Download as pdf or txt
You might also like
- Fb/ek Holden Three-Speed Crashbox Enthusiasts GuideDocument215 pagesFb/ek Holden Three-Speed Crashbox Enthusiasts Guideandrew_harve89% (18)
- Screw Compressors: Model: VD55-10DGDocument20 pagesScrew Compressors: Model: VD55-10DGVoştinar IoanNo ratings yet
- ACI Intl Catalogue 2012Document158 pagesACI Intl Catalogue 2012Владислав Середа100% (1)
- Automation of Reciprocating Gas Engine Compressor Packages UsingDocument7 pagesAutomation of Reciprocating Gas Engine Compressor Packages UsingGnanaSekar0% (1)
- Diaphragm Pump Seminar ReportDocument58 pagesDiaphragm Pump Seminar ReportMahaManthraNo ratings yet
- High Pressure Oxygen Compressors: IndustriesDocument4 pagesHigh Pressure Oxygen Compressors: IndustriesCastileNo ratings yet
- Almig HL Range Operating ManualDocument16 pagesAlmig HL Range Operating ManualAndy MitchellNo ratings yet
- Lupamat Oil Free 40 Bar CompressorDocument8 pagesLupamat Oil Free 40 Bar CompressorСергей Колесников100% (1)
- Hpa1000 Part List Rev01Document29 pagesHpa1000 Part List Rev01Jorge100% (1)
- C2R Compressor & Turbine ShutdownDocument10 pagesC2R Compressor & Turbine ShutdownfvaefaNo ratings yet
- LMF-GP LX15-8 - 10 - 13Document2 pagesLMF-GP LX15-8 - 10 - 13MAZEN0% (1)
- SA英文使用手册NEWDocument49 pagesSA英文使用手册NEWBernad Orlando0% (1)
- Operacion y Mant. Instrument AirDocument305 pagesOperacion y Mant. Instrument AirJo alberto Uribe minierNo ratings yet
- CP PetDocument4 pagesCP PetjayeshNo ratings yet
- Ingersol-Rand-Air-Compressor PHE Booster Eng DataDocument46 pagesIngersol-Rand-Air-Compressor PHE Booster Eng Datadevilsharma100% (2)
- 83 FDocument134 pages83 FvinothetisNo ratings yet
- CCC Controllers: Recycle TripDocument1 pageCCC Controllers: Recycle TripBalasubramanianNo ratings yet
- General-Service Packaged Air Compressors and ReceiversDocument11 pagesGeneral-Service Packaged Air Compressors and ReceiversElie HajjNo ratings yet
- User's ManualDocument41 pagesUser's Manualanon_19378266No ratings yet
- GEO Dispenser Training (IRAN) - CNG050Document52 pagesGEO Dispenser Training (IRAN) - CNG050Zulfikar N JoelNo ratings yet
- Mixers and Related Equipments For Industrial UseDocument20 pagesMixers and Related Equipments For Industrial UseSonthi MooljindaNo ratings yet
- RE50214 Nivometer PDFDocument16 pagesRE50214 Nivometer PDFCaspar Heerkens100% (1)
- PDF-Reavell Marine Offshore BrochureDocument8 pagesPDF-Reavell Marine Offshore BrochureDaniel ArbeláezNo ratings yet
- Plant Instrument Air System - Design TipsDocument7 pagesPlant Instrument Air System - Design Tipsdavid_diaz_sNo ratings yet
- Nm3 To M3Document4 pagesNm3 To M3Aniket royNo ratings yet
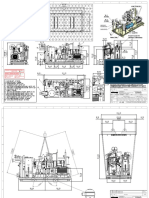
- Maintenance/clearance Area: Dimensions Could Be Change +/-5 MMDocument2 pagesMaintenance/clearance Area: Dimensions Could Be Change +/-5 MMZander MctrevorNo ratings yet
- Samson PRV Mounting and Operating InstructionDocument20 pagesSamson PRV Mounting and Operating InstructionRick CalaguiNo ratings yet
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- Operation Manual Oil-Free Oxygen Piston Compressor Water-CooledDocument20 pagesOperation Manual Oil-Free Oxygen Piston Compressor Water-CooledPABLOBOBADILLANo ratings yet
- Centrifugal Machine: S.No. Item Name SpecificationsDocument16 pagesCentrifugal Machine: S.No. Item Name SpecificationsAs TNo ratings yet
- Instruction Manual: Dosing Pump MaxroyDocument26 pagesInstruction Manual: Dosing Pump Maxroyenedanielcristian100% (1)
- LGK-100/120/160/200/300IGBT: Operator'S ManualDocument25 pagesLGK-100/120/160/200/300IGBT: Operator'S ManualMaurizioNo ratings yet
