThrust Block For C12 ZonePrinkle SheteNo ratings yet
- 5085DL / 5055DL SeriesDocument2 pages5085DL / 5055DL SeriesMinh TranNo ratings yet
- Bowaon and TotoonDocument1 pageBowaon and TotoonKharine Grace Ursal100% (1)
- Engineering Drawing ConceptsDocument23 pagesEngineering Drawing ConceptsSrinivasa Reddy NallimilliNo ratings yet
- Rubins-Q A ENDOCRINEDocument14 pagesRubins-Q A ENDOCRINECRUZ Jill EraNo ratings yet
- 640-822 Certkiller Questions and Answers: Number: 640-822 Passing Score: 825 Time Limit: 120 Min File Version: 16.8Document130 pages640-822 Certkiller Questions and Answers: Number: 640-822 Passing Score: 825 Time Limit: 120 Min File Version: 16.8ﻣﺤﻤﺪ ﻭﻫﻴﺐ ﺍﻟﻌﺒﺴﻲNo ratings yet
- Evs Project & SeminarDocument21 pagesEvs Project & Seminarpratibhaawari01No ratings yet
- Idarat Lwa9tDocument218 pagesIdarat Lwa9tmedingrNo ratings yet
- Analysis of Tennyson's Poem EagleDocument3 pagesAnalysis of Tennyson's Poem EagleRohana C. Fernando92% (13)
- ABS Welding With Backing StripDocument1 pageABS Welding With Backing StripAbuBakarSiddkeRumiNo ratings yet
- Hall - Panikkar Trusting The OtherDocument23 pagesHall - Panikkar Trusting The OtherOscar Emilio Rodríguez CoronadoNo ratings yet
- Lesson Plan CotDocument21 pagesLesson Plan CotJohn Ray SaldeNo ratings yet
- Basic Summary of X-Ray Equipment - Naver BlogDocument7 pagesBasic Summary of X-Ray Equipment - Naver BlogMalikAlrahabiNo ratings yet
- CNT 3922322/31 JUL/SDU-CGH: - Not For Real World NavigationDocument20 pagesCNT 3922322/31 JUL/SDU-CGH: - Not For Real World NavigationFillipe LemesNo ratings yet
- HVAC Designing Drafting Estimation & InstallationDocument3 pagesHVAC Designing Drafting Estimation & Installationnoha azamali50% (2)