Download as pdf or txt
You might also like
- Molecular Sieve Sizing Sheet PematangDocument8 pagesMolecular Sieve Sizing Sheet Pematangahmad santosoNo ratings yet
- Cooling Tower PracticalDocument17 pagesCooling Tower PracticalRichardt LootsNo ratings yet
- Coke Formation in The Thermal CrackinDocument7 pagesCoke Formation in The Thermal Crackinfaez100% (1)
- Combined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessDocument8 pagesCombined Steam and CO Reforming of Methane Using Catalytic Nickel Membrane For Gas To Liquid (GTL) ProcessKeysler PonceNo ratings yet
- A. I-I. Verdonk: Department of Inorganic Chemistry, Stare Unirersiry of Utrechr, Urrcchr (Nerherlands)Document15 pagesA. I-I. Verdonk: Department of Inorganic Chemistry, Stare Unirersiry of Utrechr, Urrcchr (Nerherlands)Anonymous WlaesOi3No ratings yet
- Effects of Adsorption and Temperature On A Nonthermal Plasma Process For Removing VocsDocument13 pagesEffects of Adsorption and Temperature On A Nonthermal Plasma Process For Removing VocsJaya KaruppiahNo ratings yet
- The Reactivity and Kinetics of Yanzhou Coal Chars From Elevated Pyrolysis Temperatures During Gasification in Steam at 900 - 120088888CDocument9 pagesThe Reactivity and Kinetics of Yanzhou Coal Chars From Elevated Pyrolysis Temperatures During Gasification in Steam at 900 - 120088888CAlfiDahliaArofaniNo ratings yet
- Cesium SubstitutionDocument6 pagesCesium SubstitutionMadihah Wan RazaliNo ratings yet
- AC Catalst PTDocument5 pagesAC Catalst PTJarretNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Carbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaDocument6 pagesCarbon Dioxide Reforming of Methane Over NiAl2O3 Treated With Glow Discharge PlasmaViệtDũng TôNo ratings yet
- Activation of Waste Tire Char Upon Cyclic Oxygen Chemisorption#DesorptionDocument8 pagesActivation of Waste Tire Char Upon Cyclic Oxygen Chemisorption#DesorptionFrancisco HerasNo ratings yet
- Chemical-Kinetic Parameters of Hyperbolic Earth Entry: Eloret Corporation, Moffett Field, California 94085Document15 pagesChemical-Kinetic Parameters of Hyperbolic Earth Entry: Eloret Corporation, Moffett Field, California 94085Heri SalmasNo ratings yet
- Applications Steel: Plexicoke in The VmezuelanDocument8 pagesApplications Steel: Plexicoke in The VmezuelanJose Marval RodriguezNo ratings yet
- Synthesis of Ca Co O Ceramics by Polymerized Complex and Hydrothermal Hot-Pressing Processes and The Investigation of Its Thermoelectric PropertiesDocument7 pagesSynthesis of Ca Co O Ceramics by Polymerized Complex and Hydrothermal Hot-Pressing Processes and The Investigation of Its Thermoelectric PropertiesHenrique VieiraNo ratings yet
- Activities and Selectivities Temperatures Relevant Chemical Interconversions Copper Metal-Oxide Catalysts at Heat-Pumps Based Isopropanol/ AcetoneDocument4 pagesActivities and Selectivities Temperatures Relevant Chemical Interconversions Copper Metal-Oxide Catalysts at Heat-Pumps Based Isopropanol/ AcetoneOlga ĆalasanNo ratings yet
- Plasma-Catalytic Dry Reforming of Methane Over Ni-Supported Catalysts in A Rotating Gliding Arc - Spouted Bed ReactorDocument13 pagesPlasma-Catalytic Dry Reforming of Methane Over Ni-Supported Catalysts in A Rotating Gliding Arc - Spouted Bed ReactorNguyễn TuânNo ratings yet
- CO Gasification Kinetics of Biomass Char Derived From High-Temperature Rapid PyrolysisDocument8 pagesCO Gasification Kinetics of Biomass Char Derived From High-Temperature Rapid PyrolysisTavia Nita HaffizahNo ratings yet