- Decodification For DVC6200Document1 pageDecodification For DVC6200GOPIKRISHNAHPTNo ratings yet
- 3 Vertial Oil Gas Steam Boiler Installation Operation ManualDocument26 pages3 Vertial Oil Gas Steam Boiler Installation Operation Manualfauzi endraNo ratings yet
- Air Compressor ASK-27TDocument5 pagesAir Compressor ASK-27TJonson CaoNo ratings yet
- Hitachi: Hydrogen Operation Report (1/3)Document4 pagesHitachi: Hydrogen Operation Report (1/3)AbdulArifS100% (1)
- How To Add Reverse Camera To Ford Ecosport 2018 TitaniumDocument13 pagesHow To Add Reverse Camera To Ford Ecosport 2018 TitaniumHarish BishtNo ratings yet
- Operation & Maintenance Manual For Hypercomp CNG Compressor Model 3W815Document208 pagesOperation & Maintenance Manual For Hypercomp CNG Compressor Model 3W815Asim Riaz80% (5)
- Operating Manual 2006 - 10Document16 pagesOperating Manual 2006 - 10mrmonzonmNo ratings yet
- Operation Manual CS6 GasDocument17 pagesOperation Manual CS6 Gasmind2008No ratings yet
- Ronningen-Petter F-Series: Backwashing Pressure Filter SystemDocument2 pagesRonningen-Petter F-Series: Backwashing Pressure Filter Systemck19654840No ratings yet
- 3 Waukesha Gas Engine Maintenance ManualDocument75 pages3 Waukesha Gas Engine Maintenance ManualMamunNo ratings yet
- Aatisbh Sehgal CV PDFDocument5 pagesAatisbh Sehgal CV PDFAnkush SehgalNo ratings yet
- LPG Compressors: Sales CatalogDocument40 pagesLPG Compressors: Sales CatalogAn IkhrandiNo ratings yet
- Manual FM160 CompressorDocument61 pagesManual FM160 CompressorSeekPTNo ratings yet
- Bentone Burner Operating InstructionsDocument20 pagesBentone Burner Operating InstructionsVikk Suriya100% (2)
- ChecklistDocument2 pagesChecklistdassayevNo ratings yet
- Air Compressor ZR 160Document20 pagesAir Compressor ZR 160kattukoluNo ratings yet
- Emergency Stop Valve BelummDocument7 pagesEmergency Stop Valve Belummhardani100% (1)
- IR HL Heatless DryerDocument1 pageIR HL Heatless DryerYing Kei ChanNo ratings yet
- Manual AUMA MOVDocument60 pagesManual AUMA MOVBonzo DigolodogNo ratings yet
- Copeland Compresor 2019 ECT2014DS78 PDFDocument166 pagesCopeland Compresor 2019 ECT2014DS78 PDFFrancisco Sanchez RNo ratings yet
- 57-606.9 Eclipse Model 706 Hart Io 1 PDFDocument108 pages57-606.9 Eclipse Model 706 Hart Io 1 PDFAbdul Shaharlal ENo ratings yet
- Teikoku Pump Refrigeration O&M ManualDocument24 pagesTeikoku Pump Refrigeration O&M ManualTally Land100% (1)
- Bom Chan KhongDocument78 pagesBom Chan KhongKhổng C. PhongNo ratings yet
- Centrifugals Brochure. - ThysenDocument7 pagesCentrifugals Brochure. - ThysenkrishportNo ratings yet
- Generator 1Document128 pagesGenerator 1Saravanan ElangovanNo ratings yet
- Refrigeration Laboratory Manual 2011Document19 pagesRefrigeration Laboratory Manual 2011Himanshu Uniyal0% (1)
- 500 MW Generator, Salient FeaturesDocument10 pages500 MW Generator, Salient FeaturesSandeep MishraNo ratings yet
- Thermal Engineering: By-Kirubakaran B (Assistan T Professor)Document75 pagesThermal Engineering: By-Kirubakaran B (Assistan T Professor)kirubamechNo ratings yet
- Training Report CompressoreDocument6 pagesTraining Report CompressoreEr Raghvendra SinghNo ratings yet
- SRC For Bulk Govt WorksDocument1 pageSRC For Bulk Govt WorksAshutosh SinghNo ratings yet
- SRC For Bulk Private WorksDocument1 pageSRC For Bulk Private WorksAshutosh SinghNo ratings yet
- Metallurgy Details: Raw Material Charging DetailsDocument1 pageMetallurgy Details: Raw Material Charging DetailsAshutosh SinghNo ratings yet
- Revolution 2020Document302 pagesRevolution 2020Ashutosh SinghNo ratings yet
- Concepts of Electric Arc Furnace Fume ControlDocument5 pagesConcepts of Electric Arc Furnace Fume ControlAshutosh SinghNo ratings yet