- Journal of CO Utilization: Pedro Sa Nchez-Camacho, Issis C. Romero-Ibarra, Heriberto PfeifferDocument7 pagesJournal of CO Utilization: Pedro Sa Nchez-Camacho, Issis C. Romero-Ibarra, Heriberto PfeifferYsabel Huaccallo AguilarNo ratings yet
- Reformation and Replacement of CO, and CH, Gas Hydrates: Expef MentalDocument5 pagesReformation and Replacement of CO, and CH, Gas Hydrates: Expef MentalDeepali GuptaNo ratings yet
- 45 - 4 - Washington DC - 08-00 - 0789 PDFDocument5 pages45 - 4 - Washington DC - 08-00 - 0789 PDFDeepali GuptaNo ratings yet
- Minerals 10 00519Document23 pagesMinerals 10 00519genshin impactNo ratings yet
- Journal ColorDocument10 pagesJournal Colorghasem DNo ratings yet
- Densidad de Aleaciones Hierro Carbono en Funcion de TemperaturaDocument6 pagesDensidad de Aleaciones Hierro Carbono en Funcion de TemperaturaEguzmán RajniquNo ratings yet
- Diethelm2004 Article PlanarAndTubularPerovskite-typDocument7 pagesDiethelm2004 Article PlanarAndTubularPerovskite-typDaniela De Araujo SampaioNo ratings yet
- Alkali Activation of Fly Ashes, Part 1Document7 pagesAlkali Activation of Fly Ashes, Part 1Tan Khoa NguyenNo ratings yet
- Shigemoto 2006Document6 pagesShigemoto 2006Serwin Elias Suazo BajañaNo ratings yet
- Decomposition of Hexamethylcyclotrisiloxane Over Solid OxidesDocument5 pagesDecomposition of Hexamethylcyclotrisiloxane Over Solid OxidesaydinjalaliNo ratings yet
- SCI - Volume 24 - Issue 3 - Pages 1253-1263 PDFDocument11 pagesSCI - Volume 24 - Issue 3 - Pages 1253-1263 PDFhoangvubui4632No ratings yet
- Coke Formation in The Thermal Cracking of HydrocarbonsDocument7 pagesCoke Formation in The Thermal Cracking of HydrocarbonsJuan FloresNo ratings yet
- SintefDocument14 pagesSintefRodrigo RamosNo ratings yet
- 1998v37no1p185 191Document7 pages1998v37no1p185 191farah al-sudaniNo ratings yet
- Copper OxychlorideDocument8 pagesCopper Oxychlorideikarussg75No ratings yet
- 12po MC 3 5 PDFDocument2 pages12po MC 3 5 PDFMarcelo Varejão CasarinNo ratings yet
- Palandri, 1993 (J. Anal. Appl. Pyrolysis)Document12 pagesPalandri, 1993 (J. Anal. Appl. Pyrolysis)Alberto Moreno GomezNo ratings yet
- Kinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasDocument8 pagesKinetics of The Synthesis of Higher Aliphatic Alcohols From SyngasLina ArevaloNo ratings yet
- TGA Limestone DegradationDocument18 pagesTGA Limestone DegradationTammie HendersonNo ratings yet
- Minerals: Fabrication of Single-Crystalline Calcite Needle-Like Particles Using The Aragonite-Calcite Phase TransitionDocument9 pagesMinerals: Fabrication of Single-Crystalline Calcite Needle-Like Particles Using The Aragonite-Calcite Phase TransitionkrmktsNo ratings yet
- CVD of Al2O3 Thin Films Using Aluminum Tri-IsopropoxideDocument5 pagesCVD of Al2O3 Thin Films Using Aluminum Tri-IsopropoxidethuronNo ratings yet
- Pyrolysis Behavior of Electric Cable PVC Insulation MaterialDocument8 pagesPyrolysis Behavior of Electric Cable PVC Insulation Materialmontie3No ratings yet
- Carbonation-Calcination Cycle Using High Reactivity Calcium Oxide For Carbon Dioxide Separation From Flue GasDocument8 pagesCarbonation-Calcination Cycle Using High Reactivity Calcium Oxide For Carbon Dioxide Separation From Flue GasPola PoliNo ratings yet
- 1 s2.0 S0040603120300782 MainDocument9 pages1 s2.0 S0040603120300782 MainHana NisrinaNo ratings yet
- Cellulose PyrolysisDocument5 pagesCellulose PyrolysisVIxi OkNo ratings yet
- Pyrolysis of Polystyrene Waste in A Fluidized-Bed Reactor To Obtain Styrene Monomer and Gasoline FractionDocument11 pagesPyrolysis of Polystyrene Waste in A Fluidized-Bed Reactor To Obtain Styrene Monomer and Gasoline FractionMubshir MughalNo ratings yet
- Zoeller. Eastman Chemical Company Acetic Anhydride ProcessDocument19 pagesZoeller. Eastman Chemical Company Acetic Anhydride ProcessJohn Patrick DagleNo ratings yet
- Environmental TechnologyDocument12 pagesEnvironmental TechnologySara NaseriNo ratings yet
- Hydrogen Production From The Low-TemperatureDocument8 pagesHydrogen Production From The Low-TemperatureAndres Acosta100% (1)
- Formación de Coque en Catalizadores de Platino y Estaño en Gamma AluminaDocument8 pagesFormación de Coque en Catalizadores de Platino y Estaño en Gamma AluminaSolangel RodríguezNo ratings yet
- Coking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneDocument7 pagesCoking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneAndres PeñaNo ratings yet
- ArticleDocument8 pagesArticleemperor_vamsiNo ratings yet
- Thermodynamic Simulation On Mineralogical Composition of Cao-Sio - Al O - Mgo Quaternary Slag SystemDocument8 pagesThermodynamic Simulation On Mineralogical Composition of Cao-Sio - Al O - Mgo Quaternary Slag SystemakshukNo ratings yet
- Cao 2018Document15 pagesCao 2018Mạnh Đinh TuấnNo ratings yet
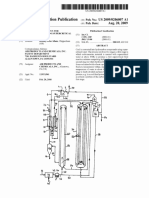
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNo ratings yet
- For English Editing (Done)Document23 pagesFor English Editing (Done)api-3728640No ratings yet
- Enhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionDocument6 pagesEnhancement of Catalytic Performance of Porous Membrane Reactor With Ni Catalyst For Combined Steam and Carbon Dioxide Reforming of Methane ReactionWassachol SumarasinghaNo ratings yet
- Production of Lithium Oxide by Decomposition Lithium Carbonate in The Flow of A Heat CarrierDocument6 pagesProduction of Lithium Oxide by Decomposition Lithium Carbonate in The Flow of A Heat CarrierArdu StuffNo ratings yet
- AbstractDocument8 pagesAbstractfaramarzkazemiNo ratings yet
- The Properties of Cobalt Oxide Catalyst For Ammonia Oxidation Szalowki Et Al. Appl. Catal. 1998Document11 pagesThe Properties of Cobalt Oxide Catalyst For Ammonia Oxidation Szalowki Et Al. Appl. Catal. 1998juan davidNo ratings yet
- Study of Calcination-Carbonation of Calcium Carbonate in Different Fluidizing Mediums For Chemical Looping Gasification in Circulating Fluidized BedsDocument9 pagesStudy of Calcination-Carbonation of Calcium Carbonate in Different Fluidizing Mediums For Chemical Looping Gasification in Circulating Fluidized BedsMayank AgrawalNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- Separation of Ce La and ND in Rare Earth Hydroxide PDFDocument14 pagesSeparation of Ce La and ND in Rare Earth Hydroxide PDFAkbar YulandraNo ratings yet
- Hydrometallurgy: Eunyoung Kim, K. Osseo-AsareDocument12 pagesHydrometallurgy: Eunyoung Kim, K. Osseo-AsareAkbar YulandraNo ratings yet
- Supp Multiple RX NsDocument1 pageSupp Multiple RX NsAkbar YulandraNo ratings yet
- Yang 2013Document6 pagesYang 2013Akbar YulandraNo ratings yet
- TakeHomeR - Kimia UAS AnwarJundiy011200306Document9 pagesTakeHomeR - Kimia UAS AnwarJundiy011200306Akbar YulandraNo ratings yet