- PHE Erection ManualDocument72 pagesPHE Erection ManualAshutosh SinghNo ratings yet
- Operation Manual OXYGENDocument16 pagesOperation Manual OXYGENAshutosh SinghNo ratings yet
- CCM TrainingDocument14 pagesCCM TrainingAshutosh SinghNo ratings yet
- S1-17-Ba ZC411 Mbazc411-L1Document26 pagesS1-17-Ba ZC411 Mbazc411-L1Ashutosh SinghNo ratings yet
- Operation Manual FurnaceDocument21 pagesOperation Manual FurnaceAshutosh SinghNo ratings yet
- SD Fine Price List 2012 - 2013Document282 pagesSD Fine Price List 2012 - 2013Arunchand Rayaroth100% (1)
- SIP Import InstructionsDocument48 pagesSIP Import InstructionsAshutosh SinghNo ratings yet
- Financial Health AnalysisDocument8 pagesFinancial Health AnalysisAshutosh SinghNo ratings yet
- FAG Bearings PDF (087 151)Document65 pagesFAG Bearings PDF (087 151)Bagus setiawanNo ratings yet
- B3888D3Document4 pagesB3888D3anon_78283445No ratings yet
- DM45 Spur1Document60 pagesDM45 Spur1lalo11715100% (3)
- Bombas de Superficie SpsDocument66 pagesBombas de Superficie SpsMiguel Abdel Gonzalez100% (2)
- CPT To CBRDocument2 pagesCPT To CBRGumbert Maylda PratamaNo ratings yet
- IndustrialmotorscatalogueDocument86 pagesIndustrialmotorscataloguenavneetNo ratings yet
- Marine Engineering KnowledgeDocument1,055 pagesMarine Engineering KnowledgebalajimeieNo ratings yet
- Multistage Centrifugal Pump Operation & Maintenance ManualDocument11 pagesMultistage Centrifugal Pump Operation & Maintenance ManualHazrin HasanNo ratings yet
- Bronzina Oleo TesteDocument77 pagesBronzina Oleo TesteLuizGustavoVicenteNo ratings yet
- Part List DRC 60 IvrDocument136 pagesPart List DRC 60 IvrVoştinar IoanNo ratings yet
- 7-1. Maintenance StandardDocument37 pages7-1. Maintenance Standardmargotsilva96No ratings yet
- Model Airplane News Magazine 1994-02Document82 pagesModel Airplane News Magazine 1994-02António OliveiraNo ratings yet
- Industrial Lubrication and Tribology: Emerald Article: Sprayed Surface COATINGS: PART TWODocument5 pagesIndustrial Lubrication and Tribology: Emerald Article: Sprayed Surface COATINGS: PART TWOAqil SyahrialNo ratings yet
- Pump Reliability Through Bearing IsolatorsDocument2 pagesPump Reliability Through Bearing IsolatorsduhaimNo ratings yet
- Upa S: Type Series BookletDocument40 pagesUpa S: Type Series BookletOmar LamraniNo ratings yet
- Catalogue PDFDocument339 pagesCatalogue PDFOves ShaikhNo ratings yet
- Spindle Failure Happens - Will You Be ReadyDocument3 pagesSpindle Failure Happens - Will You Be ReadychinNo ratings yet
- 3512C Marine Engine TTC00001-UP (SEBP4534 - 23) - Bearing Clearance - CheckDocument4 pages3512C Marine Engine TTC00001-UP (SEBP4534 - 23) - Bearing Clearance - CheckMYO MINNo ratings yet
- CONVEYORSDocument60 pagesCONVEYORSJose O. Llaneta IIINo ratings yet
- PS-490 a-S-H Double Roll GrinderDocument2 pagesPS-490 a-S-H Double Roll GrinderKetan PathakNo ratings yet
- Duplex Thrust BearingsDocument4 pagesDuplex Thrust Bearingspetronila66No ratings yet
- Structural DesignDocument52 pagesStructural Designbaig951No ratings yet
- Module 11 - MarineDocument23 pagesModule 11 - MarineWilliam RuizNo ratings yet
- L21-31 GenSet TierIIDocument992 pagesL21-31 GenSet TierIIartemio CardosoNo ratings yet
- Paper Gearbox enDocument12 pagesPaper Gearbox enVikas TyagiNo ratings yet
- Trans Vol.62 No.4 1940Document95 pagesTrans Vol.62 No.4 1940Oscar LimonNo ratings yet
- Manual de Servicio Nissan Qr25deDocument218 pagesManual de Servicio Nissan Qr25deWuilberth AriasNo ratings yet
- Rotary Lobe ManualDocument19 pagesRotary Lobe ManualKamal UddinNo ratings yet
- Vibrating Equipment 2Document16 pagesVibrating Equipment 2João Bosco dos Santos100% (1)