- Bonding BB1Document3 pagesBonding BB1DeveshNo ratings yet
- Chem Exam 3 Fall 06Document2 pagesChem Exam 3 Fall 06juliasun8883No ratings yet
- Stokes Law and The Idea of Terminal VelocityDocument4 pagesStokes Law and The Idea of Terminal VelocityOlajide Emmanuel OlorunfemiNo ratings yet
- Chapter 7 - NG Dehydration Process Part 2Document32 pagesChapter 7 - NG Dehydration Process Part 2Emilia StevenNo ratings yet
- 5a. Overview of LNG Business - April 2016Document13 pages5a. Overview of LNG Business - April 2016Samuel JohnsonNo ratings yet
- MIT2 25F13 EquationSheetDocument2 pagesMIT2 25F13 EquationSheetMauricio Andrés Gutiérrez BravoNo ratings yet
- R&ac Unit-1Document27 pagesR&ac Unit-1Dinesh ManikantaNo ratings yet
- Confronting Crystallization IssuesDocument8 pagesConfronting Crystallization IssuesBramJanssen76No ratings yet
- Electronic Theory in Organic Chemistry.Document8 pagesElectronic Theory in Organic Chemistry.siyanbolasurprise9No ratings yet
- Fluid Mechanics For JEE MaiDocument37 pagesFluid Mechanics For JEE MaiNitish Goel100% (1)
- Finetune Boil-Off Gas Generation From Refrigerated Storage FacilitiesDocument7 pagesFinetune Boil-Off Gas Generation From Refrigerated Storage FacilitiesSergioRinconSolanoNo ratings yet
- Pages From Design of Fluid Systems-Hook-Ups, Spirax Sarco 4Document1 pagePages From Design of Fluid Systems-Hook-Ups, Spirax Sarco 4Ujwal KhandokarNo ratings yet
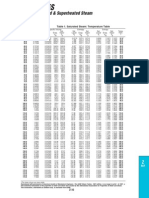
- Steam TablesDocument11 pagesSteam TablesARNOUXNo ratings yet
- Boiler EquationsDocument155 pagesBoiler Equationspulakjaiswal85No ratings yet
- Humidity Meter CalibrationDocument6 pagesHumidity Meter CalibrationvijayaNo ratings yet
- Pipe Sizing and Pressure Drop CalculationsDocument14 pagesPipe Sizing and Pressure Drop CalculationsArindom100% (1)
- FM Exp 1.REDDWOOD VISCOMETERDocument7 pagesFM Exp 1.REDDWOOD VISCOMETERL13 Krushna NemadeNo ratings yet
- Superfluidity: Superfluidity Is The Characteristic Property of A Fluid With ZeroDocument4 pagesSuperfluidity: Superfluidity Is The Characteristic Property of A Fluid With Zeroengineer bilalNo ratings yet
- Crash Couse Inorganic Chemistry-Pages-19-22,32-35,48-51,59-62,77-80,115-118,132-136,138,151-154,164-167Document38 pagesCrash Couse Inorganic Chemistry-Pages-19-22,32-35,48-51,59-62,77-80,115-118,132-136,138,151-154,164-167vikiasNo ratings yet
- Helical Coil Heat Exchanger Without Agitation (Batch and Continuous) Mas GitoDocument104 pagesHelical Coil Heat Exchanger Without Agitation (Batch and Continuous) Mas GitosehonoNo ratings yet
- Liang Fu Et Al - The Quantum Spin Hall Effect and Topological Band TheoryDocument21 pagesLiang Fu Et Al - The Quantum Spin Hall Effect and Topological Band TheoryPo48HSDNo ratings yet
- PEFG-1027 - Drum Sizing Design GuideDocument19 pagesPEFG-1027 - Drum Sizing Design GuideKochu dee100% (1)
- Azeotropic Distillation - PPDocument22 pagesAzeotropic Distillation - PPHamed HadizadehNo ratings yet
- G12 Chemistry Pamphlet TextbookDocument96 pagesG12 Chemistry Pamphlet Textbookruthch062No ratings yet
- Working of Domestic RefrigiratorDocument15 pagesWorking of Domestic Refrigiratorspursh67% (3)
- Thermodynamics: Prepared By: Prof. Rene D. EstemberDocument8 pagesThermodynamics: Prepared By: Prof. Rene D. EstemberCece100% (1)
- 2nd Periodic Test 9 OhspDocument2 pages2nd Periodic Test 9 OhspWesley PerezNo ratings yet